Изобретение относится к способу и устройству для прокатки ленты в линии прокатки, имеющей по меньшей мере две прокатных клети с горизонтально переставляемыми верхними и нижними валками в каждой из них, действующими сами по себе (клеть дуо), или каждый из которых непосредственно или через промежуточный валок опирается на опорный валок, или в реверсивной клети, в которой прокатка проводится за два прохода, в которых или в которой катаная лента подвергается изменению ее состояния, причем на катаную ленту воздействуют установочные органы, обеспечивающие получение ее профиля и ее плоскопараллельности.
На практике к плоскопараллельности горячекатаной, а также холоднокатаной ленты предъявляются все более высокие требования. Одновременно также усложняются условия горячей прокатки по краям ленты, так как растет потребность в более тонких и более широких изделиях, что приводит к более высоким обжатиям и более высоким усилиям прокатки, в том числе на задних клетях. При этом при более высоком обжатии растет износ (у CSP-установки), и при высокой производительности линии увеличивается "термическая Grown"-термическая выпуклость, например, при бесконечной прокатке или в линии горячей прокатки алюминия.
Из этого следует, что элементарная техническая и экономическая потребность заключается в том, чтобы посредством оптимальной предварительной настройки обеспечить улучшенную плоскопараллельность и при экстремальных условиях по краям ленты и соответственно существует потребность в улучшении плоскопараллельности катаной ленты также в пределах линии прокатки, и это зависит от цели применения, а также зависит от скалькулированных процессов охлаждения горячекатаной ленты на выводящем рольганге, а также в рулоне.
При горячей прокатке ленточного материала в пределах программы прокатки бочкообразность под действием нагрева и износ рабочих валков, а также их упругие деформации испытывают сравнительно большие изменения. Без коррекции с помощью установочных органов, контур валков изменяется при увеличении количества прокатываемого материала. Эффект отличается от клети к клети или от прохода к проходу. Вместе с тем, наряду с контуром изменяется также заданная плоскопараллельность горячекатаной ленты, и, как следствие, также ее плоскопараллельность в холодном состоянии.
При прокатке с одной шириной внутри программы прокатки друг за другом прокатывается некоторое количество лент с одинаковой шириной или с приблизительно одинаковой шириной. При этом наряду со значением профиля ленты, заданным в определенной точке (например, С40 или C25), одновременно изменяется форма профиля ленты целиком и соответственно также заданная плоскопараллельность, как у центральных зон ленты, так и, в частности, у краевых зон ленты. При этом, например, увеличивающаяся бочкообразность валков под действием нагрева или износ рабочих валков в зоне, близкой к краю, приводят к нежелательным аномалиям профиля. Речь при этом идет об утолщениях в зоне кромки (наплывы) или, наоборот, о уменьшении толщины в зоне кромки. Такие аномалии профиля значительно ограничивают прокатываемую длину одной ширины. При этом в качестве длины прокатки одной ширины принимается сумма всех длин лент, которые прокатываются с одной шириной или приблизительно одинаковой шириной.
Из DE 3038865 С1 известна компенсация изменений термической выпуклости и износа рабочих валков с помощью соответствующих установочных органов, например органов смещения и/или изгиба, например "СVС"-смещение (Continuosly Variable Crown - непрерывно изменяющаяся выпуклость) или соответствующее охлаждение.
Из ЕР 0276743 В1 известно горизонтальное смещение рабочих валков для регулирования бочкообразности и/или уменьшения толщины на кромках ленты, а также регулирование действующих на них усилий изгиба в группе тандемных прокатных клетей, находящихся на входе в линию, в соответствии с условиями прокатки, включая ширину ленты.
Для регулирования износа и термической бочкообразности рабочих валков с целью исключения нежелаемых форм профиля и неплоскопараллельности в группе прокатных клетей, расположенных в линии прокатки, рабочие валки перемещают возвратно-поступательно с заданными интервалами. При этом задние клети перемещают после каждой ленты в противоположном направлении на определенную величину; если величина перемещения достигает максимального значения, направление перемещения меняют на противоположное. За счет этого циклического перемещения износ рабочих валков становится более равномерным в большем диапазоне.
В ЕР 0618020 А1 раскрыт способ прокатки горячекатаной ленты в прокатной клети согласно ограничительной части формулы изобретения с горизонтально регулируемыми верхними и нижними рабочими валками, причем установочные органы воздействуют на профиль и плоскопараллельность катаной ленты. Известный способ прокатки позволяет, несмотря на гибкую программу прокатки, приблизиться к требованиям по прочности профиля и плоскопараллельности катаной ленты, если задается желаемый контур профиля катаной ленты, воздействовать для их достижения - постепенно, двумя группами установочных органов - на катаную ленту, из которых установочный орган первой группы применяют при толщинах катаной ленты, лежащих выше критической толщины, и воздействовать преимущественно на контур катаной ленты в ее средней области, в то время, как установочные органы второй группы применяют при толщинах катаной ленты, лежащих ниже критической толщины в зоне кромок ленты.
Однако мероприятий, известных из уровня техники, недостаточно для выполнения повышенных требований, в частности, к плоскопараллельности, в том числе, при экстремальных условиях прокатки в краевых зонах. При изготовлении горячекатаной ленты они заключаются, в частности, в том, чтобы разработать гибкую программу прокатки, причем, наряду с большими толщинами и перераспределениями материала, желательными являются, прежде всего, перепады по ширине в направлении узко-широко "mixed rolling" (совмещенная прокатка). Кроме того, по экономическим причинам повышается число лент одинаковой ширины внутри одной программы прокатки без ухудшения точности профиля и плоскопараллельности.
В основу изобретения положена задача создания способа и устройства, с помощью которых, несмотря на гибкую общую программу прокатки, могут выполняться повышенные требования к плоскопараллельности горячекатаной ленты, а также плоскопараллельности в холодном состоянии, и, в связи с этим, к точности профиля, и причем с помощью предлагаемых мероприятий способа обеспечивается - за счет оптимальной предварительной настройки - улучшение плоскопараллельности также и в пределах линии прокатки, а также улучшенная плоскопараллельность, в том числе - в экстремальных условиях прокатки по краям, а именно независимо от цели применения, а также процессов охлаждения горячекатаной ленты на выводящем рольганге и в рулоне.
Кроме того, способ находит применение в линии холодной прокатки или в клети холодной прокатки. И здесь изменения контура ленты осуществляют непосредственно в зоне края ленты и стремятся по возможности к свободному контуру в виде "edge-drop" (заостренная форма), причем неплоскопараллельность, а также напряжения в ленте следует удерживать в определенных границах на кромке ленты.
Эти задачи решаются изобретением в способе прокатки ленты с ограничительной частью, приведенной в пункте 1 формулы изобретения, ее отличительными признаками. При этом уже не исходят из заданной плоскопараллельности, отнесенной к определенной точке ленты, а в большей мере целью является предварительное задание неплоскопараллельной формы по ширине ленты, и, с другой стороны, выявление в определенной зоне ленты достигаемой de facto формы неплоскопараллельности и сравнение с заданной формой неплоскопараллельности, вычисление разницы между ними и применение механически или физически действующих органов, имеющихся в распоряжении, таким образом, чтобы свести эту разницу до возможного минимума.
С помощью способа согласно изобретению, посредством оптимальной предварительной настройки, достигается повышенная плоскопараллельность ленты и в экстремальных условиях прокатки краев.
При этом все установочные органы или параметры, влияющие на упругую характеристику комплекта валков, вызывают удлинение ленты параболического типа по ширине. Воздействующими величинами, изменяющими волнистость или удлинение ленты, являются следующие:
- износ рабочего валка,
- термическая выпуклость (зональное охлаждение, кожух),
- усилие прокатки, например, вследствие сплющивания валков,
- специальная гладкость шлифовального валка (антивыпучивание валка, заостренный валок),
- рабочий валок в одну линию со шлифовальным устройством,
- изменение температуры ленты на кромке (положительно/отрицательно),
- смазка кромок ленты.
