Изобретение относится к области дефектоскопии и может быть использовано при радиографическом контроле сварных соединений, наплавок и кромкой изделий.
Цель изобретения расширение диапазона радиографируемых за одну экспозицию толщин металла и связанное с этим повышение точности оценок лучевых размеров дефектов.
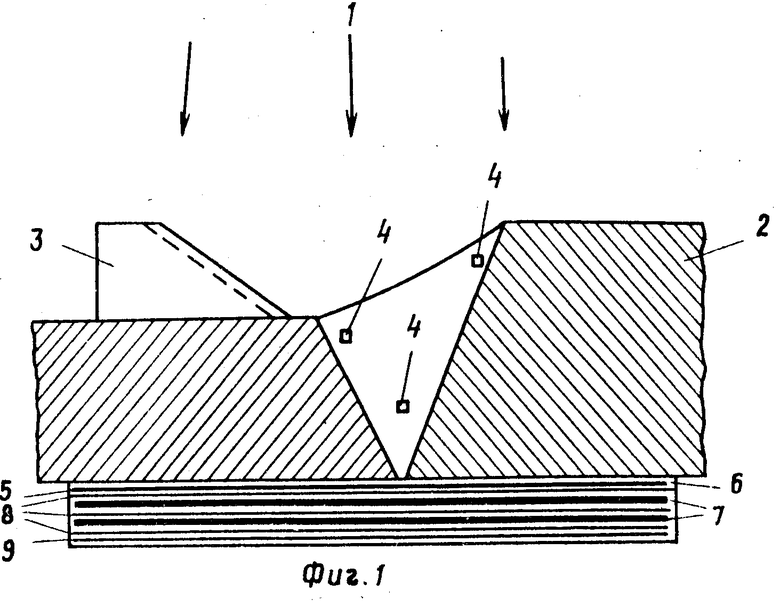
На фиг. 1 дана схема радиографирования сварного соединения переменного сечения, где показаны источник 1 излучения, сварное соединение 2, разнотолщинных деталей, эталон-имитатор 3 с продольными канавками на скошенной кромке, реальные дефекты 4 типа нарушения сплошности металла, многослойная кассета 5 с передним экраном 6 стандартной толщины и промежуточными экранами 7 повышенной толщины, разделяющими пленки 8 (задний экран 9).
Сущность способа заключается в использовании свойств экранов из тяжелых материалов, с одной стороны, сокращать экспозицию просвечивания за счет подсветки радиографической пленки вторичными электронами, выбиваемыми из материала экрана, а с другой стороны, снижать при достаточно большой толщине экрана интенсивность падающего на пленку излучения и тем самым уменьшать оптическую плотность снимка. С увеличением толщины свинцовых экранов происходит более сильная фильтрация мягкого рассеянного излучения, вуалирующего изображения на снимках, что уменьшает фактор накопления и, соответственно, повышает величину радиационных контрастов дефектов. Это происходит до тех пор, пока сами экраны не начинают существенно рассеивать первичное излучение. Как показали измерения, граничная толщина экрана, при которой еще не происходит снижения контрастной чувствительности радиографического контроля, значительно больше, чем толщина экрана, при которой наблюдается его максимальное усиливающее действие. Это позволяет, используя многослойную кассету с набором радиографических пленок, размещенных между промежуточными экранами повышенной (относительно стандартной толщины переднего экрана) суммарной толщины, добиться последовательного снижения интенсивности падающего на пленки излучения без снижения контрастной чувствительности, определяемой при фиксированной оптической плотности снимка, и тем самым расширить диапазон радиографируемых за одну экспозицию толщин металла сварного соединения переменного сечения. Каждый промежуточный экран, снижая интенсивность излучения, компенсирует определенное изменение просвечиваемой толщины сварного соединения. Набор промежуточных экранов компенсирует весь диапазон изменений просвечиваемой толщины. Соответственно, на каждой из пленок многослойной кассеты получается изображение определенного участка сварного соединения с заданным соответствующим требованиям стандартов диапазоном оптической плотности, а вся последовательность пленок дает полное изображение всего контролируемого участка сварного соединения переменного сечения. Свойство промежуточных экранов достаточно большой толщины компенсировать разницу просвечиваемых толщин контролируемого металла может быть использовано при радиографическом контроле скошенных кромок изделий. В этом случае промежуточные экраны заменяют собой приставки-компенсаторы.
