Изобретение относится к сварке, а именно к способам сварки труб, в том числе эмалированных, и может быть использовано при изготовлении, монтаже и ремонте трубопроводов, используемых, в том числе, в условиях строительства и эксплуатации магистральных газо- и нефтепроводов, а также в условиях транспортировки сред, содержащих кислород, углекислый газ и сероводород и минеральные соли и в широком диапазоне температур и давлений.
Известен способ соединения тонкостенных труб с внутренним эмалевым покрытием, включающий нанесение на внутреннюю поверхность концов соединяемых труб материала с адгезионными свойствами, установку в одну из соединяемых труб коаксиально с зазором втулки и с внутренним эмалевым покрытием с кольцевой проточкой, заполненной теплоизоляционным материалом, стыковку со второй трубой, сварку труб между собой и заполнение полости между зоной стыка труб и кольцевой проточкой адгезионным материалом (см. пат. РФ 2080510, 1997).
Однако высокая температура сварки приводит к повышенному нагреву тонкостенных труб, имеющих высокий коэффициент теплопередачи, к прогоранию эмали на стенках труб и к значительным повреждениям эмалевого покрытия даже при использовании втулок, покрытых эмалью. Этот способ не обеспечит сохранение качественного эмалевого покрытия.
Наиболее близким аналогом является способ сварки эмалированных труб, заключающийся в приваривании втулок к стальным трубам, в V-образной обработке кромок труб под сварку, в сборке, нанесении эмали и соединении труб путем сварки (см. а.с. SU 1648696, 1991 г.).
К недостаткам этого способа относится сложность выполнения из-за необходимости регулирования тепловых и диффузионных процессов при сварке разнородных металлов для получения сварных соединений с требуемыми эксплуатационными характеристиками, повышенные расходы из-за использования дефицитных коррозионно-стойких втулок и невозможность использования способа в полевых условиях.
Кроме того, при использовании способа для тонкостенных труб при сварке втулок произойдет прогорание эмали на значительных участках из-за высокой температуры сварки коррозионно-стойких втулок, высокого коэффициента теплопередачи металла труб и малой толщины их стенок.
Задачей предложенного технического решения является упрощение способа и снижение его стоимости, повышение качества сварки тонкостенных труб, обеспечение сохранности эмалевого покрытия на внутренней поверхности тонкостенных труб с одновременным обеспечением защиты от коррозии корневого шва.
Для решения поставленной задачи в предложенном способе сварки эмалированных труб, заключающемся в приваривании втулок к стальным трубам, в V-образной обработке кромок труб под сварку, в сборке, нанесении эмали и соединении труб путем сварки, согласно изобретению используют втулки из стали с нанесенным внутренним коррозионно-стойким покрытием, толщина стенок которых не более чем в 1,3 больше толщины стенок труб, втулки приваривают снаружи стальных труб угловым швом со стороны торца втулок, противоположного торцу стыка труб и со смешением другого торца втулок относительно торца стыка, а на поверхности отверстий стальных труб наносят слой эмали, после чего проводят разделку кромок труб под сварку, которую выполняют на расстоянии от втулок, соответствующем 0,5-1,0 толщины стенок труб, под углом раскрытия 25-40o к вертикальной оси с притуплением, соответствующим 0,5-0,7 толщины стенок труб, затем проводят очистку с последующим нанесением дополнительного слоя эмали на поверхность притупления и поверхности отверстий труб, прилегающие к стыку, а сборку проводят без зазора в стыке, при этом сварку при соединении труб выполняют двумя сварными швами, первый из которых, корневой шов, выполняют по толщине, равной 0,8 суммарной толщины трубы и втулки, а выполнение последующих швов производят при охлаждении первого до температуры, не менее чем вдвое меньшей температуры плавления эмали.
Технический результат состоит в упрощении способа за счет исключения сварки разнородных металлов, в снижении стоимости не менее чем в 5 раз, в повышении качества сварки тонкостенных труб с одновременным обеспечением защиты от коррозии корневого шва за счет подбора оптимальной площади под сварочный шов и создания температурных режимов сварки, в обеспечении сохранности эмалевого покрытия на внутренней поверхности тонкостенных труб.
На фиг. 1 показан поперечный разрез трубы, снаружи которой приварена втулка, а на поверхность отверстия трубы нанесен слой эмали.