При этом установочные органы активизируются в зависимости от требований с предпочтительно параболическим эффектом или эффектом более высокого порядка в зоне кромок.
Способом согласно изобретению предусмотрено, что целевая плоскопараллельная форма ленты задается, в зависимости от цели применения, а также процессов охлаждения горячекатаной ленты, на выводящем рольганге и в рулоне. При этом недостаточно задать значение целевой плоскопараллельности или целевой неплоскопараллельности, относящейся, например, к точке С40, а необходимо стремиться к удлинению/укорачиванию ленты по ширине или плоскопараллельности более высокого порядка.
Так, например, вместо или дополнительно к задаваемому значению целевой плоскопараллельности или целевой неплоскопараллельности можно задать профиль целевого распределения напряжений или целевых удлинений по ширине и сравнить с фактически достигнутым распределением напряжений или удлинений. После этого рассчитывают полученную при этом разницу и применяют установочные органы такого рода, чтобы свести эту разницу, по возможности, до минимума.
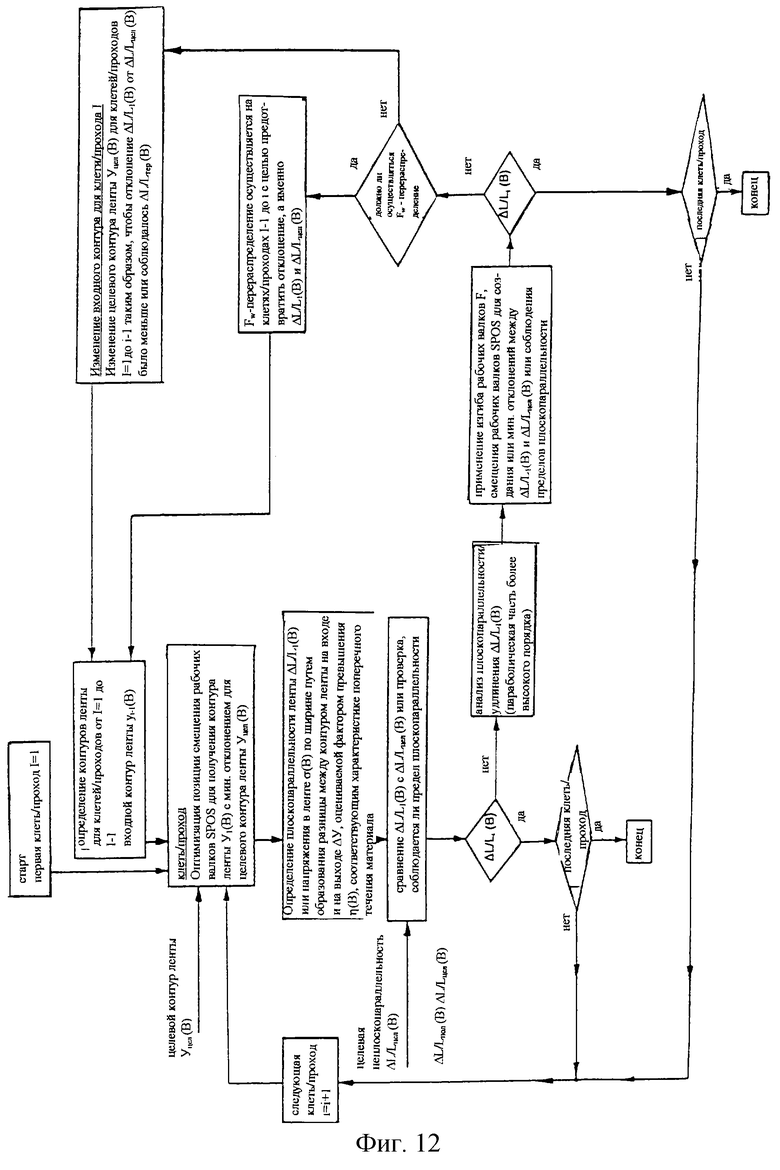
На блок-схеме, представленной на фиг.12, показан процесс достижения контура ленты и тем самым распределения напряжений в ленте по ширине или удлинение ленты по ширине.
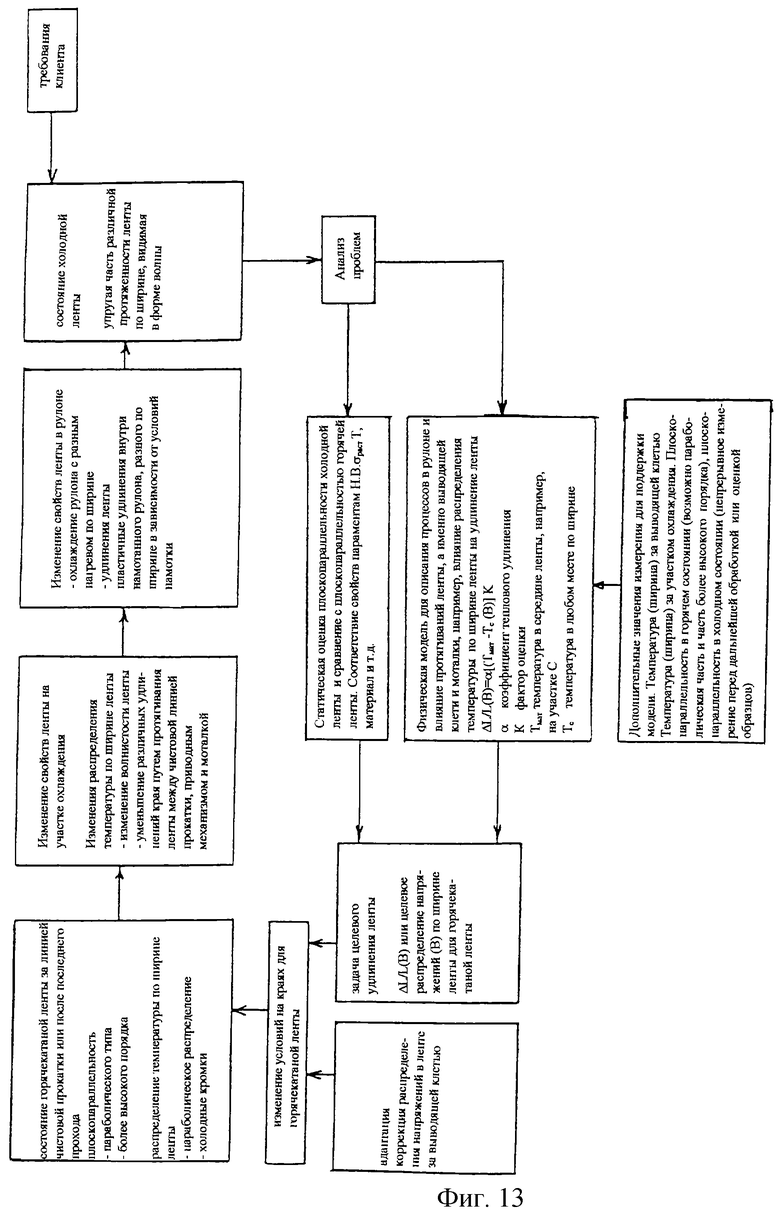
Операции процесса получения желаемого распределения напряжений в ленте или удлинения ленты по ширине показаны на блок-схеме на фиг.13.
С преимуществом в линии горячей прокатки для получения ленты, плоской в холодном состоянии, у теплой ленты, по ее длине ленты, задаются различные формы неплоскопараллельности.
