Использование: металлические холодногнутые листовые профили (профлист) с волнистыми, трапециевидными или другой формы гофрами для строительства и других отраслей промышленности; обработка металлов давлением при производстве профлиста, полученного методом профилирования на профилегибочных станах, с помощью валков специальной формы.
Известен профлист с волнистыми гофрами (И.С. Тришевский и др. Холодногнутые гофрированные профили проката, с. 14, Киев, 1967).
Недостаток - слабая продольная несущая способность, обусловленная наличием продольных прямых параллельных линий в вершинах и впадинах гофров, где профиль легко прогибается.
Известен профлист с трапециевидными гофрами. (Профили стальные листовые гнутые с трапециевидными гофрами для строительства. ГОСТ 24045-94.)
Недостаток - слабая продольная несущая способность, обусловленная наличием в гофрах продольных плоских поверхностей, где профлист легко прогибается.
Известен профлист с продольными и поперечными гофрами, периодически повторяющимися по длине профиля (И.С. Тришевский и др. Холодногнутые гофрированные профили проката, с. 68, Киев, 1967).
Данный профлист позволяет полнее использовать его несущую способность при работе в сложных условиях нагружения за счет распределения нагрузки на продольные и поперечные гофры.
Недостаток - наличие в профлисте ячеек (замкнутых полостей), приводящих к скоплению в них снега, влаги, грязи, что в свою очередь приводит к более быстрому его разрушению, а также сложность изготовления данного профлиста.
Известен способ производства гофрированнного профиля и профилегибочный стан для его осуществления (патент России 2146572, кл. В 21 D 5/06, 13/06, 1998).
В известном способе листовой материал прогибают сразу в поперечном и продольном направлениях и на подъеме из прогиба формуют гофры в криволинейной, например конической, поверхности профилирования между рядами формующих элементов.
Сам стан снабжен формующими неприводными элементами, установленными в поперечном направлении стана с возможностью образования криволинейной поверхности профилирования, кривизна которой уменьшена по ходу профилирования.
Недостатком известного способа и стана для его осуществления является невозможность получения на нем профлистов с повышенной продольной несущей способностью, так как формование гофрированного профиля ведется неприводными роликами, а форма их не позволяет получить волнообразный (в плане) гофрированный профиль.
Известен способ изготовления листовых гофрированных профилей (а.с. СССР 1813584, кл. В 25 D 5/06, 1991), состоящий в том, что вначале получают промежуточный профиль со спаренными уголковыми гофрами, которые размещают сверху и снизу плоскости профилирования, а затем спаренные уголки доформовывают путем подгибки и поворота относительно друг друга в противоположных направлениях.
Недостатками известного способа являются повышенные производственные затраты из-за большого числа формирующих клетей (калибров) и получение профлиста с малой продольной несущей способностью.
Известен профилегибочный стан для производства гнутых профилей проката, содержащий ряд последовательно установленых рабочих клетей с верхними и нижними формующими валками и привод вращения валков, а также дополнительные формующие и правильные ролики, установленные на архитравах (а.с. СССР 1362535, В 21 D 5/06, 1987).
Недостатком данного стана является невозможность получения на нем профлиста с повышенной продольной несущей способностью. Правильные ролики не повышают качества профлиста с более жесткими требованиями по продольному прогибу, т. к. получаемый профиль имеет продольные плоские поверхности, не обладающие достаточной жесткостью.
Технической задачей, на решение которой направлено изобретение, является создание металлических холодногнутых профлистов с волнистыми, трапециевидными или другой формы гофрами с повышенной продольной несущей способностью, а также расширение арсенала (номенклатуры) профлистов, способа их изготовления и профилегибочного стана для их производства.
