Изобретение относится к способу получения волокон из полиамида, состоящего полностью или большей частью из поли(пара-фенилентерефталамида), по которому массу для формования получают путем охлаждения, по крайней мере, 98% концентрированной серной кислоты до температуры, ниже температуры ее коагуляции, с последующим соединением таким образом охлажденной серной кислоты с полиамидом и смешением их с образованием твердой смеси, содержащей в расчете на вес смеси, по крайней мере, 15% полиамида с характеристической вязкостью по крайней мере 2,5, и затем нагреванием полученной твердой смеси и последующей подачей ее под давлением к мундштуку экструдера и формованием ее при помощи процесса формования с воздушной прослойкой.
Такой процесс известен из выложенной нидерландской патентной заявки 7904495. Было найдено, что при помощи этого так называемого способа замораживания можно получить нужную смесь серной кислоты и поли (пара-фенилентерефталамида). Однако для немедленной переработки после расплавления полученному пескообразному раствору не хватает достаточной гомогенности. По этой причине пескообразный раствор нагревают в экструдере перед формованием. Однако не все недостатки можно преодолеть при помощи этой методики. Так как не каждая полимерная гранула будет абсорбировать одинаковое количество серной кислоты, соотношение серной кислоты к полимеру по микроскопической шкале отличается от заданного отношения по макроскопической шкале. В результате этого во время плавления появляется неоднородность. Более того, было найдено, что положительные результаты на практике сильно зависят от точно заданного увеличения давления и изменений температуры в экструдере. Как следствие, имеется значительный риск в нарушении работы экструдера. Было также найдено, что желательно на практике сжимать пескообразный раствор в холодном состоянии, что значительно сокращает возможности увеличить или изменить производительность.
Было также предложено предотвращать неоднородность поли (пара-фенилентерефталамидного) прядильного раствора при помощи улучшенного способа растворения поли (пара-фенилентерефталамида) в серной кислоте. Из RD 232004 известен двухстадийный способ смешения, по которому поли (пара-фенилентерефталамид) и серную кислоту последовательно смешивают в небольшом смесителе с двойным червяком при большой скорости и затем в большом смесителе с двойным червяком при низкой скорости. Этот способ не исключает недостатков, присущих известному процессу замораживания, а также не имеет преимуществ, присущих указанному процессу.
Из опубликованной международной заявки WO 92/07120 известно модифицирование поли (пара-фенилентерефталамидного) прядильного раствора путем добавления в него раствора, содержащего добавки. В этом случае используют статический смеситель. Этот способ также не улучшает вышеуказанный способ замораживания.
Целью изобретения является исключение недостатков известного процесса замораживания. Сущность изобретения состоит в том, что в известном способе, упомянутом в первом абзаце описания, нагревание и обработка повышенным давлением твердой смеси проводятся в устройстве, в котором полимерный раствор проходит через, по крайней мере, две последовательные зоны, а именно зону плавления и зону повышенного давления, причем полимерный раствор как пластифицируется, так и смешивается в, по крайней мере, зоне плавления.
Так как в зоне плавления полимерный раствор превращается из гранулообразной структуры (содержащей много пустот) в жидкость, в этой зоне предпочтительно имеет место дегазификация полимерного раствора при помощи вакуума.
Известные экструдеры сочетают целый ряд функций, а именно пластифицирование, смешение, плавление, дегазификацию и повышение давления. Было найдено, что путем разделения этих функций между, по крайней мере, двумя отдельными зонами, зоной плавления и зоной повышения давления, можно увеличить не только производительность и регулируемость процесса, но и также однородность прядильного раствора, качества пряжи и прочность в петле и в корде.
Более того, было установлено, что в соответствии со способом настоящего изобретения, можно получить прядильные растворы с более высокой концентрацией поли (пара- фенилентерефталамида), чем это возможно, используя экструдер. Формование растворов, имеющих более высокую концентрацию поли (пара-фенилентерефталамида) приводит к получению нитей, имеющих улучшенные физические свойства (более высокие модули и прочность). Соответственно, используя более высокие концентрации поли (пара- фенилентерефталамида), по способу настоящего изобретения можно получить дополнительное улучшение физических свойств (к тем, которые уже названы).
