Настоящее изобретение относится к способу производства волокон из оптически анизотропного прядильного раствора, в котором прядильный раствор экструдируют через прядильные отверстия, сгруппированные по крайней мере в одну прядильную секцию, и в котором экструдаты проходят последовательно через инертный газ и коагуляционную ванну.
Этот способ известен из Японской выложенной заявки N 1986-239012, в которой описывается способ формования нитей из поли(парафенилентерефтальамида) (ППТА), где нити, которые формуются с помощью прядильных отверстий, группируются с образованием прямоугольника. Соотношение длин длинной стороны прямоугольника и его короткой стороны должно составлять по крайней мере 4. В коагуляционной ванне предусмотрено отверстие, также прямоугольное, под прядильной секцией. Поскольку как прядильная секция, так и отверстие в коагуляционной ванне, являются прямоугольными, пучок нитей является также прямоугольным. Как результат этой прямоугольной формы пучка, в коагулянте образуется очень немного завихрений, часть которых выходит из коагуляционной ванны вместе с нитями. Это ведет к существенному уменьшению образования нитей в коагуляционной ванне (где нити еще не являются полностью коагулированными) и делает возможным увеличение скорости прядения.
В примерах из описания указанного Японского патента получают нити с хорошей прочностью. Эта прочность приписывается прежде всего низким концентрациям серной кислоты (0 и 10%) в коагулянте и большому среднему расстоянию между прядильными отверстиями (так называемый шаг). Низкая концентрация кислоты, которая может поддерживаться только путем обработки коагулянта и его замены, и большой шаг, который делает необходимым использование большого оборудования по отношению к числу получаемых нитей, делает описанный способ дорогостоящим с очень большим потоком отходов.
Кроме того, при больших скоростях формования необходимо иметь давление, близкое к атмосферному, ниже коагуляционной ванны, это необходимо в порядке дополнительного увеличения скорости коагулянта и уменьшения таким образом натяжения в нитях.
Если в способе по описанию Японского патента шаг прядильных отверстий уменьшают в порядке увеличения их количества (и, таким образом, числа нитей) на единицу площади, нити в коагуляционной ванне слипаются друг с другом при рассмотренных выше скоростях формования, приводя к конечному продукту, непригодному для предусматриваемых применений, требующих высокого качества (например, тканые материалы или армирование композита).
Технической задачей настоящего изобретения является создание способа, делающего возможным высокоскоростное формование (≥300 м/мин) множества нитей, имеющих физические свойства от хороших до очень хороших.
Данная техническая задача решается за счет того, что в способе для получения нитей из оптически анизотропного прядильного раствора, в котором прядильный раствор экструдируют через прядильные отверстия, сгруппированные по меньшей мере в одной прядильной секции, и экструдаты последовательно проходят через инертный газ и коагуляционную ванну, согласно изобретению отношение расстояния между прядильными отверстиями к ширине прядильной секции составляет больше чем 0,15 и меньше чем 0,7, и ширина прядильной секции является меньшей чем 5 мм.
При этом прядильные отверстия могут группироваться в более чем одной прядильной секции, а прядильная секция или прядильные секции могут являться прямоугольными.
Кроме того, прядильные секции могут быть расположены по кругу, и продольное направление каждой из прядильной секций может совпадать с радиусом.
Дно коагуляционной ванны может быть снабжено, на каждую прядильную секцию, прямоугольным отверстием, которое имеет длину большую, чем прядильная секция, и является более узким по ширине.
Дно коагуляционной ванны может быть снабжено по меньшей мере двумя отверстиями, и соседние края соседних отверстий находятся на различных уровнях.
Расстояние, проходимое нитевидными экструдатами через среду инертного газа, может составлять более чем 0,5 мм, и менее чем 8 мм.
Предпочтительно, указанное отношение расстояния между прядильными отверстиями к ширине прядильной секции (которое легко вычисляется путем деления шага в миллиметрах на длину прядильной секции, также в миллиметрах) находится в пределах от 0,20 до 0,55, прядильная секция имеет ширину в пределах от 1,5 до 4 мм, и шаг находится в пределах от 0,3 до 0,7 мм. Кроме того, прядильная секция является предпочтительно прямоугольной.
