Изобретение касается установки для холодной прокатки полосового материала с одной расположенной между двумя реверсивными моталками реверсивной прокатной клетью и моталкой, с которой сматывается полоса, подаваемая на холодную прокатку.
Известно применение таких одноклетевых реверсивных прокатных станов для холодной прокатки полосового материала. На таком одноклетевом реверсивном прокатном стане могут прокатываться в холодном состоянии в год до 450000 тонн горячекатаных полос. Если сталеплавильные заводы имеют больший выпуск продукции горячекатаной полосы, то до сих пор они не могли прокатывать в холодном состоянии избыток горячекатаной полосы, превышающий приблизительно 450000 тонн/год, или для этого приходилось создавать второй реверсивный прокатный стан.
Еще одна возможность состоит в том, чтобы предусмотреть также известный, многоклетевой, например четырех- или пятиклетевой, прокатный стан-тандем, однако он экономично работает при производительности выше 1 млн. тонн/год.
Для так называемых "сталеплавильных мини-заводов", имеющих выпуск продукции прибл. 700000 тонн/год, применение четырехклетевого прокатного стана-тандема для холодной прокатки полосы экономически не окупается. Напротив, одноклетевой реверсивный стан для холодной прокатки полосы недостаточен, чтобы прокатать весь выпуск "сталеплавильного мини-завода" в холоднокатаную полосу.
Решение, предусматривающее два одноклетевых реверсивных прокатных стана на одном "сталеплавильном мини-заводе", также затратоемко, так как оба эти прокатных стана оказываются неполностью загруженными, приходится работать с относительно высокими капиталовложениями и возникает потребность в производственных площадях для обоих прокатных станов.
Другой недостаток отдельной реверсивной клети по сравнению с многоклетевыми установками следует усматривать в отсутствие возможности применения валка с насечкой в последнем пропуске.
Кроме того, известно устройство для холодной прокатки полосового материала, содержащее установленную между двумя реверсивными моталками реверсивную прокатную клеть и моталку, с которой сматывается полоса, подаваемая на холодную прокатку (кн. "Машины и агрегаты металлургических заводов" под редакцией А.И. Целикова, т.3, М., Металлургия, 1981, с. 116, рис. 111.22).
В основу изобретения положена задача создать холоднопрокатный стан для широкого сортимента полосового прокатного материала, имеющий годовую мощность, приблизительно 700000 тонн холоднокатаной полосы и оптимально подходящий таким образом для применения на "сталеплавильных мини-заводах", т.е. в производственном диапазоне между одной реверсивной прокатной клетью и одним прокатным станом-тандемом.
Эта задача решается за счет того, что устройство для холодной прокатки полосового материала, содержащее установленную между двумя реверсивными моталками реверсивную прокатную клеть и моталку, с которой сматывается полоса, подаваемая на холодную прокатку, имеет вторую реверсивную прокатную клеть, при этом обе прокатные клети установлены с возможностью работы в соответствии с последовательностью пропусков.
Кроме того, прокатные клети могут быть выполнены в виде кварто-клетей с приводными опорными валками, рабочие или опорные валки которых установлены для горизонтальной стабилизации процесса прокатки, с возможностью горизонтального смещения из вертикальной плоскости, образованной комплектом рабочих или опорных валков.
Прокатные клети могут быть выполнены в виде сексто-клетей с приводными промежуточными валками, рабочие или промежуточные валки которых установлены для горизонтальной стабилизации процесса прокатки, с возможностью горизонтального смещения из вертикальной плоскости, образованной комплектом рабочих или опорных валков.
Рабочие и/или опорные валки, а также рабочие и/или промежуточные валки могут быть выполнены предпочтительно с выпукло-вогнутым контуром (CVC-контур) и иметь приводы их осевого смещения.
Кроме того прокатные клети имеют механизмы быстрой смены установленных в кассетах рабочих валков для их замены в режиме продвигания с возможностью замены на рабочие валки другого диаметра и/или другой насечки.
Перед моталкой, с которой сматывается полоса, размещена установка травления полос партиями, причем моталка, с которой сматывается полоса, может быть выполнена поворотной.
Устройство предназначено для использования на сталеплавильных мини-заводах.