При этом для предусмотренного создания различных неплоскопараллельностей горячекатаной ленты изменяются изгиб рабочих валков, установочный угол в РС-клети, смещение CVC или другие установочные органы по длине ленты.
Кроме того, согласно способу предусматривается, что при недостаточном уменьшении разницы условий входа в соответствующей клети изменяется и оптимизируется результат. При этом дополнительно к механическим действующим установочным органам могут применяться и физически действующие установочные органы. Они могут устанавливаться как предварительная настройка в головной части, а также с возможностью изменения по длине ленты. Такими мерами могут быть, например, охлаждение кромок ленты, нагрев кромок ленты, распределение усилий прокатки, а также смазка кромок ленты.
Для лучшего обзора процессов, происходящих при этом, и изменения состояния ленты дается описание целевых значений, а также фактически достигаемых значений, путем разделения ширины ленты на центральную зону и зону кромок. При этом форма неплоскопараллельности может описываться полином-функцией:
у*=A2х2 + А4х4 + А6х6 + Аnxn,
причем у* - координаты удлинения ленты, плоскопараллельность или напряжения в ленте, а х - координаты ширины ленты.
Дополнительное предпочтительное выполнение способа заключается в том, чтобы уточнить положительные и отрицательные пределы целевых значений (напряжение в ленте, плоскопараллельность, улинение/укорачивание ленты) и установочные органы таким образом, чтобы распределение напряжений в ленте, распределение удлинения/укорачивания ленты лежали в этих пределах.
Для получения удлинения/укорачивания ленты параболического или более высокого порядка по ширине ленты применяются предпочтительно установочные органы, воздействующие на характеристику упругости комплекта валков, причем эти установочные органы охватывают средства осевого смещения CVC-рабочих валков, или устройства их изгиба, или оба средства одновременно.
Кроме того, изобретением предусмотрено, что для предотвращения волнообразных фестонов на горячекатаной ленте, а также на ленте в холодном состоянии, предпринимается перераспределение усилия прокатки в том отношении, что уменьшается усилие прокатки по меньшей мере в последней клети и повышается усилие прокатки в клетях, установленных выше по потоку.