Указанный технический результат достигается за счет того, что в полученном на профилегибочном стане профилированном листе, содержащем гофры, выполненные в продольном направлении, одна или обе стенки одного или нескольких или всех гофров выполнены по волнообразным линиям, в частности по синусоидальным линиям, способом производства профилированного листа, включающим получение гофров, расположенных в продольном направлении, изгибом листовой или рулонной заготовки калибрами формующих валков, причем стенку гофра получают изгибом листовой или рулонной заготовки по двум волнообразным линиям, в частности по двум синусоидальным линиям, при этом используют нижние и верхние формующие валки с калибрами, выполненными с кромками в виде эллипсов, большие оси которых расположены в одной плоскости, угол между осями эллипсов калибров верхних и нижних формующих валков составляет 180o-2α, а их проекции на плоскость, перпендикулярную оси вращения, являются окружностями, где α - угол наклона большой оси каждого эллипса от вертикали к оси его вращения, лежащей в плоскости, проходящей через большую ось данного эллипса и ось его вращения; сам профилегибочный стан для производства профилированного листа содержит несколько последовательно установленных рабочих клетей с верхними и нижними кинематически связанными между собой формующими валками с калибрами и привод их вращения, при этом на калибрах одна или обе торцевые поверхности образованы наклонными относительно оси