Изобретение относится к обработке листового материала давлением и предназначено для использования при производстве гнутых профилей проката, получаемых методом профилирования на профилегибочных станах.
Известен способ изготовления листовых гофрированных профилей (а.с. СССР N 1813584, кл. B 25 D 5/06, 1991 г.), состоящий в том, что вначале получают промежуточный профиль со спаренными уголковыми гофрами, которые размещают сверху и снижу плоскости профилирования, а затем спаренные уголки доформовывают путем подгибки и поворота относительно друг друга в противоположных направлениях.
Недостатком известного способа является повышенные производственные затраты из-за большого числа формующих клетей (калибров).
Известен также способ изготовления гофрированных профилей, осуществляемый в профилегибочном стане (Патент РФ N 2062155, кл. B 21 D 5/06, 1992 г. ), заключающийся в том, что формование гофров осуществляют в плоскости профилирования сразу по всей ширине заготовки верхними и нижними рядами формующих элементов (роликов), закрепленных на продольных балках.
В известном способе при формовании гофрированного профиля в плоскости профилирования кромки листа наклоняются к центральной части его и, следовательно, растягиваются, сжимая продольную центральную часть листа, которая из-за сжатия впереди образующихся гофров выпучивается, выходит из плоскости профилирования. При уменьшении длины стана (увеличение угла наклона кромок) увеличивается выпучивание листа, что приводит к ухудшению качества профиля - образованию складок.
Рассмотренный способ изготовления гофрированных профилей осуществляется в профилегибочном стане, содержащим расположенные вдоль образующихся гофров верхние и нижние сходящиеся по ходу профилирования направляющие в виде рядов формующих элементов (роликов), закрепленных на продольных балках, связанных с поперечинами и также верхние и нижние калибрующие валки.