Неожиданно было обнаружено, что использование настоящего способа делает возможным производство волокон, имеющих хорошие физические свойства, при малом шаге (а следовательно, при большом количестве волокон на единицу площади), при сравнительно высокой концентрации кислоты в коагуляционной ванне, что в результате дает экономичный способ с малым потоком стоков. Как можно увидеть из примера, количество слипаний, происходящих при осуществлении способа (от волокон, имеющих контакт перед этим, происходит достаточная коагуляция наружной оболочки) является низким.
Способ по настоящему изобретению делает возможным использование сравнительно компактного прядильного оборудования или снабжения существующего прядильного оборудования многоканальными мундштуками с более высоким числом прядильных отверстий. Например, производство на существующем прядильном оборудовании может быть увеличено от 1000 до 2000 или 3000 волокон на прядильную позицию.
Благоприятные результаты по всей вероятности связаны с низким сопротивлением, которое встречает коагулянт, когда он протекает во внутреннюю часть пучка волокон (альтернативно, это может упоминаться как высокая проницаемость пучка волокон). Сопротивление зависит от способа протяжки, то есть от половины ширины пучка волокон и расстояния между различными нитями (шаг).
Предпочтительно прядильные отверстия группируют в более чем одну прядильную секцию. Различные секции затем располагают одну напротив другой так, чтобы обеспечить наименьшее возможное сопротивление входящему потоку коагулянта и самое полное возможное устранение возмущений в коагуляционной ванне.
Кроме того, отдельные прядильные секции предпочтительно располагают так, что максимальное расстояние между наружными нитями является относительно низким в момент экструзии из прядильных отверстий различных прядильных секций, так что сходимость, скажем, к направляющей может быть низкой.
Одним из наиболее эффективных способов расположения прямоугольных прядильных секций является форма прядильных секций, которые распределены на одинаковом расстоянии друг от друга по кругу, при этом продольное направление каждой из прядильных секций совпадает с радиусом. Такое расположение сильно (или совсем) замедляет приходящий поток коагулянта и дает низкую сходимость для каждого из пучков волокон.
Для дальнейшего понижения сходимости в пучке волокон или в пучках волокон является предпочтительным создавать на дне коагуляционной ванны по прямоугольному отверстию на каждую прядильную секцию, которая имеет длину большую, чем у прядильной секции, и является несколько более узкой по ширине. В этом случае ни длина, ни ширина отверстия в дне коагуляционной ванны не приводит к сходимости пучка нитей, и нити предохраняются от прижимания друг к другу или от получения повреждений от трения о край отверстия.
Физические свойства нитей, получаемых по способу по настоящему изобретению, могут быть дополнительно усилены с помощью выбора диапазона расстояний, проходимых нитевидными экструдатами через среду из инертного газа (газовый зазор), больший чем 0,5 мм, и меньший чем 8 мм.
Когда используют очень маленькие воздушные зазоры (скажем, меньшие чем 2 мм), существует риск, что коагулянт, который всегда проявляет некоторое движение под действием пучка нитей (вибрации, небольшие волны и тому подобное) придет в контакт с многоканальным мундштуком. Когда это происходит, вредное воздействие на процесс может достигать такой степени, что потребуется его приостановка. Следовательно, если требуется использование очень малых воздушных зазоров, главным является иметь как можно более спокойную поверхность коагуляционной ванны. Неожиданно было обнаружено, что степень, до которой поверхность коагуляционной ванны находится в движении, сильно зависит от геометрии дна коагуляционной ванны. Если используют более чем две прядильные секции и соответствующее количество выходных отверстий в дне коагуляционной ванны, степень, до которой осуществляется движение на поверхности коагулянта, может быть существенно понижена путем введения изменений по высоте или на дне. Очень простым и эффективным исполнением этого является такое, где края соседних отверстий находятся на различных высотах ("на различных уровнях"). Возможное объяснение этого явления приведено ниже.
