Изобретение относится к процессам получения окисленных продуктов, а именно к процессам получения окисленных продуктов из обогащенного олефинами сырья. Еще более конкретно, оно описывает способ получения таких окисленных продуктов, как альдегиды и/или спирты из обогащенного олефинами сырья с помощью процесса гидроформилирования.
Согласно первому аспекту изобретения обеспечивается способ получения окисленных продуктов из обогащенного олефинами сырья, заключающийся в том, что процесс включает взаимодействие на стадии гидроформилирования олефиновых продуктов, полученных по реакции Фишера-Тропша из синтез-газа, содержащего монооксид углерода (CO) и водород (H2), в условиях реакции Фишера-Тропша в присутствии катализатора, основанного на железе, кобальте или железе/кобальте, с получением указанных олефиновых продуктов, которые взаимодействуют с монооксидом углерода и водородом в присутствии каталитически эффективного количества катализатора гидроформилирования в реакционных условиях процесса гидроформилирования, с образованием окисленных продуктов, содержащих альдегиды и/или спирты.
Процесс, согласно первому аспекту изобретения, характеризуется тем, что указанные олефиновые продукты, полученные по реакции Фишера-Тропша, используют как сырье на стадии гидроформилирования. Таким образом, это сырье получают путем обработки синтез-газа, содержащего монооксид углерода и водород, в условиях реакции Фишера-Тропша в присутствии катализатора, основанного на железе или кобальте.
Согласно второму аспекту изобретения, обеспечивается способ получения окисленных продуктов, заключающийся в том, что процесс включает:
обработку на стадии реакции Фишера-Тропша синтез-газа, содержащего монооксид углерода (СО) и водород (H2), в условиях реакции Фишера-Тропша в присутствии катализатора, основанного на железе, кобальте или железе/кобальте, с получением олефинового продукта;
необязательную обработку олефиновых продуктов от нежелательных примесей и/или выделение из них определенных олефиновых компонентов; и
использование олефиновых продуктов или олефиновых компонентов в качестве сырья для стадии гидроформилирования, на которой сырье вводят во взаимодействие с монооксидом углерода и водородом в присутствии каталитически эффективного количества катализатора гидроформилирования в условиях реакции гидроформилирования, с образованием окисленных продуктов, содержащих альдегиды и/или спирты.
В частности, катализатор Фишера-Тропша и условия реакции могут быть специально подобраны для получения олефинового продукта с нужными свойствами, зависящими от того, какие конкретно окисленные продукты должны быть получены на стадии гидроформилирования.
В особенности, например, могут быть использованы катализатор и условия реакции, применяющиеся в реакторах или стадиях реакций в псевдоожиженном слое, таких, например, как реакторы "Синтол"(Synthol), либо в реакторах или стадиях реакции с неподвижным слоем, либо в реакторах и стадиях реакции с суспензионным слоем, как описано ниже.
Основными продуктами реакции Фишера-Тропша, например, в реакторах "Синтол" могут быть олефины. В основном это линейные и монометил -α- олефины с небольшими количествами линейных и моно-метилразветвленных внутренних олефинов. Остальными продуктами реакции Фишера-Тропша могут быть ароматические соединения, парафины и окисленные соединения, такие как кетоны, альдегиды, спирты и карбоновые кислоты. Обычно среди олефиновых продуктов присутствуют более одного моно-метилированного изомера α- олефина для каждой углеродной цепочки определенной длины, причем метильная группа может присоединяться в любом положении скелета α- олефиновой или другой линейной углеводородной цепи.
До сих пор высокая чистота и линейность олефинового сырья считалась важным условием эффективного гидроформилирования. В данном изобретении, напротив, было неожиданно обнаружено что олефиновый продукт, полученный по реакции Фишера-Тропша, содержащий большие количества или соотношения дополнительных, то есть неолефиновых компонентов с различными функциональными группами, так же как относительно большие количества нелинейных или разветвленных олефинов, могут быть использованы, прямо или впоследствии, как сырье для гидроформилирования.
Олефиновый продукт стадии Фишера-Тропша или олефиновый компонент, описанные выше, могут, таким образом, быть использованы непосредственно на стадии гидроформилирования без какой-либо значительной очистки или обработки с целью удаления нежелательных примесей, таких как не олефины. Неолефиновые компоненты в фракциях с одной длиной цепи или фракциях с несколькими длинами цепей продукта стадии Фишера-Тропша выполняют, таким образом, на стадии гидроформилирования роль реакционной среды и/или растворителя и, следовательно, могут быть даже полезны на этой стадии. Эти неолефиновые продукты могут быть полностью отделены от более тяжелых продуктов стадии гидроформилирования (например, с помощью дистилляции) и быть использованы как синтетическое топливо или подобно этому. Предполагается, что дополнительные расходы на переработку этих инертных компонентов на стадии гидроформилирования более чем компенсируются экономией средств, в том случае, если их не отделять от сырья на стадии гидроформилирования. Это особенно очевидно в случае продуктов Фишера-Тропша, содержащих высшие олефины, которые было бы трудно очистить и/или отделить из общего продукта, который содержит компоненты, имеющие точки кипения и структуры, близкие к требуемым олефинам, полученным в реакции Фишера-Тропша, и, следовательно, являющиеся трудноотделимыми. В условиях реакции гидроформилирования, ведущих к образованию линейных продуктов в описанной смеси, происходит селективное удаление олефинов посредством их химического превращения в более тяжелые и, к тому же, более ценные альдегиды и/или спирты, которые в свою очередь могут быть легко разделены на основе температуры кипения. Это облегчает полезное использование олефинов. В то же время, если в смеси присутствуют органические кислоты, они должны быть удалены, поскольку они могут быть вредны для проведения гидроформилирования.
Однако процесс по изобретению также предусматривает, что олефиновый продукт со стадии реакции Фишера-Тропша может быть, при необходимости, переработан с целью удаления нежелательных примесей, и/или выделения из него определенного олефинового компонента, который в этом случае может быть использован как сырье на стадии гидроформилирования. Обычно эту переработку проводят путем дистилляции и она может включать обычную, вакуумную, экстракционную или реакционную дистилляцию. Вместо этого или дополнительно переработка может включать такие методы как разделение на мембранах. Содержание олефина и распределение олефинов в сырье для стадии гидроформилирования могут таким образом подбираться в зависимости от требуемого продукта окисления. Так, олефиновые продукты стадии Фишера-Тропша с определенной или различной длиной углеводородной цепи могут быть переработаны далее для получения более узких фракций, в которых концентрируются линейные α-олефины; когда подобные фракции используют в качестве сырья на стадии гидроформилирования, могут быть получены продукты гидроформилирования с повышенной линейностью.
Несмотря на то, что стадия реакции Фишера-Тропша и стадия гидроформилирования могут быть отделены одна от другой, так что олефиновый продукт реакции Фишера-Тропша может храниться или транспортироваться независимо от стадии гидроформилирования, предпочтительным является их совмещение (интегрирование) таким образом, что олефиновый продукт стадии Фишера-Тропша передается непосредственно на стадию гидроформилирования и при этом возможны лишь промежуточная обработка олефинового продукта и возможное промежуточное хранение его между стадиями.
В случае подобной интеграции монооксид углерода и водород могут использоваться на стадии гидроформилирования в форме того же синтез-газа, который используется на стадии Фишера-Тропша. Это к тому же имеет дополнительное преимущество в том, что все реагенты, используемые на стадии гидроформилирования, не содержат серы (поскольку сам синтез-газ не содержит серы).
Если целевым продуктом гидроформилирования являются спирты, общее используемое на стадиях реакции Фишера-Тропша и гидроформилирования соотношение H2СО может быть приблизительно одинаковым, что делает более легкой интеграцию газовых систем для обеих стадий.
