1. Область техники
Изобретение относится к электротехнической промышленности, используется при концевой заделке кабелей и может быть использовано при соединении многожильных кабелей.
2. Уровень техники
Известны кабельные наконечники, в которых соединение наконечника с кабелем пропаяно (ГОСТ 10434-82 "Соединения контактные электрические. М.: 1994, с. 7).
Недостаток такого устройства в ненадежности соединения в эксплуатационных условиях при повышенных температурах, обусловленная возможностью расплава припоя и разрушения соединения.
Известны наконечники, которые при соединении с кабелем спрессовываются "лункой" (Пат. ФРГ N 1060005, МПК H 02 G).
Недостаток такого устройства - невысокая прочность в месте соединения, невозможность получения требуемого коэффициента заполнения.
Известен также принятый заявителем за прототип наконечник многоручьевой, опрессованный несколькими поясами шестигранным контуром по каждому из поясов (ФРГ, Пат. N 1440824, МПК H 02 G 18/02, 1970).
Недостаток известного устройства - недостаточная плотность упаковки (пониженный коэффициент заполнения) при многожильных кабелях с измененным (заниженным или завышенным от номинального) количеством жил кабеля.
3. Перечень фигур чертежей
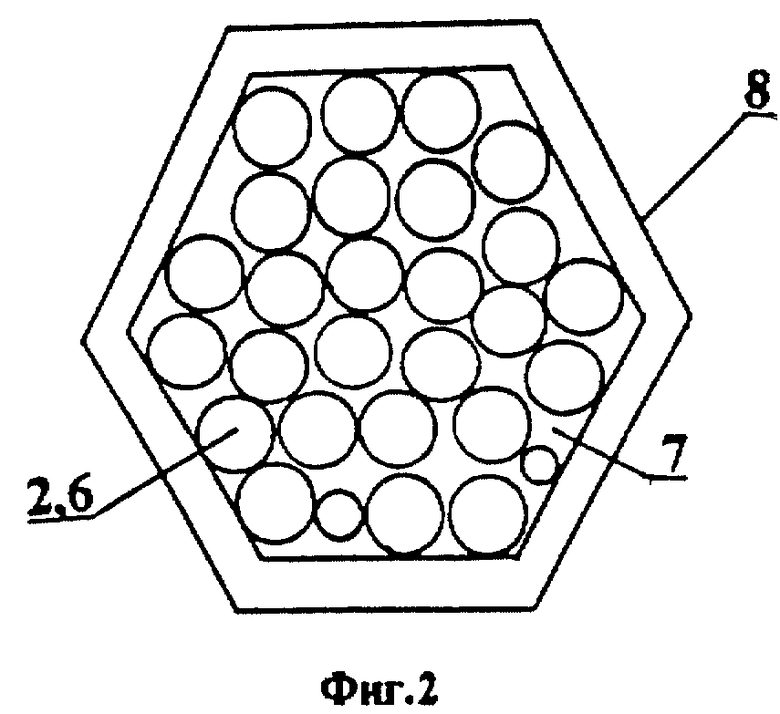
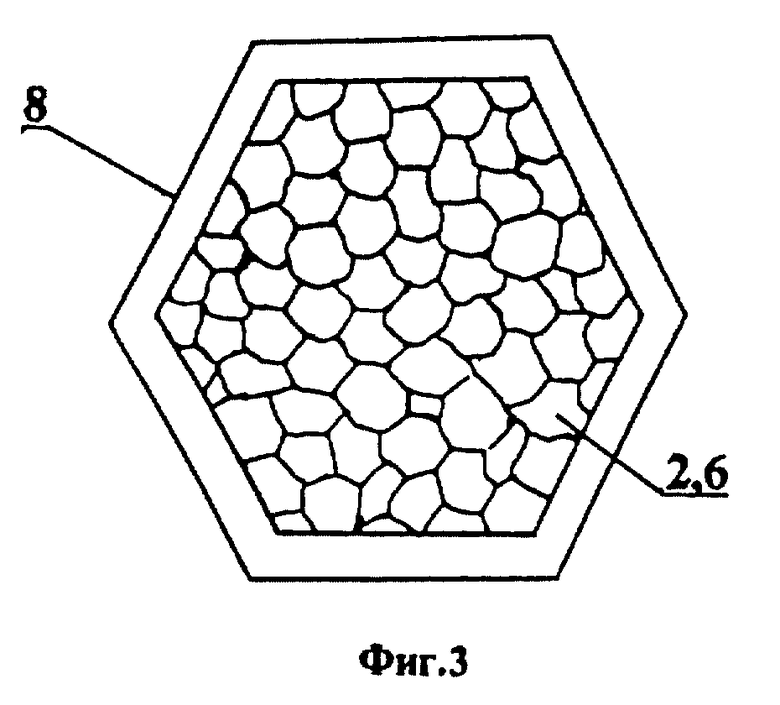
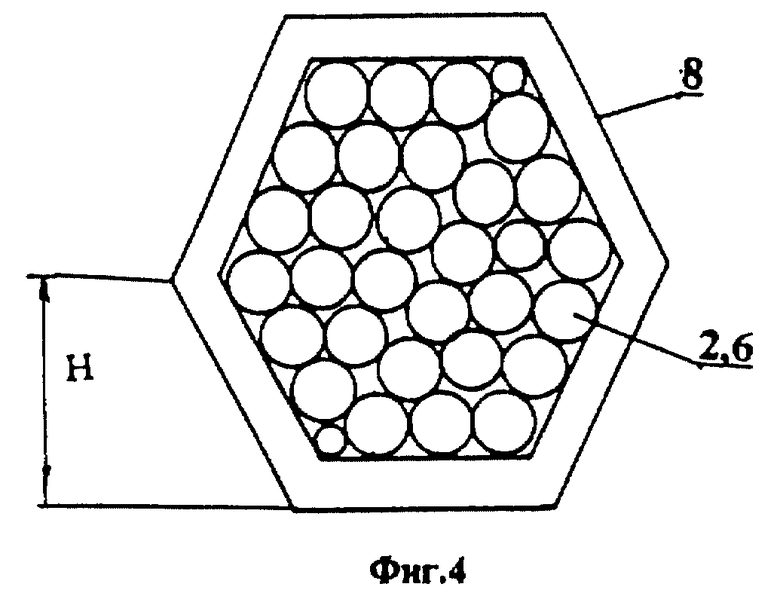
На фиг. 1 представлен общий вид наконечника многоручьевого, опрессованного тремя поясами шестигранным контуром по каждому из поясов, фиг. 2 - упаковка жил кабеля в наконечнике при недопрессовке ("недожим"- пониженный коэффициент заполнения), фиг. 3 - упаковка жил кабеля в наконечнике при перепрессовке ("пережим" - повышенный коэффициент заполнения), фиг. 4 - упаковка жил кабеля в наконечнике при нормальной опрессовке (номинальный коэффициент заполнения), где 1 - наконечник, 2 - многожильный кабель, 3 - пояс номинального обжатия, 4 - пояс минимального обжатия, 5 - пояс максимального обжатия, 6 - жилы кабеля, 7 - пустотность многожильного кабеля, 8 - ручьевой обжим (шестигранная опрессовка).
