2 2
7
11391942
Изобретение относится к многослойным витым картонно-бумажным трубам, лолучеиньш путем непрерывной спиральпркл тр ва
навивки полос бумаги и картона На горячую оправку.
Целью изобретения является удешевление процесса изготовления трубьь
На чертеже представлена схема 1кавивки предлагаемой многослойной картонно-бумажной трубы, I Процесс производства витых труб состоит из трех этапов: нарезка картона, бумаги, пленки в бобины5 навивка труб; обрезка труб необходимой I длины о
Нарезка картона, бумаги и пленки производится на бобннорезательных станках. Дня производства труб применяются в основном бобины шириной 120-145 мм.
Вторым и самым важным этапом является навивка трубы, Б зависимости от толщины стенки трубы требуется соответствующее количество бобин Бобины закрепляются на раскатах гиль зонавивного станка (не показан). Обычно станок имеет два блока раскатов. Для случая, показанного на чертеже, один блок включает три раска- та, второй - шестьи
Ленты картона или бумаги с отдельных бобин проводятся через ванны с силикатным клеем (не показано)с Нанесение клея производится погруже нием картона или бумаги в ванны. Избыток клея снимается специальными шабер ами, после чего ленты картона и бумаги подаются на форматный вал 1. Полосы 2 выполнены из картона -или бумаги, полоса 3, образующая внутренний слой трубы, выполнена из поли- этилентерефталатной пленки, ламинированной полиэтиленом, полоса 4 представляет собой бумагу, ламинированную полиэтиленом. Скорость передвижения трубы 5 по форматному валу
1равна 2-8 м/мин, В зависимости от диаметра изготавливаемой трубы полосы материала наматьюаются на форматный вал 1 под определенным углом Угол регулируется положением блоков раскатки, где укреплены бобины с материалом.
Склеивание- средних слоев картона
2между собой и с наружным слоем 4
0
5
0
5
0
5
0
5
0
5
производят как сказано силикатным клеем Для повьш ения водостойкости трубы для склеивания наружного слоя 4 со средним слоем 2 можно использовать латекс или латексные композиции.
