Изобретение относится к сварке, а именно к способам сварки труб с внутренним покрытием, например слоем эмали, и может быть использовано в нефтяной, газовой, химической и других отраслях промышленности.
Известен способ сварки труб с внутренним эмалевым покрытием (А. с. СССР N 1479249, МПК B 23 K 31/02, Бюл. N 18, 1989 г.), который заключается в том, что концы труб с помощью пресса осаживают и на полученных утолщениях выполняют оппозитное замковое соединение. Эмалью покрывается внутренняя поверхность труб и торцевые кромки замка. Перед сваркой стыки нагревают до температуры размягчения эмали, сжимают трубы по оси, выдавливая валиком эмаль на торцах, и затем осуществляют круговой сварочный шов. Как сам шов, так и его корень благодаря конструкции концов труб значительно удалены от слоя эмали и поэтому не повреждают его. Однако таким способом нельзя получить оппозитные поверхности для плотной посадки. Перед сваркой предусмотрен нагрев зоны шва до температуры размягчения эмали и сжатие труб по оси для соединения торцовых слоев эмали.
Известен способ соединения эмалированных труб, согласно которому соединяются сваркой трубы после того, как на концевые участки трубы изнутри был нанесен слой коррозионно-стойкого материала переменного сечения с уклоном внутрь трубы, а остальная поверхность покрыта эмалью с нахлестом на коррозионно-стойкий поясок (А.с. СССР N 372403, МПК F 16 L 13/02, Бюл. N 13, 1973 г.). Данный способ и конструкция сварного соединения взяты нами за прототип, как для устройства, так и для способа.
Недостатками прототипа является незащищенность шва и его корня от коррозии вследствие перемешивания основы металла трубы с наплавкой.
Задачей создания изобретения является разработка конструкции сварного соединения и способа соединения труб с внутренним покрытием свободного от недостатков прототипа.
Поставленная задача решается с помощью признаков, указанных в первом пункте формулы изобретения, общих с прототипом, таких, как сварное соединение труб с внутренним покрытием, содержащее две трубы, торцы которых связаны между собой сварным швом, включающим корневой шов, выполненный в наплавленном слое коррозионно-стойкого сплава на концевых участках труб и заполняющий шов, выполненный в трубе, а также отличительных, существенных признаков, таких, как внутренняя поверхность концов труб в месте наплавки выполнена в форме раструба, а торцы наплавленного слоя имеют кольцевую проточку, переходящую в разделку кромок труб.
Выполнение раструба на концах труб позволяет повысить качество наложения коррозионно-стойкого слоя, а внутренняя поверхность концевых участков труб, выполненная в виде цилиндра или конуса, повышает качество прилегания эмали к защищаемой поверхности. Наличие кольцевой проточки способствует более прочному и качественному коррозионно-стойкому соединению корневого шва, а также более легкой и точной соосности при стыковке свариваемых труб.
Поставленная задача решается с помощью признаков, указанных в пункте два формулы изобретения, общих с прототипом, таких как способ соединения труб, с внутренним покрытием, при котором на концевые участки труб изнутри наносят слой коррозионно-стойкого сплава, производят, например, механическую обработку наплавленного слоя и одновременно ведут разделку кромок под сварку, наносят слой покрытия, например эмали, на внутреннюю поверхность трубы, производят сборку под сварку, и сварку труб между собой, а также существенных отличительных признаков, таких, как перед наплавкой коррозионно-стойкого сплава внутреннюю поверхность конца трубы подвергают, например, механической обработке под раструб, а при разделке кромок под сварку производят кольцевую проточку от торца наплавленного слоя, причем сварку концевых участков ведут наложением шва в два этапа, сначала заполняют корневой шов однородным по составу наплавленному слою электродом, затем - заполняющий шов.
Проведение дополнительной операции - обработки внутренней поверхности конца трубы под раструб позволяет осуществить более качественную наплавку коррозионно-стойкого сплава, выполнить этот участок с внутренней стороны конусным или прямолинейным, что позволит более качественно уложить слой эмали. Выполнение кольцевой проточки способствует повышению качества сварки корневого шва и прочности соединения в целом. Использование при сварке электрода однородного по составу с наплавленным слоем способствует однородности корневого шва и качеству соединения труб в целом.
Объединение в одной заявке разнородных объектов свидетельствует о том, что они связаны между собой единым изобретательским замыслом.