4. Сущность изобретения
4.1. Задача
Техническая задача состоит в устранении указанных недостатков и направлена на решение задачи оптимизации соединения многожильных кабелей и наконечников, повышение надежности соединения путем обеспечении достаточной плотности упаковки при механическом обжатии многожильных кабелей с измененным (заниженным или завышенным от номинального) количеством жил кабеля.
4.2. Отличительные признаки.
В отличие от известного наконечника, опрессованного несколькими поясами шестигранным контуром по каждому из поясов, в предложенном решении пояса имеют разную степень обжатия по каждому из поясов (ручьев), наконечник содержит не менее двух поясов с заданным диаметром обжатия по каждому поясу по показателям диапазона допустимой плотности тока по перегреву контакта, при этом при трех поясах номинальный диаметр обжатия в среднем поясе - минимальный и максимальный - в крайних поясах с диаметром обжатия ± 0,1 диаметра номинального обжатия при диапазоне допустимой плотности тока по перегреву контакта от 1 А/мм2 до 3 А/мм2, что обеспечивает в целом качественный обжим с требуемым коэффициентом заполнения в одном из поясов (ручьев).
4.3. Сущность устройства
При описании устройства приняты следующие допущения:
- удельное сопротивление и коэффициент теплопроводности считаются независящими от температуры;
- радиус единичного проводника после опрессовки не изменяется;
- расчеты выполняются в зависимости от коэффициента заполнения;
- площадь контакта Sк образована диаметром и высотой шестигранника, площадь боковой поверхности Sбок = 3 Sк, которая зависит только от силы сжатия и не зависит от размеров сечения провода.
Температура перегревают ΔT в области контакта может быть определена как ΔT = Tп+Tc, где Тп - температура нагрева проводника током, Тс - температура перегрева за счет переходного сопротивления на границе проводник-наконечник.