П р и м е р. Проводился радиографический контроль сварного соединения переменного сечения. Толщина свариваемых плоских пластин составляла 10 и 20 мм. Просвечивание проводилось рентгеновским излучением аппарата РУП-150/300 при напряжении на рентгеновской трубке 200 кВ. Фокусное расстояние составляло 800 мм. Использовалась радиографическая пленка "Структурикс" типа Д4. Фотообработка снимков осуществлялась на автоматической фотопроявочной машине "Гевоматик". Фотометрирование снимков проводилось с помощью электронно-цифрового денситометра "Хеллинг-301".
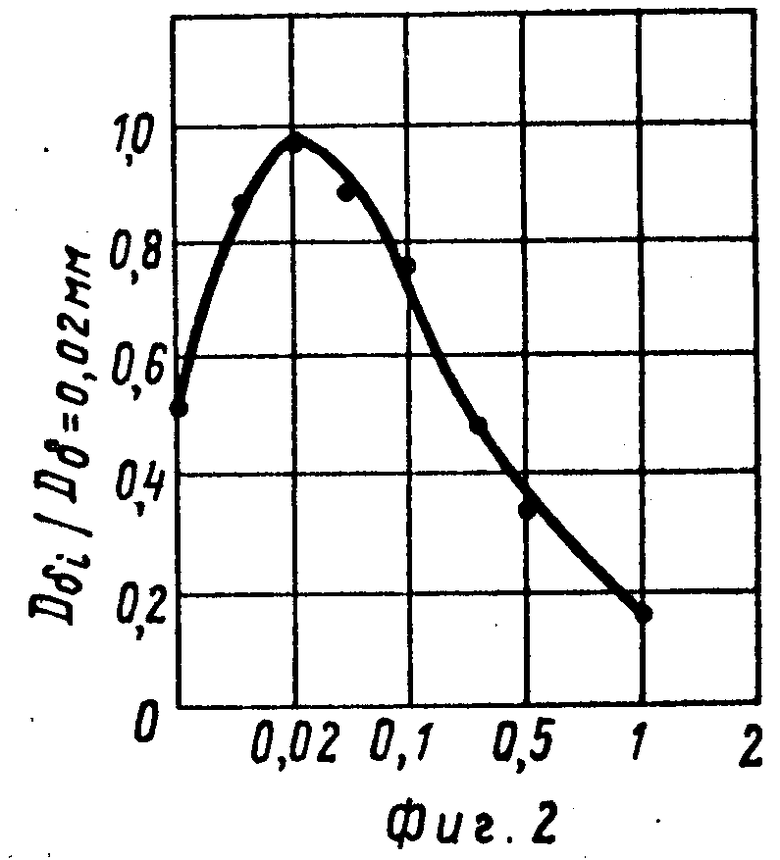
На фиг. 2 представлена полученная экспериментально зависимость для d=20 мм оптической плотности D пленок различных слоев многослойной кассеты, отнесенной к величине D при минимальной толщине переднего экрана δ 0,02 мм, от суммарной толщины свинцовых экранов, расположенных перед данной пленкой.
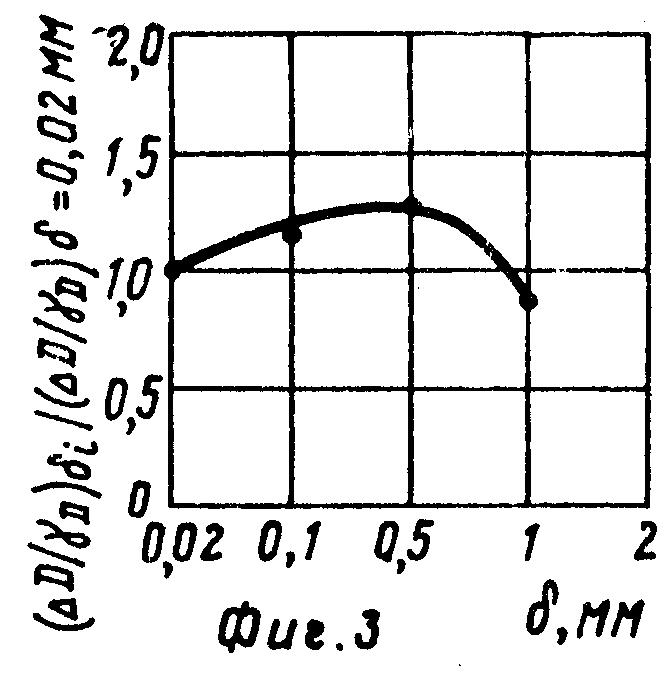
На фиг. 3 приведена зависимость величины ΔD/γD где γD коэффициент контрастности радиографической пленки при оптической плотности D, а Δ D контраст изображений, причем величина ΔD/γD также отнесена к ее значению для δ= 0,02 мм. При измерениях использовался эталонный дефект прямоугольная канавка шириной 5 мм и глубиной 1 мм, расположенная со стороны радиографической пленки.
