Изобретение относится к области лазерной обработки материалов, а именно к фигурному раскрою плоских листов с нанесением гравировки с помощью лазерного излучения, и может быть использовано для изготовления деталей различной конфигурации широкой номенклатуры в машиностроении, электротехнике, авиа- и автомобилестроении и др.
Известна установка для раскроя листовых материалов с помощью лазерного излучения фирмы "Messer Griesheim", Германия [Проспект фирмы "Messer Griesheim", Германия.]. Установка включает в свой состав технологический лазер, систему управления и манипулятор оптических элементов - поворотных зеркал и технологического объектива. Манипулятор оптических элементов включает две траверсы продольного перемещения вдоль оси X, на которых расположены направляющие и исполнительные механизмы приводов - ШВП, передачи рейка-шестерня, линдвиты и т.д., и поперечину для перемещения технологического объектива вдоль оси Y. Вместе с объективом перемещается также и последнее по трассе прохождения лазерного излучения поворотное зеркало.
Установка работает следующим образом. Генерируемое технологическим лазером излучение направляется вдоль одной из траверс на первое поворотное зеркало, расположенное на поперечине. Отражаясь от него, излучение вдоль поперечины направляется на второе поворотное зеркало и далее вертикально вниз в технологический объектив. В технологическом объективе излучение фокусируется и направляется непосредственно на обрабатываемый лист. Фигурный раскрой листового материала обеспечивается взаимным перемещением поперечины по траверсам и технологического объектива с последним поворотным зеркалом вдоль поперечины.
Известны способы вырезки деталей (например, Канторович П.В. и др. Расчет рационального раскроя промышленных материалов. - Л.: 1951, с. 26-54), заключающиеся в последовательной вырезке всех деталей на листе, от первой до последней. Причем каждый раз перед началом вырезки детали резак осуществляет врез в металл листа. После этого резак полностью обходит контур вырезаемой детали. Далее осуществляется отключение источника энергии и резак осуществляет холостой переход к месту начала вырезки новой детали. Включается источник питания, осуществляется новый врез в металл листа и технологический цикл вырезки детали повторяется до полной вырезки всех деталей на листе.
Существует другой способ раскроя листового материала [Авторское свидетельство N1803291 от 11.09.91], имеющий более высокую производительность по сравнению с вышеуказанным. Способ заключается в следующем. Обработку начинают от начальной точки на контуре обрабатываемой детали и ведут ее до той точки на вырезаемом контуре, от которой расстояние до следующей обрабатываемой детали минимально. После этого выполняется холостой переход к этой детали и начинается ее вырезка. Вырезку осуществляют до той точки, от которой расстояние до третьей вырезаемой детали минимально. Далее производят переход от второй детали к третьей и так далее до последней детали. Последняя деталь вырезается полностью. От нее резак осуществляет холостой переход по кратчайшему расстоянию до предпоследней детали и также осуществляет ее окончательную вырезку и т.д. до первой детали.
Известен способ раскроя листового материала с помощью высоконцентритрованного источника энергии (патент №2119855, приоритет от 17.06.1997). В качестве высококонцентрированного источника могут выступать лазерный луч, плазма и другие. Изобретение может быть использовано в машиностроении, текстильной, электротехнической, деревообрабатывающей отраслях промышленности. Вырезаемые детали располагаются в непрерывную цепочку на листе. Каждая деталь, начиная с первой, имеет с последующей точку касания, равную ширине реза. Вырезка деталей осуществляется, начиная с первой, в цепочке детали и далее по цепочке до последней. Последняя деталь вырезается полностью. Далее все производится в обратном порядке. В месте касания деталей осуществляется переход от вырезки одной детали на другую.
Однако вышеописанные способы изготовления деталей из листового материала имеют следующие недостатки:
- низкий коэффициент использования поверхности заготовки;
- отсутствует возможность наносить на вырезаемые детали гравировку без дополнительного технологического перехода, что, соответственно, снижает производительность и увеличивает конечную себестоимость деталей, в том числе за счет организации дополнительного рабочего места;
- низкая производительность обработки, обусловленная большим количеством холостых переходов, т.е. расстояний переходов резака от вырезанной детали к точке начала реза следующей детали.
Технический результат изобретения заключается в расширении технологических возможностей лазерной обработки, повышении качества и производительности за счет изготовления в едином замкнутом технологическом потоке деталей различной номенклатуры с лазерной очисткой и гравировкой без изменения положения листовой заготовки в течении всего технологического цикла.