Температура при нагреве проводника током может быть определена как Tп= ρΙ2/KтpS; температура перегрева за счет переходного сопротивления из соотношения,
где I - ток, протекающий через проводник, А;
ρ - удельное сопротивление проводника, Ом•м;
λ - коэффициент теплопроводности проводника Дж/(м • с• oC);
Кт- коэффициент теплоотдачи, Вт/(м2 • oC),
p - периметр поверхности контакта, м;
S - площадь боковой поверхности, м2.
Как видно из формулы, чем больше высота шестигранника (чем "длиннее" поверхность контакта), тем меньше перегрев в области контакта.
Коэффициент заполнения (К) определяет степень монолитности проводника. Определяя плотность тока (J, А/м2) с учетом коэффициента заполнения оценивается температура перегрева по формуле:  где d - диаметр проводника, м.
где d - диаметр проводника, м.
При К= 0,95 (фиг.2) многожильный провод в месте опрессовки наконечником можно рассматривать как состоящий из цельного прутка, в этом случае переходными сопротивлениями между отдельными проводниками можно пренебречь. При К = 0,9 температура перегрева увеличивается приблизительно на 10%. При К = 0,5 (фиг.3) между отдельными проводниками существует воздушное пространство, что приводит к существенному увеличению переходного сопротивления на поверхностях проводников и увеличению температуры перегрева на 50 - 60%.
Выполняя наконечник с несколькими поясами обжатия, шестигранным контуром по каждому из поясов, с разной степенью обжатия не менее двух поясов с заданным диаметром обжатия по каждому поясу, которые определяются по показателям диапазона допустимой плотности тока, исходя из заданного возможного перегрева, равного ΔT = Tп+Tc, определяемого температурой нагрева проводника током Тп и температурой перегрева за счет переходного сопротивления на границе проводник-наконечник Тс, а в частном случае при обжатии в три пояса, с номинальной степенью обжатия обеспечиваемым номинальным диаметром обжатия среднего пояса, минимальной и максимальной - крайними поясами диаметром обжатия ± 0,1 диаметра номинального обжатия при диапазоне допустимой плотности тока по перегреву контакта от 1 А/мм2 до 3 А/мм2 в целом обеспечивается высокая надежность соединения за счет обеспечения максимального обжатия (номинального коэффициента уплотнения), одним из поясов - в зависимости от отклонений количества жил в кабеле от номинального.
4.4. Промышленная применимость (с примером реализации).
Выполнение наконечника обеспечивается механическим обжатием с опрессовкой наконечника одновременно в заданных пределах матрицей соответствующих параметров, несколькими поясами шестигранным контуром по каждому из поясов с разной степенью обжатия не менее двух поясов с заданным диаметром.
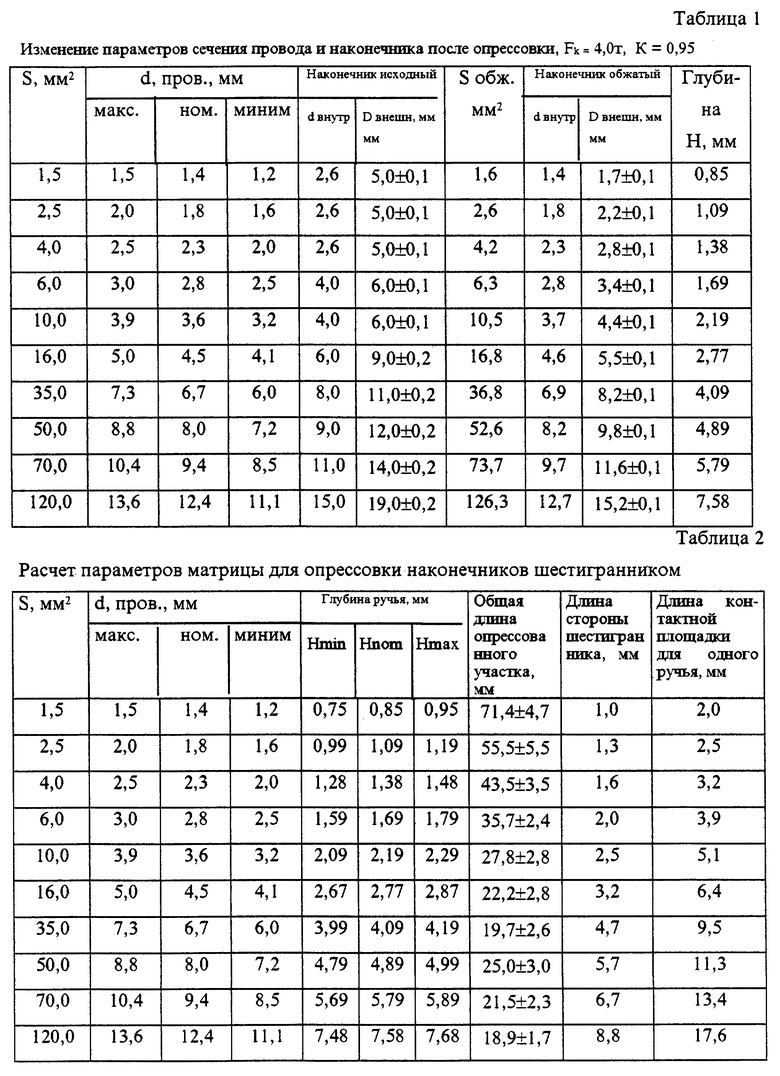
Расчет параметров матрицы для опрессовки наконечников шестигранником проводился для проводов сечением 1,5; 2,5; 4,0; 6,0: 10,0; 16,0; 35,0; 50,0; 70,0; 120,0 мм2 при силе сжатия 40000 H, коэффициент заполнения принимался равным 0,95. Выбор наконечников с соответствующим внутренним диаметром осуществлялся по ГОСТ 7386-80 "Наконечники кабельные медные, закрепляемые опрессовкой".
