Изобретение относится к мукомольному производству и может быть использовано в мукомольных вальцовых станках для повышения эффективности их работы.
Недостатком конструкции полого мелющего вальца является необходимость его охлаждения из-за неравномерности расширения бочки вальца и его полуосей, что приводит к неравномерности зазора между двумя мелющими вальцами при их работе и вызывает разную степень измельчения по длине бочки мелющих вальцов.
Разная степень измельчения по длине бочки мелющих вальцов ведет к переизмельчению отдельных фракций продукта и недоизмельчению других, что приводит к безвозвратному проникновению оболочечных частиц в мучные фракции, что определяет снижение выхода муки высшего сорта на мельнице.
Известна конструкция полых мелющих вальцов, имеющих полую бочку с запрессованными в нее полуосями, через которые подводится охлаждающая вода во внутреннюю полость вальца и, частично нагревшись, выходит из мелющего вальца /1/.
Недостатком устройства является излишний расход воды и электроэнергии, необходимость самой системы охлаждения и ее обслуживания, что увеличивает эксплуатационную стоимость вальцовых станков, стоимость муки и крупы, полученной на мельнице.
Известна конструкция полых мелющих вальцов, содержащих полую бочку с полуосями, устройством для охлаждения, выполненным в виде усеченного конуса с крышкой с одной стороны и отверстиями с другой и изогнутыми трубками, связывающими полость вальца с полостью устройства для охлаждения на торце каждой полуоси /2/.
Целью изобретения является снижение эксплуатационных затрат и себестоимости млеющих вальцов вальцового станка.
Недостатком устройства является сложная конструкция охлаждающего устройства, которая увеличивает первоначальную стоимость вальцового станка, увеличивает габариты вальцового станка.
Целью изобретения является снижение эксплуатационных затрат и себестоимости мелющих вальцов вальцового станка.
Поставленная цель достигается тем, что в мелющем вальце, включающем полую бочку и полуоси, отличием является то, что соотношение размеров внутреннего и внешнего диаметра запрессованной полуоси к внешнему диаметру бочки вальца составляет соответственно 0,46 - 0,5 и 0,64 - 0,66, при этом запрессованная полуось выполнена полой на 0,7 - 0,85 длины запрессовки, соотношение внутреннего диаметра полуоси к внутреннему диаметру бочки вальца составляет 1,09 - 1,2.
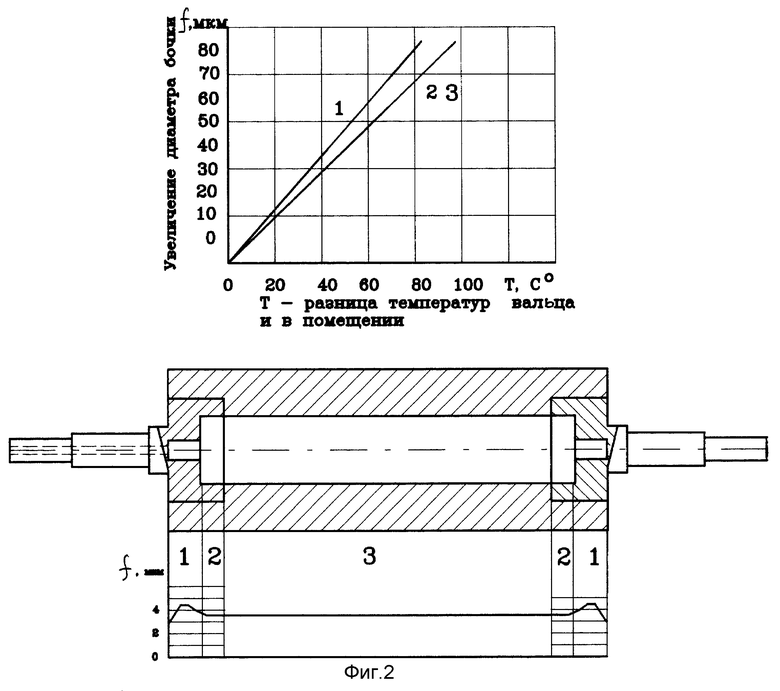
Выполнение элементов конструкции вальцового станка в вышеуказанных соотношениях обеспечивает равномерность расширения бочки вальца по ее длине в полой части и в местах запрессовки полуосей при реальном диапазоне температур нагрева мелющего вальца (40 - 85oC).
Вместе с этим указанные соотношения обеспечивают прогиб бочки мелющего вальца, который не влияет на равномерность измельчения по длине бочки мелющего вальца.
Предлагаемый мелющий валец, по мнению автора, соответствует критерию "существенные отличия".
Разработанный мелющий валец работает в вальцовом станке при различных силовых нагрузках и температурном режиме.