формующих валков плоскостями, причем наклон каждой плоскости на калибре верхнего формующего валка противоположен наклону каждой плоскости на калибре нижнего формующего валка, участвующих в изгибе листовой или рулонной заготовки с образованием данной стенки гофра, а в каждой предыдущей клети наклон плоскостей в калибрах верхних и нижних формующих валков противоположен наклону плоскостей в калибрах верхних и нижних формующих валков последующей клети соответственно.
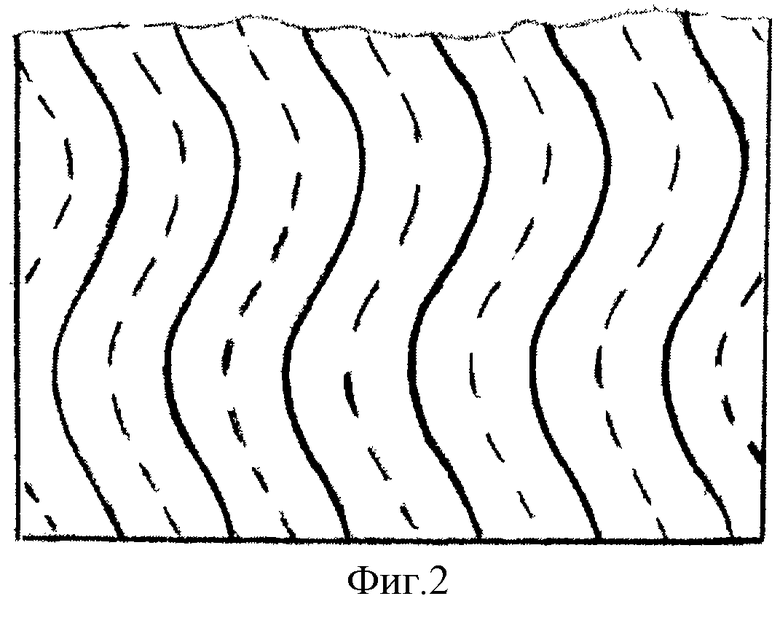
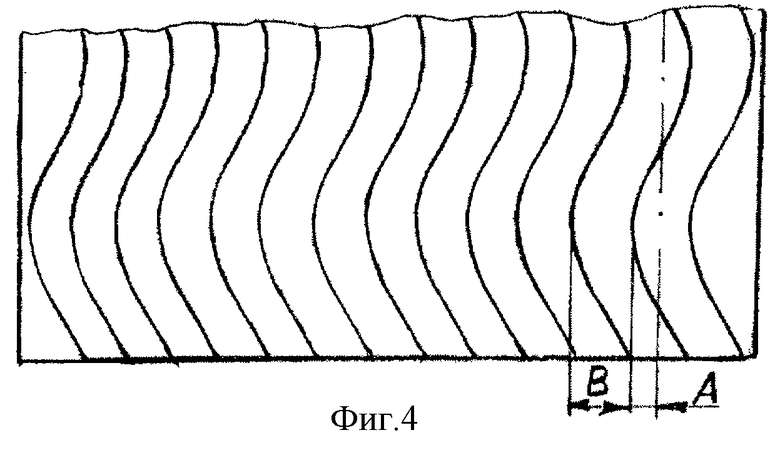
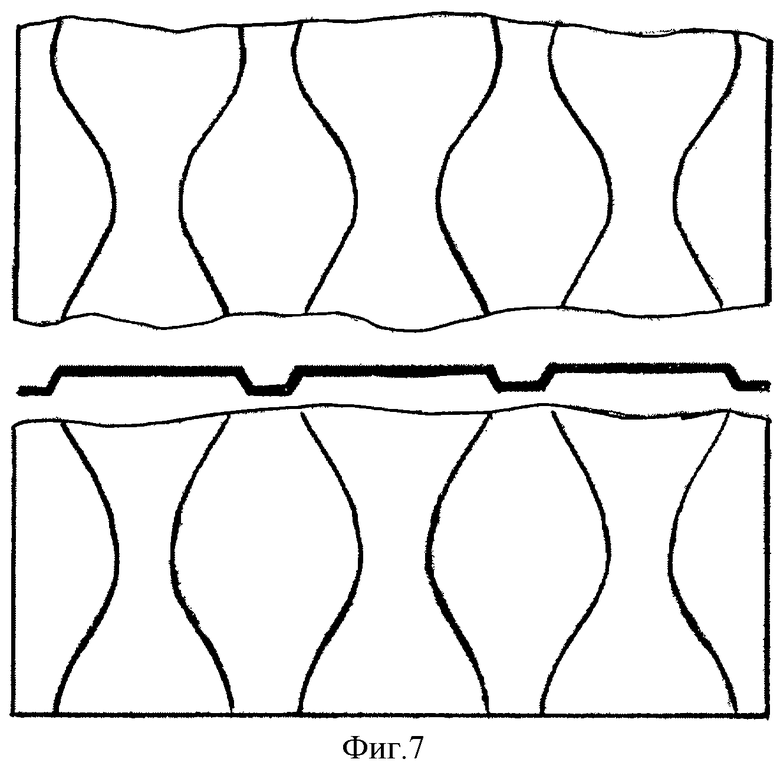
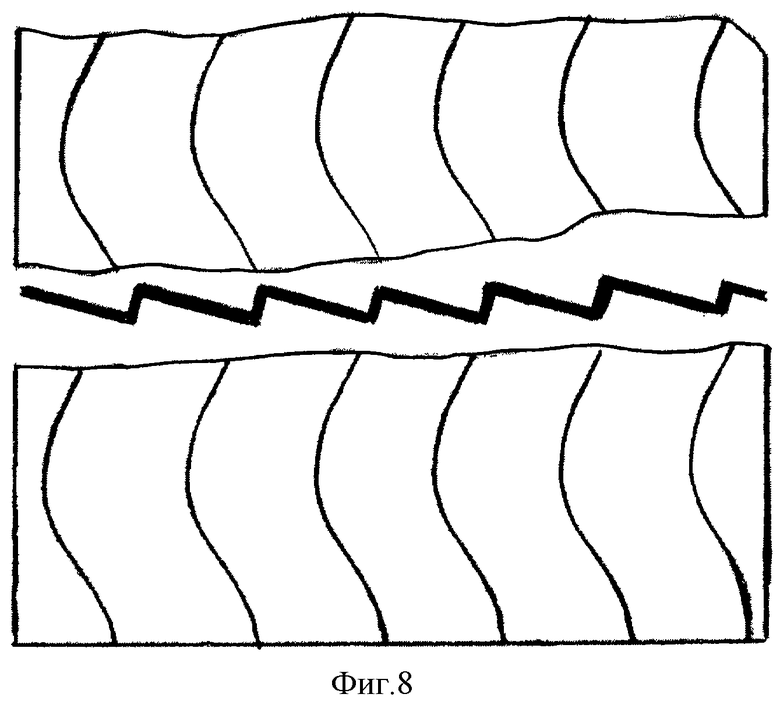
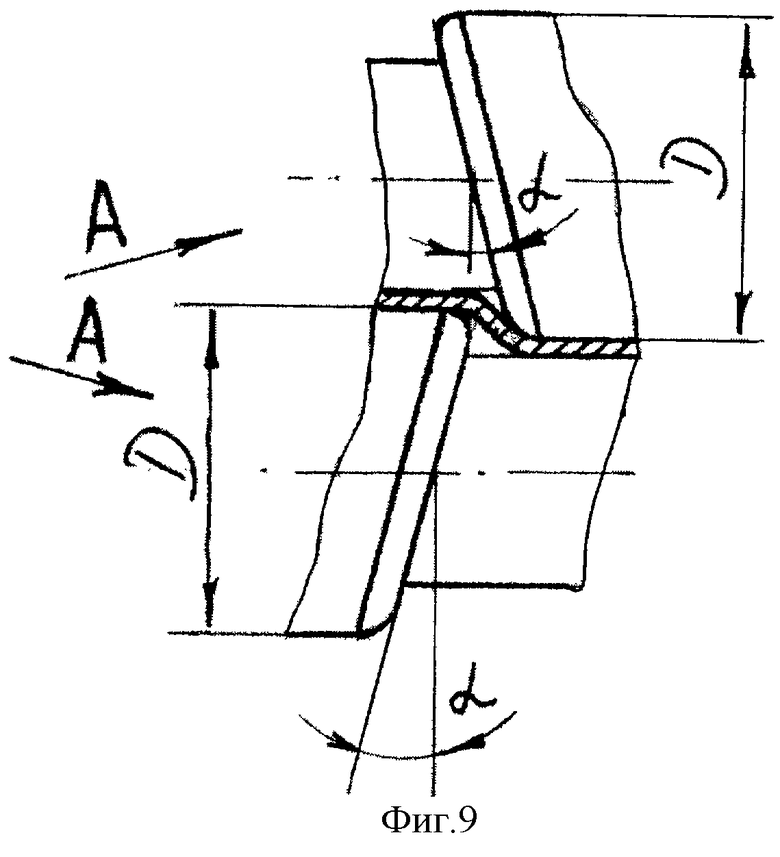
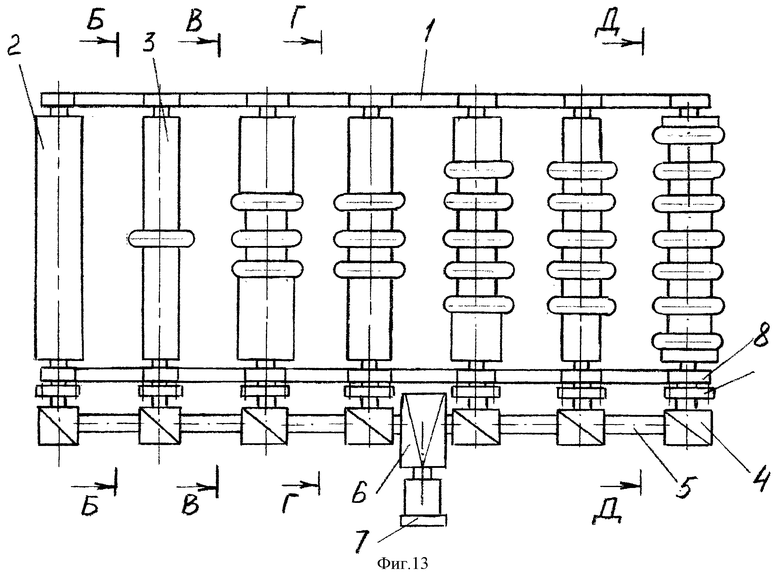
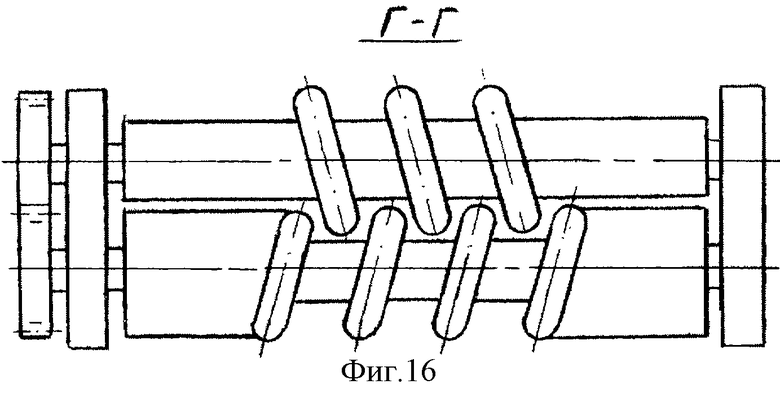
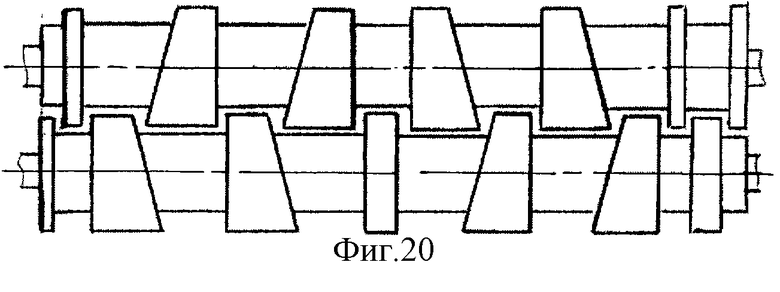
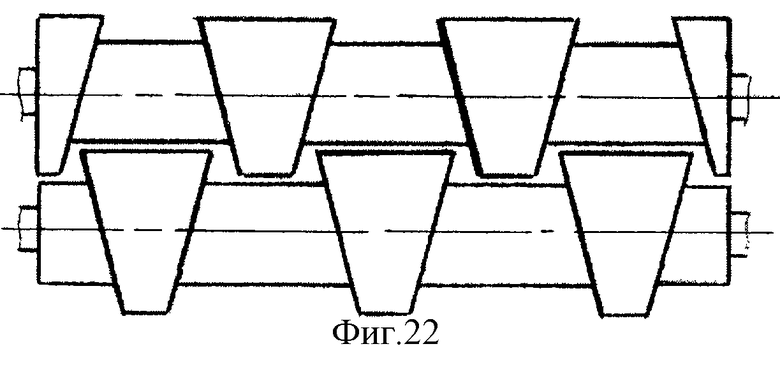
Предложенное изобретение поясняется чертежами, где на фиг.1 изображено поперечное сечение профлиста "Волна" с волнистыми гофрами; на фиг.2 - данный профлист в плане с изображением синусоидального (волнообразного) расположения гофров вдоль профлиста; на фиг.3 - поперечное сечение профлиста с трапециевидными гофрами; на фиг.4 - данный профлист "Волна" в плане; на фиг.5, 6, 7 - модификации профлистов "Арабеска" с трапециевидными гофрами в плане с наложенными на план сечениями; на фиг.8 - профлист "Бархан" со ступенчатыми гофрами в плане с наложенным на них сечением; на фиг.9 - элементы валков при изгибе листа; на фиг.10 - вид на фиг.9 