При этом является очень предпочтительным проанализировать процессы охлаждения катаной ленты на выводящем рольганге, а также в рулоне, и удлинения/укорачивания ленты, происходящие при этом как в центральной зоне, так и в зоне кромок ленты, полученные или рассчитанные изменения длины компенсируются соответствующей предварительной настройкой установочных органов по меньшей мере в последней клети.
И, наконец, в способе согласно изобретению является предпочтительным применение механически действующих установочных органов с поддержкой немеханическими, например, положительными или отрицательными термическими установочными органами.
Устройство для осуществления способа согласно изобретению отличается по меньшей мере двумя или несколькими установочными органами в установке для прокатки, включенными в пункт формулы изобретения, относящийся к устройству.
Они могут включать в себя CVC-рабочие валки, имеющие возможность осевого перемещения, или устройства для изгиба рабочих валков. Рабочие валки могут быть выполнены перекрещивающимися. Для термического воздействия на рабочие валки они могут быть оборудованы, например, термическим кожухом или, в случае необходимости, зональным охлаждением. Кроме того, рабочие валки могут быть оснащены специальным приспособлением для шлифования валков или устройством шлифования в потоке. Кроме того, для требующейся иногда термической коррекции зоны кромок ленты необходимо, чтобы перед, внутри или после чистовой прокатки, например, в зоне выводящего рольганга, устройство имело приспособление для нагрева кромок ленты или также перед, внутри или после линии чистовой прокатки имелось устройство для смазки кромок ленты.
Другие подробности, признаки и преимущества следуют из пунктов формулы изобретения и нижеприведенного описания некоторых примеров выполнения, показанных на чертежах.
На фиг. 1 схематически показана конструкция установки для осуществления способа,
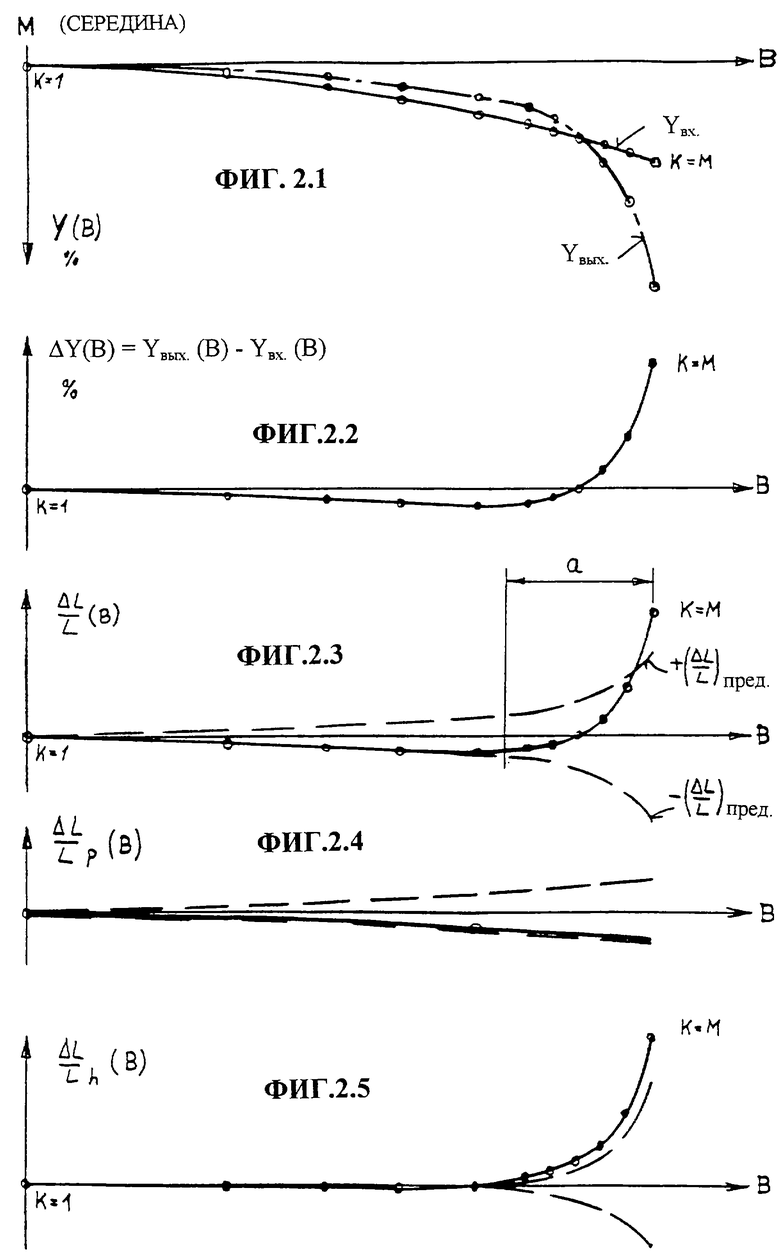
фиг.2.1-2.5 - диаграмма определения удлинения по ширине ленты,
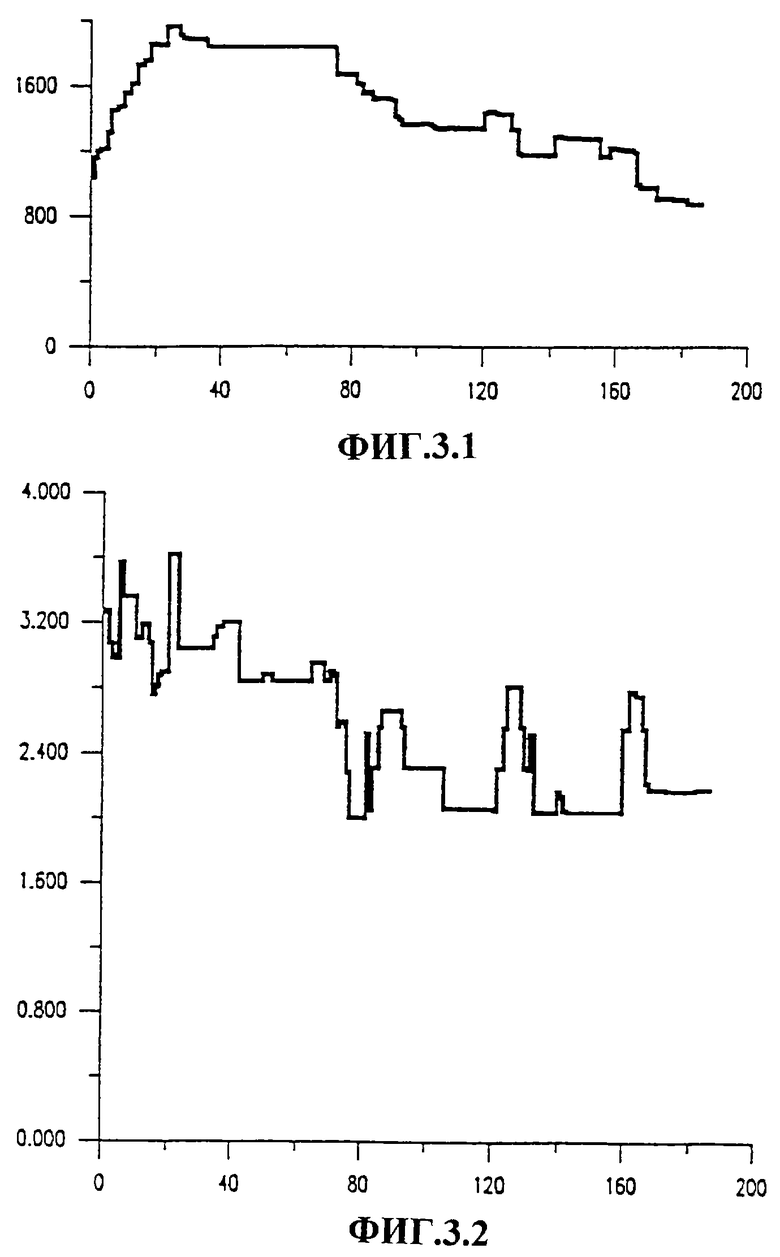
фиг. 3.1-3.2 - диаграмма прокатки по ширине/толщине прокатываемого изделия,