Например, диаметр бочки вальца составляет 250 мм, следовательно, внешний диаметр запрессованной полуоси - 165 мм, ее внутренний диаметр 120 мм, а внутренний диаметр бочки вальца - 110 мм. При нагреве мелющего вальца до различной температуры от 40 до 100o расширение бочки вальца в центральной части и в местах запрессовки полуосей практически одинаково (см. фиг. 2)
Преимущества предлагаемой конструкции мелющего вальца заключаются в исключении охлаждающего устройства мелющих вальцов, уменьшении габаритов вальцового станка, повышении стабильности процесса измельчения в вальцовом станке.
Источники информации:
1. Авторское свидетельство СССР 2883920 кл. B 02 C 4/44, 1980.
2. Авторское свидетельство СССР 889093, кл. B 02 C 4/44, 1981 г. /аналог/.
| название | год | авторы | номер документа |
|---|---|---|---|
| МУКОМОЛЬНЫЙ ВАЛЬЦОВЫЙ СТАНОК | 1998 |
|
RU2140322C1 |
| МАШИНА ДЛЯ ПРЕДВАРИТЕЛЬНОГО РАЗРУШЕНИЯ И ПЛЮЩЕНИЯ ЗЕРНА | 2000 |
|
RU2181309C2 |
| МУКОМОЛЬНЫЙ ВАЛЬЦОВЫЙ СТАНОК | 1997 |
|
RU2115478C1 |
| МУКОМОЛЬНЫЙ ВАЛЬЦОВЫЙ СТАНОК | 1996 |
|
RU2115477C1 |
| ЛИТОЙ ДВУХСЛОЙНЫЙ МУКОМОЛЬНЫЙ ВАЛЕЦ | 2002 |
|
RU2238800C2 |
| Способ производства мукомольных вальцов | 2023 |
|
RU2814621C1 |
| Способ холодной запрессовки опорных цапф в посадочные гнезда бочек мукомольных вальцов | 2023 |
|
RU2816472C1 |
| ВАЛЕЦ ВАЛЬЦОВОГО СТАНКА | 1999 |
|
RU2196001C2 |
| МУКОМОЛЬНЫЙ ВАЛЕЦ | 2008 |
|
RU2366506C1 |
| Мукомольный валец | 1988 |
|
SU1576197A1 |
Изобретение относится к мукомольному производству. Валец содержит бочку и полуоси. Соотношение размеров внутреннего и внешнего диаметров запрессованной полуоси к внешнему диаметру бочки составляет соответственно 0,46-0,5 и 0,64- 0,66. Запрессованная полуось выполнена полой на 0,7-0,85 длины запрессовки. Соотношение внутреннего диаметра полуоси к внутреннему диаметру бочки составляет 1,09-1,2. Выполнение элементов конструкции вальца в вышеуказанных соотношениях обеспечивает равномерность расширения бочки вальца по ее длине в полой части и в местах запрессовки полуосей в диапазоне температур нагрева вальца в работе. Кроме того, указанные соотношения обеспечивают прогиб бочки, не влияющий на равномерность измельчения по длине бочки. 2 ил.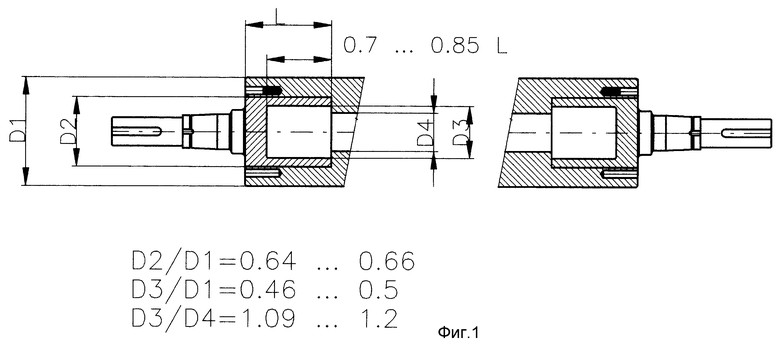
Мелющий валец, включающий бочку и полуоси, отличающийся тем, что соотношение размеров внутреннего и внешнего диаметров запрессованной полуоси к внешнему диаметру бочки вальца составляет соответственно 0,46-0,5 и 0,64-0,66, при этом запрессованная полуось выполнена полой на 0,7-0,85 длины запрессовки, соотношение диаметра полуоси к внутреннему диаметру бочки вальца составляет 1,09-1,2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Техническое описание и инструкция по эксплуатации | |||
| Внешторгиздат, 1986 | |||
| Мукомольный валец | 1980 |
|
SU889093A1 |

