Изобретение относится к области предохранения труб от коррозии м и может быть использовано при изготовлении, монтаже и ремонте трубопроводов, предназначенных для транспортирования нефти, нефтепродуктов, газа, различных агрессивных сред, воды и т.д.
В настоящее время в связи с дефицитом металла и большой трудоемкостью монтажных работ большое распространение получает использование трубопроводов, внутренняя поверхность которых имеет защиту от коррозии.
В качестве защитных покрытий широко применяют лакокрасочные материалы, преимущественно на полимерной основе или стеклоэмали.
Применение таких покрытий позволяет довести срок службы трубопроводов до 15-20 лет вместо 2-3 лет даже при транспортировке по ним коррозионно-активных сред, содержащих сероводород, двуокись углерода, ионы хлора и т.д.
Однако до настоящего времени применение труб с внутренним антикоррозионным покрытием ограничивается в основном трубопроводами, в которых предусмотрены разъемные фланцевые соединения или резьбовые соединения с помощью муфт.
При строительстве же протяженных, промысловых и магистральных трубопроводов, где основным видом соединений является сварка, трубы с внутренним покрытием до настоящего времени применяются ограниченно.
Это вызвано тем, что при монтаже трубопроводов во время сварки значительная зона покрытия в зоне сварного шва разрушается (выпадает).
Для решения проблемы обеспечения сплошности антикоррозионной защиты поверхности трубопроводов сваренных из труб с термочувствительным покрытием например полимерным и используют различные способы.
Известен способ соединения двух металлических труб с внутренним антикоррозионным покрытием, предложенный французской фирмой "Батигнолез", в котором к каждой соединяемой трубе приваривают втулку из коррозионностойкого металла. Затем внутреннюю поверхность труб и частично внутреннюю поверхность втулок покрывают слоем полимерного защитного покрытия. Затем свободные конца втулок приваривают друг к другу. Длину втулок выбирают такой, при которой зона термического влияния от сварки исключает разрушение полимерного покрытия.
Известно изобретение голландской фирмы "Труст Хойдстермотчапий" "Способ соединения труб имеющих внутреннюю защитную облицовку". Это изобретение подобно описанному выше. Отличие состоит в том, что вместо втулок к концам труб приваривают соединительные кольца.
Оба эти решения обеспечивают противокоррозионную защиту всей внутренней поверхности трубопровода, включая зону сварки. Однако высокая себестоимость, которая определяется использованием в большом количестве дорогостоящего противокоррозионного материала (преимущественно это нержавеющие стали) для соединительных втулок и колец, а также снижением надежности соединения, из-за наличия дополнительных двух сварных швов в зоне стыка практически исключает широкое использование данных изобретений в промышленности.
Известно другое изобретение "Трубное соединение с внутренним покрытием и способ его осуществления". Это изобретение запатентовала французская фирма "Атохом" и получила патенты США, Франции и Европейского патентного ведомства (3, 4 и 5). Это изобретение предусматривает применение вместо соединительных втулок и колец, нанесение на концевые части внутренней поверхности труб покрытия, т.е. облицовку, например, путем наплавки металлического антикоррозионного материала толщиной 1-1,5 мм. Сварку стыка в соединении трубопровода выполняют в два этапа. На первом этапе выполняют корневой шов электродами из неокисляемого нержавеющего металла, сваривая оплавленный слой, а на втором этапе выполняют шов, сваривая металл трубы. По сравнению с предыдущими этот вариант защиты сварного шва является более экономичным в плане расхода дорогостоящей стали и позволяет уменьшить ее расход в 10-15 раз. Кроме этого, при таком варианте защиты повышается надежность соединения трубопровода за счет сокращения сварных швов до одного вместо трех.
Однако и этот вариант имеет серьезные недостатки, к основным из которых можно отнести следующие:
Процесс наплавки является сложным, малопроизводительным процессом и для обеспечения его стабильности требуется соблюдение высоких требований к технологии, что не всегда удается сделать даже в условиях хорошо отлаженного серийного производства.
