Изобретение относится к радиографическим методам контроля качества изделий и может быть использовано в различных отраслях народного хозяйства, где применяется метод радиографии для контроля качества сварных соединений (при сварке взрывом) и деталей, в частности сечений деталей, для определения перемешивания различных материалов при ударно-волновом нагружении, при исследовании проникания кумулятивной струи в мишень и т.д.
Для обнаружения дефектов типа пор, непроваров, трещин и т.п. в литых деталях и сварных соединениях наибольшее распространение получили радиационные методы, основанные на просвечивании излучением с последующим получением радиационного изображения с помощью рентгеновской пленки.
Известен способ нейтронографического контроля изделий, включающий введение в изделие контрастирующего вещества, пропускание через изделие потока нейтронов, регистрацию прошедшего изделие потока радиографическим детектором и анализ полученного изображения (пат. США N 3612874, кл. 250-83.1, 1971 г. ). Этот способ используется для обнаружения поверхностных дефектов в металлических изделиях. Недостатком этого способа является ненадежность контроля, а следовательно, неприменимость его к использованию в тех областях промышленности, где требования к качеству продукции очень высоки. В этом заключается его ограниченность.
Известен способ радиографического контроля сварных соединений переменного сечения (А.С. 1526381 G 01 N 23/04, опубл. Бюл. N 17 от 19.06.95). Этот способ заключается в воздействии ионизирующего излучения (поток γ -излучения) на контролируемое соединение и эталон, регистрации прошедшего излучения и визуализации полученного радиационного изображения радиографическим методом на радиографические пленки, разделенные плоскими промежуточными экранами и просмотре изображения контролируемого участка, причем оценку лучевых размеров выявленных дефектов осуществляют путем сравнения оптической плотности или контрастов изображений реальных дефектов и канавок эталона. Экраны из тяжелых материалов сокращают экспозицию просвечивания и при достаточно большой толщине снижают интенсивность падающего излучения. В связи с этим подбирают толщину экранов, что усложняет реализацию способа. При этом время реализации способа составляет ~ 2-3 суток.
Этот способ принят за прототип. Недостатками его являются: относительно низкая оперативность определения дефектов; ограниченный состав химических материалов изделий, которые можно контролировать; сравнительно слабая контрастность изображения при визуальном рассмотрении, приводящая к понижению точности.
Задачей, на решение которой направлено изобретение, является получение контрастного радиографического изображения границы раздела материалов, в том числе одинаковых, при их взрывной сварке для контроля качества соединения изделий.
Техническим результатом является повышение оперативности путем упрощения способа и увеличения точности за счет повышения контрастной чувствительности.
Технический результат заявляемого изобретения достигается тем, что в способе радиографического контроля изделий, включающем воздействие ионизирующего излучения на контролируемый объект с последующей регистрацией излучения и визуализацией полученного радиационного изображения радиографическим методом, осуществляют контактирование, после воздействия излучения, облученного объекта с необлученным, подвергают их взрывному деформационному воздействию, а затем разрезают в плоскости, изображение которой интересует в данный момент. Взаимодействие облученного объекта с необлученным приводит к поглощению части излучения в тонком пограничном слое необлученного объекта. При этом повышаются контрастность изображения, а следовательно точность, и оперативность исследования, за счет упрощения реализации способа.
Соединение облученного объекта с необлученным необходимо для их взаимодействия, которое в последующем исследуется. Поскольку основной вклад в создание изображения вносится β -частицами и рентгеновским излучением, то после взаимодействия облученного и необлученного объекта изображение становится более контрастным в течение небольшого промежутка времени, т.к. на пленке проявляется только изображение поверхности, соприкасающейся с фотоэмульсией за счет поглощения в необлученном объекте излучения. Это повышает точность и оперативность. Поскольку объекты подвергаются взрывной деформации, то это приводит к наилучшему контакту по поверхностям и лучшему их взаимодействию, позволяющему усилить контрастность изображения на пленке и тем самым повысить качество контроля объекта, т. к возможность обнаружения дефектов увеличивается и повышаются точность и оперативность. Разрезание в необходимой для конкретного случая плоскости сформированных объектов также увеличивает контрастность. Обработка плоскости среза также позволяет улучшить контрастность изображения, что приводит также к повышению точности контроля. Все эти операции осуществляются за небольшой промежуток времени.