На краях выходных отверстий жидкость, которая приносится выходящим пучком нитей, останавливается или подвергается трению. Из-за инерции жидкость сохраняет (частично) свою скорость и протекает параллельно дну в направлении соседнего выходного отверстия. Однако приходящий поток коагулянта также приобретает направление от этого соседнего выходного отверстия, что дает столкновение потоков, текущих в противоположных направлениях. В результате жидкость выталкивается, и поверхность коагуляционной ванны подымается выше этой точки застоя. Очевидно, что затруднение протекания коагулянта составляет значительное ограничение при выборе воздушного зазора; после всего необходимо предотвратить коагулянт от вступления в контакт с многоканальным мундштуком.
Когда рассмотренные выше потоки сходятся вместе на различных уровнях, описанное затруднение протекания не происходит. Наоборот, поскольку скорость одного из потоков (то есть текущего из нижнего края) уже имеет компонент, направленный по направлению к поверхности жидкости, существует поглощение, и поверхность жидкости остается спокойной.
Если коагуляционная ванна имеет глубину большую чем 10 мм, и меньшую чем 20 мм (предпочтительно меньшую чем 15 мм), с одной стороны, нити встречают только небольшое сопротивление в ванне, и потребление коагулянта является низким, а с другой стороны, время пребывания в коагуляционной ванне является достаточно долгим для достижения требуемой коагуляции.
Необходимо отметить, что Европейский патент 172001 описывает способ для формования арамидной пряжи, в котором предусматривается использование прямоугольных прядильных секций с малой шириной и малым шагом. Однако этот процесс является существенно отличным от процесса по настоящему изобретению, поскольку коагулянт не содержится в ванне, но подается в форме водопада. Из-за сильного потока в водопаде и небольшого числа рядов нитей сопротивление, встречаемое коагулянтом в пучке нитей не составляет заметной части.
Способ по Европейскому патенту 172001 включает очень высокое потребление коагулянта. Более того, в примерах используется только вода (0% серной кислоты). В результате (очень большой) поток коагулянта должен подвергаться дорогостоящей последующей обработке и/или нейтрализации.
Необходимо также отметить, что в Японской выложенной заявке N 1985-065110 описывается способ, в котором используются многоканальные мундштуки, имеющий 20 -прядильных секций, каждая - с 50 прядильными отверстиями. Шаг составляет 1,5 мм, что дает низкое количество нитей на единицу площади.
Коагулянт, используемый в обсуждаемом способе, представляет собой воду, содержащую 0% или 10% серной кислоты, так что этот способ по всей вероятности сопряжен с большим потоком стоков.
Отмечается, что во французском патенте A-1102056 (дата подачи 16 июня 1947 года) описывается очень маленький многоканальный мундштук с большим количеством прядильных отверстий. Такие многоканальные мундштуки могут использоваться только при по-настоящему влажных прядильных процессах, то есть при процессах, которые не включают воздушный зазор (например, формование вискозы), и в которых экструдированные нити непосредственно контактируют с коагулянтом и коагулируют. По-настоящему влажные прядильные процессы по этой причине не сталкиваются со слипанием нитей и с проблемами, связанными со свободной поверхностью коагулянта. Кроме того, в указанной публикации предписывается, чтобы прядильные отверстия были сгруппированы в прядильные секции, и ширина групп не должна превышать двух отверстий, хотя изобретение дает возможность использования большей ширины.
Европейский патент A-0168879 относится к способу, включающему использование двух или более отдельных, отделенных друг от друга прядильных секций. Секции по Европейскому патенту A-0168879 являются довольно большими, и получаемые нити оставляют желать лучшего в отношении механических свойств и однородности пряжи, особенно, если процесс проводится при высокой скорости.
В рамках области действия настоящего изобретения термин "шаг" используется для обозначения среднего расстояния между центрами прядильных отверстий у соседних прядильных отверстий.
Настоящее изобретение в дальнейшем будет иллюстрироваться со ссылками на пример и фигуры. Нет необходимости говорить, что настоящее изобретение иллюстрируется, но не ограничивается этим примером.
Фиг. 1 представляет вид снизу многоканального мундштука по настоящему изобретению, снабженного восемью прямоугольными прядильными секциями.