Таким образом, в зависимости от условий реакции Фишера-Тропша и переработки продукта сырье стадии гидроформилирования не содержит серы и обычно содержит 35-100 мас. % олефинов. Линейных α-олефинов может быть между 50 и 100 мас.%, между 0 и 60 мас.% может быть моноид метилразветвленных α- олефинов и между 0 и 10 мас.% может быть линейных внутренних олефинов от общего содержания олефинов в сырье.
Реакция Фишера-Тропша может проводиться в реакторах с неподвижным слоем, с суспензионным слоем или предпочтительно с псевдоожиженным слоем. Условия реакции Фишера-Тропша могут включать использование температуры реакции между 190 и 340oC, причем реальная температура реакции в основном определяется конфигурацией реактора. Так, при использовании реактора с псевдоожиженным слоем, температура реакции находится предпочтительно между 300 и 340oC; в реакторе с неподвижным слоем предпочтительно между 200-250oC; при использовании реактора с суспензионным слоем предпочтительно между 190-270oC.
Входное давление синтез-газа в реакторе Фишера-Тропша обычно поддерживается между 1 и 50 барами, предпочтительно может быть использовано давление между 15 и 50 барами. Синтез-газ может иметь молярное соотношение H2СО в свежей подаче между 1,5:1 и 2,5:1, предпочтительно между 1,8:1 и 2,2:1. Необязательно в реакторе может использоваться рециклизация газа и молярное соотношение рецикла к свежей подаче может находиться между 1:1 и 3:1, предпочтительно между 1,5: 1 и 2,1:1. В реакторе может быть использована объемная скорость в м3 (кг катализатора)-1 ч-1 между 1 и 20, предпочтительно между 8 и 12.
В принципе, на стадии реакции Фишера-Тропша может быть использован катализатор как на основе железа или кобальта, так и на основе железа/кобальта; однако, катализатор на основе железа предпочтителен.
Катализатор Фишера-Тропша на основе железа может представлять собой осажденные или сплавленные железо и/или оксид железа. Более того, могут быть использованы железо и/или оксид железа, которые спечены, прикреплены или нанесены на подходящую подложку. Железо должно быть восстановлено до металлического перед реакцией Фишера-Тропша. Катализатор на основе железа может содержать различные количества промоторов, ролью которых может являться изменение активности либо стабильности, либо селективности, либо того и другого у конечного катализатора. Предпочтительно использование промоторов, воздействующих на поверхность восстановленного железа, ("структурные промоторы"), в число которых входят оксиды таких металлов как Mn, Ti, Mg, Cr, Ca, Si, Al или Cu или их комбинации. Для влияния на селективность образования продукта используют такие предпочтительные промоторы, как щелочные оксиды калия и натрия. Соотношение массы щелочного оксида и структурного промотора может варьировать между 0:1 и 20:1, но должно предпочтительно находиться между 0,1:1 и 2:1. Таким образом, содержание структурного промотора, выраженное в граммах структурного промотора на 100 г железа, может быть между 0 и 50, но предпочтительно между 0,1 и 2 для высокотемпературных вариантов реакции Фишера-Тропша и между 10 и 40 для низкотемпературных вариантов реакции Фишера-Тропша.
Когда олефиновый продукт реакции Фишера-Тропша получают в высокотемпературной стадии или реакторе, таком как "Синтол" реактор или в стадии, использующей псевдоожиженный слой, обычно используют сплавленный катализатор Фишера-Тропша на основе железа, например, полученный сплавлением магнетита с различными количествами оксидных промоторов, как было описано выше. Сплавленный материал может затем быть раздроблен или очень тонко измельчен с образованием частиц, предпочтительно имеющих размер ≤ 70 мкм, и может быть восстановлен водородом (H2) перед синтезом Фишера-Тропша.
Однако, когда олефиновый продукт реакции Фишера-Тропша получают в неподвижном слое или в суспензионном слое с использованием низких температур, как было описано выше, обычно используют осажденный катализатор или катализатор на подложке.
Катализатор Фишера-Тропша может быть приготовлен в соответствии с методами, описанными в статье М.Е. Dry "Catalysis Science and Technology" (1979) Том 1, Стр. 159-255 под редакцией J.R. Anderson и M. Boudart.
При использовании катализатора на основе кобальта и/или оксида кобальта они могут быть осаждены, прикреплены или нанесены на подходящую подложку так, чтобы катализатор имел следующий состав:
- 1-50 г кобальта на 100 г подложки, предпочтительно 5-30 г кобальта;
- 0-20 г промотора на 100 г подложки, предпочтительно 0-10 г промотора.
Предпочтительными подложками для катализатора на основе кобальта являются оксиды Ti, Mn, Si, Al или их комбинации, в то время как предпочтительными промоторами, если промотор используется, являются металлы и/или оксиды Pt, Ru, Zr, Re или их комбинации.
Катализатор гидроформилирования выбирается в зависимости от того, какой конкретный окисленный продукт является целевым. В случае, когда продукты из процесса "Синтол", содержащие линейные α-олефины как описано выше, используются как сырье для стадии гидроформилирования, целевыми продуктами являются, в основном, линейные окисленные продукты. Катализатором гидроформилирования в этом случае могут являться гомогенные катализаторы на основе родия (Rh), кобальта (Co) или рутения (Ru), модифицированные фосфиновыми и/или фосфитовыми лигандами. Такие катализаторы описаны, например, в патентах США 3239566, 3239570, 3448157, 3448158 и 3527809. Предпочтительными катализаторами являются родий с триарилпроизводными фосфора в виде лигандов и кобальт с алкильными производными фосфора в виде лигандов. Примерами подобных катализаторов являются трифенил-фосфиновые лиганды родия и алкилфосфины кобальта. Конкретными примерами последнего являются триалкилфосфины, описанные в патентах США 3239569 и 3239571; 9-фосфобицикло [4,2,1] нонан и 9-фосфобицикло [3,3,1] нонан, как описано в патентах GB 1254063 и US 3440291, 3527818 и 3400163; и их производные, как описано в патенте US 3420898. Производные и модификации этих катализаторов, такие как катализаторы гетерогенные, на подложке, водорастворимые и/или биметаллические системы могут быть также использованы в процессе.
Предшественники родия, кобальта или рутения и производные фосфора обычно вводятся на соответствующей стадии по отдельности с образованием катализатора in situ. В случае использования гомогенных катализаторов на основе родия, модифицированных фосфинами, важна форма предшественника родия, в то время как этот эффект не так очевиден в системах катализаторов или катализаторов на основе кобальта, модифицированного фосфином. Предпочтительными предшественниками родия являются, например, HCORh(P(C6H5)3)3 и [Rh(OOCCH3)2]2.
В случае использования катализаторов на основе кобальта, модифицированного лигандами, температура гидроформилирования может варьироваться между 140 и 210oC, предпочтительно - между 160 и 200oC; состав синтез-газа ("сингаза"), а именно соотношение H2СО может варьировать между 1:2 и 3:1, предпочтительно около 2:1; давление сингаза может обычно варьировать между 20 и 110 барами, предпочтительно 50-90 бар, молярное отношение лиганда к металлу может быть обычно между 10:1 - 1:1, предпочтительно 1:1 - 3:1; массовый процент отношения металла к олефину может варьировать между 0,01-1, предпочтительно 0,2-0,7.