Это связано с тем, что наплавку приходится осуществлять на тяжелой, длинномерной со значительными геометрическими отклонениями и неравномерно вращающейся на рольгангах без жесткой фиксации трубы. В таких условиях очень трудно предотвратить перемешивание металла в расплавленной ванне, которое приводит к неоднородности наплавленного слоя с появлением в нем выплесков из компонентов основного металла трубы, а следовательно к утрате антикоррозионных свойств.
Даже применение дорогостоящих систем слежения не гарантирует стабильность процесса наплавки и, следовательно, не обеспечивает надлежащего качества и надежности.
Следует отметить, что для наплавки приходится применять такие температурные режимы, при которых возникают структурные изменения в материале трубы, приводящие к снижению механических и эксплуатационных характеристик, чтобы устранить эти нежелательные явления после наплавки необходимо провести термообработку трубы в зоне наплавки.
А так как осуществить такую термообработку на габаритной трубе сложно, то как правило такую обработку не производят, а это неизбежно приводит к снижению надежности соединения.
Другой недостаток способа - низкая производительность. Например, для наплавки покрытия на концы внутренней поверхности труб диаметром 114 мм и длиной 60-70 мм требуется не менее 20 мин машинного времени, а на два конца соответственно 40 мин. Задача осложняется тем, что операция наплавки должна вписываться в замкнутый цикл серийного производства, включающим большой комплекс операций в том числе наплавку, дробеструйную обработку внутренней поверхности, нанесение полимерного покрытия, термостатирование покрытия, сверху труб в плети и др.
Рабочий проект такого типового технологического комплекса нанесения защитных покрытий и сварки труб, разработан институтом ВНИИТнефть. В этом комплексе для обеспечения сбалансированности замкнутого автоматизированного цикла предусмотрены четыре установки для наплавки на внутренние поверхности концов труб, которые соответственно включают и четыре металлоемких рольганга с приводами для вращения труб. Этот комплекс демонстрировался на ряде выставок, в том числе на международной выставке "Нефтегаз 92". Следует отметить, что производительность в этом комплексе, по мнению авторов завышена. Чтобы обеспечить производительность до 400 км труб в год даже на трубах диаметром 114 мм, потребуется выпускать в час порядка 20 труб при односменной работе и 10 труб при двухсменной. Расчеты показывают, что даже при двухсменной работе потребуется не менее шести наплавочных установок. Для наплавки на трубы большего диаметра, например 325 или 426 мм и выше задача создания единого технологического цикла становится практически невыполнимой.
Наличие серьезных недостатков в способе защиты сварных стыков путем наплавки вынуждает специалистов, работающих в области антикоррозионной защиты, искать другие варианты. Однако попытка довести до промышленного освоения другие способы защиты сварного стыка, в которых бы сочетались приемлемые требования по эффективности и надежности защиты с производственными затратами до настоящего времени не удались. За последние годы созданы способы, которые принципиально отличаются от рассмотренных выше. Среди них, например, способ и устройство для нанесения покрытий на внутренние поверхности сварных стыков, cистема покрытия сварного соединения, способ защиты от коррозии зоны сварного соединения.
Положительным фактором в указанных способах является то, что они позволяют выполнить одно из важных условий при монтаже трубопроводов, а именно сохранить традиционные виды сварки. Однако высокая стоимость робототехнических комплексов для нанесения покрытия после выполнения сварки в одном случае и высокая стоимость выполнения работ по изготовлению раструбов на трубах и специальных ниппелей в другом, а также отсутствие гарантий надежности антикоррозионной защиты сдерживает их промышленное освоение, что касается протекторной защиты, то область ее применения ограничивается с одной стороны химическим составом транспортируемых сред, а с другой - отсутствие достоверных результатов практического применения.
Анализ показывает, что защита сварных стыков в соединении труб с внутренним покрытием, в котором используется наплавка остается пока наиболее приемлемым для промышленного освоения вариантам, хотя этот вариант и имеет существенные недостатки. Например, в объединении "Оренбургнефтеназ" уже действует производственный комплекс по покрытию труб, в котором на концы труб наплавляют коррозионностойкий материал. Подобные комплексы строятся в объединениях "Коминефть", "Варьеген нефть".