Устройством, которое предпочтительно использовать в качестве зоны плавления, является "пластификатор смешения". Пластификаторы смешения известны, например, среди прочих, из CH 673617, CH 661450, ЕР 422454 и ЕР 451747. Предпочтительно использовать пластификатор смешения непрерывного действия, такой как описано в ЕР 451747. Такие пластификаторы смешения (поставляемые фирмой LIST) имеют преимущество сравнительно хороших характеристик поршневого режима потока, а именно короткое время пребывания. В способе в соответствии с настоящим изобретением время пребывания в пластификаторе может изменяться от 15 минут до нескольких часов, предпочтительное время пребывания - более, чем 30 минут. Обычно пластификатор смешения работает при уровне заполнения от 25 до 70%.
Пластификаторы смешения, предпочтительно используемые в соответствии с настоящим изобретением, содержат полый вращающийся вал, снабженный рядом лопаток или ножей. Вал расположен в цилиндрическом коробе, возможно имеющем ряд крючков с внутренней стороны. Лопатки и крючки расположены относительно друг друга таким образом, что предотвращают образование мертвых зон или они будут образовываться в небольшом количестве, а также предотвращают образование отложений на валу или цилиндрическом коробе. Кроме того, среда нагрева, например вода, проходит через вал и возможно лопатки или ножи, закрепленные на нем. Цилиндрический короб может также нагреваться.
Нет необходимости отмечать, что подача полимерного раствора через пластификатор должна осуществляться при определенной скорости. Это можно сделать, например, путем установки нескольких лопаток или ножей вдоль одного винтового пандуса. В этом случае, движение полимерного раствора будет осуществляться путем расположения лопаток относительно друг друга. Такое движение можно достичь путем крепления каждой лопатки или ножа на вращающемся валу вдоль их собственного винтового пандуса. Лопатки или ножи (или их секции, такие как скребковые устройства) устанавливают под углом к продольной оси вращающегося вала, и каждый из них отдельно будет продвигать полимерный раствор.
Большинство параллельных линий являются "положительными". Это означает, что происходит движение в направлении подачи. Однако, также возможно иметь одну или более "отрицательных" параллельных линий (движение происходит в направлении, обратном направлению подачи). Эти "отрицательные" параллельные линии могут быть использованы для установки распределения времени пребывания и распределения уровня заполнения.
При осуществлении перемешивания с пластифицированием под вакуумом происходит очень тщательная дегазификация прядильного раствора. Для того чтобы не нарушить вакуум, пластификатор заполняют или из двух бункеров под вакуумом по очереди, которые соединены с входным отверстием пластификатора, или пластификатор заполняют с использованием вакуумного запора, который периодически пропускает определенное количество полимерного раствора.
Покидая зону плавления, полимерный раствор входит в зону повышенного давления. Хотя в зоне повышенного давления можно использовать широкий круг насосов, предпочтительно использовать так называемый "бустерный насос", так как насос этого типа работает при низком давлении всасывания и, кроме того, обеспечивает быстрое повышение давления.
Так как большинство насосов, подходящих для использования в зоне повышенного давления, требуют определенного предварительного давления (скажем 2 или 6 бар), то, как правило, необходимо, особенно при дегазификации под вакуумом, увеличить давление в полимерном растворе перед тем, как он достигнет насоса. Для повышения давления можно использовать, например, "лопастной насос".
Однако было установлено, что давление в полимерном растворе можно легко поднять, установив выпускной червяк в конце вращающегося вала пластификатора. Используя такой выпускной червяк, давление полимерного раствора можно значительно увеличить и таким образом исключить необходимость в дополнительном насосе с приводным механизмом.
Повышение давления можно также осуществить охлаждением последней секции пластификатора.
Для увеличения до некоторой степени уровня заполнения секции пластификатора, в котором имеется выпускной червяк, вверх по потоку от выпускного червяка можно поместить перегородку.
Кроме того, на конце выпускного червяка можно установить вязкую уплотняющую прокладку так, чтобы полимерный раствор подпирался в конце выпускного червяка. С одной стороны это гарантирует, что секция пластификатора, содержащая выпускной червяк, остается в значительной степени заполненной, с другой стороны это предотвращает уплотнительные прокладки между вращающимся валом и цилиндрическим коробом от перегрузок и загрязнений.
Способ в соответствии с настоящим изобретением будет проиллюстрирован на описанном ниже варианте воплощения.