В случае использования катализаторов на основе гидрокарбонила кобальта температура гидроформилирования может варьировать между 80 и 200oC, предпочтительно между 110 и 180oC; состав синтез-газа ("сингаза"), а именно соотношение H2СО может варьировать между 1:2 и 2:1, предпочтительно около 1:1; давление сингаза может обычно варьировать между 170 и 300 барами, предпочтительно 200-220 бар; массовый процент металла к олефину может обычно варьировать между 0,1-1, предпочтительно 0,1-0,3.
В случае использования катализаторов на основе родия, модифицированного лигандами, температура гидроформилирования может варьировать между 50 и 150oC, предпочтительно - между 80 и 130oC; состав синтез-газа ("сингаза"), а именно соотношение H2СО может варьировать между 1:2 и 3:1, предпочтительно - 1: 1 - 1:2; давление сингаза может обычно варьировать между 2 и 60 барами, предпочтительно между 5-30 барами; массовый процент металла к олефину может обычно, варьировать между 0,001-0,1, предпочтительно 0,01-0,05.
Продукты стадии гидроформилирования, то есть окисленные продукты могут быть переработаны и очищены с помощью таких известных процедур, как отделение катализатора, перегонка для отделения легких и тяжелых фракций из получаемых продуктов, гидролиз побочных продуктов промыванием с щелочью и при необходимости восстановление альдегидов в спирты.
Таким образом, обычно в зависимости от сырья продукты стадии гидроформилирования представляют собой, главным образом, первичные спирты и/или альдегиды. Например, если сырье стадии гидроформилирования в основном представляет собой олефины С10, 35-90 мас.% продуктов стадии гидроформилирования могут составлять первичные линейные спирты и/или альдегиды в зависимости от точного состава сырья и условий гидроформилирования. Состав спиртов и/или альдегидов будет при этом обычно включать от 60 до 9 мас.% первичных монометилированных спиртов и от 0 до 30 мас.% первичных диметилированных спиртов.
Окисленные продукты по предлагаемому процессу характеризуются тем, что они в основном являются биодеградируемыми.
Изобретение распространяется также на окисленные продукты, полученные по способу, описанному в данном изобретении. В особенности это относится к монометилированным и/или диметилированным линейным спиртам и/или альдегидам, полученным по данному изобретению, и/или к производным подобных продуктов, таких как этоксилаты спиртов, сульфоновые эфиры спиртов, сульфаты спиртов, сульфоновые эфиры алкилированного глицерина, алкилированные полиглюкозиды, жирные алконоламиды, α-сульфометилированные эфиры, жирные кислоты, эфиры жирных кислот и фталаты.
Далее изобретение будет проиллюстрировано с помощью примеров, не ограничивающих предмет изобретения, и с помощью ссылок к чертежам, приведенным ниже.
На фиг. 1 представлена диаграмма потоков производства окисленных продуктов, описанного в первом воплощении изобретения;
на фиг. 2 представлена диаграмма потоков производства окисленных продуктов, описанного в другом воплощении изобретения;
на фиг. 3 представлена диаграмма потоков производства окисленных продуктов, описанного в еще одном воплощении изобретения;
на фиг. 1 цифровое обозначение 10 обычно обозначает процесс производства окисленных продуктов, описанный в первом воплощении изобретения.
Процесс 10 включает в себя стадию разделения 12 с линией потока сырого синтез-газа 14 (со стадии газификации угля (не показано)), ведущую на стадию разделения 12. Линия отбора водяной фракции 16 ведет со стадии 12 на стадию экстракции 18 с линиями отбора фенола 20 и аммиака 22, идущими со стадии 18. Линия отбора тяжелого компонента 24 идет со стадии разделения 12 на стадию переработки смол и масла 26, от которой также ведут линии отбора бензина, дизельного топлива, битума и креозота, обозначенные соответственно 28, 30, 32 и 34.
Линия отбора синтез-газа 36 идет со стадии разделения 12 к стадии удаления серы 38. Линия отбора лигроина 40 ведет со стадии 38 на стадию переработки смол и масла 26. Линия отбора диоксида углерода 42 идет со стадии 38, так же как линия отбора серосодержащих соединений 44. Линия 44 ведет на стадию выделения серы 46 с линией отбора серы 48, идущей со стадии 46.
Линия потока синтез-газа 50 идет со стадии удаления серы 38 на стадию реактора 52. Линия продукта 54 ведет со стадии реактора 52 на стадию разделения 56. Стадия 52 может использовать "Синтол" реакторы с псевдоожиженным слоем; однако реакторы с фиксированным слоем или с суспензионным слоем также могут быть использованы вместо них.
Линия отбора водной фракции 58 ведет со стадии 56 на стадию проведения окисления 60, линии отбора кетона, спирта и кислоты 62, 64 и 66 соответственно идут со стадии 60.
Линия отбора газовой фазы или фракции 68 также ведет со стадии 56 на стадию отделения газа 70. Линии отбора диоксида углерода, С2 и С3, обозначенные как 72, 74 и 76, соответственно так же, как и линия отбора водорода 78, ведут со стадии отделения газа 70. Линия 78 возвращается на линию потока 50. Необязательно линия отбора метана 80 также может вести со стадии разделения 70 в преобразователь метана 82, причем линия продукта 84 ведет в этом случае из преобразователя 82 в линию 78.
Линия отбора масляной фазы 86 ведет со стадии разделения 56 на стадию дальнейшего разделения 88. Линия потока продукта 90 ведет со стадии 88 на стадию обработки сырья гидроформилирования 94, причем линия сырья гидроформилирования 96 ведет со стадии 94 на стадию гидроформилирования 98. Линия потока 100 ведет со стадии 98 на стадию переработки продукта гидроформилирования 102, а линия отбора спирта/альдегида 104 ведет со стадии 102.
Линия отбора использованного газа 124 ведет со стадии 98, в то время как линия отбора тяжелых фракций 126 ведет со стадии 102. Линия отбора масляной фазы 106 ведет со стадии разделения 88, а линии продукта масляной фазы 108 и 110 ведут со стадии 94 и 102 соответственно в линию 106. Линия 106 ведет на стадию переработки масла 112, а линия отбора дизельного топлива 114 и линия отбора бензина 116 идут со стадии 112. Линия потока 118 ведет на стадию 98.
Линия потока 118 идет из линии потока 50 и/или из линии потока 78, как показано пунктирной линией.
При необходимости, линия потока 120 может вести с линии потока 78 на стадию 102.
Обычно на практике сырой синтез-газ, полученный на стадии газификации угля, охлаждается на стадии разделения 12 с удалением водной фракции. Водная фракция удаляется по линии потока 16, в то время как тяжелые продукты осмоления удаляются по линии потока 24. Водная фракция и фракция тяжелых продуктов осмоления могут быть впоследствии обработаны на стадиях 18 и 26 для выделения из водной фракции фенолов и аммиака, а из продуктов осмоления - креозота и тяжелых смол. При дальнейшей переработке последнего могут быть получены ВТК (смесь бензола, толуола и ксилола), бензин и дизельное топливо.
Затем синтез-газ проходит на стадию удаления серы 38, где удаление серы производится с помощью охлаждения и промывки метанолом. Эта процедура сначала отделяет лигроин, который отделяется по линии потока 40, ведущей на стадию 26, а затем как газы, содержащие серу, так и СО2, удаляют по линиям потока 44 и 42 соответственно.
Затем очищенный синтез-газ направляют на стадию реактора 52, которая включает реакторы Фишера-Тропша, содержащие катализатор на основе железа, кобальта или железа/кобальта. Продукты со стадии 52 охлаждаются на стадии разделения 56 с целью удаления конденсацией масел, воды и водорастворимых продуктов, находящихся в газах, выходящих из реактора. Газовая фракция отделяется по линии потока 68, а легкие углеводороды, метан, водород и диоксид углерода отделяются на стадии разделения 70. Необязательно перед рециклом на стадию 52 метан может преобразовываться в преобразователе 82 в синтез-газ.
