Изобретение относится к способу изготовления сердечника, в частности сердечника со спиральной намоткой, получаемого из наложенных один на другой слоев картона путем их намотки, склеивания и сушки.
Волокна, изготавливаемые в бумажном, полимерном и текстильном производствах, наматываются на сердечники для образования рулонов. Сердечники из картона, в частности сердечники со спиральной намоткой, изготавливают склеиванием слоев картона, наложенных один на другой, и спиральной намоткой в специальной машине для спиральной намотки. При этом ширина, толщина и число слоев картона, используемых для изготовления сердечников, зависят от требований к размерам и прочности сердечника. Ширина слоев составляет 50 - 250 мм, толщина - 0,2 - 1,2 мм и число слоев - 3 - 30. Предел прочности слоев картона соответствует требованиям к прочности сердечника.
Толщина стенки сердечников находится в диапазоне от 0,50 до 18 мм. Чем толще стенка сердечника, тем больше число слоев необходимо для его изготовления. Независимо от числа слоев картона все поступающие в машину спиральной намотки слои имеют одинаковую влажность, например 8%, что соответствует стандартным требованиям к влажности готового сердечника.
Так как для образования толстой стенки сердечника тонкие слои картона соединяют нанесением на их поверхность клея и в связи с низким содержанием сухой массы в клее, 20 - 60%, влажность картона в намоточной машине значительно повышается, обычно до 11 - 18%. Изготовленный таким образом сердечник сушат до достижения значения влажности, соответствующего требованиям заказчика.
Сушку осуществляют продувая поток слабо нагретого воздуха через штабель сердечников. В связи со значительной толщиной стенки сердечников сушка является трудоемким процессом, отнимающим много времени. В процессе сушки в толще материала сердечника неизбежно возникает градиент влажности. Другими словами, вначале высушивается поверхностный слой, а затем внутренние слои. Такой градиент влажности может составлять несколько процентов в единицах влажности на несколько миллиметров. Это видно на графике, представляющем характерный профиль влажности в стенке сердечника. Градиент влажности в сердечнике известной конструкции не сразу устанавливается на постоянном уровне.
После нанесения клея на слой картона его волокна набухают. При сушке по мере понижения влажности волокна сжимаются. Для сушки сердечники устанавливают в штабель так, что они плотно прилегают один к другому. При продувке штабеля сердечников, установленных таким образом, процесс сушки каждого сердечника происходит главным образом с его внутренней стороны. При плотной установке сердечников градиент влажности формируется в одном направлении, например в направлении Z, при котором влажность понижается от зоны вблизи наружной поверхности стенки сердечника к ее внутренней поверхности.
В связи с разностью содержания влаги в стенке сердечника, а также за счет усушки на различных стадиях процесса сушки волокна картона разрыхляются и в стенке сердечника развиваются относительно высокие внутренние напряжения, которые также являются результатом разности углов расположения полос картона в стенке в зависимости от геометрии спиралей сердечника. В худшем случае эти напряжения могут привести к образованию дефектов в материале сердечника. В любом случае напряжения ослабляют прочность сердечника, когда последний находится под действием деформируемых усилий, причем наиболее характерным примером такого воздействия является нагрузка от патрона, так как рулон материала опирается на сердечник через относительно короткие патроны.
Внутренние напряжения определяют проведением испытаний тонкого кольцевого образца материала, который вырезают из сердечника, или испытанием сердечников, подвергнутых сушке и обработке различными методами, с помощью установки для испытания патронов на жесткость.
Например, документы EP 0 699 518 и EP 0 534 162, относящиеся к предшествующему уровню техники, касаются проблем влажности бумажных сердечников. Предметом изобретения, представленного в патентном документе EP 0 699 518, является способ и устройство для изготовления бумажной трубы или сердечника с низкой влажностью, что позволяет наматывать на него сенсибилизированный материал сразу же после изготовления сердечника. Это достигается регулированием влагосодержания бумаги - основы до заданного значения (например 6 ± 1%) путем нанесения настолько незначительного количества водорастворимого клея, что вблизи боковой кромки бумаги - основы образуется только продольный валик из клея. Готовая труба не требует сушки или охлаждения, что позволяет исключить время и производственные площадки, необходимые для сушки и охлаждения. Документ EP 0 699 518 описывает способ получения готового сердечника, имеющего минимально возможное значение содержания влаги.