На фиг. 2 показан поперечный разрез трубы и разделка кромок труб под сварку с последующим нанесением на поверхность притупления и на поверхность отверстия трубы, прилегающую к стыку, дополнительного слоя эмали.
На фиг.3 показан поперечный разрез после сборки труб без зазора в стыке.
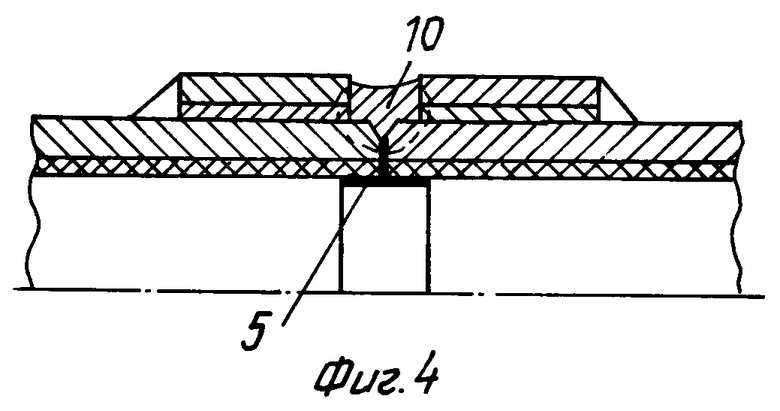
На фиг.4 показано выполнение первого корневого шва.
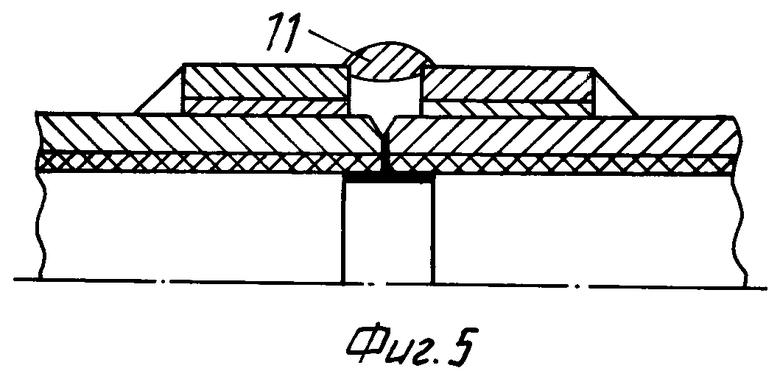
На фиг. 5 показано выполнение последующих швов.
На приведенных фигурах показаны стальные трубы 1, 2, снаружи которых установлены втулки 3, выполненные из стали с коррозионно-стойким внутренним покрытием 4, имеющие толщину стенок, не более чем в 1,3 раза превышающую толщину стенок труб.
Втулки привариваются угловыми швами 31 со стороны их торцов, противоположных торцам стыка труб, а другой торец втулок 3 размещают на расстоянии от торца стыка. После этого на поверхности отверстий труб наносят слой эмали 6.
Разделку кромок труб под сварку выполняют на расстоянии 7 от втулок, соответствующем 0,5-0,7 толщины стенок труб, под углом раскрытия α=25-40o к вертикальной оси и с притуплением 8, составляющим 0,5-0,7 толщины стенок труб.
Дополнительный слой эмали 9 нанесен на участки эмалированной поверхности отверстий труб, прилегающие к стыку, и на поверхность притупления 8.
Сварку труб выполняют первым корневым швом 10 и последующими швами 11.
Способ заключается в следующем.
На стальные трубы 1, 2 снаружи устанавливают втулки 3, которые выполнены из стали с внутренним коррозионно-стойким покрытием 4, что позволяет снизить стоимость способа и упростить технологию сварки с получением высоких эксплуатационных показателей за счет сварки однородных металлов.
Втулки, толщина стенок которых не более чем в 1,3 раза больше толщины стенок труб, чем достигается увеличение площади стыка 5, приваривают к стальным трубам 1, 2 со стороны торца, противоположного торцу стыка труб, со смещением другого торца втулок относительно стыка 5, что предназначено для повышения удобства разделки кромок труб. Далее на поверхность отверстий труб наносят слой эмали 6, что позволяет защитить их от коррозии.