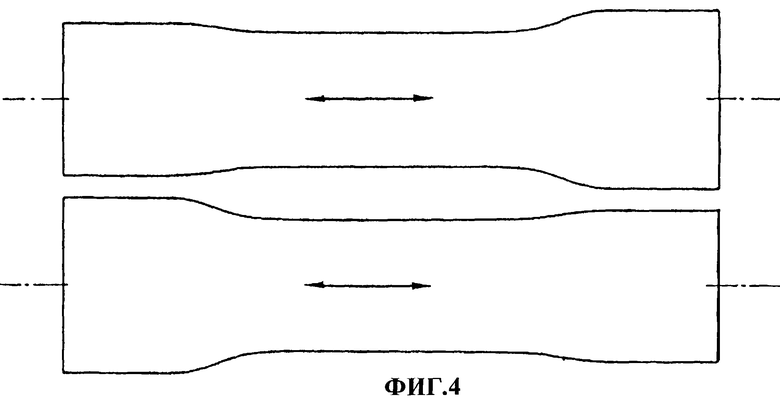
фиг.4 - форма антивыпуклого валка (согласно ЕР 0672471 A1),
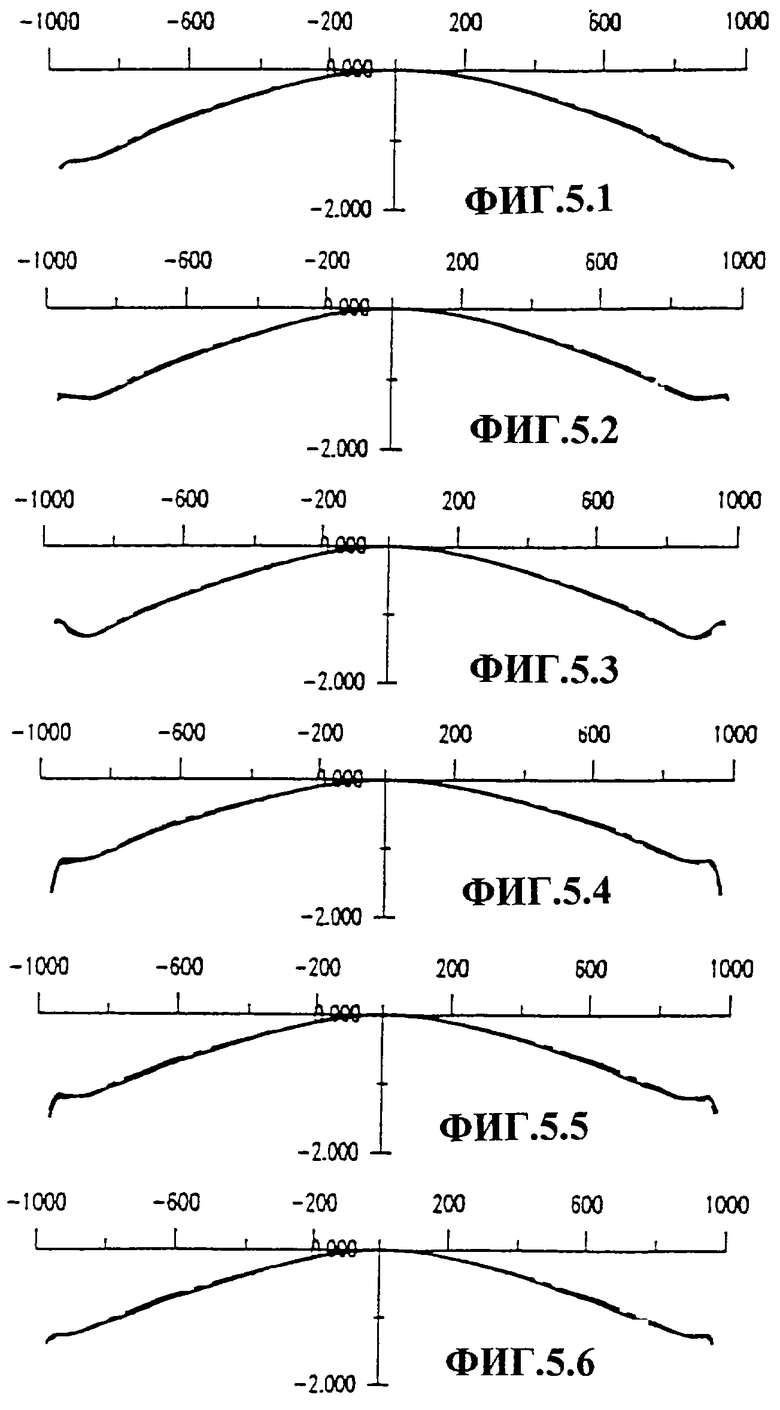
фиг. 5.1-5.6 - влияние антивыпуклого валка на сжатие выпуклостями валка зоны кромок, относящееся к клетям 1-6,
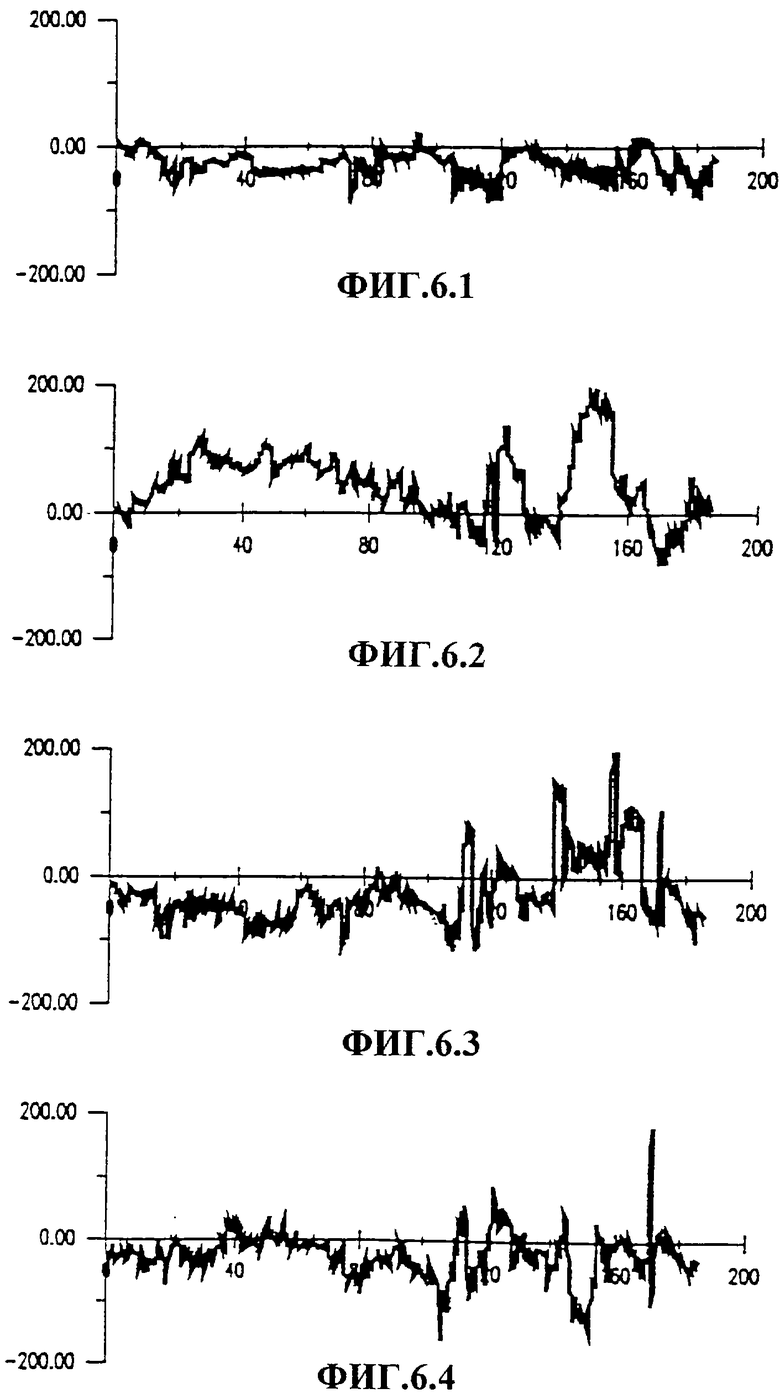
фиг.6.1-6.4 - плоскопараллельность более высокого порядка без применения способа согласно изобретению,
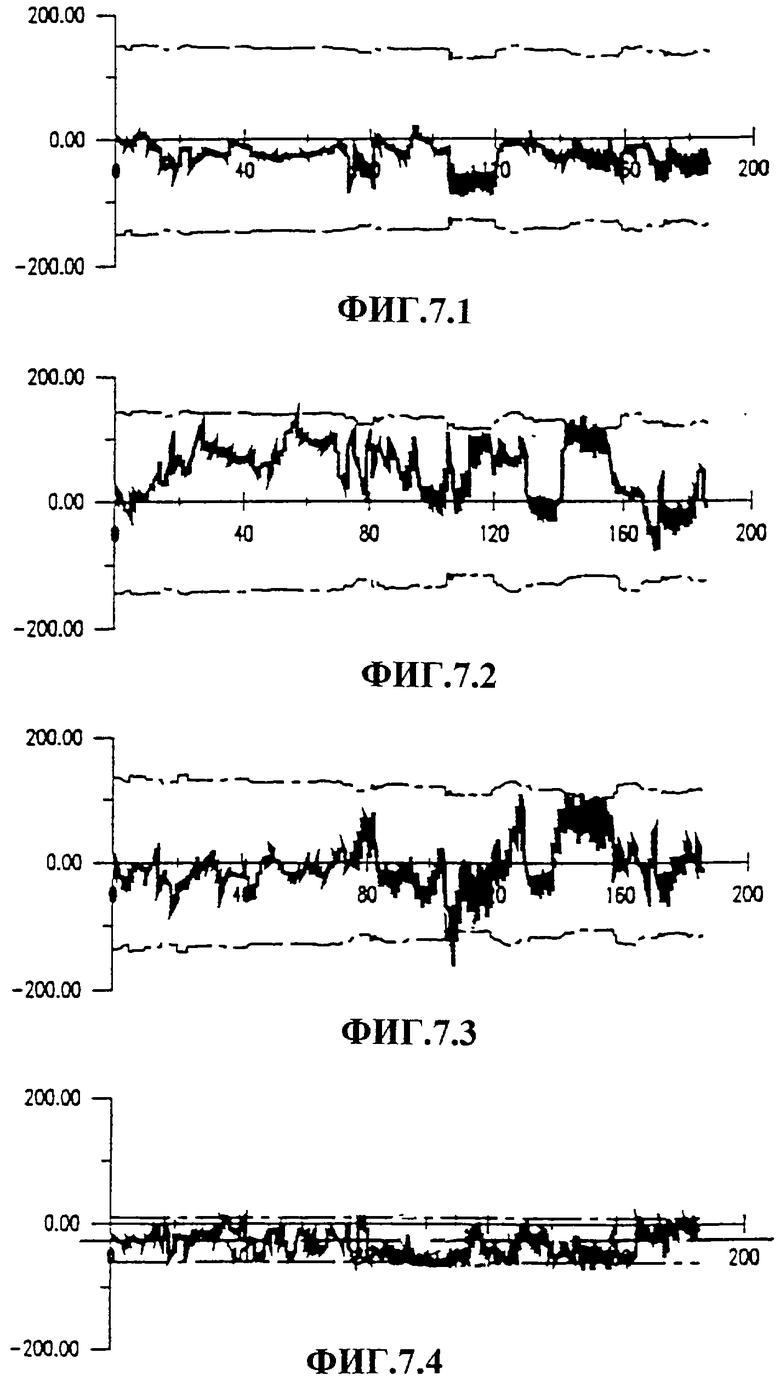
фиг. 7.1-7.4 - ввод пределов плоскопараллельности более высокого порядка или задание отрицательной целевой плоскопараллельности более высокого порядка в зоне, близкой к краю,
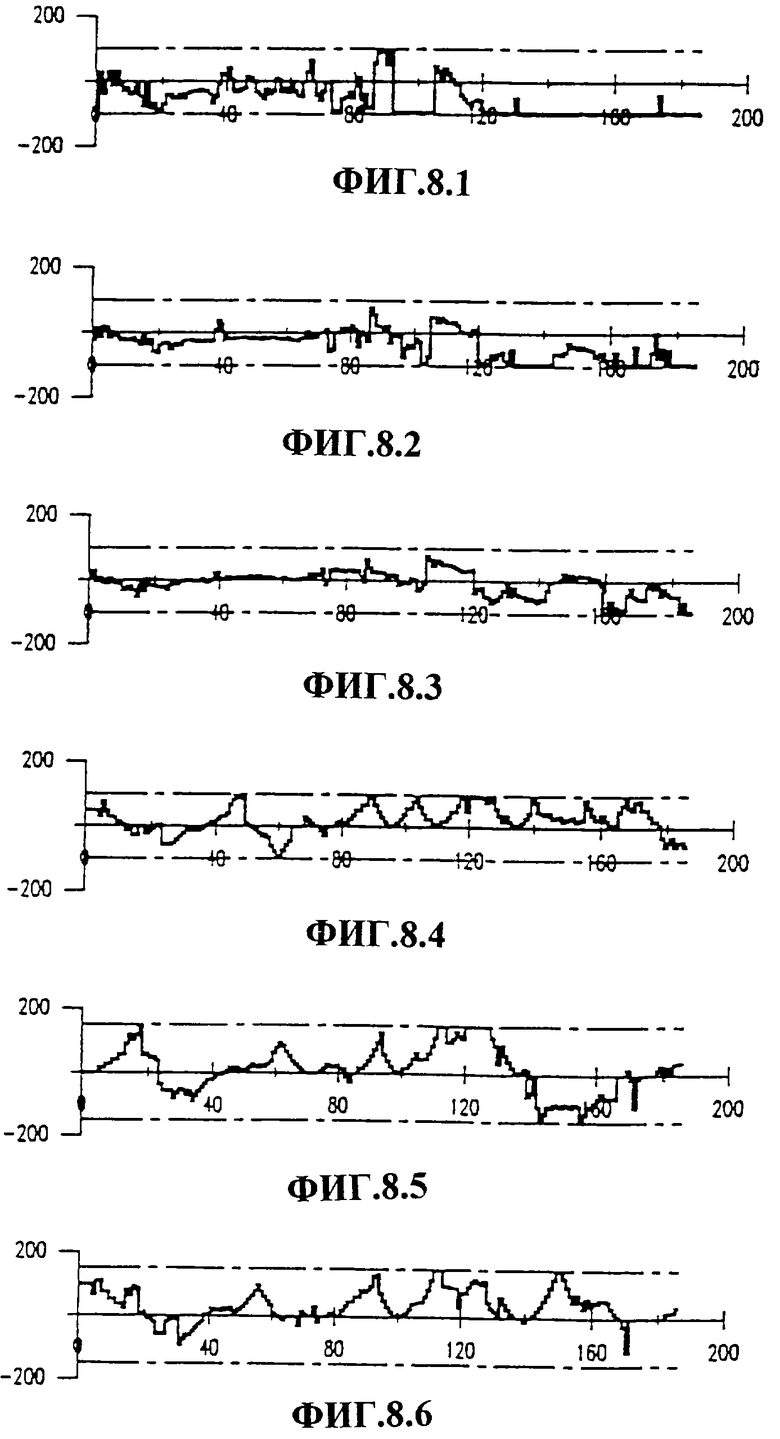
фиг. 8.1-8.6 - регулирование контура путем изменения позиций смещения CVC-валков, антивыпуклых и обычных валков,
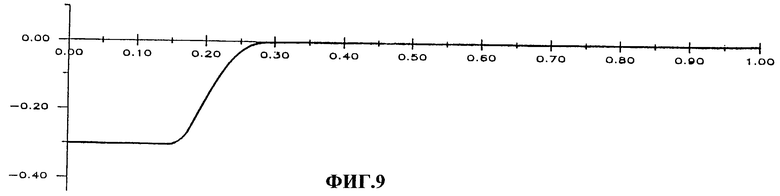
фиг.9 - форма заостренного валка,
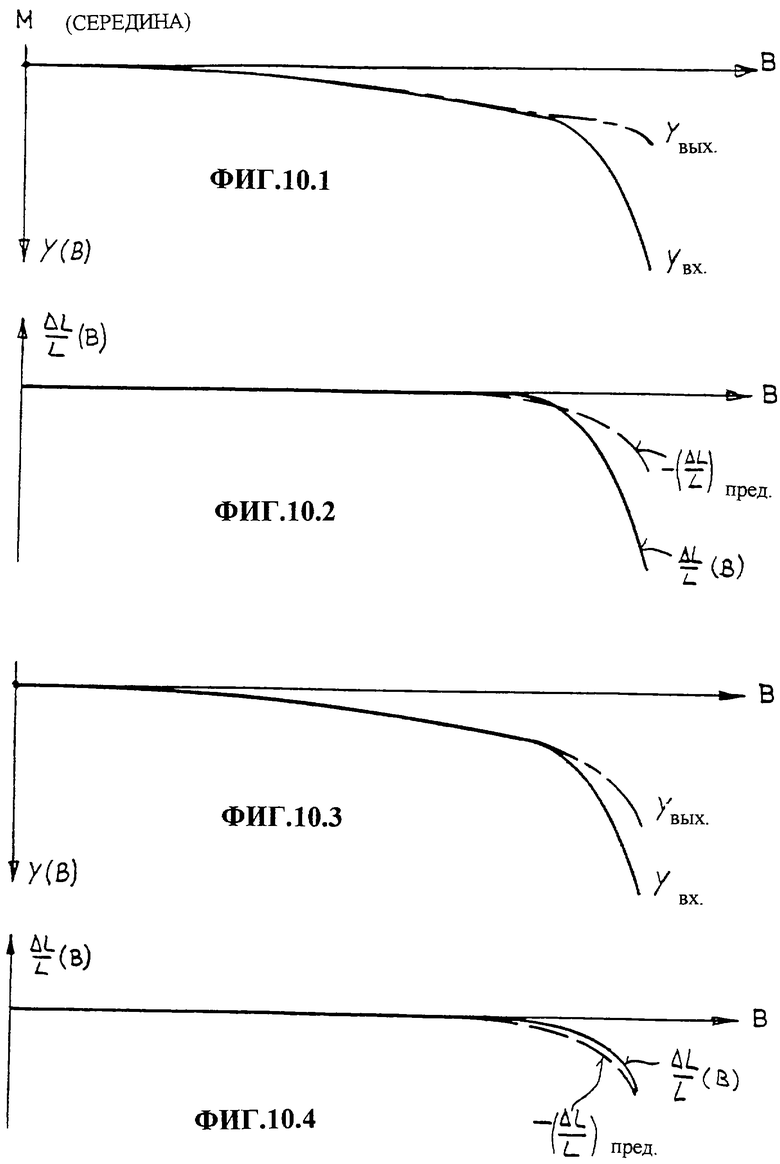
фиг.10.1-10.4 - влияние заостренного валка с учетом и без учета пределов плоскопараллельности более высокого порядка,
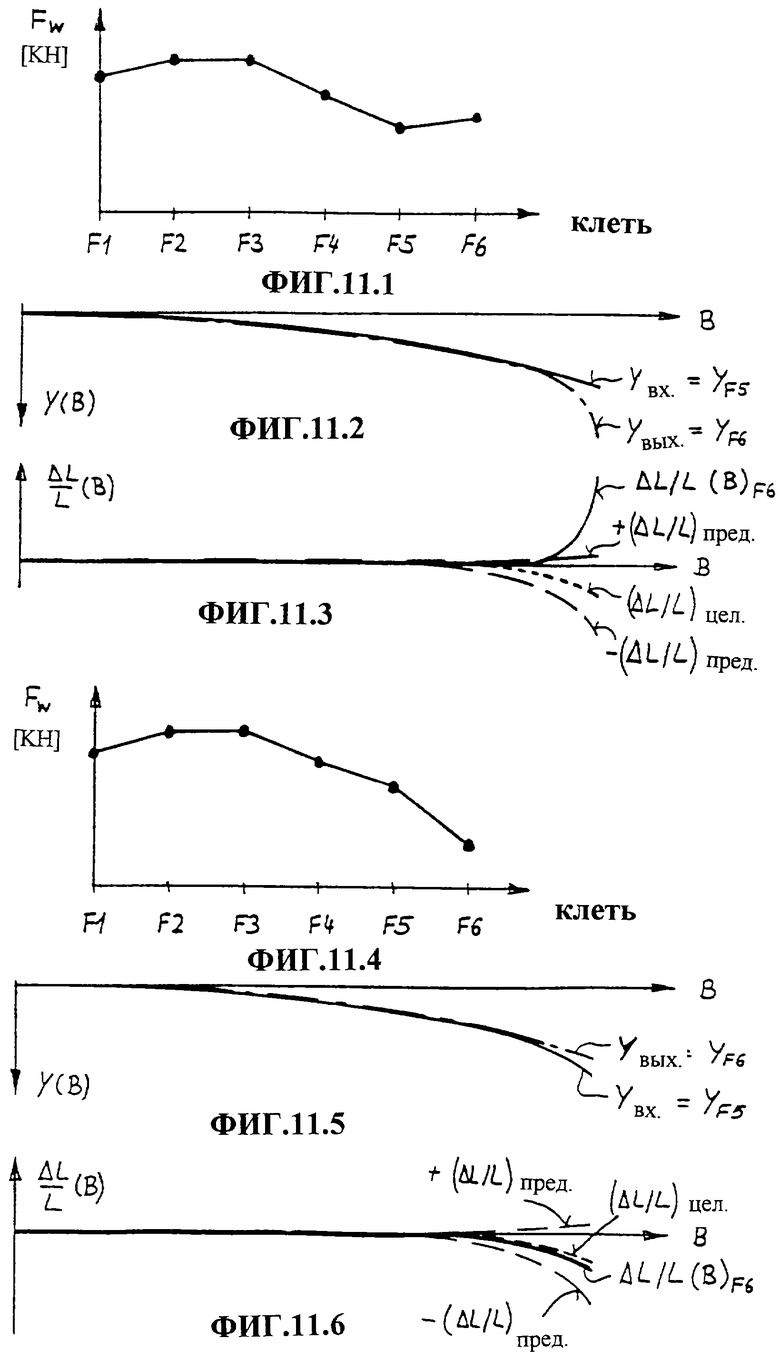
фиг.11.1-11.6 - влияние распределения усилия прокатки на форму высокопараллельности ленты или формы удлинения ленты по ширине,
фиг.12 - блок-схема получения желаемого удлинения ленты по ширине,
фиг.13 - блок-схема возникновения неплоскопараллельностей холодной ленты и их уменьшение.
На фиг.1 частично схематически показана линия прокатки 6, обеспечивающая достижение заранее заданных целевых форм неплоскопараллельности по ширине катаной ленты 3, 4, с только лишь символичными обозначениями механических установочных органов, включая элементы, поддерживающие их, а также в форме "black-boxes" (черных ящиков) для вычислительной машины и измерительных приборов.
Установка состоит из нескольких прокатных клетей, из которых показаны только первая и последняя прокатная клеть 7 или 8. Речь может идти также о линии прокатки с реверсивной клетью, с помощью которой ведется прокатка в несколько проходов. Каждая прокатная клеть 7, 8 имеет горизонтально переставляемые верхний и нижний валки 10, 11, опирающиеся на опорные валки 9. Рабочие валки имеют возможность осевого перемещения, предпочтительно с CVC-перемещением 12, а также оснащены устройствами 13 для изгиба рабочих валков; рабочие валки 10, 11, снабженные шлифованным или термическим контуром износа, устанавливаются с помощью CVC-смещения 12, а изгиб 13 рабочих валков в качестве механических установочных органов - либо в средней зоне ленты, или в зоне кромок ленты.