сбоку; на фиг.11 - вид А на фиг.9; где а-а1, - большая ось эллипса, б-б1, - малая ось, на фиг.12 - линия (синусоида) изгиба листа за один оборот валков; на фиг.13 - профилегибочный стан в плане; на фиг.14, 15, 16, 17 - разрезы Б-Б, В-В, Г-Г, Д-Д на фиг.13; на фиг.18, 19, 20, 21, 22 - рабочая клеть для получения профлиста, изображенного на фиг.4, 5, 6, 8 и 7 соответственно.
Профлист (фиг.1 и 2) с волнистым профилем и синусоидальным (волнообразным) продольным расположением гофров в плане обладает повышенной продольной жесткостью из-за отсутствия в нем продольных прямых линий, по которым он мог бы легко прогибаться. Стыковка таких профлистов по длине осуществляется наложением гофра на гофр.
Профлист (фиг. 3 и 4) с трапециевидным профилем и синусоидальным продольным расположением гофров в плане обладает повышенной продольной жесткостью при выполнении следующих условий (фиг.4)
В≤2 А,
где В - ширина гофра;
А - амплитуда синусоиды (линии изгиба наклонной стенки гофра).
Стыковка таких профлистов по длине осуществляется наложением гофра на гофр или (для стеновых ограждений) внахлест плоскими участками или встык.
Модификации с применением в профлисте прямолинейных продольных наклонных стенок гофров (фиг.5, 6) с замками на кромках (фиг.6) или без или выполнение стенок симметричными синусоидами (фиг.7), а также других подобных не отраженных в заявке модификаций профлистов имеют меньшую продольную жесткость, чем вышеуказанные, и могут быть использованы в качестве стеновых ограждений и располагаться на стене как вертикально, так и горизонтально в зависимости от рисунка их гофров.