Внутренний слой 3 склеивается с прштегающим к нему средним лоем за счет додплявления полиэтилена, возникающего в процессе контакта последнего с форматным валом 1, нагретым дс температуры 120-130 С„
Передвижение трубы 5 по форматному валу 1 осуществляется при помощи круговращения ремней 6, охватывающих трубу 5 о
Обрезка труб необходимой длины может производиться автоматически. Для обрезки применяется дисковая пила 7.
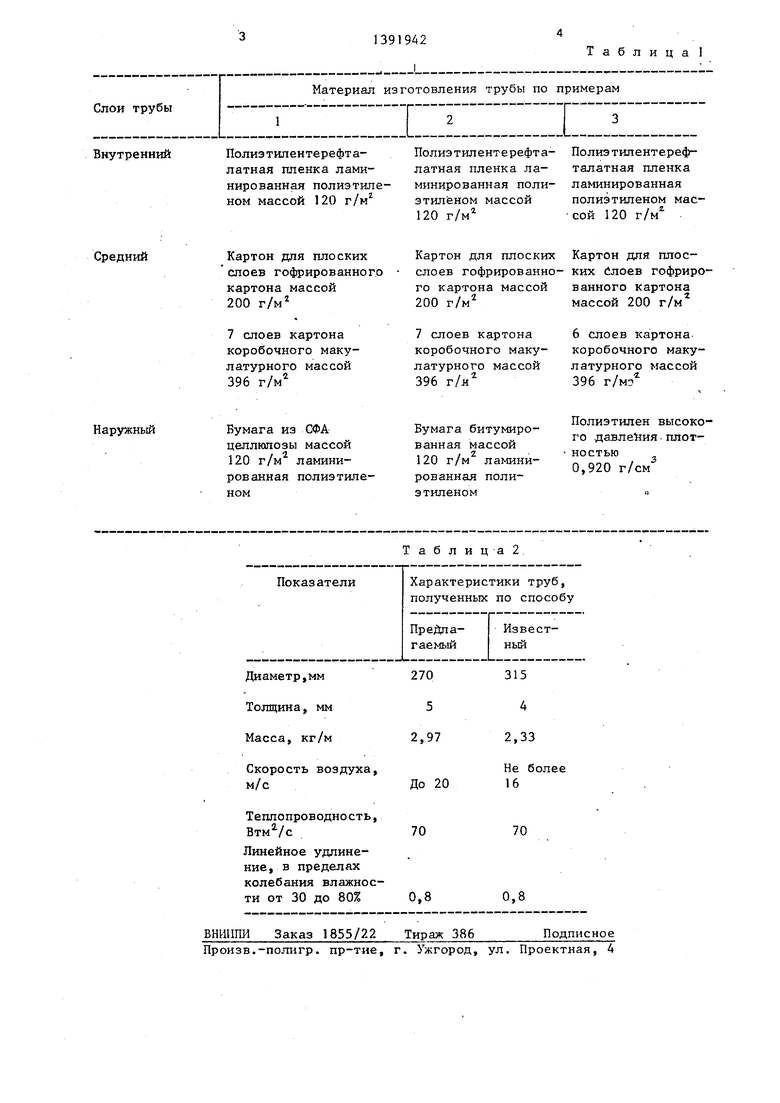
В табл„1 приведены примеры, выполнения конструкции трубы. В табл.2 представлены технические характеристики многослойных витых картонно- бумажных труб, полученных в соответствии с предлагаемым изобретением и по прототипу о
Использование витых многослойных картонно-бумажных труб в качестве воздуховодов в теплицах позволит получить .эффект в сумме 3 рубо на 1 пог.м-трубы за счет экономии металла. При ориентировочной потребности в таких трубах 2 мпнопог м в год ожидаемая экономия составляет 6 млно рублей о
Формула изобретения
Многослойная витая картонно-бу- ыажная труба, состоящая из нескольких средних слоев бумаги или картона, склеенных между . собой и с внешним слоем, выполненным из бумаги или картона, покрытых полимерной пленкой, и внутреннего слоя с лами- натом, отличающаяся тем, что 5 с целью снижения себестоимости изделия при обеспечении заданных производственных характеристик, внутренний слой трубы выполнен из поли- этилентерефталатной пленки, при этом ламинат контактирует со сред- ним слоем изделия.
Полиэтилентерефта- латная пленка ламинированная полиэтиленом массой 120 г/м
Полиэтилентереф- талатная пленка ламинированная полиэтиленом массой 120 г/м
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления картонных гильз для намотки ролевой бумаги | 1990 |
|
SU1715654A1 |
| Способ производства многослойного коробочного картона | 1983 |
|
SU1141133A1 |
| БУМАЖНЫЙ МНОГОСЛОЙНЫЙ СКЛЕЕННЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ГИЛЬЗ | 1992 |
|
RU2037003C1 |
