фиг 2
Изобретение относится к сварке, а именно к способам сварки труб с внутренним эмалевым покрытием, и может быть использовано в химической, пищевой промышленности и в машиностроении.
Цель изобретения - повышение качества защиты внутренней поверхности труб за счет исключения нарушений эмалевого покрытия в зоне стыка.
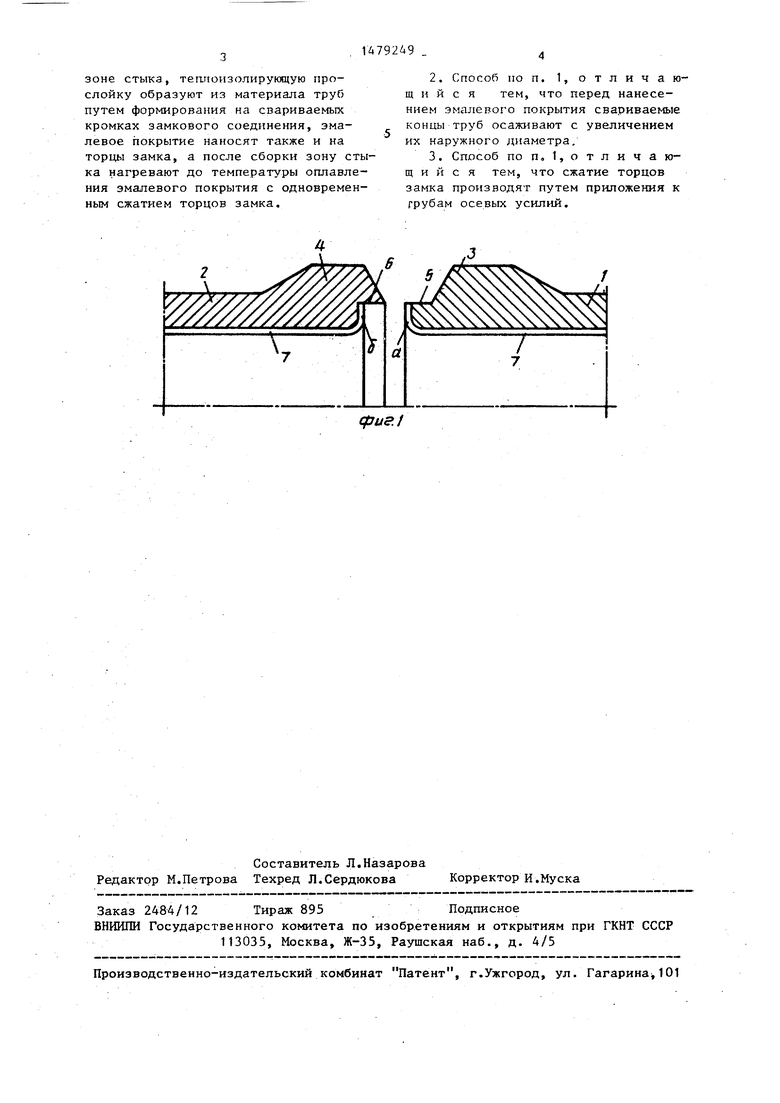
На фиг.1 представлен стык труб с внутренним эмапевым покрытием, подготовленный к сборке; на фиг.2 - то же, после сварки.
Способ осуществляют следующим образом.
На концах свариваемых труб 1 и 2 любым известным способом, например осадкой, образуют утолщения 3 и А
способом наносят четырехслоиное эмалевое покрытие из одного грунтового слоя, состоящего из 70% эмали № 2015 и 30% эмали № 3132, и трех слоев покровной эмали № 339. Общая толщина покрытия составляет 0, 8 мм. Во избежание сколов эмали .углы на торцах трубы предварительно округлятся радиусом 2 мм.
При стыковке выступ одного конца трубы вводится в кольцевую выемку конца другой трубы до соприкосновения эмалированных торцов. После этого участок стыка с помощью кольцевого индуктора нагревают до температуры 900°С, при которой эмаль оплавляется. При этом за счет одновременного сжатия стыкуемых труб эмалевые покрытия на торцовых частях замка сплавляются
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ ИЗ ЭМАЛИРОВАННЫХ ТРУБ | 1997 |
|
RU2131551C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1998 |
|
RU2140038C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| Способ подготовки под соединение концов трубчатых элементов | 1989 |
|
SU1703224A1 |
| Способ сварки изделий | 1989 |
|
SU1764906A1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| Способ соединения эмалированных труб | 1988 |
|
SU1538946A2 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| Способ изготовления трубопроводов из эмалированных труб | 1985 |
|
SU1268348A2 |
Изобретение относится к сварке, а именно к способам сварки труб с внутренним эмалевым покрытием, и может быть использовано в химической , пищевой промышленности и в машиностроении. Цель изобретения - повышение качества защиты внутренней поверхности труб за счет исключения нарушений эмалевого покрытия в зоне стыка. На концах свариваемых труб выполняют замковое соединение, наносят на внутреннюю поверхность и торцы замка эмалевое покрытие 7. Собирают трубы под сварку и зажимают торцы замка осевым усилием с одновременным нагревом зоны стыка до температуры оплавления эмали. Выдавливаясь из стыка, эмаль образует монолитное покрытие по всей поверхности трубы. При выполнении кольцевого шва 8 эмалевое покрытие защищено от теплового воздействия выступом замка. 2 з.п. ф-лы, 2 ил.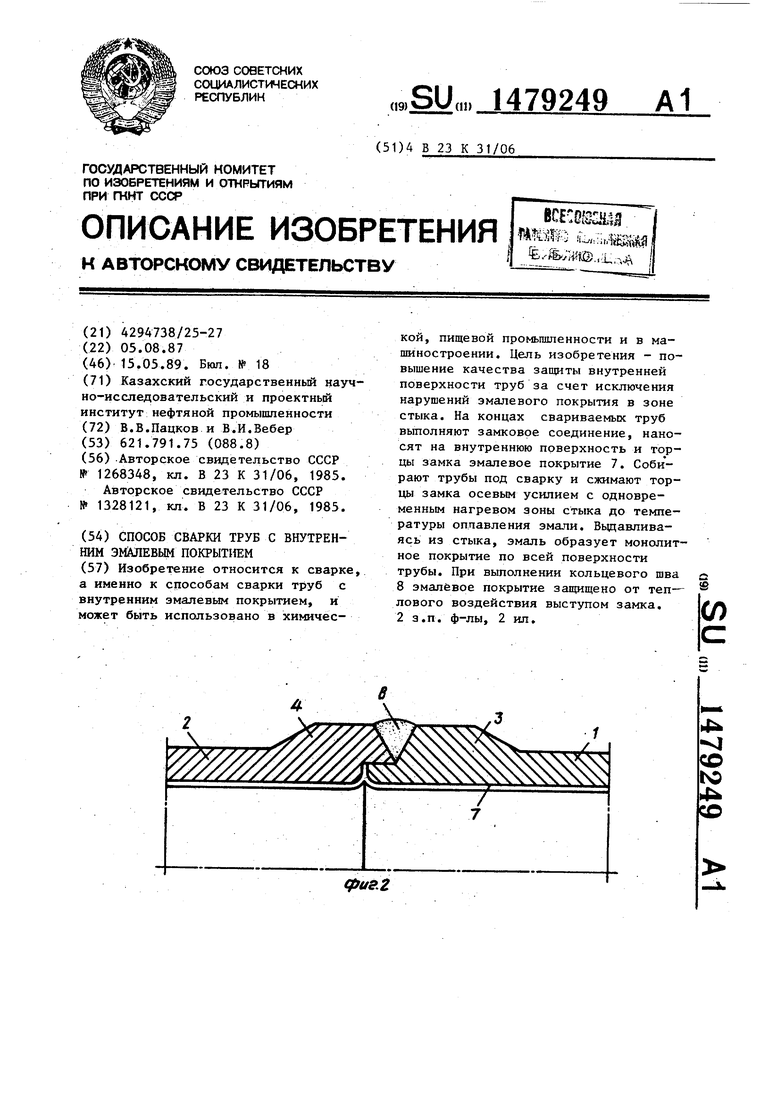
с увеличением наружного диаметра тру- 20 между собой, образуя в месте стыка