Водная фракция, отделенная на стадии разделения 56, отбирается по линии потока 58, а кетоны, спирты и кислоты выделяются из нее на стадии переработки окисленных продуктов 60.
Поток масла переходит на стадию разделения 88, где он подвергается разгонке с целью получения фракций углеводородов с количеством атомов углерода, необходимым для гидроформилирования. Поток масла переходит на стадию разделения 88, где он подвергается перегонке с целью получения фракций углеводородов с количеством атомов углерода, необходимым для гидроформилирования. Остаточные углеводороды могут применяться для создания синтетического топлива, поэтому они передаются по линии потока 106 на стадию переработки масла 112. Стадия переработки масла 112 может, конечно, быть и стадией переработки масла 26, то есть раздельные стадии переработки необязательно должны быть использованы.
Отобранная для подачи на гидроформилирование сырьевая фракция поступает на стадию переработки 94. Необходимо отметить, что стадия 94 необязательна, и отобранная для подачи на гидроформилирование фракция необязательно должна подвергаться переработке. Если стадия переработки 94 используется, линия потока фракций С2 или С3+ 122 может вести из линий потока 74 и 76 на стадию 94. Вместо этого при необходимости линия потока 122 может вести на стадию 98 (не показано). Необходимость дальнейшей переработки зависит от того, каковы требуемые содержание и распределение конкретного олефина. Например, переработка может включать обработку щелочью с целью удаления органических кислот, если они есть. Таким образом фракции, содержащие легкие олефины со стадии разделения газа 70, могут необязательно быть использованы как сырье для гидроформилирования и их направляют на стадию 94 по линиям потока 118 и 122 (не показано).
Подача сырья на гидроформилирование проходит по линии потока 96 на стадию гидроформилирования 98. Эта стадия включает систему реактора гидроформилирования, состоящую из участка восстановления и/или рециклизации катализатора. Синтез-газ, необходимый для стадии 98 и представляющий собой монооксид углерода и водород, может быть получен из любого подходящего потока газа, входящего на стадию 52, или быть рециклизован. Однако предпочтительно использовать как синтез-газ на стадии 98, продукт из преобразователя метана 82, который в этом случае будет входить через линию потока 118. Преимуществом этого варианта является то, что этот продукт пропускался над катализатором Фишера-Тропша на стадии 52. Катализатор Фишера-Тропша имеет высокую афинность к сере и отравляется серой, следовательно, упомянутый выше синтез-газ содержит очень мало серы. Газ, выходящий со стадии 98, удаляется по линии потока 124 и может быть далее использован как топливный газ или может быть рециклизован.
Продукт со стадии 98 передается на стадию переработки 102, которая представляет собой разделение "инертного" компонента Фишера-Тропша, который действует как растворитель, продукты гидроформилирования и тяжелые фракции. Тяжелые фракции отбираются по линии потока 126 и могут быть использованы как топливо или подобным образом. Компонент Фишера-Тропша ценный как альтернативное синтетическое топливо направляется по линии 110 на стадию переработки масла 112. Если целевым продуктом являются спирты, стадия 102 может включать восстановление остающихся альдегидов в спирты.
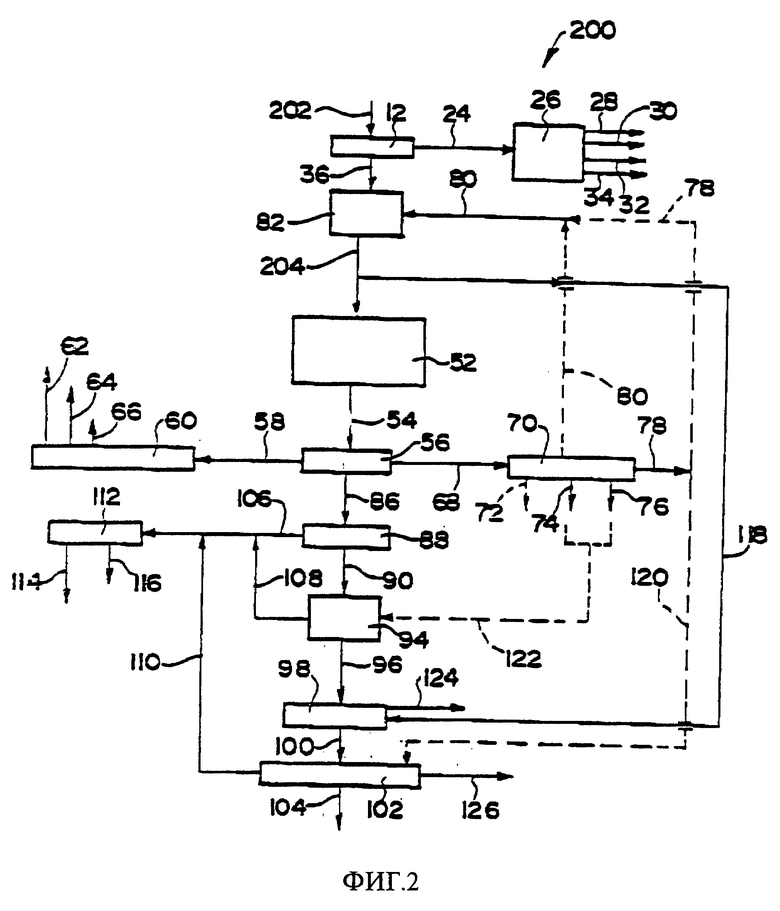
На фиг. 2 цифровое обозначение 200 отражает способ производства окисленных продуктов, описанный во втором воплощении изобретения. Части процесса 200, которые идентичны или схожи с частями процесса 10, описанного выше, со ссылкой на фиг. 1, обозначены теми же самыми номерами, что и в процессе 10.
В процессе 200 линия потока метана или природного газа 202 ведет на стадию разделения 12 с линией потока 36 со стадии 12, которая ведет в преобразователь метана 82. Линия отбора продукта 204 ведет из преобразователя 82 на стадию реактора 52.
Остальные стадии, описанные в процессе 200, в основном идентичны процессу 10 и происходят по существу таким же образом, как в процессе 10.
Пример 1. При воспроизведении способов 10, 200 на стадии реакции Фишера-Тропша 52 олефиновый продукт, пригодный для использования в качестве сырья для стадии гидроформилирования в соответствии с изобретением, получают путем пропускания синтез-газа в пилотном заводском масштабном реакторе с псевдоожиженным слоем, над сплавленным железным катализатором. Катализатор содержит в качестве химического промотора оксид калия (K2O) и в качестве структурного промотора диоксид кремния (SiO2), при таком молярном соотношении K2O/SiO2 которое составляет приблизительно 0,5, а масса использованного К2О составляет приблизительно 0,5 г/100 г Fe. Масса загруженного катализатора, выраженная в кг, Fe составляет 4,2 при высоте слоя катализатора 2 м.
Температуру и давление в реакторе поддерживают на уровне ~3200oC и ~ 23 бар соответственно. Молярное соотношение H2 : СО в свежем синтез-газе составило приблизительно 2:1 при отношении скорости рецикла к скорости свежего исходного газа приблизительно 2:1. Общая линейная скорость использованного газа составила 45 см•с-1. В этих условиях конверсия СО и H2 составила ~ 93%. Селективность для масляной фракции C5-18, основанная на процентном содержании углеродных атомов, составила ~ 42%. Эту фракцию выделяют из смеси продуктов путем конденсации, которую проводят на стадии 56. Масляную фракцию подвергают перегонке при осуществлении процесса на стадии 94 с использованием обычной или вакуумной перегонки и получением разнообразных олефинсодержащих фракций, которые в дальнейшем будут обозначены как фракции Фишера-Тропша. Разнообразные фракции предварительно обрабатывают и направляют на стадию гидроформилирования, как это описано в следующих примерах.