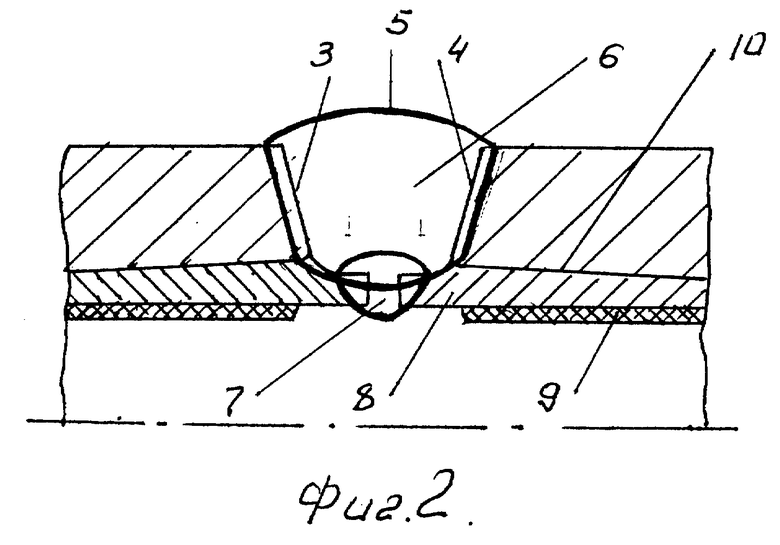
Изобретение иллюстрируется следующими чертежами. На фиг. 1 изображен стык труб с внутренним эмалевым покрытием, подготовленный к сборке; на фиг.2 - то же после сварки.
Сварное соединение труб с внутренним покрытием, например эмали, содержит две трубы 1, 2 (фиг. 1), торцы 3, 4 которых связаны между собой сварным швом 5 (фиг.2). Шов 5 имеет заполняющий шов 6, выполненный в трубах 1, 2, и корневой шов 7, выполненный в наплавленном слое 8 коррозионно-стойкого сплава на концевых участках труб 1, 2. На внутреннюю поверхность труб 1, 2 нанесен слой эмали 9. Внутренняя поверхность 10 концов труб 1, 2 в месте наплавки выполнена в форме раструба. Торцы 11 наплавленного слоя 8 имеют кольцевую проточку 12 переходящую в разделку кромок труб 1, 2.
Способ соединения труб с внутренним покрытием осуществляется следующим образом.
Перед наплавкой коррозионно-стойкого сплава внутреннюю поверхность 10 концов труб 1, 2 подвергают механической обработке под раструб, затем на концевые участи 10 труб 1, 2 изнутри наносят слой коррозионно-стойкого материала 11, после чего производят механическую обработку наплавленного слоя. Одновременно ведут разделку кромок под сварку, при которой производят кольцевую проточку 12 от торца наплавленного слоя 11, затем наносят слой эмали 9 на внутреннюю поверхность труб 1, 2. После чего производят сборку труб под сварку с помощью приспособления - центратора (на чертеже не показан). Сварку концевых участков труб 1, 2 между собой ведут в два этапа, сначала заполняют корневой шов 7 однородным по составу наплавленному слою 8 электродом, затем заполняют заполняющий шов 5.
Пример.
Трубы 1, (2) с наружным диаметром 89 мм и толщиной стенок 9 мм зажимают в патрон станка и люнет и внутреннюю поверхность 10 конца труб 1, (2) обрабатывают по размеру под раструб. Не переустанавливая трубу, производят наплавку внутренней поверхности коррозионно-стойким материалом (нержавеющая сталь). Затем производят механическую обработку наплавленного слоя 8 таким образом, что внутренняя поверхность наплавленного слоя может быть конической с незначительным уменьшением диаметра к концу или цилиндрической, т.е. равной внутреннему диаметру (фиг.2) труб 1, (2). При этом после торцовки производят кольцевую проточку 12, затем U-образную разделку кромок 3, (4) под сварку.
Затем переустанавливают трубу другим концом, и вышеуказанные операции повторяют.
После подготовки поверхности известным способом наносят внутренний слой эмали на трубы 1, (2), при этом эмалируют и наплавленный слой, за исключением зоны шириной 5 - 10 мм, прилегающей к торцу трубы.
После проверки качества (сплошности) эмалевого покрытия 9 производят сборку стыков труб. С помощью центраторов (на чертеже не показаны) обеспечивается правильное фиксирование стыкуемых труб, а также свободный доступ к выполнению сварочных работ (прихватку). Величина зазора в стыке составляет 0,5 - 2 мм, а смещение кромок кольцевой проточки не должно превышать 0,5 мм.