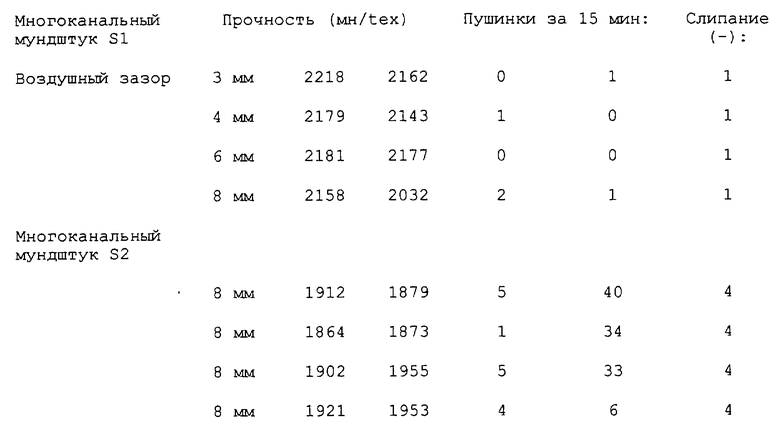
Фиг. 2 представляет более подробно две из восьми прядильных секций многоканального мундштука согласно фиг. 1.
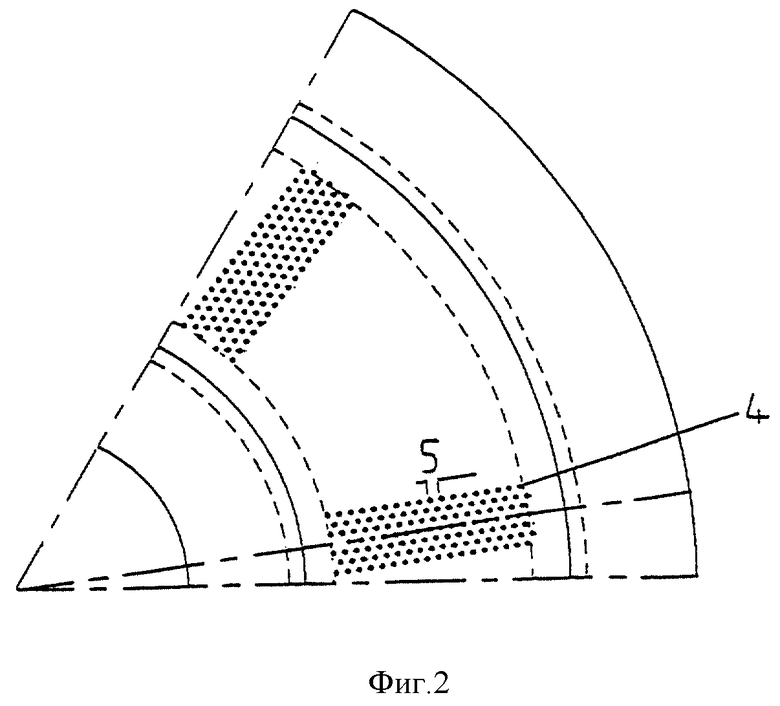
Фиг. 3 представляет вид снизу многоканального мундштука, служащего в качестве сравнительного примера.
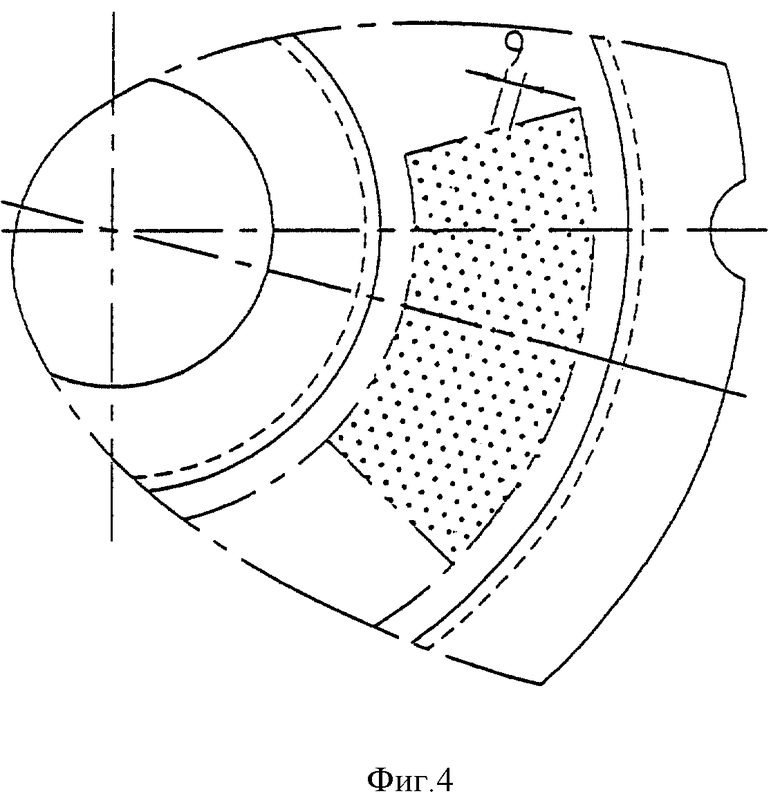
Фиг. 4 представляет более подробно одну из прядильных секций многоканального мундштука согласно фиг. 3.