Пример 2. Фракцию Фишера-Тропша C8, полученную в соответствии с примером 1, подвергают азеотропной перегонке с метанолом. Головную фракцию, содержащую C8 компонент фракции Фишера-Тропша и метанол, направляют на гидроформилирование. Такая предварительная обработка сырья позволяет удалить первоначально содержащиеся окисленные исходные вещества из реакции Фишера-Тропша. Компонент Фишера-Тропша, используемый в качестве сырья на стадии гидроформилирования, содержит ~ 81 мас.% 1-октена и при этом содержание в нем метанола составляет ~ 67 мас.%. 150 мл сырья загружают в автоклав вместе с предшественником родиевого катализатора [(Ph)OOCCH3)2]2, и трифенилфосфиновым лигандом (P(C6H5)3) в таком количестве, чтобы % соотношения Rh/олефин по массе составил ~ 0,08 и молярное соотношение P(C6H5)3 : Ph было 100:1. Загруженные вещества подвергают реакции гидроформилирования в течение 5 ч при постоянной температуре, составляющей 90oC, и начальном давлении 25 бар, с использованием сингаза, например синтез газа, в котором молярное соотношение H2СО составляет 2: 1. Газо-хроматографический анализ (ГЖХ) продуктов реакции показал ~ 96%-ную конверсию α-олефина и селективность образования С9 альдегидов ~ 100% в расчете на число молей превращенного олефина. 81% полученных альдегидов имел линейное строение, остальное составили монометилразветвленные альдегиды.
Пример 3. Фракцию Фишера-Тропша С9, полученную в соответствии с примером 1, подвергают дистилляции, при которой в качестве головного погона отделяют С9 компонент Фишера-Тропша. Этот компонент используют в качестве сырья на стадии гидроформилирования в этом примере. Компонент Фишера-Тропша сырья включал ~ 62 мас.% 1-нонена и ~ 18 мас.% изононенов, включающих различные монометилразветвленные α-олефины. Остальное в компоненте Фишера-Тропша приходится на различные парафины, ароматические и окисленные вещества, имеющие точки кипения, близкие к точкам кипения С9 олефинов. 150 мл сырья загружают в автоклав вместе с 50 мл н-октана и каталитическим предшественником [Rh (OOCCH3)2] 2 и трифенилфосфиновым лигандом (P(C6H5)3) в таком количестве, чтобы % соотношения по массе Rh/олефин было ~0,04 и молярное соотношение P(C6H5)3: Ph, составило 100:1. Исходные вещества подвергают реакции гидроформилирования в течение 4 ч при постоянной температуре, составляющей 90oC и начальном давлении 25 бар, при использовании сингаза, в котором молярное соотношение H2СО составляет 2:1. ГЖХ анализ продуктов реакции показал, что конверсия α-олефина составила ~ 94% и селективность образования С10 альдегидов и С9, парафинов составили соответственно ~ 99% и ~ 1% в расчете на количество молей превращенного олефина. 81% полученных альдегидов имел линейное строение, остальное составили монометилразветвленные альдегиды.
Пример 4. Фракцию Фишера-Тропша С10, полученную в соответствии с примером 1, подвергают дистилляции, при которой С10 компонент Фишера-Тропша отделяют в качестве головного погона. Этот материал используют в качестве сырья стадии гидроформилирования в этом примере. Компонент Фишера-Тропша сырья включает ~ 63 мас.% 1-децена и ~ 5 мас.$ изо-деценов, состоящих из различных монометилразветвленных α-олефинов. Остальное в компоненте Фишера-Тропша составляют различные парафины, ароматические и окисленные вещества, имеющие температуры кипения, близкие к температурам кипения С10 олефинов. 150 мл исходных веществ загружают в автоклав вместе с 50 мл н-октаном, предшественником родиевого катализатора [Ph(OOCCH3)2] 2 и трифенилфосфиновым лигандом (P(C6H5)3) в таком количестве, чтобы % соотношения Rh/олефин по массе был ~ 0,04 и молярное соотношение P(C6 H5)3:Rh составило 100:1. Исходные вещества подвергают гидроформилированию в течение 10 ч при постоянной температуре 90oC и начальном давлении 25 бар, с использованием синтез-газа, в котором молярное соотношение H2: CO составляет 2:1. ГЖХ анализ продуктов реакции показал 96%-ную конверсию α- олефина и селективность образования C11 альдегидов и C10 парафинов соответственно ~ 84% и ~ 13% в расчете на количество молей превращенного олефина. 84% продуктов процесса гидроформилирования имеют линейное строение, остальное в основном монометилразветвленные альдегиды и спирты.
Пример 5. Компонент Фишера-Тропша, имеющий тот же состав, что и в примере 3, используют в качестве сырья для процесса гидроформилирования в этом примере. 150 мл этого материала загружают в автоклав вместе с 50 мл н-октана, предшественник кобальтового катализатора Co(OOCCH3)2•4H2O и три-н-бутилфосфиновый литанд (P(C4H9)3) в таком количестве, чтобы % соотношения по массе Co/олефин был ~ 0,5 и молярное соотношение P(C4H9)3:Co было 5:1. Загруженные вещества подвергают реакции гидроформилирования при постоянной температуре 150oC и начальном давлении 70 бар, с использованием синтез-газа, в котором молярное соотношение H2:СО составляет 2:1. После 3 ч реакции, анализ ГЖХ продуктов реакции показал 68%-ную конверсию α- олефина и селективность образования С10 альдегидов, С10 спиртов, C9 парафинов и С9 внутренних олефинов и тяжелых окисленных продуктов соответственно составляет ~ 2%, ~ 64%, ~ 9%, ~ 18% и ~ 6% в расчете на число молей превращенного α- олефина. 84% продуктов реакции гидроформилирования имеют линейное строение, остальное в основном составили монометилразветвленные альдегиды.
Пример 6. Фракцию Фишера-Тропша С10, полученную по примеру 1, подвергают фракционированию и повторной перегонке и выделяют в виде головного погона C10 компонент Фишера-Тропша. Этот компонент используют в качестве исходного сырья для гидроформилирования. Сырье содержит ~ 80 мас.% олефинов, из которых 75% являются линейными α-олефинами, ~15% монометил α-олефинами и 10% линейными внутренними олефинами. Остальное в сырье приходится на различные парафины, ароматические и окисленные вещества, имеющие температуры кипения, близкие к температурам кипения С10 олефинов. 100 мл этого материала загружают в автоклав вместе с предшественником Со катализатора Со(OOCCH3)2•4 H2О и три-н-октилфосфиновым лигандом (P(C8H17)3), взятых в таком количестве, чтобы % соотношения Со/олефин по массе составил ≈ 0,5 и мольное соотношение P(C8H17)3: Co составило 2:1. Исходное сырье подвергают реакции гидроформилирования при постоянной температуре 170oC и постоянном давлении 70 бар, с использованием синтез-газа с молярным соотношением H2:СО 2:1. Через 8 ч ГЖХ анализ продуктов реакции показал, что конверсия α-олефина составила 93% и селективности образования С11 альдегидов, С11 спиртов, С10 парафинов и тяжелых кислородсодержащих продуктов соответственно составили ~0,5%, ~86%, ~ 11%, ~ 2,5%, в расчете на количество молей превращенного олефина. 67 мас.% продуктов гидроформилирования имели линейное строение, остальное составили в основном монометилразветвленные спирты.