Такие модификации расширяют арсенал технических средств, а именно номенклатуру профлистов для строительства.
Модификация профлистов (фиг. 8) может быть выполнена как с повышенной продольной жесткостью, так и без и использована в качестве настила покрытий и стеновых ограждений с расположением профлистов по их длине вдоль конька крыши или вдоль стен.
Параметры синусоиды (волнообразной наклонной стенки гофра) рассчитываются по следующим формулам (фиг.9, 12):
L=πD,
где L - расстояние от начальной до конечной точки синусоиды за один оборот формующего валка;
D - диаметр валка.
Y = D/2•tgα•sinγ,
где Y - расстояние от оси синусоиды до точки, лежащей на ее кривой;
α - угол наклона большой оси эллипса торцевой части формующего валка от вертикали к оси его вращения, лежащей в плоскости, проходящей через большую ось данного эллипса и ось его вращения.
γ - угол поворота формующего валка.
Профилегибочный стан состоит из рамы 1, задающей клети с цилиндрическими валками 2 и рабочих клетей 3, связанных между собой посредством шестеренных клетей 4 передаточным валом 5, редуктора 6 и привода 7. Рабочая клеть стана состоит из опор 8, в которых установлены верхний 9 и нижний 10 формующие валки, кинематически связанные между собой шестернями 11. Сами валки 9 и 10 содержат валы 12 с установленными на них калибрами 13 и дистанционными втулками 14.