недостатком этого стана является то, что ряды его формующих элементов (роликов) расположены в плоскости профилирования, а это, как указано выше, приводит к выпучиванию листа. Для исключения возможности проявления вызванных этим остаточных деформаций приходится делать длинным стан, что удорожает его.
Также недостатком этого стана при изменении технологических факторов (характеристик профилируемого материала, толщина...) является трудоемкость настройки его. Это требует найти новые положения направляющим, что усложняет обслуживание стана. Жесткое крепление, в таком случае, направляющих может привести к ухудшению качества - к образованию складок, которые при этом увеличивают затраты энергии.
Достигаемый при использовании предлагаемого изобретения технический результат заключается в повышении качества гофрированного профиля, в снижении энергозатрат и в упрощении настройки стана.
Указанный технический результат достигается за счет того, что листовой материал прогибают сразу в поперечном и продольном направлениях и на подъеме из прогиба формуют гофры в криволинейной, например конической, поверхности профилирования. Ряды формующих элементов в поперечном направлении стана установлены по ходу профилирования с уменьшающейся кривизной.
Опоры направляющих выполнены подвижными вдоль поперечин, при этом крайние направляющие снабжены приспособлениями для установочного перемещения вдоль поперечин.
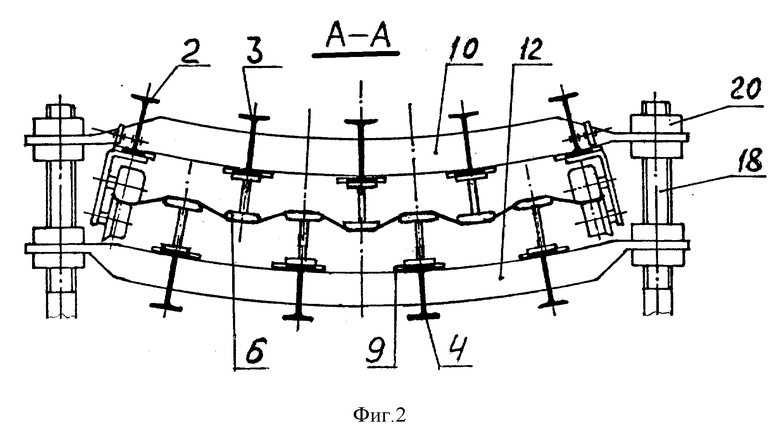
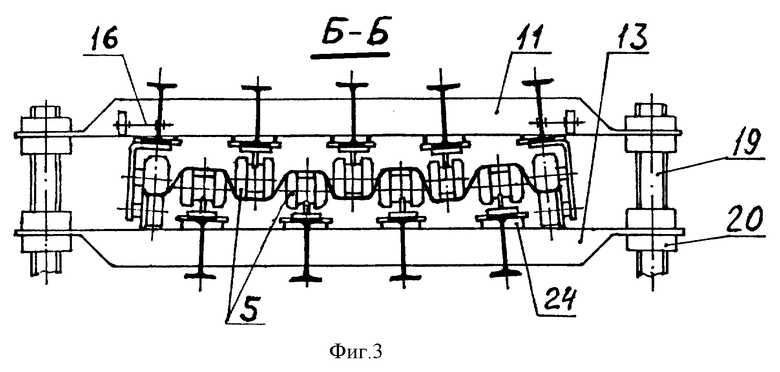
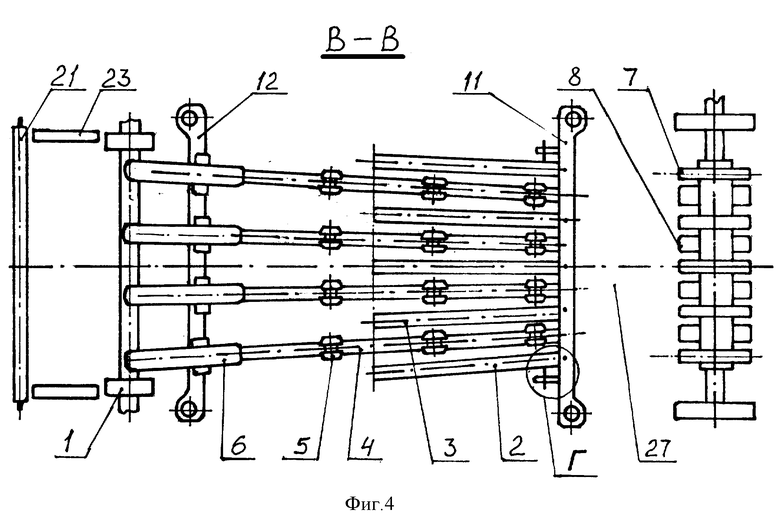
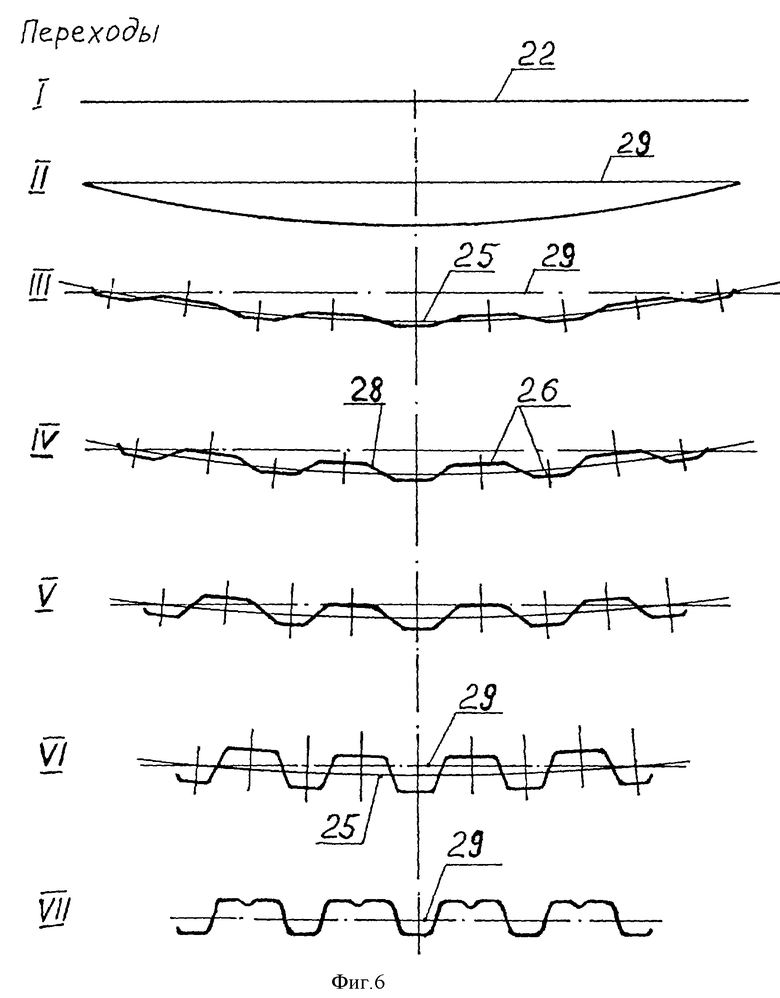
Предложенное изобретение поясняется чертежами, где на фиг. 1 изображен главный вид стана; на фиг. 2 - поперечное сечение А-А на фиг. 1; на фиг. 3 - поперечное сечение Б-Б на фиг. 1; на фиг. 4 - вид Б-Б на фиг 1; на фиг. 5 - вид Г на фиг. 4; на фиг. 6 показана схема профилирования.