Результаты расчетов сведены в табл. 1 и 2.
Используя трехручьевую матрицу, в которой глубина одного ручья занижена, другого завышена относительно номинальной, в одном из ручьев обеспечивают качественный обжим с требуемым коэффициентом заполнения.
Резюме заявителя
Анализ, проведенный заявителем по известному ему уровню техники, показал, что предложенное изобретение, не противоречит законам естественной природы, обладает новизной и промышленной применимостью, отвечает в отношении совокупности его существенных признаков требованию критерия "изобретательский уровень", так как из уровня техники не выявляется влияние предписываемых предложенным изобретением преобразований, характеризуемых отличительными от прототипа существенными признаками - наконечник содержит не менее двух поясов с разной степенью обжатия их, с заданным диаметром обжатия по каждому поясу по показателям диапазона допустимой плотности тока по температуре перегрева ΔT, определяемой температурой нагрева проводника током Тп и температурой перегрева за счет переходного сопротивления на границе проводник-наконечник Тс, по формуле: ΔT = Tп+Tc; из уровня техники неизвестен механизм достижения результата, раскрытый в материалах заявки.
Изобретение относится к электротехнической промышленности, используется при концевой заделке кабелей и может быть использовано при соединении многожильных кабелей. Кабельный наконечник состоит из нескольких (не менее двух) поясов (ручьев) обжатия кабеля шестигранным контуром по каждому из поясов, которые выполняются с разной степенью обжатия их, с заданным диаметром обжатия по каждому поясу по показателям диапазона допустимой плотности тока по температуре перегрева ΔT, определяемой температурой нагрева проводника током Тп и температурой перегрева за счет переходного сопротивления на границе проводник-наконечник Тс, по формуле ΔT = Tп+Tc. Устройство обеспечивает повышение надежности соединения кабельного наконечника путем обеспечения достаточной плотности упаковки при механическом обжатии многожильных кабелей с измененным (заниженным или завышенным от номинального) количеством жил кабеля. 1 з.п.ф-лы, 4 ил., 2 табл.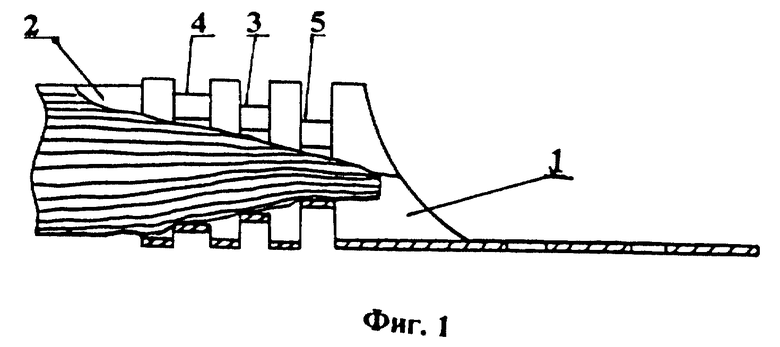
2. Наконечник по п.1, отличающийся тем, что при обжатии в три пояса средний пояс выполнен с номинальной степенью обжатия, крайние пояса выполнены с минимальной и максимальной степенью обжатия с диаметром обжатия соответственно ±0,1 диаметра номинального обжатия при диапазоне допустимой плотности тока по перегреву контакта 1 - 3 А/мм2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разгрузочная станция для пневмотранспорта грузов в контейнерах на колесном ходу | 1986 |
|
SU1440824A2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE 1060005 A, 03.12.59 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ спрессовывания кабельных наконечников | 1956 |
|
SU118029A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления кабельных наконечников | 1937 |
|
SU54124A1 |