После этого выполняют разделку кромок труб под сварку со смещением на расстоянии 7 от втулок, соответствующем 0,5-0,7 толщины стенок труб, под углом раскрытия α=25-40o к вертикальной оси и с притуплением 8, составляющим 0,5-0,7 толщины стенок труб, что позволяет подобрать оптимальную площадь сварочной ванны тонкостенных труб и повысить прочность сварочного соединения.
Далее после очистки от загрязнения на участки эмалированной поверхности отверстий труб, прилегающие к стыку, и на поверхность притупления наносят дополнительный слой эмали 9, что необходимо для обеспечения требуемого качества защиты корневого шва 10 от коррозии.
Следующий этап способа состоит в сборке труб 1, 2 встык без зазора, а лишняя эмалевая паста при этом выжимается из стыка.
Затем собранные трубы соединяются между собой прихватками (не показаны). Сварку первого корневого шва 10 выполняют на толщину, равную 0,8 суммарной толщины стенки трубы и втулки, что позволяет обеспечить равномерный нагрев, расплавление, растекание и сплавление эмалевых покрытий двух соединяемых труб на границе сопряжения их кромок.
Далее выполнение последующих швов 11 проводят после охлаждения первого корневого шва до температуры, вдвое меньшей температуры плавления эмали, что необходимо для сохранности нанесенного эмалевого покрытия.
Способ предназначен для сварки тонкостенных труб диаметром 56-159 мм и толщиной стенок 3,5-6 мм. Однако это не ограничивает объем притязаний.
Испытания способа проводились на предприятиях ЗАО "Негаспензапром" на образцах, сваренных по предложенному способу, с диаметрами труб 56-159 мм и толщиной стенок 3,5-6 мм.
Для пояснения способа приведен типовой пример испытания образцов.
Пример.
Для испытания способа использовались трубы диаметром 77 мм и толщиной стенок 4 мм.
К трубам, выполненным из стали 20, снаружи дуговой сваркой штучными электродами Э50А приваривают втулки шириной 30 м, диаметром 79 мм и толщиной 5 мм, выполненные из стали 20, с внутренним покрытием из нержавеющей стали 08Х18Н9Т. Сварку выполняют угловыми швами за один проход.
Затем на поверхность отверстий труб наносят слой эмали МК-5.
Разделку кромок труб проводят на расстоянии от втулок, равном 2 мм, с углом раскрытия α=38o и с притуплением, равным 2,8, чем достигается подбор оптимальных параметров сварочной ванны.
После обработки кромок труб под сварку проводят очистку поверхностей от загрязнения. После этого на поверхность притупления и на поверхности отверстий труб шириной 3 мм относительно стыка наносят дополнительный слой эмали МК-5. При сборке труб встык без зазора лишняя паста выжимается из стыка. Собранные трубы соединяются между собой прихватками. Сварку выполняют двумя швами: первым корневым швом высотой 7,2 мм, который выполняют ручной дуговой сваркой за один проход электродами, имеющими d=2,5-3 мм. Выполнение последующих швов проводили после остывания корневого шва до температуры 400o.
При проверке внешним осмотром образцов, сваренных по предложенному способу, установлено, что состояние покрытий отвечает действующим техническим условиям.
Толщиномером МТ-41НЦ установлена толщина покрытия, которая равная 1000 мкм.
Контроль диэлектрической сплошности проводился прибором ИДС-1 и установлено, что диэлектрическая сплошность в зоне сварного шва равноценна сплошности покрытия на трубе.
Переходное электрическое сопротивление контролировалось методом "мокрого контакта" с использованием дефектоскопа ИКС-1 и равно 500 Ом/см2.
