Изобретение относится к неразрушающему контролю и может быть использовано для определения однородности и сплошности изделий.
Целью изобретения является повышение информативности за счет обеспечения возможности определения типа дефектов.
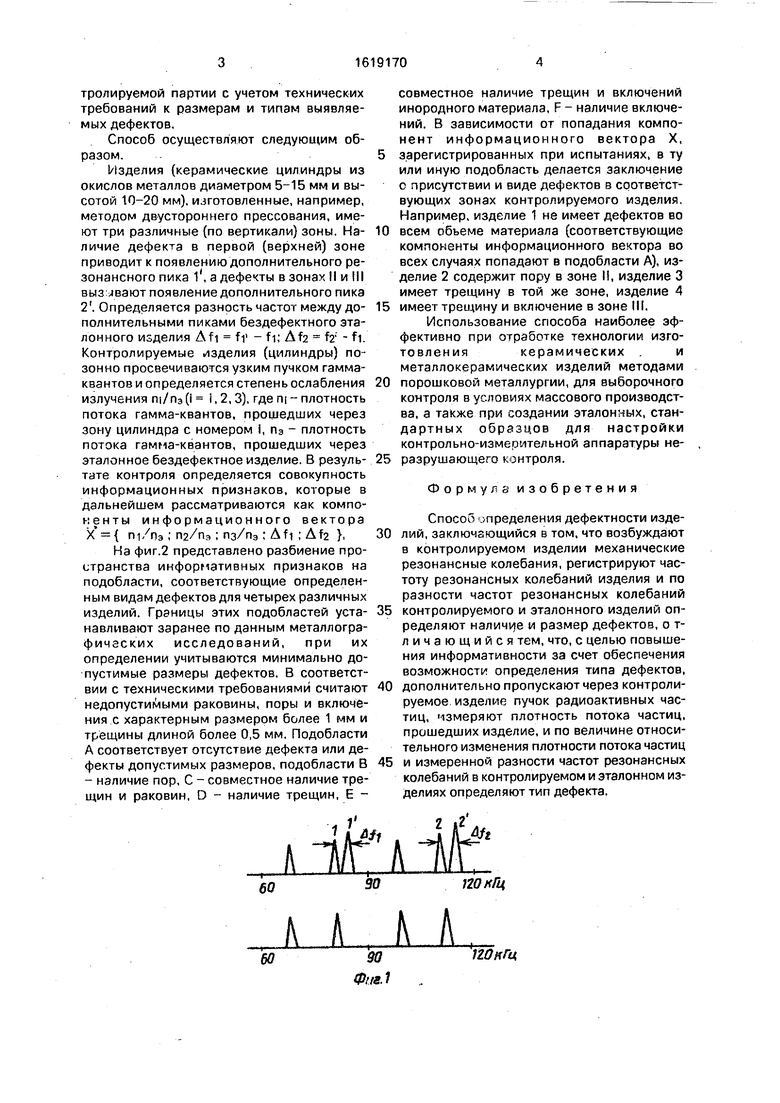
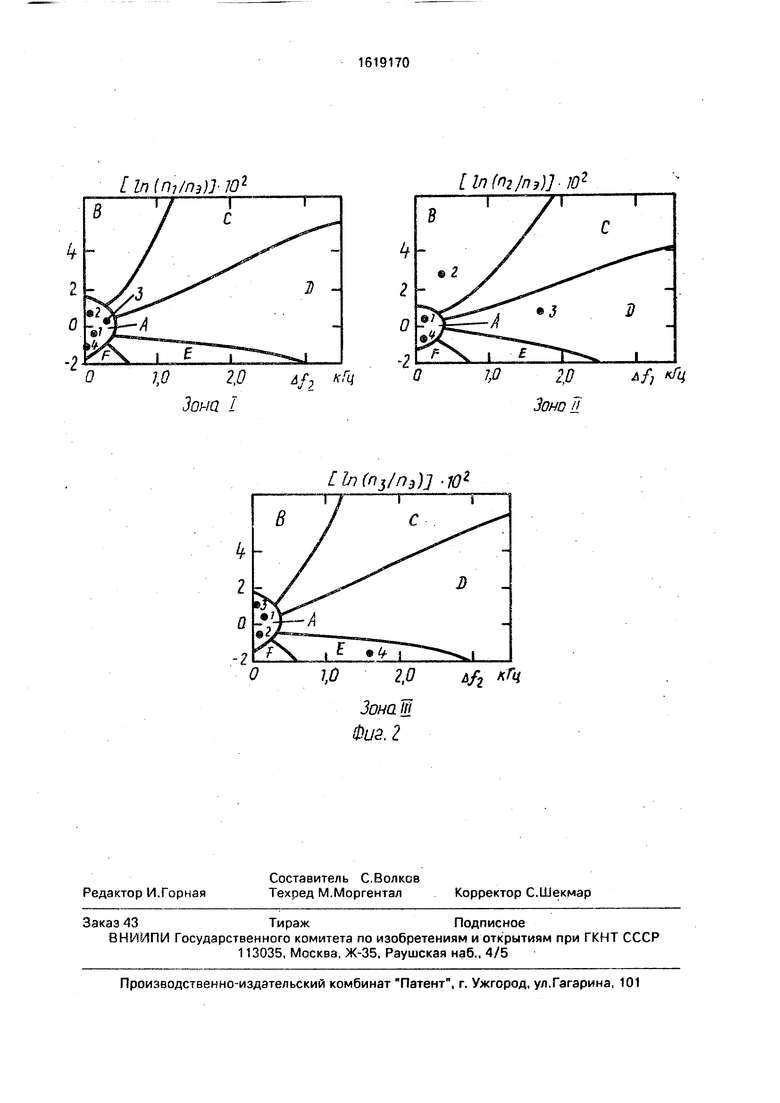
На фиг.1 показан спектр частот резонансных колебаний изделий в виде керамических цилиндров из окислов металлов; на фиг.2 -- схематически представлены подобласти пространства измеряемых информативных параметров, соответствующие различным типам дефектов для трех разных зон четырех различных изделий.
Сущность способа заключается в следующем.
8 модели и возбуждают механические резонансные колебания и пропускают пучок рэдиоактивнмх частиц, По разности частот резонансных колебаний определяют наличие и размер дефектов изделия.
Для определения типа дефектов анализируется совокупность информативных признаков - разность частот между дополнительными частотами контролируемого изделия и основными резонансными частотами эталонного изделия Afi (i 1. 2, 3, ...) и величина изменения потока излучения радиоактивных частиц, прошедших через контролируемое изделие, п/пэ, где пэ и п - плотности потока частиц, прошедших через эталонное и контролируемое изделия. В силу различного ослабления проникающего излучения раковинами, порами и включениями область возможных изменений информативных признаков можно разбить на несколько подобластей, каждсй из которых соответствует наличие дефектов определенного . Положение границ подобластей определяется по результатам предварительных испытаний партии образцов изделий с заданными размерами и видами дефектов или по данным металлографических исследований выборки изделий из кон«
XS
о
гяша&
третируемой партии с учетом технических требований к размерам и типам выявляемых дефектов.
Способ осуществляют следующим образом.