Целью изобретения, представленного в патентном документе EP 0 534 162, является создание сердечника для фотографического светочувствительного материала, изготовленного из древесного материала, который может быть подвергнут вторичному использованию или может разлагаться в природных условиях. Такой сердечник содержит центральный стержень из бумаги и буферный слой из древесной пульпы, плотность которой не превышает 0,1 г/см3, причем буферный слой снабжен усиливающим слоем бумаги с пределом прочности по меньшей мере 0,3 кг на ширину 15 мм. Документ EP 0 534 162 описывает способ изготовления сердечника специального назначения, т. е. сердечника для намотки светочувствительного материала.
Целью настоящего изобретения является создание способа уменьшения, устранения напряжений или даже изменения направления воздействия этих напряжений, чтобы повысить прочность и стойкость сердечников к нагрузкам, в частности нагрузкам от патронов.
В способе согласно изобретению сердечник изготавливают намоткой наложенных один на другой слоев картона, их склеиванием и сушкой, причем способ характеризуется тем, что содержание влаги по меньшей мере в некоторых слоях картона, поступающих на стадию намотки, обеспечивают отличным в одном слое от другого, формируя постепенное ступенчатое изменение содержания влаги внутри стенки изготавливаемого сердечника с возрастанием содержания влаги в направлении к наружной поверхности сердечника.
Как было указано выше, в известных способах для изготовления сердечников из картона используют слои картона, имеющие одинаковую влажность. При сушке такого сердечника градиент влажности формируется таким образом, что вначале высушиваются слои, расположенные ближе к внутренней стенке (или стенкам), в результате чего возникают нежелательные напряжения.
В соответствии с настоящим изобретением в процессе изготовления картона в картоноделательной машине и/или разрезания полотна картона на полосы различной ширины, предназначенные для размещения в различных слоях стенки сердечника, полосам картона задают различные значения влажности.
Согласно способу содержание влаги в слоях, т.е. ступенчатое изменение влажности, выбирают в соответствии с градиентом влажности, формируемым в стенке сердечника при его сушке. При этом напряжения, создаваемые в материале сердечника, минимальны.
В соответствии с изобретением для получения ступенчатого изменения вначале определяют профиль градиента влажности путем термодинамических расчетов или проведения испытаний.
Требуемые значения разности содержания влаги обеспечивают в машине спиральной намотки путем изменения и/или регулирования способа склеивания различных слоев картона, например путем одно- или двухстороннего склеивания.
Согласно другому аспекту изобретения требуемые значения разности содержания влаги обеспечивают в машине для спиральной намотки, используя по меньшей мере один тип клея для склеивания различных слоев картона.
Согласно еще одному аспекту изобретения требуемые значения разности содержания влаги обеспечивают в машине для спиральной намотки путем изменения свойств клея, используемого для склеивания различных слоев картона.
Требуемые значения разности содержания влаги обеспечивают в машине для спиральной намотки путем изменения содержания сухой массы клея, используемого для склеивания различных слоев картона.
Известные из уровня техники способы характеризуются тем, что все слои для формирования сердечника имеют одинаковое содержание влаги, например 8%. Исходное содержание влаги внутренних слоев сердечника, изготовленного по способу согласно изобретению, составляет, например, 6%, по мере приближения к наружным слоям сердечника оно повышается сначала до 7%, затем до 8,5% и на наружной поверхности сердечника достигает около 10%. В процессе склеивания содержание влаги дополнительно повышается за счет воды, содержащейся в клее и удаляемой в процессе сушки. Однако первоначально обеспеченное ступенчатое постепенное изменение значений влажности поддерживается на всех этапах, в результате чего предотвращается возникновение напряжений в процессе сушки. Указанные выше значения влажности являются наиболее характерными, но возможна разработка других соотношений для получения ступенчатого профиля изменения влажности в соответствии с конкретными требованиями, например требуемой величины содержания влаги готового сердечника. Более того, например, внешний слой может быть оставлен более сухим для ускорения процесса сушки или слои на обеих поверхностях стенки сердечника могут иметь меньшее значение влажности с учетом обеспечения желаемого градиента и в соответствии с режимом сушки.