бы с сохранением его внутреннего диаметра. Одновременно на торцах труб формируют замковое соединение, для чего на одной трубе выполняют кольцевой выступ 5, а на другой - ответную ему кольцевую выемку 6. На подготовленные под сварку трубы 1 и 2 наносят эмалевое покрытие 7, при этом покрытие наносится также и на торцовые поверхности а и 5 замка. Трубы собирают под сварку, стягивают их с помощью наружного центратора (не показан) и нагревают зону стыка до температуры оплавления эмалевого покрытия. При этом происходит сплавление между собой эмалевых покрытий на торцовых поверхностях а и 6 с образованием монолитного покрытия на внутренней поверхности трубопровода. Последующая сварка кольцевого шва 8, отделенного от эмалированных поверхностей выступом 5 замка, не приводит к образованию дефектов эмалевого покрытия.
Пример. Трубы с наружным диа- 45 пользование способа.
Формула изо
метром 73 мм и толщиной стенки 5 мм закрепляют в пневмозажиме пресса ПГ-100 и при помощи специальных матрицы и пуансона высаживают концы труб наружу до толщины 10 мм и длине высаживаемых концов 15 мм. При этом на одном конце трубы с внутренней стороны получают кольцевую выемку диаметром 73 мм, шириной 6 мм. На другом конце трубы получают повторяющий ее по форме выступ диаметром 72,5 мм, шириной 5 мм. На внутреннюю поверхность труб, включая торцовые поверхности выемки и выступа, известным
монолитное эмалевое покрытие. После удаления нагревательного устройства производят прихватку кромок в нескольких местах, удаление центратора и электродуговую сварку кольцевого шва.
На свариваемых кромках предварительно выполняются фаски под углом 30°. Так как корень шва удален на 6 мм от стыкуемых эмалированных поверхностей, то дефектов эмалевого покрытия при сварке не образуется.
Предлагаемый способ позволяет получать качественное монолитное эмалевое покрытие на стыках трубопровода. При этом за счет устранения операции нанесения шликера на концы труб в полевых условиях упрощается процесс сборки трубопроводов и повЫшается производительность сборки. Для осуществления способа может применяться стандартное оборудование: прессы, центраторы, нагревательные устройства, что также упрощает использование способа.
Формула изобретения
труб между собой, отличающийся тем, что, с целью повышения качества защиты внутренней поверхности труб за счет исключения нарушений эмалевого покрытия в
зоне стыка, теплоизолирующую прослойку образуют из материала труб путем формирования на свариваемых кромках замкового соединения, эмалевое покрытие наносят также и на торцы замка, а после сборки зону стыка нагревают до температуры оплавления эмалевого покрытия с одновременным сжатием торцов замка.
фиг/
| Способ изготовления трубопроводов из эмалированных труб | 1985 |
|
SU1268348A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ неразъемного соединения труб с защищенной внутренней поверхностью | 1985 |
|
SU1328121A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