Для поддержки этих механически устанавливаемых органов 12, 13 перед и после первой клети линии чистовой прокатки расположено устройство 14 для нагрева кромок ленты, для изменения нагрева кромок ленты 3, 4. Для термического воздействия на форму ленты свыше изменений термического выпуклости рабочих валков 10, 11 линия 6 прокатки имеет предпочтительно в зоне передних или задних прокатных клетей зональное охлаждение 15 рабочих валков, например, в форме разбрызгивающих сопел в соответствующих зонах, направленных на рабочие валки 10, 11, как, например, показано за первой прокатной клетью 7. Кроме того, термическому воздействию на кромки ленты способствует охлаждение кромок 16 ленты, например, с помощью разбрызгивающих сопел, расположенных на боковых направляющих, а также экранирующие кожухи (18), как это показано в качестве примера для последней прокатной клети 8. Смазка 17 рабочих валков 10, 11 в зоне кромок ленты воздействует на распределение нагрузки в прокатном зазоре и тем самым также на контур ленты. За последней прокатной клетью 8 расположены приборы 19, 20, 21 для измерения толщины плоскопараллельности и температуры с целью постоянного определения контура ленты.
Как измерительные приборы 19-21, а также 25, 26, так и сигнализирующие приспособления механических установочных органов 12, 13, а также термических и других воздействующих элементов 14-18, подключены к вычислительной машине для контура валков и плоскопараллельности 22. Замеренные данные измерения, в частности, профиля и плоскопараллельности или неплоскопараллельности ленты 3, 4 могут использоваться непосредственно для коррекции предвключенной регулирующей системы или установочных органов с целью сравнения фактически полученной формы неплоскопараллельности ленты с заданными значениями целевой неплоскопараллельности, расчета разницы между ними и использования имеющихся в распоряжении механически