Указанный технический результат достигается тем, что в способе изготовления деталей с гравировкой из листовой металлической заготовки на лазерном станке с ЧПУ, включающий компьютер, связанный через интерфейс с ЧПУ станка, и встроенные в координатную систему станка с рабочим столом
волоконный лазер с модулированным излучением (Q-switch) с двухкоординатным гальваническим сканатором и фокусирующей линзой, обеспечивающий очистку и гравировку деталей, и
непрерывный волоконный лазер с оптической головкой с соплом и фокусирующим объективом и системой слежения за поверхностью заготовки, обеспечивающий сканирование заготовки и резку деталей,
системы управления которых (лазеров) совмещены с ЧПУ станка,
предварительно
разрабатывают электронные чертежи деталей в CAD-системе, вычерчивая, по крайней мере, внешние контуры деталей одинаковой или разной номенклатуры, и гравировку на их поверхности,
далее электронные чертежи деталей импортируют в память САМ-системы станка с указанием толщины и материала деталей и размера заготовки;
после чего устанавливают на рабочий стол станка заготовку, ориентируют относительно рабочего поля станка и определяют ее положение в виртуальной координатной сетке станка с единой программной нулевой точкой САМ-системы станка методом лазерного сканирования,
затем передают информацию о положении заготовки в САМ-систему станка и с помощью САМ-системы осуществляют виртуальную раскладку электронных контуров деталей в автоматическом режиме в пределах заданных границ контура заготовки с максимальным коэффициентом использования поверхности заготовки, выдерживая расстояние между деталями, соответствующее ширине реза, расстояние до границ контура заготовки, не превышающее диаметр нижней части сопла оптической головки непрерывного волоконного лазера, и учитывая положение единой программной нулевой точки станка;
после чего производят подготовку траектории обработки деталей: проставляют положения заходов, порядок резки контуров деталей и направление резки,
а затем выполняют генерацию управляющей программы для ЧПУ и задают параметры обработки: скорость резки, количество врезок, время врезок, время холостых перемещений и высоту положения сопла непрерывного волоконного лазера над заготовкой;
после предварительной подготовки переходят к последовательному в автоматизированном технологическом потоке изготовлению деталей без изменения положения заготовки за три цикла,
первый из которых включает подетальную очистку поверхности каждой детали в пределах их электронных контуров модулированным лазерным излучением;
во время второго цикла выполняют подетальную гравировку каждой детали в пределах их электронных контуров модулированным лазерным излучением;
а во время третьего цикла осуществляют резку деталей по электронному контуру непрерывным лазерным излучением,
после чего готовые детали снимают с рабочего стола лазерного станка.
Кроме того, согласно изобретению, лазерное сканирование ведут пилотным лазером, встроенным в оптическую схему непрерывного волоконного лазера, при длине волны 0,63 мкм и мощностью 5 мВт.
Кроме того, согласно изобретению, лазерную очистку ведут модулированным лазерным излучением мощностью от 5 до 10 Вт и частотой 20000…50000 Гц со скоростью 1500…000 мм/сек, при этом скорость очистки обеспечивают за счет использования двухосевого гальванического сканатора.
Кроме того, согласно изобретению, лазерную гравировку ведут модулированным лазерным излучением, мощностью от 10 до 50 Вт, частотой 10000…0000 Гц со скоростью 300…1500 мм/сек, при этом скорость гравировки обеспечивают за счет использования двухосевого гальванического сканатора.
Кроме того, согласно изобретению, лазерную резку ведут непрерывным лазерным излучением мощностью 200…2000 Вт со скоростью 50…200 мм/сек при толщине заготовки 0,5…12 мм.
Кроме того, согласно изобретению, используют волоконный лазер с модулированным излучением (Q-switch) средней мощностью до 50 Вт с двухкоординатным гальваническим сканатором 150×150 мм и фокусирующей линзой с фокусом 200 мм, объединенных в моноблок.
Кроме того, согласно изобретению, используют непрерывный волоконный лазер средней мощностью до 2000 Вт с оптической головкой с коллиматором и объективом с фокусом 200 мм и с системой слежения за поверхностью листовых металлических заготовок, при этом излучение от лазера на оптическую головку передают по оптическому волокну.
Кроме того, согласно изобретению, гравировку виртуально разложенных на листовой заготовке деталей осуществляют с изменяемой в соответствии с формируемым рисунком гравировки плотностью мощности модулированного лазерного излучения.
Кроме того, согласно изобретению, масштаб деталей по умолчанию выбирают равным 1 или информацию о масштабе указывают при импорте электронных чертежей деталей в память САМ-системы станка.