Исходя из сопоставительного анализа предлагаемого технического решения с выявленными аналогами можно сделать вывод о том, что по технической сущности и наибольшему количеству сводных признаков за прототип может быть принято изобретение на "Способ соединения", указанный в технических решениях.
Предлагаемое техническое решение направлено на устранение недостатков, присущих аналогам и прототипу.
Сущность изобретения заключается в том, что в нем, как и в известном способе, концы внутренней поверхности труб облицовывают термостойким и коррозионностойким металлическим материалом на длину, превышающую расстояние возможного термического вредного влияния на термочувствительное покрытие, затем поверхность труб, включая частично поверхность, облицованную термостойким материалом, покрывают термочувствительным, например, полимерным материалом, а соединение труб осуществляют сваркой стыка труб в два этапа, сначала осуществляют сварку стыка по термостойкой облицовке, а затем выполняют сварку стыка по основному металлу трубы. Отличие состоит в том, что концы внутренней поверхности труб облицовываются путем запрессовки в них тонкостенной втулки из термостойкого и коррозионностойкого металлического материала, при этом запрессовку осуществляют в режиме высокоскоростного пластического деформирования.
Другое отличие состоит в том, что запрессовку тонкостенной втулки в трубу в режиме высокоскоростного пластического деформирования осуществляют давлением импульсного магнитного поля. Отличие также состоит и в том, что при запрессовке производят отбортовку тонкостенной втулки на торец трубы, а затем подготавливают кромки трубы под сварку.
На фиг. 1 - 7 представлена технология получения соединения труб с внутренним покрытием, при которой запрессовку тонкостенной втулки из коррозионностойкого металлического материала осуществляют в режиме высокоскоростного пластического деформирования.
На фиг. 1 показано продольное сечение трубопровода с внутренним антикоррозионным покрытием, в котором зона сварного стыка труб имеет облицовку из термостойкого и коррозионностойкого металлического материала.
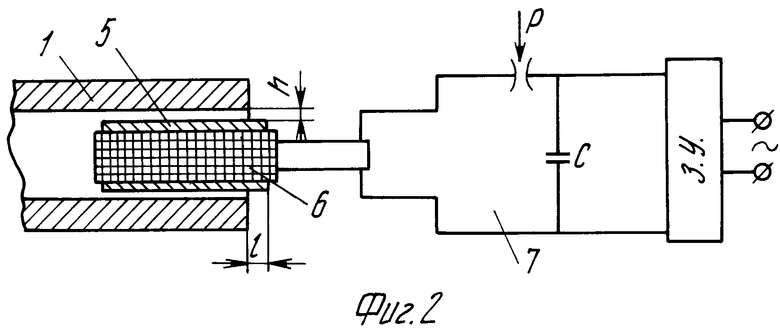
На фиг. 2 показано исходное положение трубы, тонкостенной втулки и инструмента (индуктора), подключенного к магнитно-импульсной установке перед запрессовкой втулки.
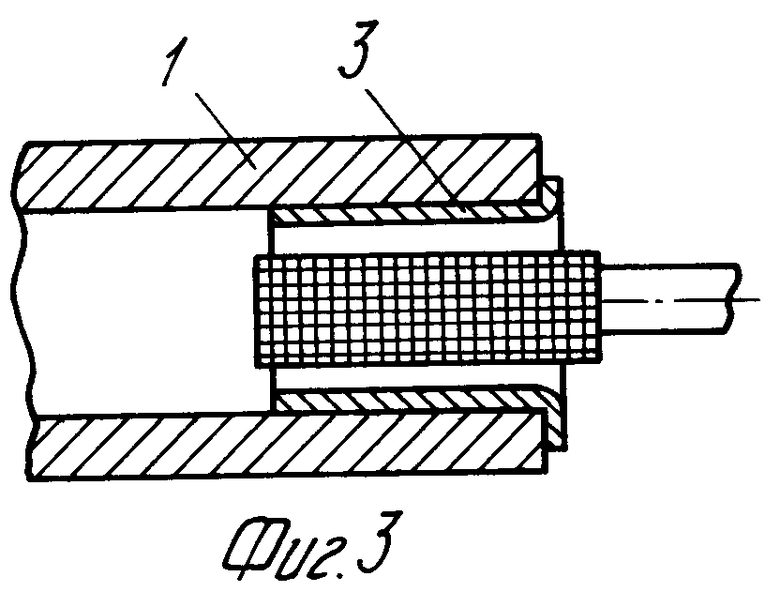
На фиг. 3 показано расположение трубы, тонкостенной втулки и инструмента после запрессовки.
