Изобретение относится к области машиностроения, а именно к неразъемным видам соединений, и может быть использовано при строительстве трубопроводов в нефтегазодобывающей промышленности и в жилищно-коммунальном хозяйстве тонкостенных металлических облицованных труб.
Известно резьбовое соединение для тонкостенных металлических труб с наружным полимерным покрытием, где на концах тонкостенных металлических труб из материала, идентичного с материалом наружного покрытия, сформированы конические резьбы и уплотнительные валики, а трубы соединены при помощи муфты, имеющей конические резьбы (Патент RU N 2011100, МПК F 16 L 13/00, заявка N 4936058/29 от 15.05.91 г., опубл. 15.04.94. Бюл. N 7).
Недостатком данного соединения является то, что нельзя соединить высоконапорные трубопроводы, а также подземные трубопроводы.
Известно устройство для соединения тонкостенных металлических труб с полимерным покрытием, где охватывающее средство выполнено в виде обжимающих гаек, соединенных с втулками резьбой, а внутри последних установлены соединенные между собой конусы, меньшие основания которых расположены внутри трубопровода, при этом конусы металлических труб выполнены без покрытия, развальцованы и размещены между торцами обжимных гаек и втулок (Патент RU N 2103585, МПК F 16 L 19/02, заявка N 96104965/06 от 12.03.96 г., опубл 27.01.98. Бюл. N 3).
Данное соединение имеет также существенные недостатки. Во-первых, данное соединение очень сложно в изготовлении и, во-вторых, не может быть использовано при строительстве подземных трубопроводов. Кроме того, при соединении тонкостенных труб большого диаметра, стоимость соединения будет выше стоимости труб, что сведет на нет преимущества тонкостенных металлических облицованных труб большого диаметра.
Известен способ соединения труб с внутренним антикоррозионным покрытием, где перед соединением труб с внутренним антикоррозионным покрытием в их концы запрессовывают тонкостенные втулки из коррозионно-стойкого термостойкого металлического материалы. Вначале производят сварку по облицовке, затем по материалу труб запрессовку осуществляют методом высокоскоростного пластического деформирования (Патент RU N 2103593, МПК F 16 L 58/02, заявка N 95119761/06 от 21.11.95 г., опубл 27.01.98. Бюл. N 3).
Известен также способ соединения труб с внутренним антикоррозионным покрытием, который отличается от вышеуказанного способа тем, что концы втулок соединяют с трубой кольцевым сварным швом. Затем на поверхность трубы между ее концом и втулкой наплавляют коррозионно-стойкий металлический материал. При соединении вначале сваривают материал наплавки, затем материал труб (Патент RU N 2103594, МПК F 16 L 58/02, заявка N 96111759/06 от 11.06.96 г., опубл 27.01.98 г. Бюл. N 3).
Данные способы имеют также существенные недостатки. Во-первых, они непригодны для соединения тонкостенных металлических облицованных труб, так как при запрессовке тонкостенных втулок из коррозионно-стойкого металла методом высокоскоростного пластического деформирования будет раздаваться и металл концов тонкостенных труб, величина раздачи при этом зависит от многих факторов: толщины стенки труб, марки металла, разнотолщинности и т.д., то есть концы труб будут раздаваться на разную величину, а это в конечном итоге отрицательно повлияет на качество сварного шва соединяемых труб. Во-вторых, требуется специализированное дорогостоящее магнитно-импульсное оборудование МИУ-3О. В третьих, сам технологический процесс очень энергоемок. В-четвертых, данный способ невозможно применять непосредственно при монтаже трубопроводов, так как данное оборудование может работать только в стационарных условиях и не может работать в полевых условиях, а такая необходимость часто возникает при подгонке труб в процессе монтажа трубопровода. В-пятых, при малой толщине стенки труб и наличии только тонкостенных втулок из коррозионно-стойкого металла внутри концов труб также невозможно получить качественное сварное соединение из-за их малой общей толщины стенки.
Целью изобретения является повышение качества соединения тонкостенных облицованных труб.
Поставленная цель достигается способом соединения тонкостенных металлических облицованных труб, включающим удаление концов внутренних облицовок от концов труб на длину термического влияния тепла сварки, размещение тонкостенных втулок из коррозионно-стойкого металла во внутрь концов труб и облицовок, закрепление удаленных концов облицовок к внутренней поверхности концов труб тонкостенными втулками путем их расширения в радиальном направлении и соединение подготовленных концов труб сваркой, сначала металла тонкостенных втулок электродами из коррозионно-стойкого металла, а затем металла труб обычными электродами.