Подробности предпочтительного непрерывного перемешивания методом поршневого потока, которые здесь не описаны, могут быть найдены в европейской патентной заявке ЕР 451747, упомянутой выше.
Пластификатор смешения включает цилиндрический сосуд, снабженный стационарными лопатками для подачи материала пластифицирующими лопатками, пластифицирующими крючками, входным отверстием, выпускным червяком и перегородкой. Через входное отверстие в пластификатор периодически подают пескообразный раствор полимера при комнатной температуре. Температуру можно измерять в различных участках, используя точки измерения температуры.
В зоне плавления, которая оборудована лопатками, крючками и отверстием для создания вакуума, полимерный раствор плавится при примерно 80-95oC и пластифицируется.
Затем полимерный раствор выгружают при помощи выпускного червяка. Полимерный раствор подают в бустерный насос, где давление увеличивается до величины, достаточной для подачи прядильного раствора в прядильные насосы.
Прядильный раствор затем пропускают через центральный фильтр к мундштуку экструдера, где его подвергают обычному процессу формования с воздушной прослойкой, как описано в, например, патентах США NN 3414645 и 4016236.
Способ по настоящему изобретению обладает рядом преимуществ. Например, без проблем можно перерабатывать очень грубый раствор или раствор, содержащий большое количество неоднородностей и даже нерастворенный материал. Кроме того, по сравнению с известным процессом имеется ряд улучшений в однородности прядильного раствора по микрошкале. Более того, было установлено, что в способе по настоящему изобретению легче увеличить производительность, так как фактически следует иметь ввиду только одну вещь - требуемую температуру плавления раствора.
В другом варианте в пластификатор можно вводить полимерный раствор, имеющий более высокую концентрацию полимера, чем в конечном прядильном растворе. В этом случае серную кислоту или олеум можно добавлять в пластификатор для установки концентрации прядильного раствора на более поздней стадии, чем это возможно, когда используют экструдер. Это увеличивает регулируемость процесса и предотвращает прекращение процесса из-за слишком больших изменений концентрации полимера.
Дополнительно было установлено, что пряжа, сформованная в соответствии со способом настоящего изобретения, обладает улучшенным качеством. Другим важным результатом является повышение прочности корда и петли.
Следует отметить, что в WO 94/06530 описан способ получения особого целлюлозного раствора при помощи тонкопленочного упаривателя, который, в свою очередь, подробно описан. WO 94/06530 не относится к пескообразным арамидным растворам, не говорится в ней также и о проблемах, связанных с использованием экструдера для переработки пескообразного раствора.
Следует далее отметить, что в патенте США N 3873072 описано устройство для пластифицирования воскоподобного вещества в расплавленном полимере. В указанном устройстве воск и полимер пластифицируют таким образом, что воск однородно диспергируется в полимере как отдельная и определяемая фаза. Размер и распределение частиц воска должны лежать в определенном диапазоне для достижения оптимума при защите от повышенного статического электричества. Патент США N 3873072 не упоминает и не предлагает того, что когда устройство для перемешивания и пластифицирования объединяется с отдельным устройством повышения давления, его можно успешно использовать для решения проблем, возникающих при использовании экструдера при переработке пескообразных растворов, получаемых при помощи способа замораживания.
Изобретение далее иллюстрируется со ссылкой на следующие примеры, которые не ограничивают объем настоящего изобретения.
Пример.
Используют пластификатор LIST DTB-60 с четырьмя отделениями и валом смешения. Между первым и вторым отделениями помещают перегородку для снижения общего рабочего объема пластификатора. Между вторым и третьим отделениями и третьим и четвертым отделениями соответственно помещают перегородки, имеющие поперечное сечение, равное 11 и 42% соответственно от поперечного сечения пластификатора. В четвертом отделении помещают вал смешения с выпускным червяком.
Стенка второго отделения (зона плавления) имеет температуру 88oC, стенки третьего отделения (зона дегазификации) и четвертого отделения имеют температуру 85oC. Вал смешения поддерживают при температуре 90oC и он вращается при скорости 40 оборотов в минуту. Пластификатор поддерживают под вакуумом 30 мбар, уровень наполнения устанавливают 50% ± 5.
Через вакуумный запор, имеющий пропускную способность 40 кг/час, вводят раствор твердого полимера, состоящий из 80,5 вес.% серной кислоты и 19,5 вес. % поли (пара-фенилентерефталамида) во второе отделение пластификатора смешения. Время пребывания полимерного раствора равно примерно 90 мин.