Кроме того, согласно изобретению, для изготовления деталей предлагаемым способом подбирают детали одинаковой толщины.
Изобретение поясняется чертежами, где
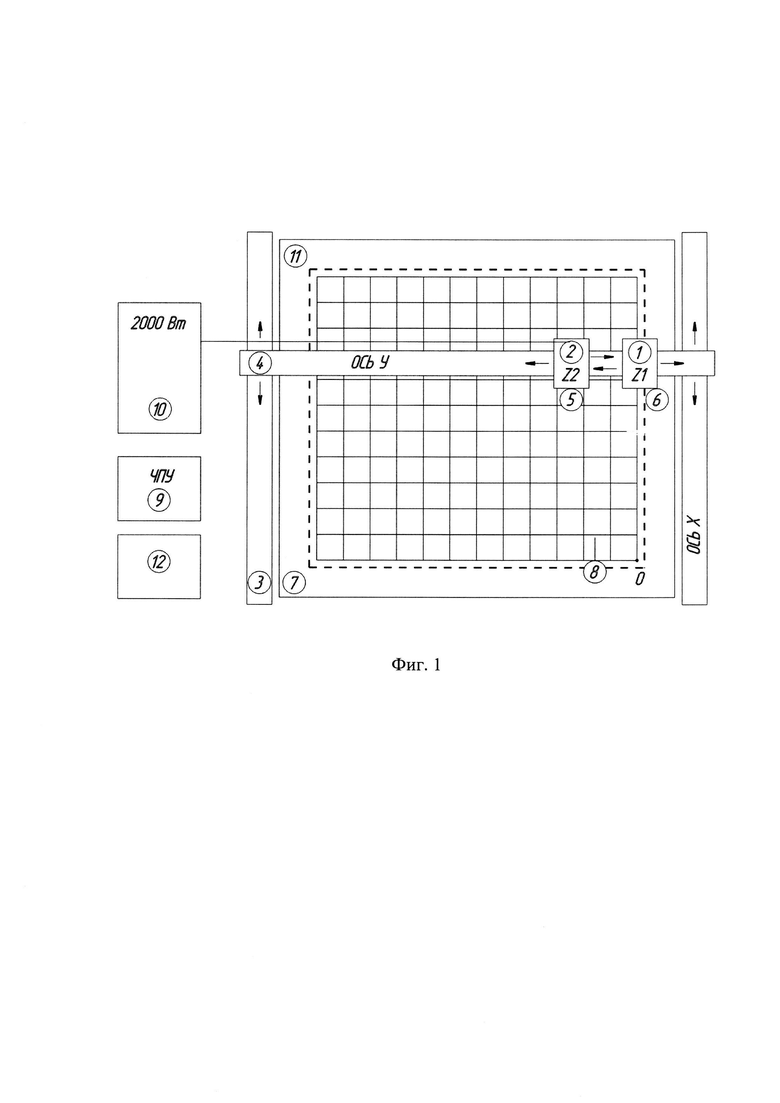
на фиг. 1 представлена схема лазерного станка, на которой 1 - волоконный лазер с модулированным излучением (Q-switch); 2 - оптическая головка (Q-switch) волоконного лазера; 3 - оси X лазерного станка; 4 - ось Y лазерного станка; 5 - ось Z1 (Q-switch) волоконного лазера; 6 - ось Z2 оптической головки (Q-switch) волоконного лазера; 7 - рабочий стол лазерного станка; 8 -виртуальная координатная сетка станка с единой программной нулевой точкой О; 9 - система ЧПУ лазерного станка; 10 - непрерывный волоконный лазер 2000 Вт с пилотным лазером, встроенным в оптическую схему; 11 - заготовка (металлический лист); 12 - компьютер;
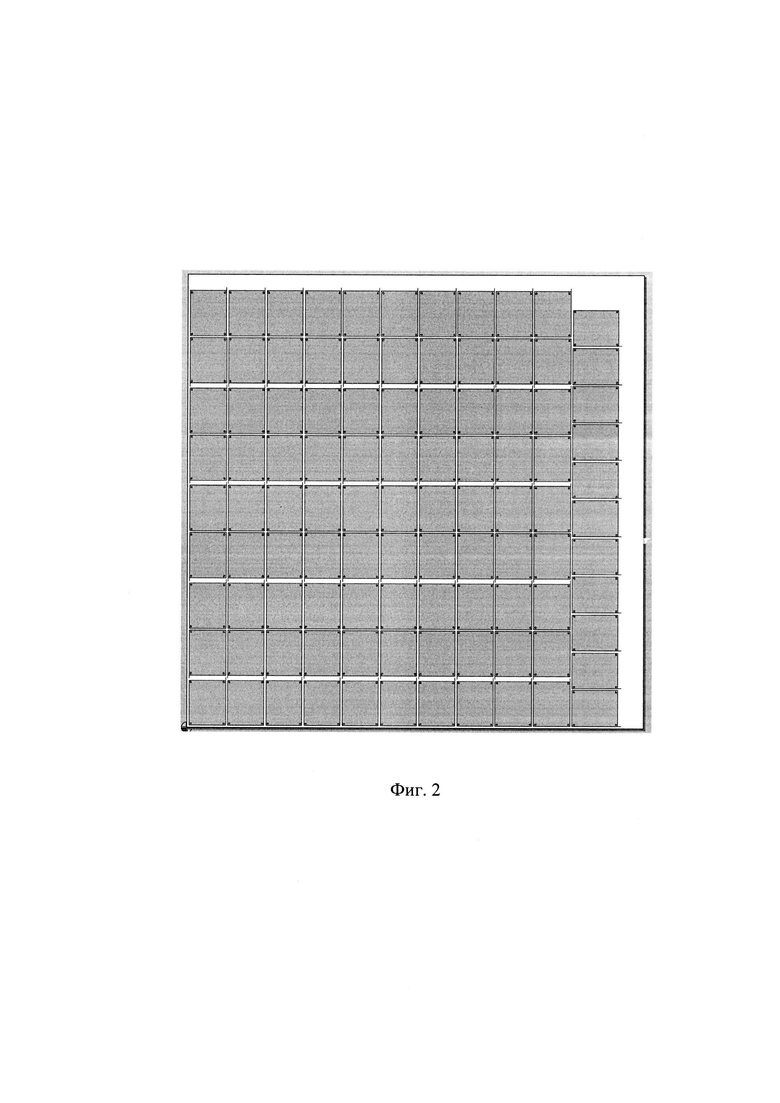
на фиг. 2 - раскрой деталей «АП.701.29.11.92 Шильдик» в САМ-системе Pronest.
Способ изготовления деталей с гравировкой из листовой металлической заготовки на лазерном станке с ЧПУ включает подготовительную часть и непосредственно изготовление деталей с помощью лазерного излучения.
Вначале разрабатывают электронные чертежи деталей одинаковой или разной номенклатуры в CAD-системе под лазерную резку, при этом желательно, чтобы изготавливаемые детали одинаковой толщины. Контуры деталей, которые необходимо вырезать с помощью лазера, строят с помощью основных линий. Могут быть выполнены и вспомогательные элементы, такие как размерные линии, указание шероховатостей и другая информация, но с помощью другого типа линий. Непосредственного для лазерной резки эта информация не является необходимой, поэтому достаточно построить только контуры деталей под обработку. Масштаб детали по умолчанию должен быть равен 1. В иных случаях информацию о масштабе необходимо указывать для корректного импорта детали в САМ-систему. Формат файла для САМ-системы -.dxf.