Изделия (керамические цилиндры из окислов металлов диаметром 5-15 мм и высотой 10-20 мм), изготовленные, например, методом двустороннего прессования, имеют три различные (по вертикали) зоны. На- личие дефекта в первой (верхней) зоне приводит к появлению дополнительного резонансного пика 1, а дефекты в зонах II и N1 выз лвают появление дополнительного пика 2. Определяется разность частот между до- полнительными пиками бездефектного эталонного изделия Afi fv - fu Af2 fy - fi. Контролируемые изделия (цилиндры) по- зонно просвечиваются узким пучком гамма- квантов и определяется степень ослабления излучения щ/Пэ (,2,3), где m - плотность потока гамма-квантов, прошедших через зону цилиндра с номером I, пэ - плотность потока гамма-квантов, прошедших через эталонное бездефектное изделие. В резуль- тате контроля определяется совокупность информационных признаков, которые в дальнейшем рассматриваются как компоненты информационного вектора X { п1/пэ; П2/пэ; пз/пэ: A fi; A fa },
На фиг.2 представлено разбиение пространства информативных признаков на подобласти, соответствующие определенным видам дефектов для четырех различных изделий. Границы этих подобластей уста- навливают заранее по данным металлографических исследований, при их определении учитываются минимально допустимые размеры дефектов. В соответствии с техническими требованиями считают недопустимыми раковины, поры и включения с характерным размером более 1 мм и трещины длиной более 0,5 мм. Подобласти А соответствует отсутствие дефекта или дефекты допустимых размеров, подобласти В - наличие пор, С - совместное наличие трещин и раковин, D - наличие трещин, Е 1
л ife
совместное наличие трещин и включений инородного материала, F - наличие включений. В зависимости от попадания компонент информационного вектора X, зарегистрированных при испытаниях, в ту или иную подобласть делается заключение с присутствии и виде дефектов в соответствующих зонах контролируемого изделия. Например, изделие 1 не имеет дефектов во всем объеме материала (соответствующие компоненты информационного вектора во всех случаях попадают в подобласти А), изделие 2 содержит пору в зоне II, изделие 3 имеет трещину в той же зоне, изделие 4 имеет трещину и включение в зоне III.