Пример
Способом, аналогичным способу, описанному в примере 6 патента США 4308374, получают поли(парафенилентерефтальамид), используя смесь N-метилпирролидона и хлорида кальция. После нейтрализации, промывки и сушки получают полимер, имеющий исходную вязкость 5,4.
Полимер растворяют в серной кислоте 99,8% концентрации по способу, описанному в примере 3 патента США 4320081. Полученный таким образом прядильный раствор имеет концентрацию полимера в 19,4%.
Прядильный раствор формуют, используя различные многоканальные мундштуки.
Первый круговой многоканальный мундштук 1, показанный на фиг. 1 и 2, имеющий наружный диаметр 57 мм (в таблице этот многоканальный мундштук обозначен символом S1), снабжен восемью прямоугольными прядильными секциями 2 (шириной 2,58 мм, обозначены как 3 на фиг. 1, и длиной 9 мм), имеющими, каждая, 125 прядильных отверстий 4. Прядильные отверстия 4 имеют диаметр 65 мкм и расстояния от одного до другого (шаг) 5 в 0,5 см (отношение шага 5 к ширине прядильной секции составляет таким образом 0,2).
Второй круговой многоканальный мундштук 6, обозначенный на фиг. 3 и 4 (в таблице этот мундштук обозначен символом S2), служащий в качестве сравнительного примера, имеет наружный диаметр 57 мм и снабжен четырьмя прядильными секциями 8 (имеющими постоянную ширину 7 в 9,5 мм), отслеживающими, каждая, кривую окружности кругового многоканального мундштука, и включающими, каждая, 250 прядильных отверстий. Прядильные отверстия имеют диаметр в 65 мкм и расстояние от одного до другого 9 в 1,0 мм (отношение шага 9 к ширине 7 прядильной секции 8 составляет, таким образом, 0,11).
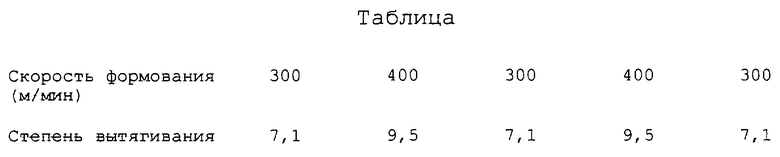
Прядильный раствор пропускают через воздушный зазор, как показано в таблице. Коагуляционная ванна с дном одного уровня или плоским дном (имеющая глубину в 10 мм) снабжается восемью или четырьмя отверстиями, соответственно (S1: прямоугольное 2,0 мм х 15 мм; S2: круговое с диаметром в 5 мм), расположенными, каждое, непосредственно под прядильной секцией.
Коагулянт получают из воды, имеющей концентрацию серной кислоты в 20% и температуру в 10oC. Скорости формования и степени вытягивания обозначены в таблице. Физические свойства определяют согласно стандарту ASTM D 885.
Термин пушинки используют для обозначения различных неоднородностей (возникающих из-за разрывов, навертывания нитей на валки и тому подобное) у производимой пряжи.
Степень слипания определяют визуально. 1 означает, что слипание отсутствует или присутствует в незначительной степени (менее чем 1% нитей подвержены слипанию), 5 означает очень сильную степень слипания (более чем 25% нитей подвержены слипанию).