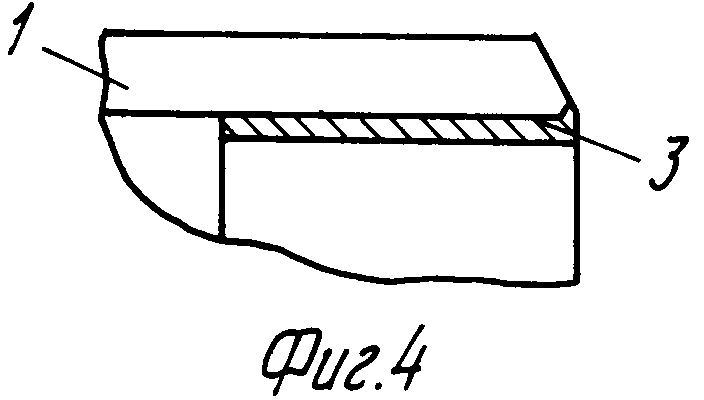
На фиг. 4 показан вид трубы с запрессованной втулкой после подготовки кромок под сварку.
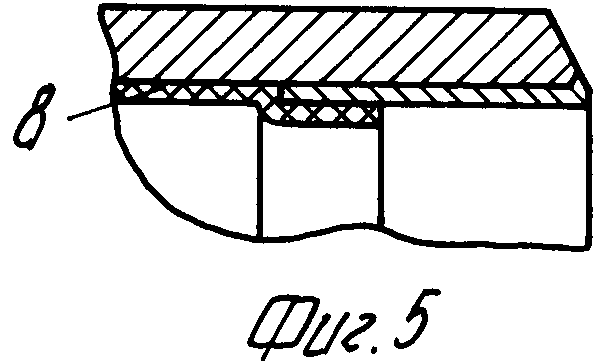
На фиг. 5 представлен вид трубы с запрессованной втулкой, подготовленными кромками под сварку и занесенным термочувствительным, например, полимерным покрытием.
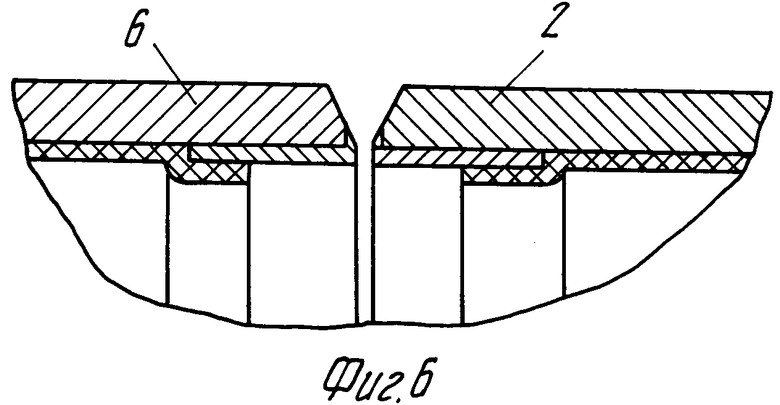
На фиг. 6 показано положение соединяемых труб в стыке после сборки перед сваркой.