Предварительно проводился выбор количества слоев применяемой многослойной кассеты и толщины свинцовых промежуточных экранов, обеспечивающих получение за одну экспозицию полного изображения контролируемого участка сварного соединения. Согласно ОСТ 108.004.110-80 оптическая плотность снимка должна быть в пределах от 1,5 до 4,0, т.е. может изменяться более чем в 2 раза. Поскольку в данном диапазоне плотностей снимка оптическая плотность пленки примерно прямо пропорциональна интенсивности падающего на нее излучения, то на одной пленке может быть получено изображение контролируемого участка с перепадом просвечиваемых толщин, соответствующим слою половинного ослабления излучения. Слой половинного ослабления рентгеновского излучения при напряжении на рентгеновской трубке 200 кВ составляет для стали примерно 4 мм. В рассматриваемом случае перепад просвечиваемых толщин составляет 10 мм, т.е. около 2,5 слоев половинного ослабления. Для получения последовательного изображения участка с данным перепадом толщин с необходимым перекрытием зон изображений требуется три пленки, разделенные двумя промежуточными экранами, каждый из которых примерно в 1,5 раза снижает интенсивность излучения. Из графика фиг. 2 находим, что толщина такого экрана равна 0,2 мм. Толщина стандартного переднего усиливающего экрана 0,02 мм. Из графиков фиг. 3 видно, что при суммарной толщине двух промежуточных экранов, равной 0,4 мм, снижения контрастной чувствительности радиографического контроля на задней пленке не происходит.
Эталон-имитатор представляет собой пластину толщиной 10 мм, соответствующей перепаду толщин сварного соединения (ширина пластины 50 мм). На скошенном торце пластины имеются две продольные (сверху вниз) канавки шириной 3 мм. Угол скоса торца 30о. Глубина канавок 0,85 мм и 1,7 мм, что соответствует размеру канавок в направлении просвечивания 1 мм и 2 мм.
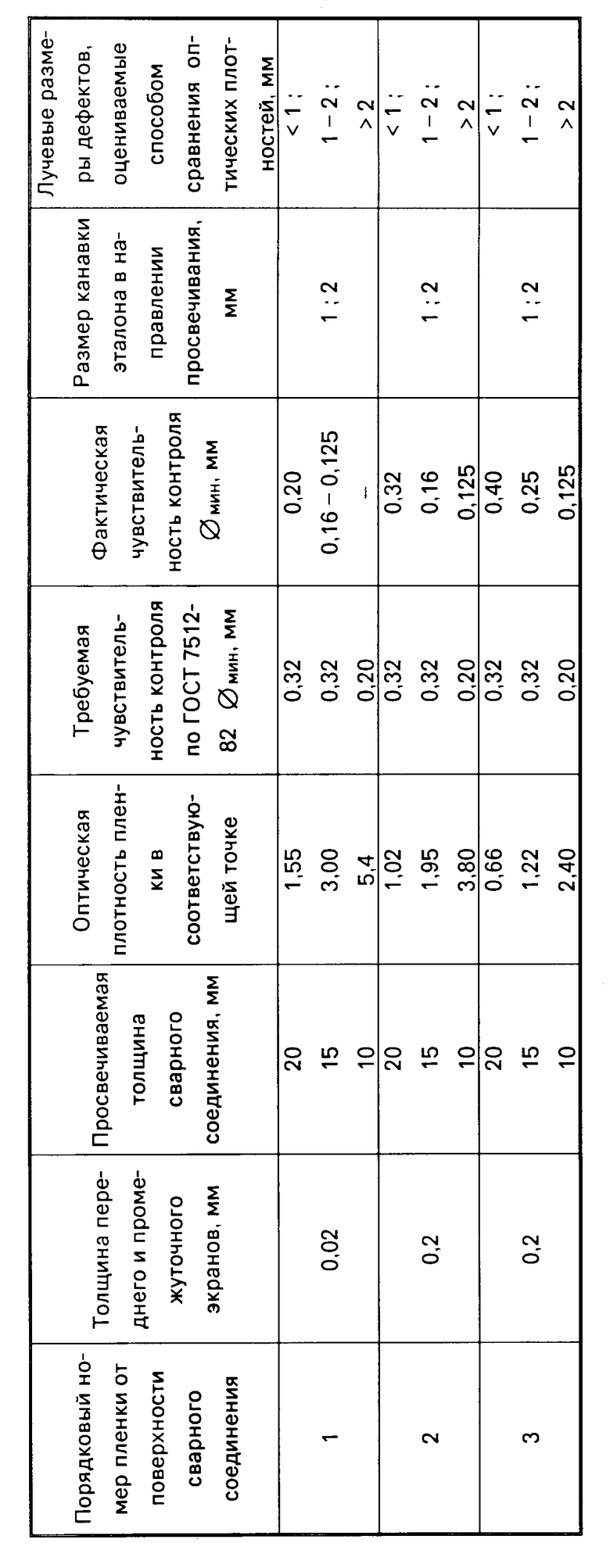
Данные по радиографическому контролю сварного соединения представлены в таблице.
Из таблицы видно, что применение многослойной кассеты позволяет за одну экспозицию получать без снижения чувствительности контроля полное изображение контролируемого участка сварного соединения переменного сечения с требуемой оптической плотностью.
Таким образом, способ позволяет расширить на величину слоя половинного ослабления и более диапазон радиографируемых за одну экспозицию толщин сварных соединений переменного сечения, что повышает производительность и уменьшает трудоемкость радиографирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИОГРАФИРОВАНИЯ ПЕРЕМЕННО-ТОЛЩИННЫХ ОБЪЕКТОВ | 1992 |
|