Данный способ позволяет практически мгновенно после деформационного воздействия получать изображение дефектов, исключая при этом использование эталонов (экранов) и сравнение выявленных реальных дефектов с эталоном, как в прототипе. В этом и заключается упрощение предложенного способа.
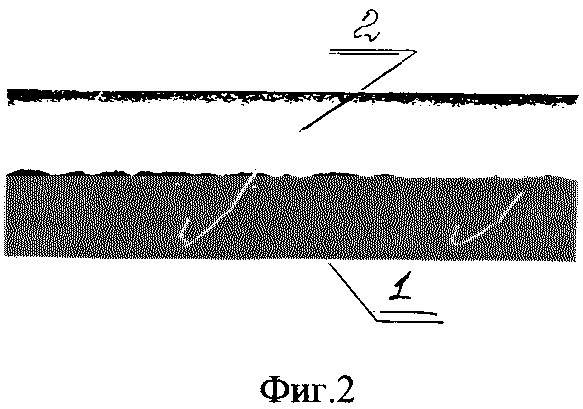
Заявляемый способ поясняется графическими материалами и фотографиями. На фиг. 1 изображена схема нагружения образцов.
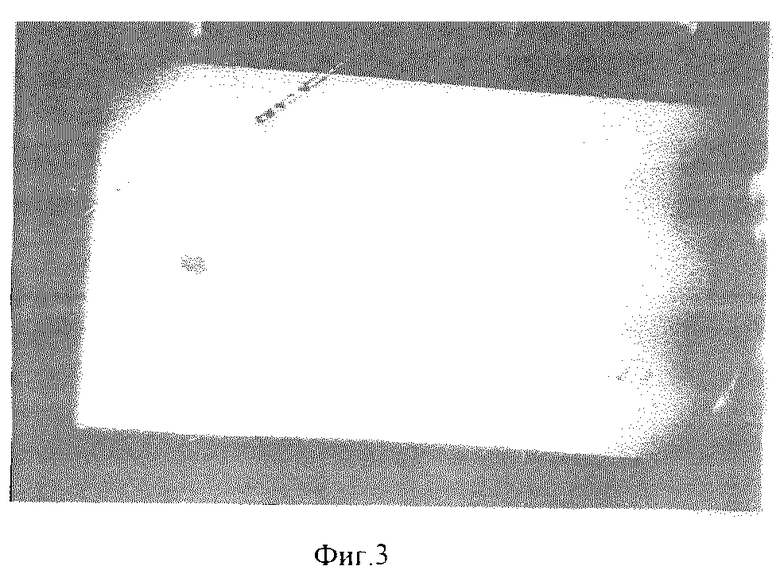
На фиг. 2 приведена фотография (радиограмма) образцов после нагружения.
На фиг. 3 показано изображение поверхности облученного объекта после 20 часов от момента облучения.
На фиг. 4 представлено изображение поверхности облученного объекта после 72 часов от момента облучения.
Способ реализуется следующим образом. Объектом исследования выбран образец из меди (1, фиг. 1) объемом 5-6 см3. Облучение проводилось потоком нейтронов со спектром деления на импульсном реакторе, уровень облучения составил F ≅ 4•1013 нейтр./см2. При облучении образца нейтронами образуются радиоактивные изотопы Cu64 с периодом полураспада T1/2=12,87 час. и Cu66 с периодом полураспада T1/2= 5,144 мин. Распад долгоживущего изотопа сопровождается испусканием β -частиц и рентгеновского излучения, сильно поглощающимися в меди. Далее облученный образец соединялся с идентичным необлученным (2, фиг. 1) и образцы подвергались деформации (фиг.2)
Затем образцы разрезались в интересующей плоскости, шлифовались и протравливались. Для травления использовался водный раствор FeCl3•6H2O. Длительность травления ≅ 20 мин. выбиралась такой, чтобы на срезе визуально можно было наблюдать проявление кристаллической структуры меди. После этого плоскостью среза образец поджимается к слою эмульсии фотопленки. Время выдержки образцов меди от момента облучения до начала экспонирования ≅ 20 часов.