Подготовку чертежей для лазерной гравировки выполняют аналогичным образом, как для лазерной резки деталей.
Далее выполняют импорт электронных чертежей деталей в память САМ-системы станка с указанием толщины и материала деталей и размера листовой металлической заготовки.
После чего устанавливают на рабочий стол станка заготовку 11, ориентируют относительно рабочего поля станка и определяют ее положение в виртуальной координатной сетке 8 с единой программной нулевой точкой О САМ-системы станка методом лазерного сканирования, которое осуществляют пилотным лазером, встроенным в оптическую схему непрерывного волоконного лазера 10. Лазерное сканирование ведут при длине волны 0,63 мкм и мощности 5 мВт.
Затем информацию о положении заготовки передают в САМ-систему станка.
Далее с помощью САМ-системы осуществляют виртуальную раскладку электронных контуров деталей в автоматическом режиме в пределах заданных границ контура заготовки с максимальным коэффициентом использования поверхности заготовки, выдерживая расстояние между деталями, соответствующее ширине реза, расстояние до границ контура заготовки, не превышающее диаметр нижней части сопла оптической головки непрерывного волоконного лазера, и учитывая положение единой программной нулевой точки станка.
При необходимости можно изменить положение деталей на листе.
После оптимальной виртуальной раскладки деталей приступают к подготовке траектории изготовления деталей: проставляют положения заходов, порядок резки контуров деталей и направление резки.