Для профиля фиг.1, 2 каждый калибр 13 представляет собой тор, сплющенный по окружности с образованием эллипса. Для профиля фиг.3, 4, 5, 6, 7 - торцы каждого калибра 13 (цилиндрической гильзы) образованы двумя параллельными плоскостями и наклонными относительно оси вращения (фиг.18), одной наклонной плоскостью и одной перпендикулярной относительно оси вращения плоскостью (фиг.19, 20), двумя наклонными плоскостями под углом друг к другу (фиг.22).
Для профиля фиг.8 калибры 13 конические, торцы которых образованы двумя параллельными плоскостями и наклонными относительно оси их вращения (фиг. 21).
Предложенный способ осуществляется следующим образом.
Профлист с глубокими гофрами (фиг. 12) формуется на многоклетьевых станах по системе последовательной калибровки валков, при этом центральный гофр формуется на полную глубину в первых клетях (фиг.14), затем формуются на полную глубину два гофра, расположенных по краям первого гофра (фиг.15), затем аналогично еще два гофра (фиг.16) и т.д. до окончательной формовки (фиг.17). Рабочие клети расположены друг от друга на расстоянии 3πD/2, причем наклон калибров (их торцовых поверхностей) в каждой последующей клети противоположен наклону аналогичных калибров в предыдущей клети. Это обусловлено необходимостью снизить усилие поперечного сдвига профлиста при его формовке.
Профлист с неглубокими гофрами (Н=5-8 мм) формуется по системе одновременной калибровки в одной рабочей клети. Вторая клеть, аналогичная первой, является калибрующей и противодействующей сдвигу профлиста при его формовке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛИРОВАННЫЙ ЛИСТ | 2005 |
|
RU2324562C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН КОНСТРУКЦИИ М.Е.ДОКТОРОВА - В.И.ПУНИНА | 1997 |
|
RU2118215C1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 1993 |
|
RU2050999C1 |
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |












Изобретения относятся к обработке металлов давлением и могут быть использованы при производстве профилированного листа, содержащего гофры, выполненные в продольном направлении, на профилегибочном стане с использованием валков специальной формы. Профилированный лист содержит гофры, выполненные в продольном направлении, при этом одна или обе стенки одного или нескольких или всех гофров выполнены по волнообразным линиям. Способ производства профилированного листа включает получение гофров, расположенных в продольном направлении, изгибом листовой или рулонной заготовки калибрами формующих валков. Стенку гофра получают изгибом листовой или рулонной заготовки по двум волнообразным линиям, для чего используют нижние и верхние формующие валки с калибрами, выполненными с кромками в виде эллипсов, большие оси которых расположены в одной плоскости, а их проекции на плоскость, перпендикулярную оси вращения, являются окружностями. Профилегибочный стан для производства профилированного листа содержит несколько последовательно установленных рабочих клетей с верхними и нижними кинематически связанными между собой формующими валками с калибрами и привод их вращения. На калибрах одна или обе торцевые поверхности образованы наклонными относительно оси формующих валков плоскостями. При изгибе листовой или рулонной заготовки с образованием данной стенки гофра наклон каждой плоскости на калибре верхнего формующего валка противоположен наклону каждой плоскости на калибре нижнего формующего валка. Использование изобретений позволяет повысить продольную несущую способность профилированных листов и расширить их арсенал. 3 с. и 4 з.п. ф-лы, 22 ил.
| ТРИШЕВСКИЙ И.С | |||
| и др | |||
| Холодногнутые гофрированные профили проката | |||
| - Киев, 1967, с.68 | |||
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
| Профилегибочный стан для производства гнутых профилей проката | 1986 |
|
SU1362535A1 |
| Способ производства из полосы листовых гнутых профилей | 1988 |
|
SU1694281A1 |
| Способ изготовления холодногнутых профилей проката | 1977 |
|
SU662195A1 |
| RU 94038522 A1, 10.09.1996 | |||
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННОГО ПРОФИЛЯ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146572C1 |
| RU 94007978 А1, 27.10.1995 | |||
| СПОСОБ ВЕРТИКАЛЬНОГО ВЗЛЕТА И ПОСАДКИ РАКЕТЫ-НОСИТЕЛЯ "ПРПИ" | 2000 |
|
RU2187446C2 |
| Способ лечения ложного сустава костей | 1985 |
|
SU1263241A1 |