Нити, произведенные с использованием S1, имеют значительно большую прочность, чем нити, полученные с использованием S2. Кроме того, количество слипаний также является гораздо меньшим. Далее, ввиду наличия доступного пространства, количество прядильных секций в многоканальном мундштуке, таком как S1, может быть увеличено, скажем, до 12 или 16, в то время как S2 не дает такой возможности.
Третий круговой многоканальный мундштук (S3; этот многоканальный мундштук, если не указано иного, соответствует S1), имеющий наружный диаметр 75 мм, снабжен восемью прямоугольными прядильными секциями (шириной 2,58 мм и длиной 18 мм), имеющими, каждая, 250 прядильных отверстий, дающих в целом 2000 нитей. Прядильные нити имеют диаметр в 65 мкм и отделены друг от друга на 0,5 мм.
Многоканальный мундштук S3 используют для формования прядильного раствора, описанного выше (при условиях, которые, если не указано иного, соответствуют условиям, описанным выше), с использованием воздушного зазора в 6 мм и скорости формования 300 м/мин. Полученная пряжа имеет прочность 2202 мн/tex. Количество пушинок за 15 минут составляет 4, и они не слипаются.
Изобретение относится к способу для получения нитей из оптически анизотропного прядильного раствора, в котором прядильный раствор экструдируют через прядильные отверстия, сгруппированные по меньшей мере в одной прядильной секции, и экструдаты последовательно проходят через инертный газ и коагуляционную ванну, причем отношение расстояния между прядильными отверстиями к ширине прядильной секции составляет больше 0,15 и меньше 0,7 и ширина прядильной секции является меньше 5 мм. Изобретение дает возможность формовать множество нитей с хорошими физическими свойствами, высокой скоростью и со сравнительно низкой концентрацией кислоты в коагулянте без распространенного слипания. 6 з.п. ф-лы, 4 ил., 1 табл.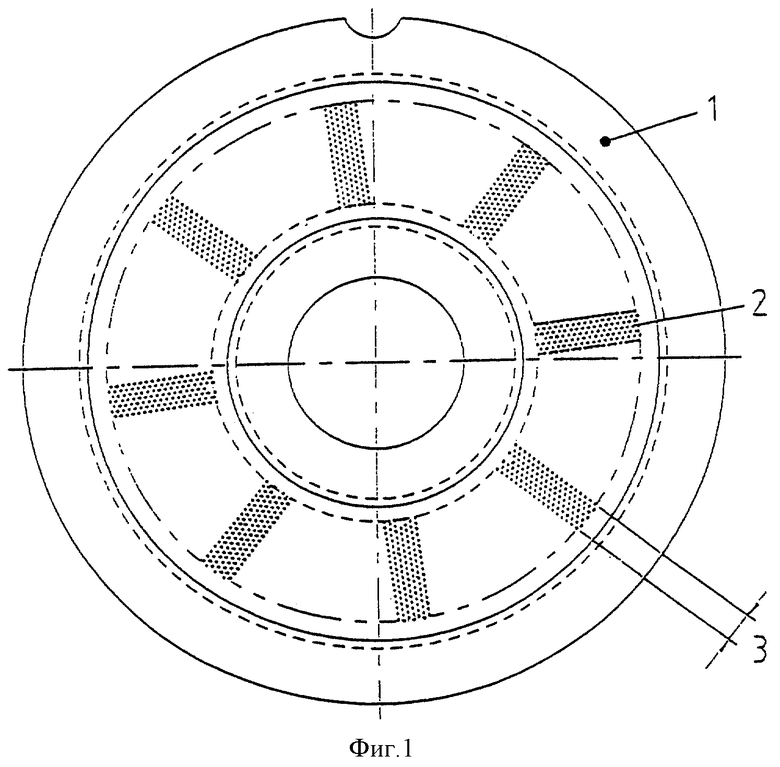
| EP 0168879 A1, 22.01.86 | |||
| FR 1102256 A, 17.10.55 | |||
| 0 |
|
SU172001A1 | |
| Устройство для уравновешиванияшпиНдЕля пРиВОдА пРОКАТНыХ ВАлКОВ | 1979 |
|
SU820948A1 |
| Приспособление к машине "Коттон", предотвращающее злоупотребления счетной цепью | 1932 |
|
SU29219A1 |