| Способ разделения макулатуры из картона, ламинированного полиэтиленом, на компоненты | 2023 |
|
RU2822071C1 |
| УСТРОЙСТВО НАМОТКИ И ФОРМИРОВАНИЯ ЗАГОТОВОК БУМАЖНЫХ МНОГОСЛОЙНЫХ МЕШКОВ С ЛАМИНИРОВАННЫМ СЛОЕМ | 2002 |
|
RU2233745C1 |
| Способ сортирования смешанной макулатуры | 1989 |
|
SU1677119A1 |
| Способ подготовки макулатурной массы для изготовления элементарных слоев многослойной бумаги и картона | 1989 |
|
SU1719503A1 |
| Способ производства многослойного коробочного картона | 1985 |
|
SU1328417A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КАРТОННЫХ НАВИВНЫХ БАРАБАНОВ | 1998 |
|
RU2175605C2 |
| ЛАМИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ И ПРОИЗВЕДЕННЫЕ ИЗ НЕГО УПАКОВОЧНЫЕ ЕМКОСТИ | 2016 |
|
RU2732270C2 |
Изобретение относится к витым картонно-бумажным трубам, используемым в теплицах. Цель изобретения - снижение себестоимости изделия при обеспечении заданных производственных характеристик. На форматный вал 1 подают полосы 2 из картона или бумаги, а полоса 3 для внутреннего слоя трубы выполнена из полиэтилен- терефтапатной пленкиj ламинированной полиэтиленом. Полосы 4 состоят из бумаги для получения трубы 5 а полосы 2 склеивают силикатным клеем I ил., 2 табЛо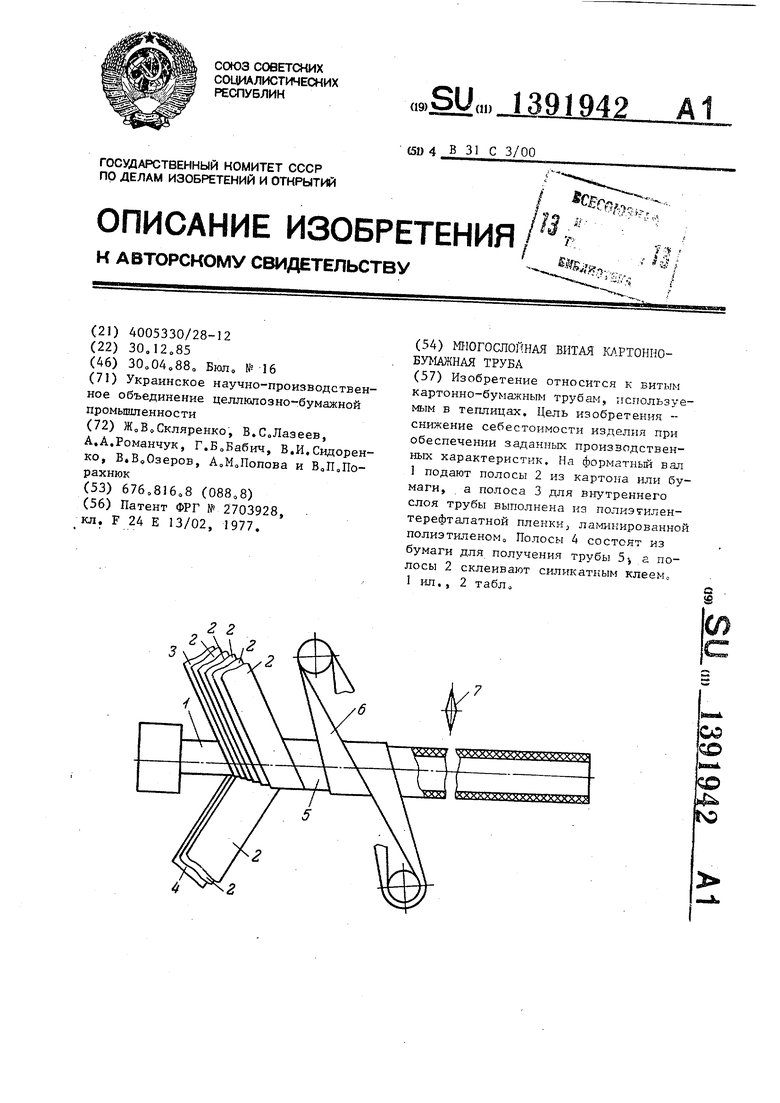
Картон для плоских слоев гофрированного картона массой 200 г/м
7 слоев картона коробочного макулатурного массой 396 г/м
Бумага из СФА целлюлозы массой 120 г/м ламинированная полиэтиленом
Диаметр,мм Толщина, мм Масса, кг/м
Скорость воздуха, м/с
Теплопроводность,
Линейное удлине- ние, в пределах колебания влажности от 30 до 80%
ВНШ11Ш Заказ 1855/22 Тираж 386
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, А
Картон для штос- ких Слоев гофриро-
ванного картона массой 200 г/м
6 слоев картона, коробочного макулатурного массой 396 г/мз
Полиэтилен высокого давле йия. плотностью0,920 г/см
Таблиц а 2
70
70
0,8
0,8
Подписное
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) | 2019 |
|
RU2703928C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