Расплавленный прядильный раствор подают к формующей фильере через бустерный насос (TransmarkTM) и подающий насос (Slack & ParrTM) с пропускной способностью 40 кг/час и формуют в нитяную пряжу при помощи обычного способа формования с воздушной прослойкой.
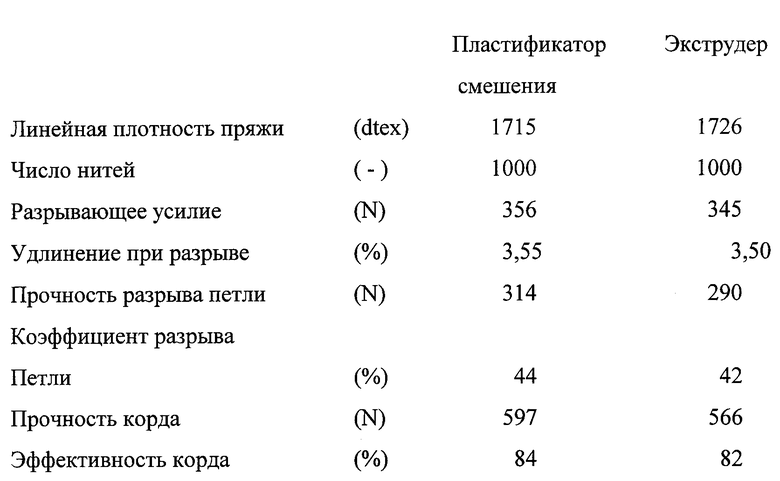
Нити, полученные способом пластифицирования и экструзии, имеют следующие свойства (определенные в соответствии с ASTM стандартом D885M-95), приведенные в таблице.
Использование пластификатора позволяет легко увеличить производительность процесса или легко изменить ее. В примере далее сказано, что механические свойства волокон, полученных по способу настоящего изобретения, лучше тех свойств волокон, которые получены из прядильного раствора при помощи экструдера.
Когда полимерный раствор после того, как он выходит из пластификатора, и полимерный раствор, после того, как он выходит из экструдера, помещают между двумя стеклянными пластинками, можно четко увидеть различие. Раствор, полученный при помощи пластификатора, более гомогенный, более тщательно дегазирован и содержит меньше твердых частиц.
Изобретение относится к способу получения волокон из полиамида, состоящего полностью или большей частью из поли(пара-фенилентерефталамида). В указанном способе прядильную массу получают охлаждением концентрированной, по меньшей мере, 98 вес.% серной кислоты до температуры, ниже ее температуры коагуляции, с последующим соединением охлажденной серной кислоты с полиамидом и перемешиванием их с образованием твердой смеси. Указанная смесь содержит в расчете на вес смеси, по меньшей мере, 15% полиамида с характеристической вязкостью, по меньшей мере, 2,5. Затем нагревают полученный полимерный раствор, подают его к фильерам формования под давлением и формуют с воздушной прослойкой. При этом нагрев и обработку повышенным давлением полимерного раствора проводят в устройстве, в котором полимерный раствор проходит через, по меньшей мере, две отдельные зоны, зону плавления и зону повышенного давления последовательно. Причем полимерный раствор пластифицируют и перемешивают в, по меньшей мере, зоне плавления. 5 з.п. ф-лы.
| NL 7904495 A, 10.12.1980 | |||
| ШЕНКЕЛЬ Г | |||
| Шнековые прессы для пластмасс | |||
| - Л.: Издат.химической литературы, 1962, с.32 - 33, 101 - 104 | |||
| US 4118163 A, 03.10.1978 | |||
| УСТРОЙСТВО для ГИДРОИЗОЛЯЦИИ стыковых швов | 0 |
|
SU247889A1 |
| ШЛЮЗ-РАЗГРУЗИТЕЛЬ ПНЕВМАТИЧЕСКОЙ СИСТЕМЫ ПИТАНИЯ ТАБАКОМ СИГАРЕТНЫХ МАШИН | 0 |
|
SU201189A1 |
| US 5023035 A, 11.06.1991 | |||
| СПОСОБ ЗАКАЛКИ ДЛИННОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2437943C1 |
| Способ непрерывного формования изделий экструзией | 1976 |
|
SU694061A3 |