или физически действующих установочных органов таким образом, что разница доводится до возможного минимума, как это предписано изобретением. Для получения оптимальных начальных условий расчета профиля и плоскопараллельности с помощью прибора 25 измерения профиля замеряется контур входящей ленты, а также с помощью прибора 26 измерения плоскопараллельности - форма плоскопараллельности входящей ленты. Вычислительная машина проходов 23 снабжает вычислительную машину 22 контура и плоскопараллельности ленты входными данными. Обратная связь 24 встроена с целью желаемого перераспределения усилий прокатки.
На фиг.2.1-2.5 показан процесс, определения контура или удлинения ленты (Дельта L/L)iB и тем самым распределение напряжений в полосе σiB по ширине В. Признаки способа, с помощью которых получают заданную целевую неплоскопараллельность или целевое удлинение ленты по ширине, показаны на блок-схеме фиг. 12. На фиг.2.1 сплошной линией показан контур входящей ленты Увх. В, а штрихпунктирной линией контур Увых.В выходящей ленты. На фиг.2.2 показана разница между контуром входящей и выходящей ленты, фиг.2.3 - удлинение В ленты с указанием зоны "а" кромок ленты, причем остающееся прохождение кривой дает так называемую "Bodybereich" центральную зону ленты; К - индекс прохождения по ширине ленты. Кривые, проведенные штриховой линией, показывают форму положительного и отрицательного пределов по ширине ленты. На фиг. 2.4 показано распределение удлинения ленты, а также его предел в параболической части, а на фиг.2.5 - в части более высокого порядка.
На фиг. 3.1 показана диаграмма программы прокатки по ширине катаной ленты. Она охватывает разницу ширины при прокатке, в общей сложности, 185-ти рулонов от 1000 до 2000 мм с соответствующими ступенями по ширине. На фиг. 3.2, дополнительно к этому, показаны в пределах такой же программы прокатки перепады по толщине прокатанных изделий от 1600 до 3600 мкм, при той же последовательности рулонов. При прокатке более широких лент, например, по программе прокатки, соответствующей фиг.3.1, 3.2 при более короткой последовательности протягивания, могут возникать вспучивания. Они подавляются с помощью антивыпуклых валков согласно фиг.4.