Пример 7. Фракцию Фишера-Тропша С10, полученную в соответствии с примером 1, подвергают дистилляции и отделенный головной погон обрабатывают водным раствором NaOH. Полученный в результате компонент Фишера-Тропша С10 используют в качестве сырья для процесса гидроформилирования в этом примере. Исходное сырье состоит на ~53 мас.% из олефинов, 69% которых имеют линейное строение, ~27% мономети α-олефины и ~4% внутренние линейные олефины. Остальное приходится на парафины, ароматические и окисленные вещества, имеющие температур кипения, близкие к температуре кипения С10 олефинов. 100 мл исходного сырья загружают в автоклав вместе с предшественником Со катализатора Со (OOCCH3)2• 4H2О и три-н-октилфосфиновым лигандом (P(C8H17)3), взятых в таком количестве, чтобы % соотношения Со/олефин по массе составил ~0,5 и молярное соотношение P(C8H17)3:Co составило 2:1. Исходное сырье подвергают реакции гидроформилирования при постоянной температуре 170oC и постоянном давлении 70 бар, с использованием синтез-газа с молярным соотношением H2:СО 2: 1. Через 8 ч ГЖХ анализ продуктов реакции показал, что конверсия α- олефина составила 90% и селективности образования С11 альдегидов, С11 спиртов, С10 парафинов и тяжелых окисленных продуктов соответственно составили ~ 1%, ~ 88%, ~ 10%, ~1%, в расчете на количество молей превращенного олефина. 66 мас. % продуктов гидроформилирования имели линейное строение, остальное составили в основном монометилразветвленные спирты.
Пример 8. Фракцию Фишера-Тропша С10, полученную в соответствии с примером 1, используют в качестве исходного сырья для процесса гидроформилирования. Исходное сырье состоит на ~57 мас.% из олефинов, 65% которых имеют линейное строение, ~35% монометилразветвленные α-олефины. Остальное приходится на парафины, ароматические и окисленные вещества, имеющие температуры кипения, близкие к температурам кипения С10 олефинов. 100 мл исходного сырья загружают в автоклав вместе с предшественником Со катализатора Со (OOCCH3)2•4H2О и три-н-бутилфосфиновым лигандом (P)C4H9)3), взятых в таком количестве, что концентрация Со составила 0,1258 г/100 мл и молярное соотношение P(C4H9)3: Co составило 5:1. Исходное сырье подвергают реакции гидроформилирования при постоянной температуре 200oC и постоянном давлении 100 бар (g), с использованием синтез-газа с молярным соотношением H2:СО 2:1. Через 3,7 ч ГЖХ анализ продуктов реакции показал, что конверсия α- олефина составила 93% и селективности образования С11-альдегидов, С11-спиртов, С10-парафинов, внутренних олефинов и тяжелых окисленных продуктов соответственно составили ~ 5%, ~78%, ~ 8%, ~5% и ~% в расчете на количество молей превращенного олефина. 50 мас.% продуктов гидроформилирования имели линейное строение, остальное составили в основном монометилразветвленные спирты и альдегиды.
Пример 9. Для сравнения проводят процесс гидроформилирования с использованием в качестве исходного сырья смеси чистого 1-децена и н-октана. Смесь содержала ~ 50 мас.% олефинов, которые имели на 100% линейное строение. Остальное в исходном сырье составлял н-октан, который был добавлен с целью "имитировать" соотношение компонентов Фишера-Тропша в примере 8. 100 мл исходного сырья загружают в автоклав вместе с предшественником Со катализатора Со (OOCCH3)2•4H2O и три-н-бутилфосфиновым лигандом (P(C4H9)3), взятых в таком количестве, что концентрация Со составила 0,1739г/100 мл и молярное соотношение P(C4H9)3:Со составило 5:1. Исходное сырье подвергают реакции гидроформилирования при постоянной температуре 200oC и постоянном начальном давлении 100 бар (g), с использованием синтез-газа с молярным соотношением H2: СО 2:1. Через 3,7 ч ГЖХ анализ продуктов реакции показал, что конверсия α- олефина составила 100% и селективности образования С11-альдегидов, С11-спиртов, С10-парафинов, внутренних олефинов и тяжелых окисленных продуктов соответственно составили ~3%, ~71%, ~21%, ~0% и ~5% в расчете на количество молей превращенного олефина. 79 мас.% продуктов гидроформилирования имели линейное строение, остальное составили в основном 2-метил и другие разветвленные С11-спирты и альдегиды, образующиеся при гидроформилировании внутренних олефинов.
Из сравнения данных по выходу спиртов, полученных в примерах 8 и 9, следует, что внутренние олефины в продуктах Фишера-Тропша менее подвержены прямому гидроформилированию по сравнению с чисто линейными α-олефинами. Это оказывает влияние на содержание разветвленных продуктов в составе продуктов процесса гидроформилирования. Разветвленные спирты, образовавшиеся из внутренних олефинов, (содержащихся в составе сырья из соединений с чисто линейным строением), имеют более длинные разветвленные цепочки по сравнению с разветвленными спиртами, полученными из сырья "Синтол", в котором имеется различное расположение метильных групп.
Пример 10. Фракцию Фишера-Тропша С11-12, полученную в соответствии с примером 1, подвергают дистилляции и отделенный головной погон обрабатывают водным раствором NaOH. Полученный в результате компонент Фишера-Тропша C11-12 используют в качестве сырья для процесса гидроформилирования в этом примере. Исходное сырье состоит на ~50 мас.% из С11-12-олефинов, 59% которых имеют линейное строение, ~37% монометил α-олефины и ~4% внутренние линейные олефины. Остальное приходится на парафины, ароматические и окисленные вещества, имеющие температуры кипения, близкие к температурам кипения С11- и С12-олефинов. 100 мл исходного сырья загружают в автоклав вместе с предшественником Со катализатора Co-октаноатом и 9-эйкозил-9-фосфобициклононановым лигандом (CH3)(CH2)19-P(C8H16)), взятых в таком количестве, чтобы % соотношения Со/олефин по массе составил ≈ 0,38% и молярное соотношение P:Co составило 2:1. Исходное сырье подвергают реакции гидроформилирования при постоянной температуре 170oC и постоянном давлении 70 бар, с использованием синтез-газа с молярным соотношением H2: СО 2:1. Через 8 часов ГЖХ анализ продуктов реакции показал, что конверсия α- олефина составила 99% и селективности образования С12+13 альдегидов, C12+13 спиртов, С11+12 парафинов и тяжелых окисленных продуктов соответственно составили ~3%, ~ 93%, ~4%, ~1% в расчете на количество молей превращенного олефина. 50 мас.% продуктов гидроформилирования имели линейное строение, остальное составили в основном монометилразветвленные спирты.