Завершают подготовительную часть генерацией управляющей программы для ЧПУ и заданием параметров обработки: скорость резки, количество врезок, время врезок, время холостых перемещений и высоту положения сопла непрерывного волоконного лазера над заготовкой. При резкой смене направления резки скорость резки желательно занижать.
Далее приступают к последовательному в автоматизированном технологическом потоке изготовлению деталей с лазерной очисткой и гравировкой без изменения положения заготовки за три цикла с помощью лазерного излучения.
Первый цикл включает последовательную подетальную очистку поверхности виртуально разложенных на листовой заготовке деталей в пределах внешних контуров каждой детали модулированным лазерным излучением с помощью Q-switch волоконного лазера с параметрами излучения: средней мощностью от 5 до 10 Вт, и частотой 20000…50000 Гц со скоростью 1500…3000 мм/сек (скорость очистки обеспечивается использованием двухосевого гальванического сканатора).
Во время второго цикла выполняют последовательную подетальную гравировку виртуально разложенных на листовой заготовке деталей модулированным лазерным излучением с помощью Q-switch волоконного лазера с параметрами излучения: средней мощностью от 10 до 50 Вт, частотой 10000…20000 Гц со скоростью 300…1500 мм/сек (скорость гравировки обеспечивается использованием двухосевого гальванического сканатора).
Гравировку виртуально разложенных на листовой заготовке деталей осуществляют с изменяемой в соответствии с формируемым рисунком гравировки плотностью мощности модулированного лазерного излучения и скоростью перемещения лазерного луча.
Во время третьего цикла осуществляют резку деталей по внешнему контуру непрерывным лазерным излучением с помощью непрерывного волоконного лазера с параметрами излучения: средней мощностью 200…2000 Вт со скоростью 50…200 мм/сек при толщине заготовки 0,5…12 мм.
После окончания третьего цикла готовые детали снимают с рабочего стола лазерного станка.
Способ изготовления деталей с гравировкой из листовой металлической заготовки осуществляют на лазерном станке с ЧПУ (фиг.1), который включает компьютер 12, связанный через интерфейс с ЧПУ станка 9, встроенные в координатную систему станка с рабочим столом 7 волоконный лазер с модулированным излучением (Q-switch) 1 с двухкоординатным гальваническим сканатором 150×150 мм и фокусирующей линзой с фокусом 200 мм (моноблок) обеспечивающий сканирование, очистку и гравировку деталей, и непрерывный волоконный лазер 10 с оптической головкой 2 с соплом и фокусирующим объективом с фокусом 200 мм и системой слежения за поверхностью заготовки (излучение от лазера на оптическую головку передается по оптическому волокну), обеспечивающий резку деталей. Системы управления указанных лазеров совмещены с ЧПУ станка.
Предлагаемый способ был апробирован при изготовлении детали «АП.701.29.11.92 Шильдик» (с гравировкой) 100x80 мм, толщиной 1 мм ГОСТ19904-90, а также партий деталей одной номенклатуры («Шильдик» с гравировкой). При апробации способа были использованы листовые заготовки 12Х18Н10ТГОСТ 5632-72 толщиной 0,5...12 мм и размером 1000x1000 мм.
Предварительно разработали электронный чертеж детали в CAD-системе: выполняли контур детали и гравировку с помощью основных линий.
Затем установили на рабочий стол станка заготовку, ориентируя относительно рабочего поля станка и определяя ее положение в виртуальной координатной сетке с единой программной нулевой точкой О САМ-системы станка методом лазерного сканирования. Лазерное сканирование проводили пилотным лазером, встроенным в оптическую схему непрерывного волоконного лазера, при длине волны 0,63 мкм и мощности 5 мВт. Полученную информацию о положении заготовки передали в САМ-систему Pronest станка.
Далее выполнили импорт электронных чертежей деталей в память САМ-системы станка с указанием толщины и материала деталей, а также размер листовой металлической заготовки.
После чего с помощью САМ-системы осуществили оптимальную виртуальную раскладку электронных контуров детали в автоматическом режиме в пределах заданных границ контура заготовки с максимальным коэффициентом использования поверхности заготовки, выдерживая расстояние между деталями, соответствующее ширине реза, расстояние до границ контура заготовки, не превышающее диаметр нижней части сопла оптической головки непрерывного волоконного лазера, и учитывая положение единой программной нулевой точки станка.
После чего осуществили подготовку траектории обработки деталей: проставили положение заходов, определили порядок резки контуров деталей и направление резки.
Далее выполнили вывод и корректировку управляющей программы для ЧПУ. На данном этапе осуществляется генерация управляющей программы для ЧПУ системы. При выводе управляющей программы учитывают характеристики детали, указанные при импорте чертежа, и генерируют код с учетом коррекции координат в соответствии с шириной реза при изготовлении.