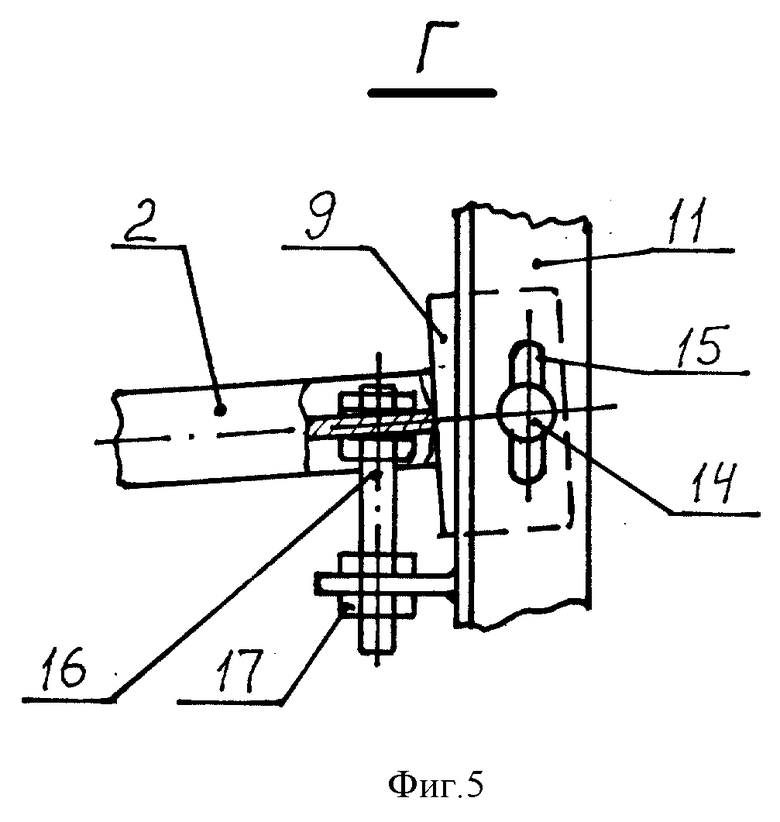
Стан содержит толкающую клеть 1, две крайних 2 и расположенные между ними верхние 3 и нижние 4 направляющие в виде рядов формующих элементов, закрепленных на продольных балках. Каждый ряд формующих элементов может иметь вместо всех или вместо части формующих роликов 5 формующие полозья 6. В состав стана входят верхние 7 и нижние 8 калибрующие валки. Концы направляющих 2-4 снабжены опорами 9, которыми они опираются на верхние передние 10 и верхние задние 11, а также на нижние передние 12 и нижние задние 13 поперечины. Направляющие 2-4 имеют возможность ограниченного перемещения в поперечном направлении стана. Для этого каждая опора 9 снабжена, например, болтом 14, вставленным в продолговатое отверстие 15 на поперечине и до конца не завинченным в опоры. Положение только крайних направляющих 2 на поперечинах устанавливается и фиксируется приспособлениями в виде шпилек 16 и гак 17. Поперечины 10-13 выставляются по высоте на передних 18 и задних 19 стойках при помощи гаек 20. От опорных валков 21 до толкающей клети 1 кромки листового материала (листа) 22 опираются на проводку 23.
Передние поперечины 10 и 12 в вертикальной плоскости выполнены дугообразными вогнутостями, обращенными вверх (см. фиг. 2), задние поперечины 11 и 13 выполнены прямолинейными, но расположение концов направляющих по кривизне в вертикальной плоскости производится за счет установки на поперечины дистанционных деталей, например клиновых подкладок 24. Направляющие 2-4, смонтированные концами на передние и задние поперечины, имеющие разную кривизну, скручиваются кроме центральной с левыми и правыми винтовыми направлениями и образуют коническую поверхность профилирования 25 (см. фиг. 5), в которой формующие элементы располагаются вдоль полок 26 образующегося профиля. После направляющих 2-4 до калибрующих валков 7 и 8 находится участок 27.
