Изобретение относится к области защиты труб от коррозии и может быть использовано при защите внутренней поверхности труб от коррозии различными видами покрытий.
Известны конструкции труб с внутренней пластмассовой оболочкой, содержащие концентрически расположенные на концах трубы защитные металлические втулки, которыми защемлены концы внутренней пластмассовой оболочки, удаленные от торцов трубы на расстояние, при котором не произойдет их разрушение от тепла сварки (патент РФ 2171946, кл. 7 F 16 L 9/02 по заявке 20013685/06 от 26.05.2000 г. , опубл. 10.08.2001 г.. бюл. 22 и патент РФ 2171945, кл. 7 F 16 L 9/02 по заявке 200108822/06 от 07.04.2000 г., опубл. 10.08.2001 г. , бюл. 22), которые отличаются друг от друга конструкцией защитных металлических втулок и способом их защиты от коррозии, которые взяты за прототип.
Общим недостатком данных конструкций труб с внутренней является то, что трубы по концам имеют уменьшенное внутренней проходное сечение, которое сильно влияет на эксплуатационные характеристики трубопровода. Так, например, на трубе ⊘ 114 х 9 мм, футерованной пластмассовой оболочкой толщиной стенки 4 мм, концы которых защемлены защитными металлическими втулками с толщиной стенки 8 мм, проходное сечение уменьшается почти на 16%. На длине 1 км трубопровода таких сужений получается от 40 до 125 штук в зависимости от длины труб, футерованных пластмассовой оболочкой, что ведет к гидравлическим потерям, а это увеличивает энергетические затраты на единицу объема транспортируемой по трубопроводу среды. Кроме того, при турбулентном движении жидкости увеличивается процесс разрушения защитных металлических втулок из-за коррозии и кавитации.
Задача изобретения - повышение качества металлических облицованных труб и уменьшение эксплуатационных затрат при транспортировании сред по трубопроводу.
Поставленная задача достигается тем, что труба на длине защемления концов внутренней облицовки внутренними концами защитной металлической втулки выполнена с большим внутренним диаметром, чем концы трубы без внутренней облицовки.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом устройстве, то есть соответствии заявляемого решения критерию "существенные отличия".
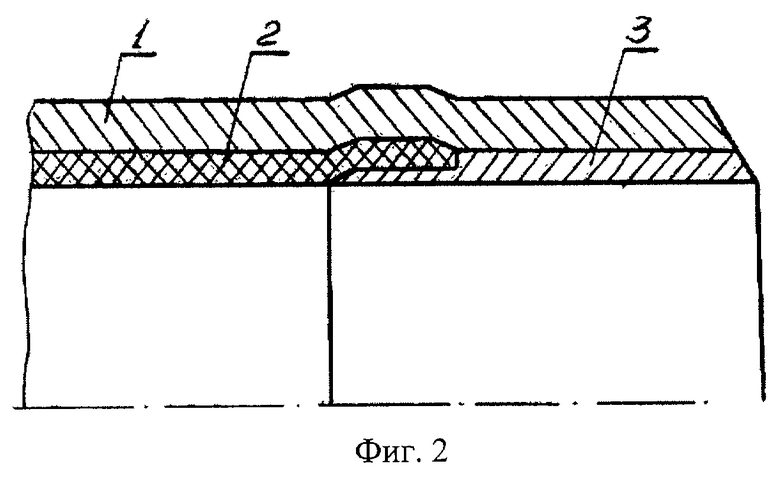
На фиг. 1, 2 и 3 приведены варианты конструкций металлической облицованной трубы.
На фиг.1 показан поперечный разрез конца металлической облицованной трубы, которая содержит металлическую трубу 1, внутреннюю облицовку 2 и концентрично расположенные внутри конца трубы 1 защитную металлическую втулку 3. Металлическая труба 1, начиная от расстояния удаления конца внутренней облицовки 2 от торца металлической трубы 1, при котором не произойдет их разрушение от тепла сварки, и на длине защемления концов внутренней облицовки 2 внутренними концами защитной металлической втулки 3 выполнен с большим внутренним диаметром, чем концы металлической трубы 1 без внутренней oблицовки 2, а конец внутренней облицовки 2 защемлен внутренним концом защитной металлической втулки 3.