Новым является то, что концы наружных облицовок удаляют от концов труб на такое же расстояние, что и концы внутренних облицовок, устанавливают изнутри и снаружи концов и облицовок тонкостенные втулки, выполненные с раструбами из коррозионно-стойкого металла с более низким коэффициентом теплопроводности, чем у металла труб и совместимого по свариваемости с металлом труб, соединяют концы тонкостенных втулок и труб между собой сваркой сплошным кольцевым коррозионно-стойким сварным швом, закрепляют концы внутренних и наружных облицовок к поверхностям концов труб путем одновременного расширения внутренних и обжатия наружных тонкостенных втулок и соединяют подготовленные концы труб сваркой электродами из коррозионно-стойкого металла.
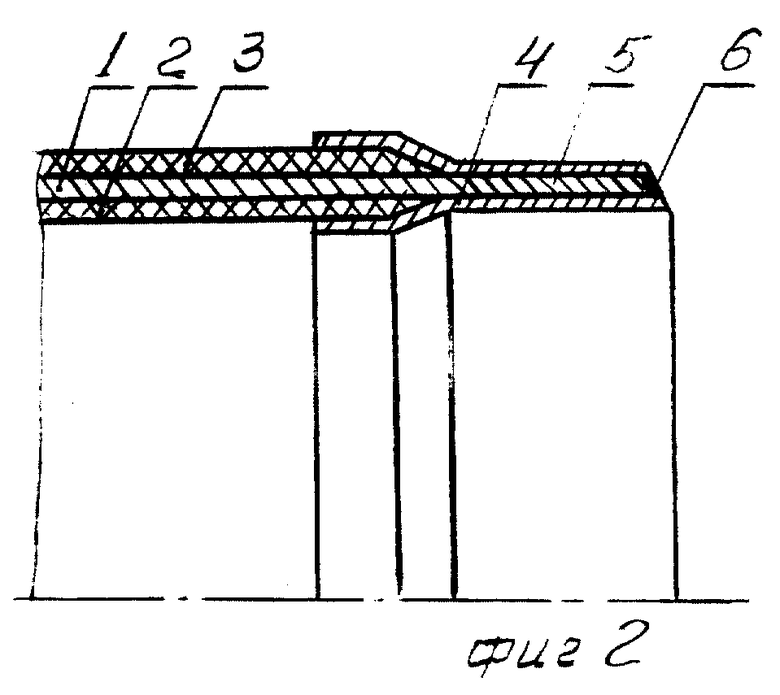
На фиг. 1 представлен общий вид соединения, полученного предлагаемым способом; на фиг. 2 - конец тонкостенной трубы, подготовленный для соединения предлагаемым способом.
Способ осуществляют следующим образом.
На конце тонкостенной трубы 1 удаляют концы внутренних облицовок 2 и наружных облицовок 3 на расстояние, при котором не произойдет разрушение материала внутренних и наружных облицовок от тепла сварки. Устанавливают тонкостенную втулку 4 изнутри концов трубы 1 и облицовок 2, а тонкостенную втулку 5 снаружи концов трубы 1 и облицовок 3. Причем втулки выполняют с раструбами из коррозионно-стойкого металла с более низким коэффициентом теплопроводности, чем у металла трубы 1. При этом концы втулок 4 и 5 выступают за концы трубы 1 примерно на их толщину стенки и сваривают концы тонкостенных втулок 4 и 5 с концом трубы 1 сваркой сплошным кольцевым коррозионно-стойким сварным швом 6. После этого закрепляют концы внутренних и наружных облицовок 2, и наружных облицовок 3 к поверхностям конца трубы 1 путем одновременного расширения внутренних тонкостенных втулок 4 и обжатия наружных тонкостенных втулок 5 путем дорнирования. После этого при необходимости подготавливают кромки под сварку путем механической обработки. Аналогичным способом подготавливают и конец другой тонкостенной облицованной трубы. Соединяют подготовленные концы труб сваркой электродами из коррозионно-стойкого металла с образованием коррозионно-стойкого сварного шва 7.
Пример конкретного выполнения способа.
Стальные трубы диаметром 89 мм и с толщиной стенки 2 мм, изготовленные согласно ГОСТа 10704-91 из стали 20, зафутерованы изнутри и снаружи полиэтиленовыми облицовками с толщиной стенки до 3 мм, удаляют концы полиэтиленовых облицовок на концах труб на расстояние 150 мм, устанавливают во внутрь трубы и полиэтиленовой облицовки втулку из стали Х18Н10Т с толщиной стенки 1 мм таким образом, чтобы раструб находился на оголенной части трубы, а снаружи на конец полиэтиленовой оболочки и трубы устанавливают втулку из стали Х18Н10Т с толщиной стенки 1 мм, но при этом втулка с раструбом входит на удаленный конец полиэтиленовой облицовки.