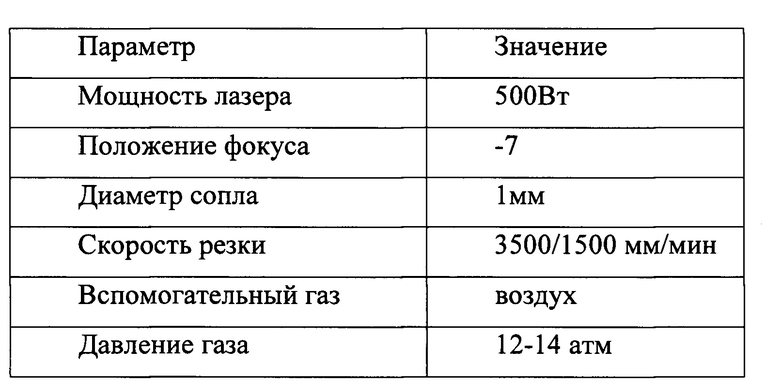
При изготовлении детали «АП.701.29.11.92 Шильдик» после генерации управляющей программы настроили параметры обработки: скорость резки -3500 мм/мин, количество врезок - 5, время врезок - 0,3 сек, время холостых перемещений и высоту положение сопла над листом заготовки.
Далее приступили к подетальной последовательной очистке и гравировке всех виртуально разложенных деталей, в пределах их контуров.
Очистку деталей осуществляли Q-switch волоконным лазером со следующими параметрами излучения: - мощность 9 ватт, - фокус 200 мм, - скорость 1500 мм/сек.
Гравировку деталей осуществляли Q-switch волоконным лазером со следующими параметрами излучения: - мощность 20 ватт, - скорость 300 мм/сек, - фокус 200 мм.
Перед резкой настроили параметры лазерного станка: устанавили мощность лазера, выставили фокус для оптической головки, установили сопло необходимого диаметра и настроили давление вспомогательного газа для резки.
Ниже приведены параметры для резки детали «АП.701.29.11.92 Шильдик» с помощью волоконного лазера.
После окончания резки готовы детали «АП.701.29.11.92 Шильдик» в количестве 101 шт. сняли с рабочей поверхности стола лазерного станка.
Экспериментально было установлено, что для достижения технического результата необходимо, чтобы
лазерное сканирование проводилось непрерывным волоконным лазером при длине волны 0,63 мкм и мощности 5 мВт;
лазерная очистка проводилась модулированным лазерным излучением мощностью от 5 до 10 Вт, частотой 20000…50000 Гц и со скоростью 1500…3000 мм/сек;
лазерная гравировка проводилась модулированным лазерным излучением мощностью от 10 до 50 Вт, частотой 10000…20000 Гц и скоростью 300.. 1500 мм/сек;
а лазерная резка - непрерывным лазерным излучением мощностью 200..2000 Вт со скоростью 50..200 мм/сек;
непрерывного волоконного лазера, и учитывая положение единой программной нулевой точки станка;
после чего производят подготовку траектории обработки деталей: проставляют положения заходов, порядок резки контуров деталей и направление резки, а затем выполняют генерацию управляющей программы для ЧПУ и задают параметры обработки: скорость резки, количество врезок, время врезок, время холостых перемещений и высоту положения сопла непрерывного волоконного лазера над заготовкой;
после предварительной подготовки переходят к последовательному в автоматизированном технологическом потоке изготовлению деталей без изменения положения заготовки за три цикла;
первый из которых включает подетальную очистку поверхности каждой детали в пределах их электронных контуров модулированным лазерным излучением; во время второго цикла выполняют подетальную гравировку каждой детали в пределах их электронных контуров модулированным лазерным излучением; а во время третьего цикла осуществляют ре-жу деталей по электронному контуру непрерывным лазерным излучением; после чего готовые детали снимают с рабочего стола лазерного станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| СПОСОБ РЕЛЬЕФНОЙ ЛАЗЕРНОЙ ГРАВИРОВКИ | 2008 |
|
RU2472629C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| Способ изготовления гобо слайда с помощью лазерной гравировки | 2023 |
|
RU2801073C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| Энергоэффективное устройство лазерной резки материалов | 2016 |
|
RU2698896C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛОВ | 2022 |
|
RU2801913C1 |
| Способ роботизированного лазерного упрочнения изделий из штамповой стали | 2023 |
|
RU2820138C1 |
| Способ лазерной резки тонколистового углепластика | 2018 |
|
RU2689346C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