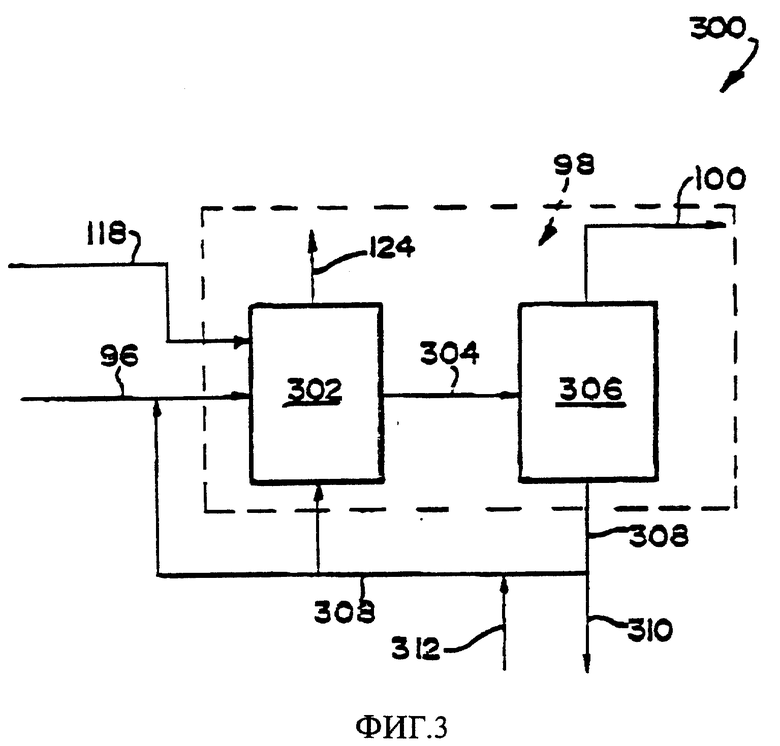
Пример 11. Кроме того, для того чтобы продемонстрировать пригодность синтоловых продуктов, которые могут использованться в качестве сырья для процесса гидроформилирования, фракцию Фишера-Тропша, полученную в примере 10, исследуют в непрерывно работающей реакторной системе, показанной на фиг. 3. Условия проведения процесса были аналогичны определенным в примере 10.
На фиг. 3, ссылка под номером 300 в общем виде отражает процесс в соответствии с другим воплощением изобретения, которое приводит к получению окисленных продуктов.
Те участки процесса 300, которые совпадают с участками процессов 10 и 200, обозначены теми же номерами, и некоторые из участков процесса 300, которые аналогичны для процессов 10, 200, не изображены.
Таким образом, процесс 300 по существу включает отличающуюся от процессов 10, 200 стадию гидроформилирования или оксостадию 98. Стадия 98 процесса 300 включает по крайней мере один реактор для гидроформилирования 302, с линиями потока 96, 118, ведущими в реактор 302. Линия потока 124 ведет из реактора 302. Линия продукта 304 ведет из реактора 302 на стадию отгонки 306.
Линия отбора дистиллята или продукта 100 для отвода спиртов, альдегидов, превращенных олефинов и синтольных "инертов" идет со стадии 306. Линия отвода тяжелых продуктов 308 также отходит от стадии 306, в то время как линия возврата рецикла на линию 96 и/или реактор 302, вместе с линией очистки 310 отходит от линии 308. Линия ввода катализатора 312 ведет в линию рецикла 308. Таким образом линия рецикла 308 используется для возврата катализатора, тяжелых окисленных продуктов и для введения необходимого количества спиртов и альдегидов обратно в реактор 302.
Таким образом, на стадии гидроформилирования 98 процесса 300 проводят отгонку на стадии дистилляции 306, на которой происходит отделение катализатора от продуктов реакции. Предпочтительно на стадии 306 осуществляют дистилляцию в падающей пленке, т.е. обычную испарительную пленочную дистилляцию. Катализатор из отстойника стадии 306 рециклизуется в реактор 302, где происходит его разбавление тяжелыми окисленными продуктами, при этом баланс продуктов гидроформилирования не нарушается во время дистилляции на стадии 306. Дезактивации катализатора не наблюдалось.
Постоянная работа в реакторе непрерывного действия происходит в течение периода в 60 дней. Общая конверсия, которая ограничивалась из-за размеров оборудования (нельзя применять длительное время), сохранялась на уровне ~80% в течение 60 дней. Изменения в сырье показывали необходимость завершения цикла. Селективности продуктов гидроформилирования и их строение были аналогичны показателям по примеру 10. Эти величины оставались постоянными на протяжении всего времени, что свидетельствует об отсутствии ядов в сырье.
Пример 12. Для того, чтобы продемонстрировать биодеградируемость спиртов, полученных в результате процесса по изобретению, С11-спирты, полученные в соответствии с методикой примера 6, были подвергнуты дальнейшему исследованию. Полученные в результате первичные спирты содержали ~40% линейного 1-ундеканола, ~36% монометиловых С11 спиртов и ~24% диметиловых С11 спиртов. Были использованы стандартизированные OECD (Общие Европейские Консультативные Директивы) процессы для определения биодеградации (OECD Council Directive: Guidelines for Testing of Chemicals, Test 302A) с использованием "биореактора" непрерывного действия, содержащего микроорганизмы, для проведения теста на разрушение указанных выше спиртов. Для работы реактора использовали гидравлическое время удерживания ~ 6 ч при концентрации спирта в воде в реакторе ~50 ppm. Сравнения показателя Chemical Oxygen Demand (COD) на входе и выходе из реактора, проведенные в течение периода в 30 дней, показали, что 94% загруженного в реактор углеродного продукта биоразрушается.
Пример 13. Биодеградация поверхностно-активных веществ, полученных из продуктов, произведенных в соответствии с настоящим изобретением, были исследованы путем получения из первичных С10-спиртов, синтезированных в соответствии с методикой примера 4, их сульфатов с использованием стандартной методики сульфатирования. Из полученных сульфированных спиртов ~73% составили продукты линейного строения и 27% различные монометил-производные. Эти продукты подвергались тому же процессу тестирования на биодеградацию и в тех же условиях, которые были описаны в примере 12, при этом получали ~99% биодеградации вводимого углеродного сырья. Таким образом получается, что в соответствии со способом по изобретению различные продукты Фишера-Тропша, оказываются пригодными для использования в качестве исходного сырья процесса гидроформилирования, приводя к повышению образования линейных, а также других определенных спиртов, предшественников пластификаторов и детергентов. В соответствии с изобретением уникальный характер олефиновой композиции и распределение высококипящих фракций Фишера-Тропша позволяют использовать их в модифицированных н-алкил фосфиновых каталитатических системах. Эти каталитические системы облегчают изомеризацию α- олефинов во внутренние олефины. Внутренние олефины тут же "реизомеризуются" в α- олефины еще до того, как происходит гидроформилирование, что приводит к преимущественному образованию линейных продуктов. При сравнении продуктов, полученных из чистого сырья, с продуктами, полученными из синтолового сырья, как в примере 1, становится очевидным, что большее количество внутренних олефинов вступает в гидроформилирование при использовании чистого сырья.
Процесс в соответствии с изобретением имеет следующие преимущества:
- синтез-газ оказывается единственным исходным сырьем, необходимым для получения высших альдегидов и спиртов;
- синтез-газ, как и любое сырье для стадии гидроформилирования, по существу, свободно от серы;
- было неожиданно найдено, что получение уникальных продуктов гидроформилирования, определяется исходным сырьем Фишера-Тропша, используемым на этой стадии и содержащим линейные олефины и монометил α- олефины с метильными группами, которые расположены в любом положении на протяжении линейной углеродной цепи молекулы α- олефина. В противоположность этому, в случае, когда используют пригодное для гидроформилирования сырье, содержащее линейные олефины, образуются только монометил-продукты гидроформилирования, которые могут образоваться из различных 2-метил молекул.
- продукты реакции Фишера-Тропша и распределение продуктов гидроформилирования могут быть подобраны для получения необходимой комбинации продуктов гидроформилирования. Также было неожиданно найдено, что набор компонентов продуктов Фишера-Тропша, которые включают ароматические, окисленные соединения и парафины, не оказывает неблагоприятного влияния на гидроформилирование и в некоторых случаях может быть выгодным, например, он может действовать как полярный растворитель, улучшающий растворимость СО и H2, и таким образом улучшающий распределение газа в жидкости; он может улучшать контроль за селективностью реакции за счет варьирования концентрации реагентов, промежуточных соединений и конечных продуктов; и он может улучшать контроль за процессом за счет действия в качестве дополнительного охлаждающего агента.