Концы втулок при этом выступают за конец трубы на 1 мм. После этого соединяют концы втулок и трубы сваркой сплошным кольцевым коррозионно-стойким сварным швом. Сварку производят электродами марки ОЗЛ-6 или аргоно-дуговой сваркой с использованием коррозионно-стойкой сварочной проволоки, совместимой по свариваемости с металлом труб и втулок. Затем скрепляют концы внутренней и наружной облицовок к внутренней и наружной поверхности концов трубы путем одновременного расширения втулки, находящейся внутри концов трубы и облицовки, и обжатия втулки, находящейся снаружи концов трубы и облицовки при помощи гидропресса, снабженного дорном и фильерой. Гидропресс может работать от гидравлики любого характера, имеющего гидравлическую систему. Аналогичным способом подготавливают конец и другой трубы. Подготовленные таким образом концы труб полностью защищены коррозионно-стойким металлом от внутренней и наружной коррозии. При необходимости обрабатывают концы труб под сварку. Соединяют концы труб сваркой при помощи электродов ЦЛ-11, что позволяет получить качественный коррозионно-стойкий сварной шов.
Предлагаемый способ позволяет качественно соединять тонкостенные облицованные трубы при помощи сварки с образованием коррозионно-стойкого сварного шва.
Так, например, изготовление втулок из коррозионно-стойкого металла с более низким коэффициентом теплопроводности, чем у металла труб, позволяет сохранить герметичность в местах закрепления концов облицовок втулками и сэкономить коррозионно-стойкий металл, так как тепло распространяется по металлу втулок на меньшее расстояние по сравнению с металлом труб. Совместимость свариваемости металлов втулок из коррозионно-стойкого металла и труб позволяет получить качественное соединение концов труб и втулок, а в конечном итоге и сварное соединение концов труб. Наличие раструбов во втулках позволяет расширять или обжимать при закреплении концов облицовок на меньшую величину. Закрепление концов наружных облицовок втулками из коррозионно-стойкого металла позволяют надежно защитить наружную поверхность концов тонкостенных труб от наружной коррозии. Предварительное соединение концов втулок из коррозионно-стойкого металла и труб позволяют получить концы труб в коррозионно-стойком исполнении и возможность на соединения сваркой электродом из коррозионно-стойкого металла одной марки. При этом сварной шов имеет одинаковый электродный потенциал с металлом втулок, что исключает образование гальванических пар на разделе металл сварного шва - металл втулок.
Кроме того, использование тонкостенных облицованных труб позволяет сэкономить миллионы тонн металла. Так, например, в системе нефтесбора в нефтедобывающей промышленности применяют стальные трубы диаметром 89 мм с толщиной стенки 4,5 мм, хотя несущая способность и при толщине стенки 2 мм полностью обеспечивает эксплуатационные требования по прочности. Общая протяженность нефтепромысловых трубопроводов в системе нефтесбора составляет несколько сот тысяч километров, по которым транспортируется высокоагрессивная обводненная нефть при рабочем давлении менее 40 кгс/см2, срок службы которых не превышает 2-3 лет. А срок службы тонкостенных облицованных труб, соединенных по предлагаемой технологии будет не менее 25 лет при аналогичных условиях эксплуатации. Также несколько сот тысяч километров трубопроводов находятся в эксплуатации в жилищно-коммунальном хозяйстве. Только за счет уменьшения толщины стенки трубы можно будет сэкономить металла на 4-5 млн. тонн или в денежном выражении от 16 до 25 млрд. рублей. А, если учесть увеличение срока службы трубопроводов, смонтированных из тонкостенных облицованных труб, то общая экономия трудовых, материальных, финансовых ресурсов составит сотни миллиардов рублей.
Используемая литература.
1. Патент RU N 2011100, МПК F 16 L 13/00. Резьбовое соединение для тонкостенных металлических труб с наружным полимерным покрытием (Белянчиков Ю. К. , Земсков А. А., Леоничев В.Д., Абраменков В.Н. и Вегеле В.К), заявка N 4936058/29 от 15.05.91 г. Опубл. 15.04.94 г. Бюл. N 7.