Использование способа наиболее эффективно при отработке технологии изготовлениякерамическихиметаллокерамических изделий методами порошковой металлургии, для выборочного контроля в условиях массового производства, а также при создании эталонных, стандартных образцов для настройки контрольно-измерительной аппаратуры неразрушающего контроля.
Формуле изобретения
Спосоо определения дефектности изделий, заключающийся в том, что возбуждают в контролируемом изделии механические резонансные колебания, регистрируют частоту резонансных колебаний изделия и по разности частот резонансных колебаний контролируемого и эталонного изделий определяют наличие и размер дефектов, о т- личающийся тем, что, с целью повышения информативности за счет обеспечения возможности определения типа дефектов, дополнительно пропускают через контролируемое изделие пучок радиоактивных частиц, измеряют плотность потока частиц, прошедших изделие, и по величине относительного изменения плотности потока частиц и измеренной разности частот резонансных колебаний в контролируемом и эталонном изделиях определяют тип дефекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОГО РЕСУРСА ПРИ НЕРАЗРУШАЮЩЕМ КОНТРОЛЕ; ОПРЕДЕЛЕНИЯ КРУПНЫХ ПОТЕНЦИАЛЬНО ОПАСНЫХ ДЕФЕКТОВ; ВЫЯВЛЕНИЯ ЗОН ХРУПКОГО РАЗРУШЕНИЯ; ОПРЕДЕЛЕНИЯ ИЗМЕНЕНИЯ ЗОН ФАЗОВОГО СОСТАВА. | 2012 |
|
RU2511074C2 |
| Устройство для контроля качества изделий | 1986 |
|
SU1363058A1 |
| Способ вибрационной диагностики процессов разрушения конструкций | 2017 |
|
RU2659193C1 |
| Способ контроля дефектности изделия | 1989 |
|
SU1714492A1 |
| Способ автоматизированного контроля физико-механических свойств многослойной композиционной втулки несущего винта вертолета | 2024 |
|
RU2834184C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2006 |
|
RU2334225C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БАЛОЧНОГО ТИПА | 2004 |
|
RU2259546C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БЛОЧНОГО ТИПА | 2007 |
|
RU2354949C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТИПА ДЕФЕКТА В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 2013 |
|
RU2524451C1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
Изобретение касается неразрушающего контроля и может быть использовано для определения однородности и сплошное™ изделий. Цель изобретения - повышение информативности. Способ позволяет определить тип и местоположение дефектов за счет того, что контролируемое изделие в дополнение к ультразвуковой резонансной дефектоскопии сканируют узким пучком проникающего излучения, регистрируют изменение плотности потока частиц в пучке. прошедшем через контролируемое изделие, и по величине относительного изменения плотности потока и разность, между дополнительными резонансными частотами эталона определяются наличие, вид и размер дефекта. 2 ил.
60
Л А 1 А
60
90
120 кГц
90 Фпг. 1
ПОиГц
In () Юг
В
О
W2,0
Зона I
4Л «Ъ
Lln(n5/n3) .ft
В
Ь 2 О -2
О1,02,0
ЗонаТЦ Фиг. 2
Цп(п2/пэ)-Ю2
В
b 2 О -1
W 2,0 &fj «Гц Зоне п
| Акустический способ дефектоскопии | 1977 |
|
SU655961A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АКУСТИЧЕСКАЯ ПАНЕЛЬШлВСЕСОЮЗНАЯВИБЛИОТЕНА"Шt ; т^. ^•itAj | 0 |
|
SU319709A1 |