Расположение полозьев вдоль образующихся гофров профиля, совмещение направления качения всех формующих роликов с направлением движения контактирующих с ними полок 26 и стенок 28 гофров профиля дает равные условия образования как центральному, так и боковым соседним с ним гофрам, поэтому поперечные силы натяжения стенок каждого гофра равны между собой. Это позволяет каждой средней направляющей 3, 4 установленной на подвижных опорах, взаимодействуя своим формующими элементами со стенками 28 гофров размещаться и оставаться вдоль гофров.
Предложенный способ осуществляется следующим образом.
На входе в стан лист 22 в поперечном направлении опирается на валки 21, а кромки опираются на проводку 23. При этом часть листа между проводкой прогибают в поперечном и продольном направлениях (см. фиг. 6 переходы I, II), и направляют в толкающую клеть 1 до нижней точки прогиба (см. фиг. 1). Подают на подъем из прогиба этой клетью лист 22 между верхними и нижними рядами формующих элементов, расположенными с образованием конической поверхности профилирования 25, кривизна которой по ходу движения листа уменьшается. То есть, ряды формующих элементов образуют из листа гофры, которые, продвигаясь постепенно, приближаются к плоскости профилирования 29. А на участке 27, свободные от формующих элементов гофры плавно изгибаются в поверхности профилирования 25, заканчивают схождения к центру и параллельно друг к другу в плоскости профилирования 29 входят в калибрующие валки 7, 8. После чего профиль готов.
Прогибая лист в стане сразу в поперечном и продольном направлениях, оставляя его на входе, а также кромки и получаемый готовый профиль в плоскости профилирования, получают сужение и укорочение продольной центральной части его, это исключает растяжение кромок, что повышает качество готового профиля, . при этом в зоне формования боковые гофры оказываются закрученными винтообразно, их жесткость в этой зоне снижается, это позволяет круче изгибать без остаточных деформаций кромки на участке 27 от концов направляющих до калибровки и, следовательно, уменьшить длину профилегибочного стана.
При прокатке заготовок, с разными технологическими факторами при настройке стана необходимо будет найти новое положение только крайним направляющим. Средние направляющие за счет подвижных опор размещаются и фиксируются стенками гофрируемого профиля, что обеспечивает высокое качество профиля и поэтому минимальные затраты энергии на профилирование.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛИРОВАННЫЙ ЛИСТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ПРОФИЛЕГИБОЧНЫЙ СТАН | 2001 |
|
RU2220803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2330738C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1978 |
|
SU811571A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2088355C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2005 |
|
RU2291014C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
Использование: обработка листового материала давлением при производстве гнутых профилей проката, получаемых методом профилирования на профилегибочных станах. Сущность изобретения: листовой материал в стане прогибают сразу в поперечном и продольном направлениях, оставляя его на входе, а на подъеме из прогиба формуют гофры верхними и нижними направляющими, расположенными в криволинейной, например конической, поверхности профилирования. После перехода из конической поверхности в плоскость профилирования профиль формуют в калибрующих валках. Направляющие стана выполнены в виде рядов формующих элементов (полозьев, роликов), закреплены на продольных балках, связаны с поперечинами опорами вдоль них подвижными, крайние направляющие снабжены приспособлениями для установочного перемещения вдоль поперечин. Технический результат заключается в повышении качества гофрированного профиля, в снижении энергозатрат и в упрощении настройки стана. 2 c. и 2 з.п. ф-лы, 6 ил.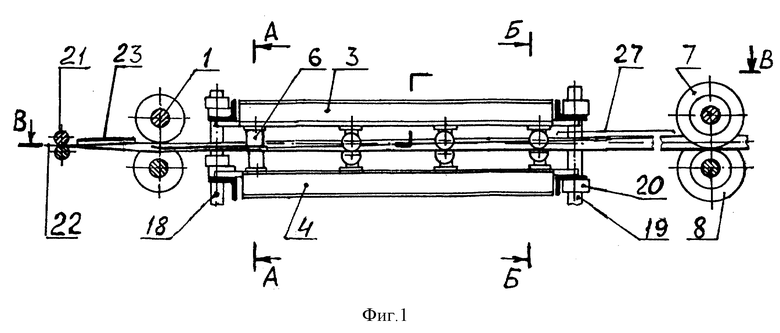
| RU 2062155 C1, 20.06.96 | |||
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| Шахтная печь для выращивания кристаллов методом Киропулоса | 1961 |
|
SU151673A1 |
| Спуск для корнеплодов | 1986 |
|
SU1498670A1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2012 |
|
RU2499881C2 |
| US 4176539 A, 04.12.79. | |||