На фиг, 2 и 3 показаны поперечные разрезы металлической облицованной трубы, где защитные металлические втулки 3 при большой толщине стенки внутренней облицовки 2 выполнены с большей толщиной стенки на длине концов металлической трубы 1 без внутренней облицовки 2. В одном случае защитная металлическая втулка выполнена цельным, а в другом случае - между концом внутренней поверхности металлической трубы 1 без внутренней облицовки 2 и наружной поверхностью защитной втулки 3 размещено металлическое кольцо 4.
Металлическая облицованная труба изготавливается следующим образом. Концы металлической трубы 1 на длине защемления концов внутренней облицовки 2 внутренними концами защитной металлической втулки 3 раздают при помощи гидропресса, снабженного дорном на величину, равную удвоенной толщине стенки внутренних концов защитной металлической втулки 3, затем внутреннюю поверхность металлической трубы облицовывают внутренней облицовкой 2. Облицовку внутренней поверхностью металлической трубы 1 производят путем нанесения покрытия на основе органических или неорганических материалов или путем футерования оболочками из пластмасс. При этом внутреннюю поверхность концов металлических труб 1 на длине от их торца, при котором может произойти разрушение внутренней облицовки 2 от тепла сварки, выделяемого и распространяемого по металлу труб 1 при их соединении, оставляют без внутренней облицовки 2. Затем удаленные концы внутренней облицовки 2 защемляют защитными металлическими втулками 3, наружные концы которых образуют единую кромку под сварку с концами металлической трубы 1, и имеют одинаковый внутренний диаметр с облицовкой 2. Защитные металлические втулки 3 могут быть выполнены из коррозионностойкой стали или углеродистой стали с протекторной защитой.
Пример конкретного изготовления металлической облицованной трубы.
Трубу диаметром 273 мм и с толщиной стенки 9 мм, изготовленной по ГОСТу 8732-78 из стали 20, на расстоянии 200 мм от ее торцов раздают при помощи гидропресса, снабженного дорном, с номинального внутреннего диаметра 255 мм до диаметра 267 мм на длине 50 мм, угол перехода с одного диаметра на другой составляет 10-15o. Футеруют внутреннюю поверхность трубы оболочкой из полиэтилена высокой плотности (ПЭВП) марки 273-79 с наружным диаметром 256 мм и с толщиной стенки 6 мм путем протягивания через фильеру при помощи лебедки. После футерования отрезают и удаляют концы полиэтиленовой оболочки на расстоянии 200 мм от торца трубы. Затем концы полиэтиленовой оболочки на длине 60 мм защемляют защитными втулками при помощи гидропресса, снабженного дорном. Защитные втулки изготовлены из стали марки Х18Н10Т и имеют толщину стенки 6 мм, то есть одинаковый размер с толщиной стенки полиэтиленовой оболочки и размером раздачи концов трубы. Все это позволяет получить с одинаковым внутренним диаметром металлическую трубу, облицованную полиэтиленовой оболочкой, что повышает качество металлической облицованной трубы и снижает гидравлические потери в процессе эксплуатации трубопровода.
Используемая литература
1. Патент РФ 2171946, кл. 7 F 16 L 9/02 Труба с внутренней пластмассовой оболочкой /Айдуганов В. М и др. - 20013685/06 Заявл. 26.05.2000 г., опубл. 10.08.2001 г., бюл. 22.
2. Патент РФ 2171945, кл. 7 F 16 L 9/02 Труба с внутренней пластмассовой оболочкой /Айдуганов B, М. 200108822/06 Заявл. , 07.04.2000 г.. опубл. 10.08.2001 г., бюл. 22 .

Изобретение относится к защите труб от внутренней коррозии различными видами покрытий. Труба на длине защемления концов внутренней облицовки внутренними концами защитных металлических втулок выполнена с большим внутренним диаметром, чем концы труб без внутренней облицовки. Изобретение повышает надежность труб. 3 ил.
Металлическая облицованная труба, содержащая концентрично расположенные внутри концов трубы защитные металлические втулки, которыми защемлены концы внутренней облицовки, удаленные от торцов трубы на расстояние, при котором не произойдет их разрушение от тепла сварки, отличающаяся тем, что труба на длине защемления концов внутренней облицовки внутренними концами защитных металлических втулок выполнена с большим внутренним диаметром, чем концы трубы без внутренней облицовки.
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2000 |
|
RU2171945C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2000 |
|
RU2171946C1 |
| US 4122870 A, 31.10.1978 | |||
| US 5678610 A, 21.10.1997 | |||
| DE 3324760 A1, 19.01.1984. | |||