- относительно высокое содержание α-олефина в продуктах реакции Фишера-Тропша, и тот факт, что компоненты Фишера-Тропша относительно инертны, означает, что по сравнению с известными процессами гидроформилирования необходима небольшая или даже необязательная химическая очистка или обработка;
- инертные компоненты Фишера-Тропша, присутствующие в сырье, используемом для стадии гидроформилирования, имеют альтернативное применение в качестве синтетического топлива и могут быть гидрогенизированы, если необходимо, на стадии гидпроформилирования;
- получаемые продукты гидроформилирования и их производные являются биодеградируемыми;
- гидроформилирование олефинов фракций Фишера-Тропша является эффективным путем как для отделения их от других компонентов Фишера-Тропша, которые могут трудно отделяться и одновременно путем превращения их в значительно более ценные продукты;
- спирты, имеющие высокий и низкий молекулярный вес, полученные в соответствии с процессом, являются пригодными для использования в качестве исходных для производства биодеградируемых поверхностно-активных веществ и пластификаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЧЕНИЕ ПРОМЫСЛОВЫХ УГЛЕВОДОРОДОВ | 2015 |
|
RU2692491C2 |
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ ОЛЕФИНОВ С6-С9 В СПИРТЫ С7-С10 | 2015 |
|
RU2602239C1 |
| ПОЛУЧЕНИЕ ПРОМЫСЛОВЫХ УГЛЕВОДОРОДОВ | 2015 |
|
RU2720409C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИНЕЙНЫХ ПЕРВИЧНЫХ МОНОСПИРТОВ | 2002 |
|
RU2291848C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА СИНТЕЗА УГЛЕВОДОРОДОВ И ЕГО ПРИМЕНЕНИЕ В ПРОЦЕССЕ СИНТЕЗА УГЛЕВОДОРОДОВ | 2008 |
|
RU2461422C2 |
| ПРОЦЕСС ПОЛУЧЕНИЯ СМЕСИ АЛКОКСИЛИРОВАННЫХ СПИРТОВ | 2004 |
|
RU2358965C2 |
| СИНТЕЗ ФИШЕРА-ТРОПША | 2015 |
|
RU2670756C9 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИНЕЙНЫХ ОЛЕФИНОВ И ИХ ИСПОЛЬЗОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ ЛИНЕЙНЫХ СПИРТОВ | 2002 |
|
RU2282608C2 |
| СПОСОБ СИНТЕЗА УГЛЕВОДОРОДОВ | 2008 |
|
RU2442815C2 |
| ПОЛУЧЕНИЕ РАЗВЕТВЛЕННЫХ АЛИФАТИЧЕСКИХ СПИРТОВ С ПРИМЕНЕНИЕМ ТЕХНОЛОГИЧЕСКОГО ПОТОКА ИЗ УСТАНОВКИ ИЗОМЕРИЗАЦИИ С РЕЦИКЛИРОВАНИЕМ В УСТАНОВКУ ДЕГИДРИРОВАНИЯ | 2004 |
|
RU2360899C2 |
Способ получения окисленных продуктов из обогащенного олефинами сырья, включающий взаимодействие на стадии гидроформилирования олефиновых продуктов, полученных по реакции Фишера-Тропша из монооксида углерода и водорода в присутствии каталитически эффективного количества катализатора гидроформилирования и в реакционных условиях процесса гидроформилирования, с образованием окисленных продуктов, содержащих альдегиды и/или спирты. Олефиновый продукт по реакции Фишера-Тропша получают из синтез-газа, содержащего монооксид углерода (СО) и водород (Н2), в условиях реакции Фишера-Тропша в присутствии катализатора Фишера-Тропша, основанного на железе, кобальте или на железе/кобальте. Способ в соответствии с изобретением позволяет получить следующие основные преимущества: синтез-газ является единственным исходным сырьем, необходимым для получения высших альдегидов и спиртов; получение уникальных продуктов гидроформилирования определяется исходным сырьем Фишера-Тропша, используемым на этой стадии и содержащим линейные олефины и монометил α-олефины с метильными группами, которые расположены в любом положении на протяжении линейной углеродной цепи молекулы α-олефина; продукты реакции Фишера-Тропша и распределение продуктов гидроформилирования могут быть подобраны для получения необходимой комбинации продуктов гидроформилирования; компоненты продуктов Фишера-Тропша, такие, как ароматические, окисленные соединения и парафины действуют, как полярный растворитель, улучшающий растворимость СО и Н2, и поэтому улучшают распределение газа в жидкости, а также улучшают контроль за селективностью реакции и контроль за процессом; для продуктов реакции Фишера-Тропша, поступающих на стадию гидроформилирования, необходима небольшая или даже необязательная химическая очистка или обработка; инертные компоненты Фишера-Тропша, присутствующие в сырье, используемом для стадии гидроформилирования, могут найти применение в качестве синтетического топлива; получаемые продукты гидроформилирования и их производные являются биодеградируемыми. 5 с. и 21 з.п. ф-лы, 3 ил.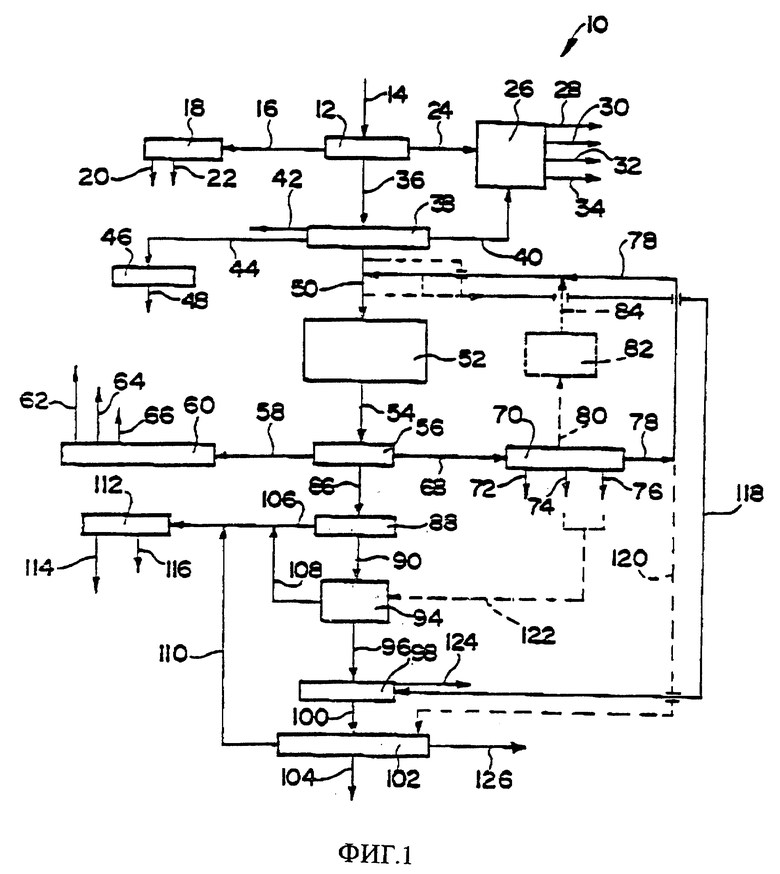
| US 3448158 А, 03.06.69 | |||
| 0 |
|
SU274103A1 | |
| Устройство для соединения потоков ящичных грузов в один | 1976 |
|
SU602442A1 |
| СИСТЕМА ОХРАНЫ ТРАНСПОРТА | 1994 |
|
RU2075857C1 |
| US 4537997 А, 27.08.85 | |||
| US 3369050 А, 13.02.68. | |||