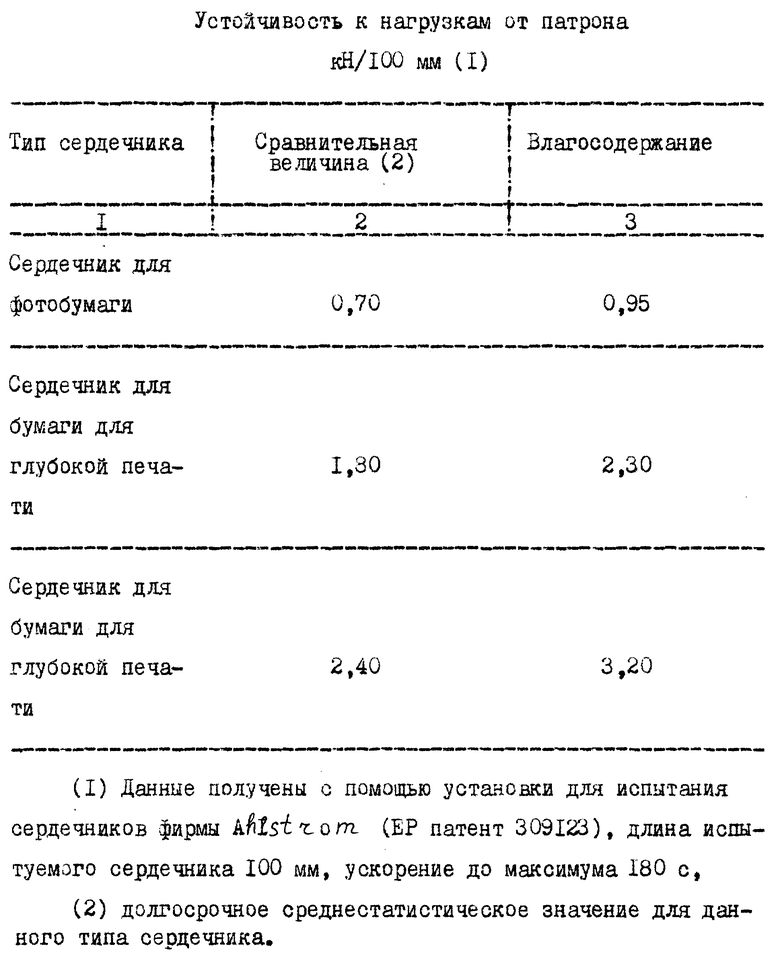
Устойчивость к нагрузкам от патрона сердечника, выполненного в соответствии с настоящим изобретением, на 50% выше по сравнению с указанным параметром известных сердечников, находящихся под действием нежелательных напряжений. В нижеуказанной таблице представлены сравнительные величины сопротивления сердечников, изготовленных по ранее известным способам и по способу, описанному в настоящем изобретении.
Способ согласно изобретению может быть использован для изготовления предварительно напряженных сердечников, для чего после сушки повышают влажность сердечника, создавая растягивающее напряжение в структуре сердечника.
Сердечник, содержащий наложенные один на другой слои картона, согласно изобретению содержит по меньшей мере несколько слоев картона, содержание влаги в которых при поступлении на стадию намотки преднамеренно обеспечено отличным один от другого, при этом обеспечено постепенное ступенчатое изменение содержания влаги в стенке формируемого сердечника с возрастанием содержания влаги в направлении к наружной поверхности сердечника.
Изобретение не ограничивается указанными выше примерами и может быть реализовано в других вариантах и областях применения без отступления от основной идеи, определенной формулой изобретения.
Изобретение относится к способу изготовления сердечников, применяемых в бумажном, текстильном и полимерном производствах, и к сердечникам, в частности, к сердечникам со спиральной намоткой из наложенных одного на другой слоев картона путем намотки, склеивания и сушки таким образом, что величина содержания влаги по меньшей мере части слоев, поступающих на стадию намотки, отличается в одном слое от другого, благодаря чему обеспечивают постепенное ступенчатое изменение содержания влаги в стенке сердечника, что уменьшает возможность возникновения нежелательных напряжений на стадии сушки и приводит к повышению прочности и стойкости сердечника к нагрузкам, в частности нагрузкам от патронов. 2 с. и 7 з.п.ф-лы, 1 табл.
| Устройство для ввода информации | 1978 |
|
SU699518A1 |
| Ускоряющая секция односекционного линейного ускорителя на бегущей волне | 1975 |
|
SU534162A1 |
| Многослойная витая картонно-бумажная труба | 1985 |
|
SU1391942A1 |
| Способ изготовления картонных гильз для намотки ролевой бумаги | 1990 |
|
SU1715654A1 |
| US 3524779 A, 18.08.70. | |||