2. Патент RU N 2103585, МПК F 16 L 19/02. Устройство для соединения тонкостенных металлических труб с полимерным покрытием (Пропастин В.А., Седнев А.В.), заявка N 96104965/06 от 12.03.96 г. Опубл. 27.01.98 г. Бюл. N 3.
3. Патент RU N 2103593, МПК F 16 L 58/02. Способ соединения труб с внутренним антикоррозионным покрытием (Войнов А.К., Оловяшников В.Ф., Давыдов В.А., Захаров А.А., Глущенков В.А., Карпухин В.Ф., Колеснев С.В., Бурмистров А. Е. , Каковкин Д.А., Чернов А.В., Касатонов Ю.И.), заявка N 95119761/06 от 21.11.95 г. Опубл. 27.01.98 г. Бюл. N 3.
4. Патент RU N 2103594, МПК F 16 L 58/02 (Войнов А.К., Оловяшников В.Ф. и др.), заявка N 96111759/06 от 11.06.96 г. Опубл. 27.01.98 г. Бюл. N 3.2
Способ соединения относится к машиностроению, а именно к неразъемным видам соединений, и может быть использовано при строительстве трубопроводов в нефтегазодобывающей промышленности и в жилищно-коммунальном хозяйстве из тонкостенных металлических облицованных труб. Концы наружных облицовок удаляют от концов труб на такое же расстояние, что и концы внутренних облицовок, устанавливают изнутри и снаружи концов труб и облицовок тонкостенные втулки, выполненные с раструбами из коррозионно-стойкого металла с более низким коэффициентом теплопроводности, чем у металла труб, и совместимого по свариваемости с металлом труб. Соединяют концы тонкостенных втулок и труб между собой сваркой сплошным кольцевым коррозионно-стойким сварным швом. Закрепляют концы внутренних и наружных облицовок к поверхностям концов труб путем одновременного расширения внутренних и обжатия наружных тонкостенных втулок и соединяют подготовленные концы труб сваркой электродами из коррозионно-стойкого металла. Изобретение повышает качество соединение труб. 2 ил.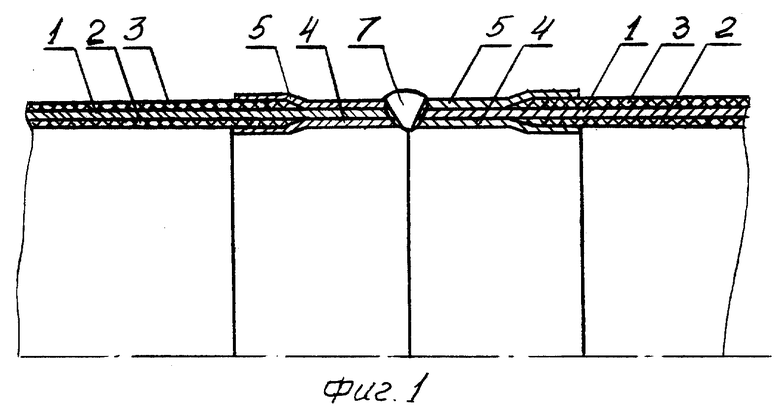
Способ соединения тонкостенных металлических облицованных труб, включающий удаление концов внутренних облицовок от концов труб на длину термического влияния тепла сварки, размещение тонкостенных втулок из коррозионно-стойкого металла во внутрь концов труб и облицовок, закрепление удаленных концов облицовок к внутренней поверхности концов труб тонкостенными втулками путем их расширения в радиальном направлении и соединение подготовленных концов труб сваркой, сначала металла тонкостенных втулок электродами из коррозионно-стойкого металла, а затем металла труб обычными электродами, отличающийся тем, что концы наружных облицовок удаляют от концов труб на такое же расстояние, что и концы внутренних облицовок, устанавливают изнутри и снаружи концов труб и облицовок тонкостенные втулки, выполненные с раструбами из коррозионно-стойкого металла с более низким коэффициентом теплопроводности, чем у металла труб, и совместимого по свариваемости с металлом труб, соединяют концы - тонкостенных втулок и труб между собой сваркой сплошным кольцевым коррозионно-стойким сварным швом, закрепляют концы внутренних и наружных облицовок к поверхностям концов труб путем одновременного расширения внутренних и обжатия наружных тонкостенных втулок и соединяют подготовленные концы труб сваркой электродами из коррозионно-стойкого металла.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2103593C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103585C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНЫМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 1991 |
|
RU2011100C1 |
| US 4611833 A3, 16.09.1986 | |||
| US 5752725 A, 19.05.1995. | |||