Сварку концевых участков ведут в два этапа, сначала заполняют корневой шов 7 однородным по составу наплавленному слою 8 электродом, затем заполняют заполняющий шов 6. Причем на первом этапе выполняют три прихватки, равномерно распределенные по периметру стыка. Длина прихваток составляет 10 - 20 мм.
Благодаря вышеуказанной обработке торцев 12 наплавленного слоя 8 достигается качественная, однородная по составу сварка корневого шва.
Корень шва 7 удален на 5-10 мм от стыкуемых эмалированных поверхностей 9, и, таким образом, дефектов эмалевого покрытия не образуется.
Предлагаемый способ позволяет получать качественные соединения не только эмалированных труб, но и труб с другим коррозионно-стойким покрытием, например с использованием полиэтилена, эпоксидных красок и др. полимеров.
При реализации способа в полевых или стационарных условия используется стандартное оборудование и доступные материалы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ТРУБ С ВНУТРЕННИМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ ПОД СВАРКУ | 2007 |
|
RU2353490C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| СПОСОБ СОЕДИНЕНИЯ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2003 |
|
RU2238830C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2103593C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2272215C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| Способ сварки трубопроводов с внутренним антикоррозийным покрытием | 2019 |
|
RU2722582C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2228484C2 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |
Изобретение относится к сварке, а именно к способам сварки труб с внутренним покрытием, например слоем эмали, и может быть использовано в нефтяной, газовой, химической и других отраслях промышленности. Сварное соединение труб с внутренним покрытием содержит две трубы, торцы которых связаны между собой сварным швом, включающим корневой шов, выполненный в наплавленном слое коррозионно-стойкого сплава на концевых участках труб, и заполняющий шов, выполненный в трубе. Внутренняя поверхность концов труб в месте наплавки выполнена в форме раструба, а торцы наплавленного слоя имеют кольцевую проточку, переходящую в разделку кромок труб. Способ соединения труб с внутренним покрытием состоит в том, что на концевые участки труб изнутри наносят слой коррозионно-стойкого материала, производят обработку наплавленного слоя и одновременно ведут разделку кромок под сварку, наносят слой покрытия, например эмали, на внутреннюю поверхность трубы, производят сборку под сварку, и сварку труб между собой. При этом перед наплавкой коррозионно-стойкого сплава внутреннюю поверхность конца трубы подвергают обработке под раструб, а при разделке кромок под сварку производят кольцевую проточку, переходящую в торец наплавленного слоя, причем сварку концевых участков ведут наложением шва в два этапа: сначала заполняют корневой шов однородным по составу наплавленному слою электродом, затем - заполняющий шов. Изобретение позволяет получать качественные соединения не только эмалированных труб, но и труб с другим коррозионно-стойким покрытием, например, с использованием полиэтилена, эпоксидных красок и других полимеров. 2 с.п. ф-лы, 2 ил.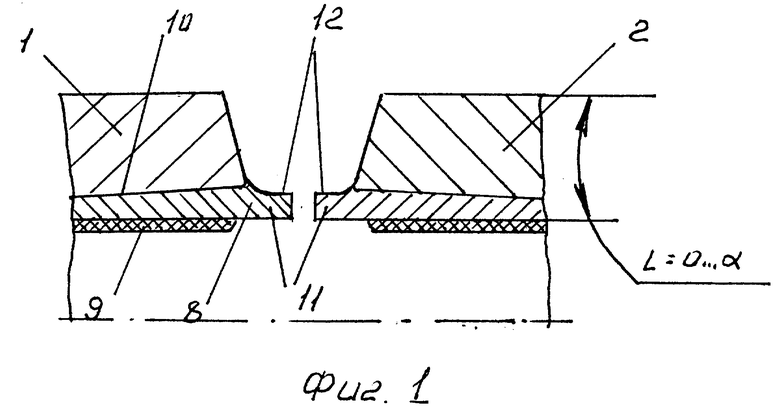
| БИБЛИОТЕКА | 0 |
|
SU372403A1 |
| Способ сварки труб с внутренним эмалевым покрытием | 1987 |
|
SU1479249A1 |
| СПОСОБ ГИДРОТЕРМАЛЬНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА | 0 |
|
SU309597A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| ОБТЕКАЕМАЯ ОПОРА МОСТОВОГО ПЕРЕХОДА, РАСПОЛОЖЕННОГО ПОД УГЛОМ К ВОДОТОКУ | 2001 |
|
RU2206660C1 |