Технико-экономический эффект предложенного способа состоит в упрощении и снижении стоимости способа не менее чем в 5 раз, в повышении качества сварки тонкостенных труб, в обеспечении сохранности эмалевого покрытия на внутренней поверхности тонкостенных труб с одновременным обеспечением защиты от коррозии корневых швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2201854C1 |
| Способ сварки изделий | 1989 |
|
SU1764906A1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2109197C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ С ВНУТРЕННЕЙ ЗАЩИТОЙ СВАРНОГО СТЫКА | 2007 |
|
RU2344910C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2104438C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДА ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 2002 |
|
RU2222747C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1998 |
|
RU2140038C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |


Изобретение относится к сварке, а именно к способам сварки труб, в том числе эмалированных, и может быть использовано при изготовлении, монтаже и ремонте магистральных газо- и нефтепроводов, а также в условиях транспортировки сред, содержащих кислород, углекислый газ и сероводород и минеральные соли и в широком диапазоне температур и давлений. Используют втулки из стали с нанесенным внутренним коррозионно-стойким покрытием, толщина стенок которых не более чем в 1,3 больше толщины стенок труб. Втулки приваривают снаружи стальных труб угловым швом со стороны торца втулок, противоположного торцу стыка труб, и со смещением другого торца втулок относительно торца стыка. На поверхности отверстий стальных труб наносят слой эмали. После этого проводят разделку кромок труб под сварку, которую выполняют на расстоянии от втулок, соответствующем 0,5-1,0 толщины стенок труб, под углом раскрытия 25-40o к вертикальной оси, с притуплением, соответствующим 0,5-0,7 толщины стенок труб. Затем проводят очистку с последующим нанесением дополнительного слоя эмали на поверхность притупления и поверхности отверстий труб, прилегающие к стыку. Сборку проводят без зазора в стыке. Сварку при соединении труб выполняют двумя сварными швами, первый из которых выполняют по толщине, равной 0,8 суммарно толщины трубы и втулки. Выполнение последующих швов производят при охлаждении корневого шва до температуры, не менее чем вдвое меньшей температуры плавления эмали. Этим достигается упрощение и снижение стоимости способа не менее чем в 5 раз, повышение качества сварки тонкостенных труб, обеспечение сохранности эмалевого покрытия на внутренней поверхности тонкостенных труб и обеспечение защиты от коррозии корневых швов. 5 ил.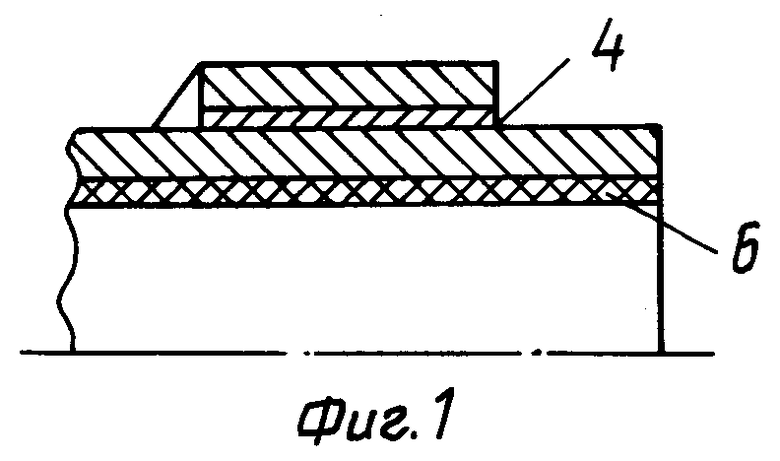
Способ сварки эмалированных труб, заключающийся в приваривании втулок к стальным трубам, в V-образной обработке кромок труб под сварку, в сборке, нанесении эмали и соединении труб путем сварки, отличающийся тем, что используют втулки из стали с нанесенным внутренним коррозионно-стойким покрытием, толщина стенок которых не более чем в 1,3 больше толщины стенок труб, втулки приваривают снаружи стальных труб угловым швом со стороны торца втулок, противоположного торцу стыка труб, и со смещением другого торца втулок относительно торца стыка, а на поверхности отверстий стальных труб наносят слой эмали, после чего проводят разделку кромок труб под сварку, которую выполняют на расстоянии от втулок, соответствующем 0,5-1,0 толщины стенок труб, под углом раскрытия 25-40o к вертикальной оси, с притуплением, соответствующим 0,5-0,7 толщины стенок труб, затем проводят очистку с последующим нанесением дополнительного слоя эмали на поверхность притупления и поверхности отверстий труб, прилегающие к стыку, а сборку проводят без зазора в стыке, при этом сварку при соединении труб выполняют двумя сварными швами, первый из которых, корневой шов выполняют по толщине, равной 0,8 суммарной толщины трубы и втулки, а выполнение последующих швов производят при охлаждении корневого шва до температуры, не менее чем вдвое меньшей температуры плавления эмали.
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1998 |
|
RU2140038C1 |
| Способ изготовления трубопроводов из эмалированных труб | 1985 |
|
SU1268348A2 |
| Способ сварки эмалированных труб | 1989 |
|
SU1648696A1 |
| US 4357745, 11.09.1982 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