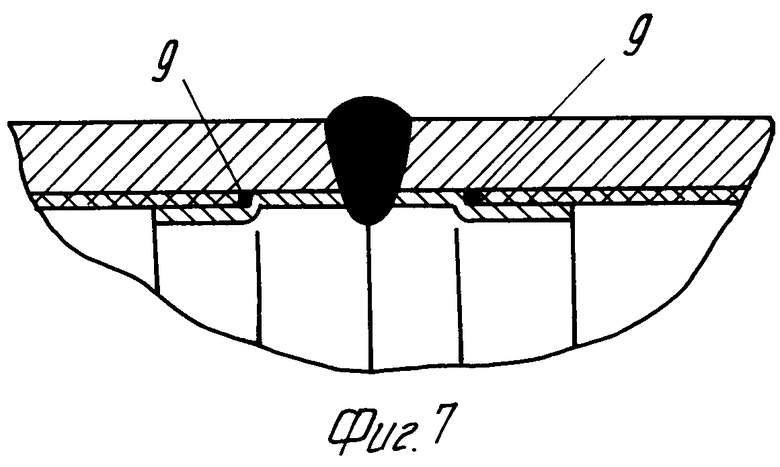
На фиг. 7 представлен вариант получения соединения труб с внутренним покрытием, при котором запрессовку втулки производят после нанесения термочувствительного, например, полимерного покрытия.
Способ осуществляется следующим образом.
Сначала зачищают концевые участки внутренней поверхности труб 1 и 2 и торцов, подлежащих облицовке, с запрессованными втулками 3 и 4. Затем внутрь одной из соединяемых труб вводят тонкостенную заготовку в виде втулки 5 (фиг. 2) и осуществляют ее запрессовку в режиме высокоскоростного пластического деформирования, например энергиями импульсного магнитного поля, электрогидроимпульса или взрыва. Повторяют операции с другой трубой. Затем после проведения операций по подготовке кромок под сварку и нанесения полимерного покрытия, трубы сваривают в трубопровод (фиг. 1).
Запрессовка в режиме высокоскоростного пластического деформирования позволяет получить не только необходимую величину натяга при запрессовке тонкостенной втулки в трубу, но и обеспечить плотность прилегания во всех точках сопрягаемых поверхностей втулки и трубы, т.е. проявляются свойства, характерные для высокоскоростной штамповки. Это особенно важно для обеспечения качественной сварки стыка при предлагаемом варианте соединения, т.к. неплотность прилегания втулки к трубе даже в небольшой локальной зоне приводит к прожогу втулки из-за нарушения теплоотвода.
По мнению авторов для запрессовки втулок в производственных условиях наиболее эффективно использование технологии с применением энергии импульсного магнитного поля, что объясняется спецификой процесса и рядом преимуществ по сравнению с процессами запрессовки взрывом или энергией импульсного электрического разряда в среде передающей давление (10).
Осуществление способа соединения труб с внутренним антикоррозионным покрытием, в котором для запрессовки используют энергию импульсного магнитного поля можно показать на следующем конкретном примере.
Если необходимо произвести соединение труб диаметром 114 мм по ГОСТ 8732-70 с толщиной стенки 6 мм, то в этом случае выполняют следующие приемы и операции.
Соединяемые трубы просушивают и производят зачистку внутренних поверхностей концов труб и торцов металлическими щетками, после этого производят обезжиривание зачищенных поверхностей. Затем вовнутрь трубы 1 вводят заготовку в виде втулки 5 размещенную на индукторе 6, подключенному к магнитно-импульсной установке 7 (фиг. 1).
При установке заготовки в трубу обеспечивают выступание заготовки за торец трубы на величину l для отбортовки. Материал заготовки втулки - нержавеющая сталь, толщина стенки - 1 мм.
Затем производят запрессовку и отбортовку втулки в трубку, которые можно осуществлять одновременно или последовательно.
Для выполнения операций отбортовки и запрессовки втулки в трубу батарею конденсаторов С магнитно-импульсной установки заряжают с помощью зарядного устройства ЗУ до заданного уровня напряжения, после чего батарею конденсаторов с помощью коммутатора P разряжают через индуктор 6. Протекающий по индуктору 6 импульсный ток генерирует вокруг него переменное магнитное поле, которое индуцирует ток в заготовке 5.
Под действием электродинамических сил, возникающих в результате взаимодействия магнитного поля индуктора 6 с токами, индуцированными в кольцевой заготовке 5, последняя, деформируясь, запрессовывается в трубу (фиг. 3).
