Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве гофрированных листов на профилегибочных станах.
Одним из основных элементов станов для профилирования гофрированных листов является рабочая клеть, в которой устанавливаются оси рабочих валков, осуществляющие формовку движущейся полосы. Особенности конструкции клетей таких станов достаточно подробно описаны, например, в книге под ред. И.С.Тришевского «Производство гнутых профилей (оборудование и технология)», М., «Металлургия», 1982, с.98-102. Клети профилегибочных станов - двухвалковые со станинами открытого типа, вертикальные стойки которых соединяются траверсами (съемными крышками, что облегчает процесс замены валков), через которые проходят нажимные винты для перемещения по вертикали подушек (опор) с осями валков. Различают приводную и неприводную (со стороны управления станом) стороны станин.
Известна двухвалковая рабочая клеть формовочного (профилегибочного) стана, у которой с целью компенсации прогиба валков при формовке подушки верхнего валка снабжены жестко смонтированными на их торцовых поверхностях клиньями, контактирующими со сферическими выступами планок (см. а.с. СССР №712150, кл. В21В 13/02, В21В 31/02, опубл. в БИ №4, 1980 г.). Однако эта клеть непригодна для одновременного профилирования двух полос.
Наиболее близким аналогом к заявляемому объекту является рабочая клеть дуо профилегибочного стана по пат. РФ №2187397, кл. В21Д 5/06, 13/02, опубл. в БИ №23, 2002 г.
Эта клеть содержит две станины открытого типа с траверсами, оси горизонтальных валков, установленные каждая в двух подушках на подшипниках, нажимные винты и характеризуется тем, что стойки станин имеют Г-образное поперечное сечение, верхние и нижние подушки установлены с возможностью поперечного перемещения относительно направления профилирования, при этом в нижние подушки ввинчены установочные болты со сферическими поверхностями головок, на которые установлены верхние подушки.
Известная клеть также непригодна для одновременного профилирования двух полос.
Технической задачей изобретения является возможность профилирования одновременно двух гофрированных полос.
Для решения этой задачи у клети, содержащей две станины открытого типа с траверсами оси горизонтальных валков, установленные каждая в двух подушках на подшипниках, и нажимные винты, имеются четыре оси, две верхних и две нижних траверсы, два верхних и два нижних нажимных винта и горизонтальная поперечина в каждой станине, на которую опирается верхняя подушка, расположенная непосредственно над нижней, при этом все оси выполнены с возможностью независимого перемещения друг от друга; нижний винт со стороны привода может вращаться через промежуточный валик и конические шестерни от нижнего винта со стороны управления и синхронно с ним, а горизонтальные поперечины выполнены съемными и установлены в соответствующих пазах станин.
Сущность заявляемого технического решения заключается в разработке конструкции четырехвалковой клети профилегибочного стана для формовки одновременно двух гофрированных полос, причем гофры на них могут быть разных размеров и даже разных направлений: например, на одной полосе - продольные, на другой - поперечные. Это делает возможным изготовление непосредственно на стане сборных плит («сэндвичей» или панелей-кассет), состоящих из двух гофрированных листовых профилей, скрепленных между собой по боковым и торцевым поверхностям с возможным заполнением внутреннего пространства необходимым компонентом (например, полиуретаном).
Такие «сэндвичи» в последнее время все шире используются в строительстве в качестве стеновых панелей, а наличие на них взаимно перпендикулярных гофров значительно повышает жесткость панелей как при продольно-поперечном изгибе, так и при кручении.
Предлагаемая клеть профилегибочного стана схематично показана на фиг.1 (вид со стороны управления станом) и фиг.2 (со стороны входа полос в клеть). Стрелки показывают направление движения полос.
Клеть сдержит две станины открытого типа: левую 1 (со стороны привода) и правую 2 (со стороны управления), каждая из которых состоит из двух стоек 3 и 4, а также верхней 5 и нижней 6 траверс, соединяющих стойки 3, 4 и служащих для размещения верхнего 7 и нижних 8, 17 нажимных винтов. Каждая из четырех осей 9, лежащих в общей вертикальной плоскости, установлена в подшипниках двух подушек - опор 10, размещенных между стойками 3, 4 станин. Левые (на чертеже) концы 11 осей 9 соединяются с приводом клети (не показан).