Изобретение относится к области лазерной обработки материалов, а именно к способу изготовления деталей с гравировкой из листовой металлической заготовки на лазерном станке с ЧПУ. Предварительно разрабатывают электронные чертежи деталей в CAD-системе, вычерчивая по крайней мере внешние контуры деталей, и гравировку на их поверхности. Электронные чертежи импортируют в память САМ-системы станка. После чего определяют положение заготовки на рабочем столе станка методом лазерного сканирования. Затем передают информацию о положении заготовки в САМ-систему станка и с помощью САМ-системы осуществляют виртуальную раскладку электронных контуров деталей в автоматическом режиме в пределах заданных границ контура заготовки с максимальным коэффициентом использования поверхности заготовки, выдерживая расстояние между деталями, соответствующее ширине реза, расстояние до границ контура заготовки, не превышающее диаметр нижней части сопла оптической головки непрерывного волоконного лазера, и учитывая положение единой программной нулевой точки станка. Изготовление деталей ведут в автоматизированном технологическом потоке без изменения положения заготовки за три цикла, первый из которых включает подетальную очистку поверхности каждой детали в пределах их электронных контуров модулированным лазерным излучением. Во время второго цикла выполняют подетальную гравировку каждой детали в пределах их электронных контуров модулированным лазерным излучением. Во время третьего цикла осуществляют резку деталей по электронному контуру непрерывным лазерным излучением. Технический результат изобретения заключается в расширении технологических возможностей лазерной обработки, повышении качества и производительности за счет изготовления в едином замкнутом технологическом потоке деталей различной номенклатуры с лазерной очисткой и гравировкой без изменения положения листовой заготовки в течение всего технологического цикла. 9 з.п. ф-лы, 2 ил.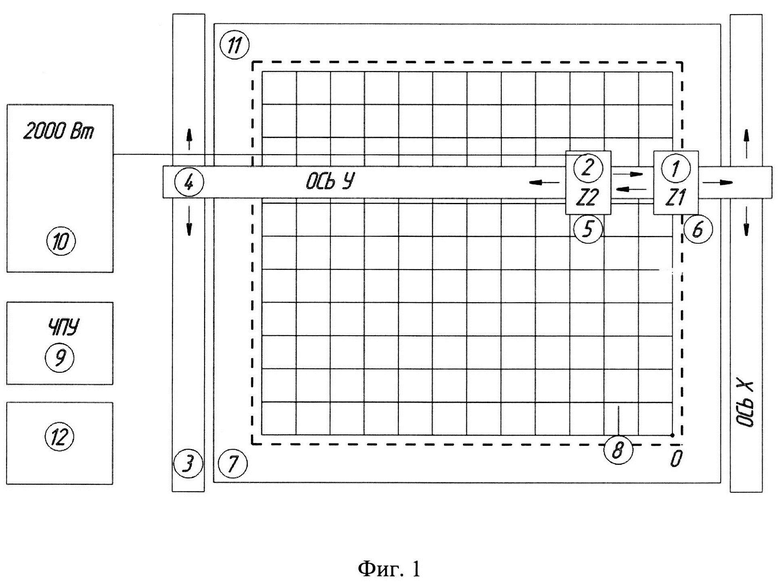
1. Способ изготовления деталей с гравировкой из листовой металлической заготовки на лазерном станке с ЧПУ, содержащем рабочий стол, компьютер, связанный через интерфейс с ЧПУ станка, и встроенные в координатную систему станка волоконный лазер модулированного излучения (Q-switch) с двухкоординатным гальваническим сканатором и фокусирующей линзой, обеспечивающий очистку и гравировку деталей, непрерывный волоконный лазер с оптической головкой с соплом, фокусирующим объективом и системой слежения за поверхностью заготовки, обеспечивающий сканирование заготовки и резку деталей, и системы управления лазерами, совмещенные с ЧПУ станка, включающий:
- предварительную разработку электронных чертежей деталей в CAD-системе путем вычерчивания по меньшей мере внешних контуров деталей одинаковой или разной номенклатуры, и гравировку на их поверхности;
- импортирование электронных чертежей деталей в память САМ-системы станка с указанием толщины и материала деталей и размера заготовки;
- последующее размещение на рабочем столе станка заготовки, ориентирование ее относительно рабочего поля станка и определение ее положения в виртуальной координатной сетке станка с единой программной нулевой точкой САМ-системы станка методом лазерного сканирования;
- передачу информации о положении заготовки в САМ-систему станка и с помощью САМ-системы осуществление виртуальной раскладки электронных контуров деталей в автоматическом режиме в пределах заданных границ контура заготовки с максимальным коэффициентом использования поверхности заготовки путем выдерживания расстояния между деталями, соответствующего ширине реза, и расстояния до границ контура заготовки, не превышающего диаметр нижней части сопла оптической головки непрерывного волоконного лазера, с учетом положения единой программной нулевой точки станка;
- подготовку траектории обработки деталей, включающую проставление положения заходов, порядок резки контуров деталей и направление резки;
- генерацию управляющей программы для ЧПУ и задание следующих параметров обработки: скорость резки, количество врезок, время врезок, время холостых перемещений и высота положения сопла непрерывного волоконного лазера над заготовкой;
- после предварительной подготовки переходят к последовательному в автоматизированном технологическом потоке изготовлению деталей без изменения положения заготовки за три цикла, первый из которых включает подетальную очистку поверхности каждой детали в пределах их электронных контуров модулированным лазерным излучением, во время второго цикла выполняют подетальную гравировку каждой детали в пределах их электронных контуров модулированным лазерным излучением, а во время третьего цикла осуществляют резку деталей по электронному контуру непрерывным лазерным излучением,
затем готовые детали снимают с рабочего стола лазерного станка.