Для выяснения изменения контрастности изображения в зависимости от времени исследовался облученный образец из меди (фиг. 3, фиг. 4). Экспонирование проводилось двухкратно. Вначале контакт с фотоэмульсией составил ≅ 20 часов (фиг. 3), затем пленка заменялась новой, для которой время экспозиции составляло ≅ 3 суток (72 часа) (фиг.4). Получалось 2 разных отпечатка одной и той же поверхности. Контрастность второго (фиг.4) отпечатка слабее, чем первого (фиг. 3), но также является удовлетворительной. При использовании фотопленки КН-4 необходимый уровень облучения ≅ 3•1013 нейтр./см2. Применение рентгеновской пленки КОДАК XRP-5 позволило снизить уровень облучения, для получения хороших отпечатков, до уровня ≅ 1013 нейтр./см2. В экспериментах получено, что при наличии плотного контакта облученной медной поверхности со слоем фотоэмульсии, возможно разрешение деталей взаимодействия поверхностей с линейными размерами ≅ 0,2 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИРОЭЛЕКТРИЧЕСКИЙ ДЕТЕКТОР ИМПУЛЬСНОГО ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 1996 |
|
RU2136017C1 |
| СПОСОБ ИМПУЛЬСНОЙ РЕНТГЕНОГРАФИИ | 2001 |
|
RU2188446C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ЧУВСТВИТЕЛЬНОСТИ ИМПУЛЬСНОГО ГЕНЕРАТОРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2119213C1 |
| ИМПУЛЬСНАЯ ТРУБКА | 1998 |
|
RU2145748C1 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 1999 |
|
RU2160480C1 |
| УСТРОЙСТВО ДЛЯ ОБЛУЧЕНИЯ МИШЕНЕЙ | 1999 |
|
RU2176831C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИМПУЛЬСА СВЕТА И ИМПУЛЬСНЫЙ ИСТОЧНИК СВЕТА | 1998 |
|
RU2152665C1 |
| РАДИАЦИОННЫЙ ИНТРОСКОП | 1998 |
|
RU2144662C1 |
| СПОСОБ ГЕНЕРАЦИИ ИМПУЛЬСОВ МЯГКОГО РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 1997 |
|
RU2128411C1 |
| СПЕКТРОМЕТР РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 1999 |
|
RU2177629C2 |
Изобретение может быть использовано для радиографического контроля качества сварных соединений и литых деталей, определения эффективности внедрения кумулятивной струи, определения перемешивания материалов при ударно-волновом нагружении и может использоваться в различных отраслях народного хозяйства. Сущность изобретения заключается в облучении контролируемого объекта ионизирующим излучением, например нейтронами. Затем осуществляют контактирование облученного объекта с необлученным, подвергают их деформационному воздействию и разрезают в интересующей плоскости. Плоскость среза обрабатывают и исследуют ее изображение, полученное регистрацией распределения радиоактивных частиц радиографическим методом. Изобретение позволяет повысить оперативность путем упрощения способа и увеличить точность за счет повышения контрастной чувствительности. 4 ил.
Способ радиографического контроля изделий, заключающийся в воздействии ионизирующего излучения на контролируемый объект с последующей регистрацией излучения и визуализацией полученного радиационного изображения радиографическим методом, отличающийся тем, что после воздействия излучения осуществляют контактирование облученного объекта с необлученным и подвергают их деформационному воздействию, а затем разрезают в плоскости, изображение которой интересно получить в данный момент.
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1988 |
|
SU1526381A1 |
| Способ определения дефектности изделий | 1989 |
|
SU1619170A1 |
| Способ определения глубины дефекта при радиографии изделий | 1973 |
|
SU458744A1 |
| Сердечник статора электрической машины | 1984 |
|
SU1272404A1 |
| СПОСОБ ПРОИЗВОДСТВА ИНСТАНТ-ПОРОШКА ДЛЯ ТОПИНАМБУРНОГО НАПИТКА | 2008 |
|
RU2370975C1 |