Двухклетевой реверсивный прокатный стан согласно изобретению позволяет сократить количество проходов до двух-трех, так как по сравнению с одноклетевым реверсивным прокатным станом достигается более высокая пропускная способность за одно и то же время. Устройство согласно изобретению более экономично, чем два одноклетевый реверсивных прокатных стана, при этом потребность в производственных площадях для предлагаемого двухклетевого реверсивного прокатного стана меньше, чем для двух, например, параллельно расположенных одноклетевых реверсивных станов. К этому следует добавить, что двухклетевой прокатный стан может находиться на одной линии с расположенными перед станом участками обработки полосы, в то время как оба одноклетевых реверсивных прокатных стана, которые требуются для выпуска приблизительно 700000 тонн, постоянно должны снабжаться рулонами горячекатаной полосы через стрелочные переводы или манипуляторы. Существенно также и то, что по сравнению с одноклетевыми реверсивными прокатными станами достигается значительно более высокий уровень натяжения полосы, благодаря чему может быть достигнуто обжатие, характерное для четырех-шестиклетевого прокатного стана-тандема.
Признаки пунктов 2 и 3 формулы изобретения обеспечивают возможность применения рабочих валков переменного диаметра с целью обеспечения оптимального обжатия. Имеется также возможность применения насеченных рабочих валков для последнего пропуска.
К этому следует еще добавить то, что смена рабочих валков, как она предлагается согласно пункту 6 формулы изобретения, осуществляется значительно проще и быстрее при холостых рабочих валках, что также способствует более высокой пропускной способности.
Признаки пунктов 4 и 5, а также пунктов 7-9 формулы изобретения обеспечивают также, с одной стороны, ускорение процесса прокатки, так что предлагаемая установка надежно достигает производительности 700000 тонн/год, а с другой стороны, что сортимент холоднокатаной полосы может включать большое количество различных сортов.
Пример осуществления изобретения подробнее поясняется с помощью чертежей, на которых:
на фиг. 1 - схематически двухклетевой реверсивный прокатный стан, согласно изобретению;
фиг. 2 - поперечное сечение двухклетевого реверсивного прокатного стана, согласно изобретению и
фиг. 3 - двухклетевой реверсивный прокатный стан непосредственно за установкой травления партиями.
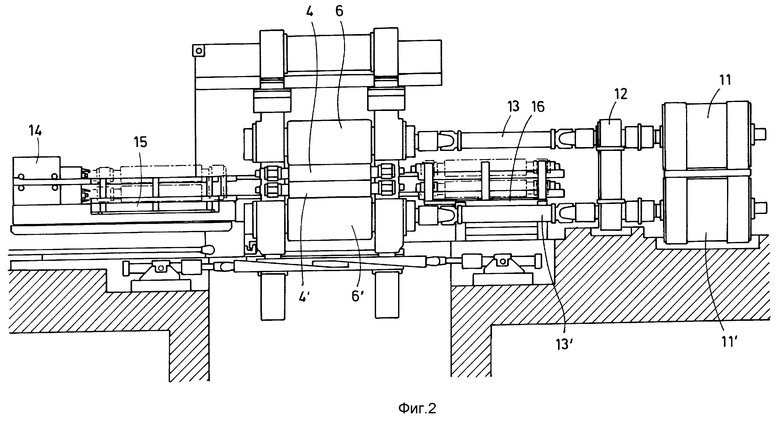
На фиг. 1 показан стан 1 холодной прокатки, состоящий из двух реверсивных прокатных клетей 2, 3. Это могут быть, например, кварто-клети с рабочими валками 4, 4', 5, 5' и опорными валками 6, 6'; 7, 7'. Обе реверсивные прокатные клети 2, 3 расположены между двумя моталками 8, 9, способными создать необходимую тягу для наматывания/сматывания при реверсивном режиме работы.
Одна моталка 10 служит для разматывания горячекатаной полосы для первого пропуска и, возможно, для наматывания горячекатаной полосы с предыдущей линии обработки. Моталка 10 может работать по сравнению с моталкой 8, 9 с меньшим тяговым усилием. На моталке 10 сматываемая полоса во время реверсивного процесса, при котором используются моталки 8 и 9, подготавливается уже настолько, что вслед за процессом прокатки без больших задержек может прокатываться следующая полоса.
На фиг. 2 показано, что рабочие валки 4, 4' (5, 5') являются холостыми валками. Приводы 11, 11' работают через передачу 12 и шпиндели 13, 13' на опорные валки 6, 6 (7, 7').
Устройство 14 смены валков при смене рабочих валков вдвигает новый подготовленный комплект рабочих валков со сменного стола 15 в клеть 2 (3). Находящиеся в клети 2 рабочие валки при этом выдвигаются на приемный стол 16. Благодаря этому возможна быстрая замена рабочих валков. Например, с одним комплектом рабочих валков можно проводить от трех до пяти пропусков, а соответственно последний пропуск (например, пропуск 4 или пропуск 6) проводить после производственной смены рабочих валков с комплектом рабочих валков другой насечки.