Следует отметить, что характерной особенностью для труб является низкая точность их изготовления. Например, трубы по ГОСТ 8732-76 обычной точности изготовления имеют предельные отклонения на геометрические размеры:
по наружному диаметру - ± 1%
по толщине стенки - ± 12,5%
При таком поле допусков трубы диаметp 114 мм с толщиной стенки 7 мм, могут иметь отклонения внутреннего диаметра от номинального размера ± 3 мм.
Процесс магнитно-импульсной запрессовки обеспечивает необходимые параметры соударения при запрессовке втулки в трубу по всей площади сопрягаемых поверхностей вне зависимости от отклонений размеров внутренней полости трубы от номинала, и, как следствие, стабильность характеристик прессового соединения.
Отбортовку втулки на торец трубы в рассматриваемом примере производили одновременно в запрессовкой. Величина энергии разряда составила 10 кДж.
После запрессовки и отбортовки выполняли операцию механической обработки, т. е. подготавливают кромки трубы под сварку (фиг. 4). Эту операцию выполняют на труборезных станках или специальными фаскорезами. После этого внутреннюю поверхность трубы с запрессованными втулками подготавливают для нанесения полимерного покрытия, т. е. осуществляют дробеструйную или пескоструйную обработку, а затем наносят полимерное покрытие, например, типа П-ЭП -534 или П-7П-177 фиг. 5. При нанесении покрытия частично покрывают и облицованные запрессованной втулкой концы трубы. Если в рассматриваемом примере величина покрытия облицовки была принята 25 мм, то при длине облицованной части, равной 75 мм, тепловое влияние при сварке не будет отрицательно воздействовать на термочувствительное покрытие, из П-ЭП-594.
После этого готовые трубы с покрытием и облицованными концами собирают под сварку (фиг. 6) и затем сваривают (фиг. 1).
Сварку осуществляли в два этапа. На первом осуществляли сварку корневого шва аустенитными электродами типа ЦТ-28 или ПИАТ-5, затем обычными типа УОНИ-13/55. По мнению авторов, лучше производить сварку одними аустенитными электродами, так как затраты на электроды по сравнению со стоимостью трубы незначительны.
При проведении экспериментов и отработке технологии, точно установлено, что отбортовка втулки на торец трубы значительно улучшает условия сварки.
Это предопределено тем, что, как отмечалось выше, трубы имеют значительные отклонения на геометрические размеры и это не позволяет выполнить качественную сборку стыка и последующую сварку, т.к. толщина свариваемых элементов в корне шва, т.е. запрессованных втулок составляет от 1 до 1,5 мм, что соизмеримо или даже меньше по сравнению с допусками на диаметральные отклонения на трубы, определяемые ГОСТом. В разработанных технологиях, в которых для защиты концов труб используют наплавку (в прототипе) обычно предусматривают калибровку концов труб.
Однако в связи с тем, что выполнение трудоемкой операции калибровки на тяжелой длинномерной трубе связано с большими затратами, так как для ее выполнения требуется специальное оборудование и значительные энергозатраты, то как правило такую операцию не выполняют, что отрицательно сказывается на качестве сварки. Качество сварки ухудшается, т.к. на отдельных участках корневого шва может оказаться излишним примешивание черного металла трубы из-за несовпадения наплавленного слоя или слоя облицовочной втулки.
Наличие отбортовки на торце трубы в значительной степени устраняет этот недостаток и позволяет при сборке под сварку обеспечить стыковку труб по отбортовке, а следовательно, исключить лишнее примешивание черного металла при сварке корневого шва.
Металлографические исследования и механические испытания сварного шва подтвердили соответствие полученных характеристик установленным требованиям.