Изменение контура ленты наглядно показано на фиг.5.3 и 5.4. Это изменение контура приводит к удлинениям ленты, особенно в зоне кромок, что показано у клетей 3-6 на фиг.6.1-6.4; причем по оси ординат откладывается плоскопараллельность более высокого порядка, а по оси абсцисс - количество рулонов. Из фиг. 5.4, а также 6.2, в частности, в зоне рулонов 20-80 отчетливо показано изменение контура ленты за счет применения антивыпуклого валка.
Кроме того, износ рабочих валков, а также термическая выпуклость рабочих валков может привести к нежелаемым изменениям длины или укорачиваниям ленты. Поэтому должны вводиться пределы для ограничения удлинения или пределы плоскопараллельности - также более высокого порядка. Ввод такого рода пределов плоскопараллельности показан, например, на фиг. 7.1-7.4 для клетей F3-F6 (штрихпунктирные линии). Установленные порции смещения клетей F1-F6 валков типа CVC, антивыпуклых и обычных валков с целью оптимизации контура ленты и плоскопараллельности ленты показаны на фиг. 8.1-8.6. Для выводящей клети согласно фиг. 7.4 были заданы отрицательные целевые неплоскопараллельности более высокого порядка для кромок ленты. Как, в частности, видно на диаграмме 7.4, успешно подавляются волны более высокого порядка для кромок ленты, например вершины волн на кромке ленты, как в горячем, так и в холодном состоянии ленты.
Дополнительный установочный орган для применения при изолировании контура показан на фиг.9. Здесь можно видеть валок заостренной формы, причем по оси абсцисс откладывается осевая длина, а по оси ординат - разница диаметров.
Воздействие Tapered-валка на контур ленты, а также форму плоскопараллельности или формы изменения ленты, показаны на фиг.10.1-10.4. В примере по фиг. 10.1, хотя и можно получить желаемый контур ленты, но все же следствием этого являются недопустимо короткие волокна ленты в зоне кромок, в соответствии с фиг. 10.2. Опасность разрыва ленты, обусловленная слишком высоким напряжением растяжения на кромках, очень велика. Для исключения этой проблемы вводились пределы плоскопараллельности более высокого порядка.
Согласно фиг. 10.3, желаемый контур ленты не такой плоский, потому что желаемая форма плоскопараллельности согласно фиг.10.4 выдерживалась внутри допустимых границ. При оптимизации положения смещения с целью улучшения плоскопараллельности более высокого порядка используется, например, изгиб для обеспечения плоскопараллельности в центральной зоне ленты.
В пределах целевой плоскопараллельности более высокого порядка прокладываются, более целесообразным образом, линии границы плоскопараллельности. Они служат для того, чтобы противодействовать ожидаемым явлениям на кромках ленты при охлаждении полосы/рулона или обеспечивать надежную транспортировку ленты в линии прокатки.
В линии прокатки получаются волны различной высоты. Причиной этого во многих случаях является слишком высокое усилие прокатки, например, согласно фиг.11.1-11.3 в клети F6.
Уровень усилия прокатки часто не уменьшается от клети к клети, а остается постоянным или, даже, немного повышается у клети согласно фиг.11.1. Это приводит, в особенности, у тонких лент к слишком длинным кромкам ленты, как это показано на фиг.11.3.
Целевая форма плоскопараллельности (Дельта L/L)цел., а также предел плоскопараллельности (Дельта L/L)пред., также показаны на фиг.11.3. Если этот процесс происходит в линии горячей прокатки, на которой кромки ленты, естественно, немного холоднее, то ситуация в процессах охлаждения горячекатаной ленты в рулоне дополнительно ухудшается. Перераспределение усилия прокатки, например, при уменьшении усилия прокатки на F6 и повышении на F4/F5 согласно фиг.11.4-11.6 улучшает ситуацию.
Связанное с этим уменьшение неплоскопараллельности в центральной зоне может компенсироваться с помощью установочных органов изгиба рабочих валков или CVC-валков. Путем анализа процессов охлаждения горячекатаной ленты на выводящем рольганге и в рулоне можно определить целевые удлинения горячекатаной ленты по ширине, для того, чтобы таким путем улучшить плоскопараллельность холодной ленты. Способ достижения этого показан на блок-схеме фиг. 13.
Взаимосвязь перераспределения усилия прокатки показана на общей схеме согласно фиг.12.
Использование: изобретение относится к прокатному производству. Сущность: в способе прокатки горячекатаной ленты в линии прокатки, содержащей по меньшей мере две прокатные клети с горизонтально переставляемыми верхними и нижними рабочими валками, действующими сами по себе (клеть дуо), или каждый из которых опирается непосредственно или через промежуточный валок на опорный валок, или в реверсивной прокатной клети, где прокатку осуществляют по меньшей мере в два прохода, в которых горячую полосу подвергают изменению ее состояния, можно достичь состояния оптимальной плоскопараллельности в горячей и предпочтительно в холодной ленте за счет того, что в, меньшей мере, в одной зоне ленты задают, с одной стороны, целевую форму неплоскопараллельности по ширине ленты, и, с другой стороны, там определяют фактически достигаемую форму неплоскопараллельности и сравнивают с формой заданной неплоскопараллельности, из этого рассчитывают разницу и применяют имеющиеся в распоряжении механически или физически действующие установочные органы такого вида, чтобы свести разницу до наиболее вероятного минимума. Устройство для осуществления способа включает в себя по меньшей мере два или несколько следующих установочных органов: рабочие валки, имеющие возможность осевого перемещения, или устройства для изгиба рабочих валков; средство для попарного перекрещивания рабочих валков и опорных валков; зональные охлаждения для рабочих валков, экранирующие кожухи в продольных зонах рабочих валков; нагрев кромок ленты перед, внутри или после линии чистовой прокатки, например в зоне выводящего рольганга; устройство(a) охлаждения кромок ленты перед, внутри или после линии чистовой прокатки; устройство (а) для смазки кромок ленты внутри линии чистовой прокатки. Изобретение обеспечивает улучшение плоскопараллельности ленты, в том числе в экстремальных условиях прокатки по краям. 2 с. и 18 з.п. ф-лы, 13 ил.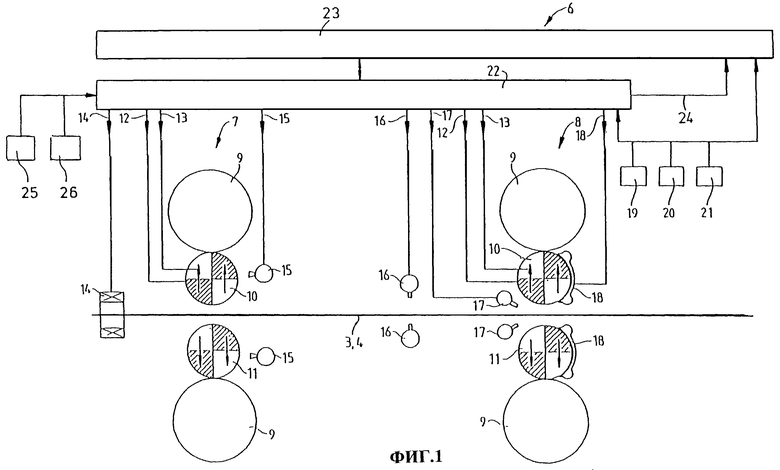
у* = А2х2 + А4х4 + А6х6 + Аnхn,
причем у* - координаты для удлинения ленты, плоскопараллельности ленты или напряжения в ленте;
х - координаты ширины ленты.
| Способ хранения рыбы и морепродуктов в жидкой среде | 1974 |
|
SU618020A3 |
| EP 0276743 B1, 03.08.1988 | |||
| US 3857268 A, 31.12.1974 | |||
| DE 3038865 С1, 23.12.1982 | |||
| US 4440012 А, 03.04.1984 | |||
| Клеть прокатного стана | 1981 |
|
SU1306468A3 |