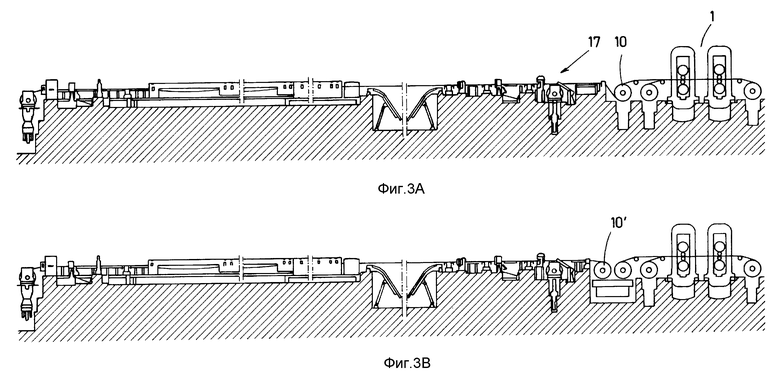
На фиг. 3а и 3б показан двухклетевой реверсивный прокатный стан, расположенный непосредственно за травильной установкой 17. На фиг. 3а можно видеть моталку 10, которая наматывает поступающую с травильной установки 17 полосу, в то время как в холоднокатаном стане 1 реверсивно прокатывается предыдущая полоса. Непосредственно за этим моталка 10 служит для сматывания полосы для ее подачи в холоднопрокатный стан.
На фиг. 3б показано, что моталка 10 представляет собой поворотную моталку 10', которая позволяет производить одновременное намытывание и сматывание, с одной стороны, работая на прием с травильной установки а с другой стороны, работая на выдачу в холоднопрокатный стан 1.
Перечень позиций:
1 - холоднопрокатный стан;
2 - реверсивная прокатная клеть;
3 - реверсивная прокатная клеть;
4 - рабочие валки;
5 - рабочие валки;
6 - опорные валки;
7 - опорные валки;
8 - моталка;
9 - моталка;
10 - моталка;
11 - приводы;
12 - передача;
13 - шпиндель;
14 - устройство для смены валков;
15 - сменный стол;
16 - приемный стол;
17 - установка травления партиями.
Изобретение относится к холодной прокатке и касается установки для холодной прокатки полосового материала с расположенной между двумя намоточными (размоточными) моталками реверсивной прокатной клетью. Такие одноклетевые реверсивные прокатные станы позволяют прокатывать приблизительно 450000 т горячекатаной полосы в год в холоднокатаную полосу. Чтобы иметь возможность прокатывать приблизительно 700000 т холоднокатаной полосы в год, предлагается, чтобы на линии прокатки реверсивной прокатной клети была предусмотрена вторая реверсивная прокатная клеть и чтобы для проведения процесса прокатки обе клети включались в работу в соответствии со следующими один за другим пропусками. Более высокий уровень натяжения обеспечивает возможность получения обжатий, характерных для четырех-шестиклетевого прокатного стана-тандема. 8 з.п.ф-лы, 4 ил.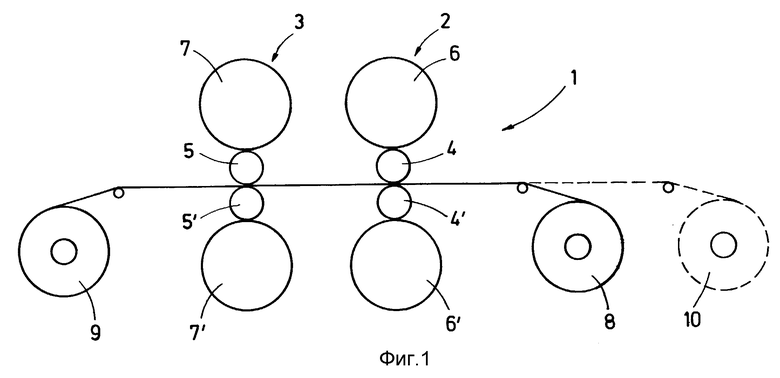
| Машины и агрегаты металлургических заводов /Под ред.А.И.Целикова, т.3, Металлургия 1981 г, с.116 (рис.111.22) | |||
| Клеть для дрессировки холоднокатаной металлической полосы | 1989 |
|
SU1669596A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Трехклетевой стан | 1983 |
|
SU1218922A3 |