Следует отметить, что при сварке втулка вела себя как монолитный с трубой (наплавленный на трубу) материал, т.е. ее при сварке не коробило, она не отслаивалась и прожогов на ней не было обнаружено. Эти отрицательные факторы проявлялись при сварке, когда для облицовки использовались втулки из листового материала, устанавливаемые на концы трубы с натягом за счет пружинения цилиндрической разрезной заготовки. После установки такой заготовки в трубу производили ее приварку к трубе по торцам и по разрезанной образующей. Именно таким вариантом авторы пытались устранить один из главных недостатков наплавки - низкую производительность. Однако этот вариант оказался неприемлемым потому, что не удалось обеспечить технологию сварки стыка, исключающей прожог втулки. Впоследствии было установлено, что этот недостаток является следствием неплотного прилегания всей поверхности втулки к внутренней поверхности трубы из-за неравномерного натяга, а следовательно, и нарушения теплообвода, приводящего как отмечалось выше, к прожогам втулки.
Таким образом, предложенный способ соединения труб с внутренним антикоррозионным покрытием позволяет устранить недостатки, свойственные прототипу, т. е. с одной стороны обеспечить более высокие антикоррозионные свойства облицовочного слоя, а с другой - обеспечить высокую производительность.
Достижение более высоких антикоррозионных свойств в предлагаемом способе по сравнению с неоплавкой очевидны. Если при наплавке возможно нарушение антикоррозионных свойств наплавленного (облицовочного) слоя за счет возможного перемешивания металлов в расплавленной ванне, то применение втулок из коррозионностойкой стали (цельных или сварных) исключает возможность изменения их свойств после запрессовки. Кроме того, операция запрессовки втулок в режиме высокоскоростного пластического деформирования является быстротекущим процессом и практически не сопровождается выделением тепла, а следовательно не приводит к структурным изменениям в материале трубы, и снижению ее механических и эксплуатационных характеристик, для восстановления которых после наплавки требуется операция термообработки.
Проведенные авторами исследования и эксперименты подтверждают, что соединение, выполненное по предлагаемому способу, даже при самых неблагоприятных схемах нагружения отвечает необходимым требованиям. Статическая прочность сварных соединений обеспечивается на уровне основного металла труб. Ударная вязкость металла как по оси так и по границе сварных швов соответствует требованиям, регламентирующим правила проектирования и строительства магистральных трубопроводов.
Металл корня шва, выступающий на внутреннюю поверхность сварного стыка труб, имеет структуру и химический состав, обеспечивающий его коррозионную стойкость не менее, чем у металла облицовочной втулки.
Герметичность в соединении между втулкой и трубой после проведения температурных и динамических испытаний не нарушается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2030675C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2272215C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2000 |
|
RU2162188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2001 |
|
RU2197676C2 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2076991C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
Использование: защита от коррозии сварных стыков трубопровода при строительстве и его ремонте. Сущность изобретения: перед соединением труб с внутренним антикоррозионным покрытием в их концы запрессовывают тонкостенные втулки из коррозионностойкого термостойкого металлического материала. Вначале производят сварку по облицовке, затем по материалу труб. Запрессовку осуществляют методом высокоскоростного пластического деформирования. 2 з.п. ф-лы, 7 ил.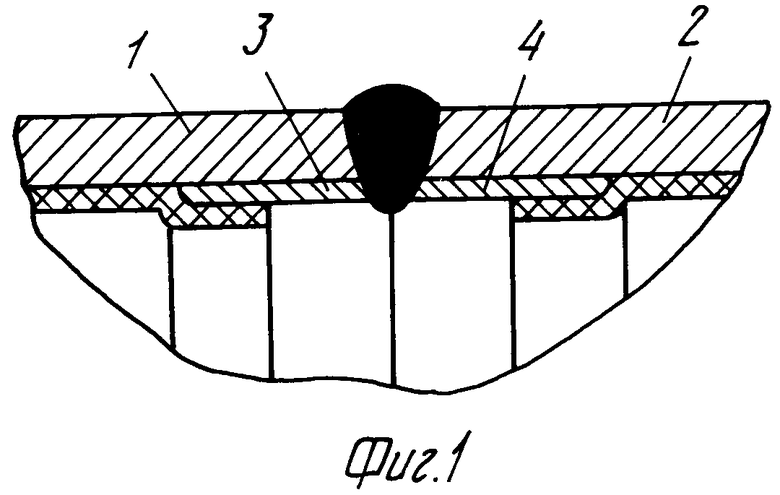
| US, 4611833, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