RU2092820C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2392609C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2006 |
|
RU2313080C1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
| Способ фотометрической оценки размеров дефектов в направлении просвечивания | 1988 |
|
SU1536215A1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2240538C2 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2399908C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2243541C2 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ | 2006 |
|
RU2315979C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФЕКТОГРАММ ПРИ РАДИОГРАФИЧЕСКОМ ИЛИ РЕНТГЕНОВСКОМ КОНТРОЛЕ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2030735C1 |
Изобретение относится к области дефектоскопии. Изобретение позволяет расширить на величину порядка слоя половинного ослабления диапазон радиографируемых за одну экспозицию толщин металла. В способе используется одновременное экспонирование нескольких радиографических пленок, между которыми устанавливаются промежуточные экраны с суммарной толщиной, соответствующей по ослаблению излучения перепаду просвечиваемых толщин. При этом на каждой пленке выявляются дефекты, залегающие в определенном диапазоне глубин. Оценка лучевых размеров дефектов производится с помощью эталона типа пластины с канавками на скошенном торце. 3 ил., 1 табл.
СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ, заключающийся в просвечивании контролируемого соединения и эталона с продольными канавками потоком γ-излучения, регистрации прошедшего излучения на радиографические пленки, разделенные плоскими промежуточными экранами и просмотра изображения контролируемого участка, причем оценку лучевых размеров выявленных дефектов осуществляют путем сравнения оптической плотности или контрастов изображений реальных дефектов и канавок эталона, отличающийся тем, что, с целью расширения диапазона толщин, радиографируемых за одну экспозицию, суммарную толщину промежуточных экранов выбирают из условия ее эквивалентности по ослаблению излучения перепаду просвечиваемых толщин, а толщину каждого экрана из условия равенства вносимого им ослабления фотографической широте пленки, эталон выполняют клинообразным с канавками, расположенными на его наклонной грани, при этом максимальная толщина эталона не меньше перепада толщин сварного соединения, эталон устанавливают на участок меньшей толщины соединения, а сравнение изображений дефектов и канавок эталона осуществляют на участках пленок с одинаковой оптической плотностью фона.
| Румянцев С.В | |||
| Радиационная дефектоскопия | |||
| - М.: Атомиздат, 1974, с.56. |