2. Способ по п. 1, отличающийся тем, что лазерное сканирование осуществляют пилотным лазером, встроенным в оптическую схему непрерывного волоконного лазера, с длиной волны 0,63 мкм и мощностью 5 мВт.
3. Способ по п. 1, отличающийся тем, что лазерную очистку осуществляют модулированным лазерным излучением мощностью 5-10 Вт и частотой 20000-50000 Гц со скоростью 1500-3000 мм/с, при этом скорость очистки обеспечивают за счет использования двухосевого гальванического сканатора.
4. Способ по п. 1, отличающийся тем, что лазерную гравировку осуществляют модулированным лазерным излучением мощностью 10-50 Вт, частотой 10000-20000 Гц и со скоростью 300-1500 мм/с, при этом скорость гравировки обеспечивают за счет использования двухосевого гальванического сканатора.
5. Способ по п. 1, отличающийся тем, что при толщине заготовки 0,5-12 мм лазерную резку осуществляют непрерывным лазерным излучением мощностью 200-2000 Вт со скоростью 50-200 мм/с.
6. Способ по п. 1, отличающийся тем, что используют волоконный лазер с модулированным излучением (Q-switch) средней мощностью до 50 Вт с двухкоординатным гальваническим сканатором 150×150 мм и фокусирующей линзой с фокусом 200 мм, объединенных в моноблок.
7. Способ по п. 1, отличающийся тем, что используют непрерывный волоконный лазер средней мощностью до 2000 Вт с оптической головкой с коллиматором и объективом с фокусом 200 мм и с системой слежения за поверхностью листовых металлических заготовок, при этом излучение от лазера на оптическую головку передают по оптическому волокну.
8. Способ по п. 1, отличающийся тем, что гравировку виртуально разложенных на листовой заготовке деталей осуществляют с изменяемой в соответствии с формируемым рисунком гравировки плотностью мощности модулированного лазерного излучения.
9. Способ по п. 1, отличающийся тем, что масштаб деталей по умолчанию выбирают равным 1 или информацию о масштабе указывают при импорте электронных чертежей деталей в память САМ-системы станка.
10. Способ по п. 1, отличающийся тем, что изготавливают детали одинаковой толщины.
| СПОСОБ РАСКРОЯ ЛИСТОВОГО МАТЕРИАЛА С ПОМОЩЬЮ ВЫСОКОКОНЦЕНТРИРОВАННОГО ИСТОЧНИКА ЭНЕРГИИ | 1997 |
|
RU2119855C1 |
| СПОСОБ РЕЛЬЕФНОЙ ЛАЗЕРНОЙ ГРАВИРОВКИ | 2008 |
|
RU2472629C2 |
| Способ создания заготовки гребного винта | 2019 |
|
RU2715404C1 |
| СПОСОБ ЛАЗЕРНОГО ГРАВИРОВАНИЯ | 1994 |
|
RU2080971C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ ЛАЗЕРНОЙ ГРАВИРОВКОЙ НА ИЗДЕЛИЯХ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2006 |
|
RU2356743C2 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ЗАЩИТЫ ПОГРУЖНОГО МАСЛОНАПОЛНЕННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2000 |
|
RU2210159C2 |
| EP 2873471 A1, 20.05.2015 | |||
| CN 106563880 B, 29.01.2019. | |||