В пазах стоек 3, 4 крепятся горизонтальные поперечины 12, которые служат опорами для нижних граней 13 смежных подушек 10. Для настроечной регулировки по вертикали все подушки 10 снабжены специальными винтами 14. К стойкам 3, 4 станин приварены укосины 15, служащие для крепления стоек 3, 4 к фундаментным балкам 16.
Нижние нажимные винты 8 (с стороны управления) и 17 (со стороны привода) выполнены с коническими шестернями 18, которые входят в зацепление с аналогичными шестернями 19 промежуточного валка 20, что обеспечивает синхронное перемещение этих винтов по вертикали. Это необходимо, если нажимные винты вращают вручную и доступ к нижнему винту 17 со стороны привода затруднен.
Для уменьшения нагрузки на эти винты подушки, распложенные под поперечинами, могут уравновешиваться, например, с помощью пружин растяжения.
Клеть работает следующим образом.
Перед началом профилирования оси валков 9 (их формующие наборные элементы на чертеже не показаны) с помощью нажимных винтов 7, 8 и 17 и специальных регулировочных винтов 14 устанавливаются в нужном положении для создания требуемого межвалкового зазора (он соответствует толщине формуемой полосы). Две полосы 21 и 22 задаются одновременно в зазоры между соответствующими валками, при вращении которых и происходит формообразование гофров.
При необходимости замены (перевалки) валков по износу или при переходе на другой сортамент профилей, после отсоединения валков от привода, снимаются обе верхние траверсы с нажимными винтами и с помощью тросов осуществляется подъем из клети двух верхних валков. Затем из пазов стоек извлекаются горизонтальные поперечины и аналогичным образом осуществляется подъем двух нижних валков. Установка (завалка) новых валков производится в обратной последовательности.
Опытную проверку предлагаемой клети осуществляли на профилегибочном стане 0,5-2,5×300-1500 ОАО «Магнитогорский металлургический комбинат».
С этой целью на упомянутом стане были установлены три заявляемые четырехвалковые клети, в которых формовались одновременно два листовых гофрированных профиля с разнонаправленными (продольными и поперечными) гофрами полукруглого сечения. Результаты опытной проверки оценивали по работоспособности клетей (в том числе - по удобству их настройки) и по качеству полученных профилей. До 99,6% полученных гофрированных листов соответствовали требованиям по их геометрии и каких-либо «сбоев» в работе клетей не наблюдалось. Время перевалки клетей соответствовало принятым на данном стане нормативам.
Принятый вариант перемещения нижних нажимных винтов (с помощью конических шестерен и промежуточного валка) признан вполне приемлемым, хотя возможны и другие варианты их совместной работы. Профилегибочная клеть, выбранная в качестве ближайшего аналога (см. выше), в опытах не опробовалась из-за ее заведомой непригодности для формовки одновременно двух гофрированных полос.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом. Технико-экономический анализ, выполненный в ОАО «ММК», показал, что использование заявляемой клети для производства сборных панелей позволит изготавливать их на существующем стане «0,5-2,5» комбината при условии соответствующего оснащения его дополнительным оборудованием, а производство на одном стане будет значительно экономичнее, чем на двух станах или на одном, но при раздельном изготовлении двух поверхностей «сэндвичей».
Пример конкретного выполнения
Профилегибочный стан для формовки одновременно двух гофрированных полос толщиной 0,5...2,5 мм с шириной до 1500 мм выполнен с четырехвалковыми клетями, показанными на чертеже.
В каждой клети в подшипниках подушек-опор установлены четыре оси валков с диаметром 160 мм; все оси - приводные и перемещаются по вертикали независимо друг от друга. Горизонтальные поперечины выполнены с поперечным сечением 6000 мм2, что обеспечивает необходимую их жесткость при максимальном давлении формовки 10 тс.
Длина промежуточного валика 1600 мм, его диаметр 35 мм; расстояние между станинами 1550 мм, между стойками станины 500 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1994 |
|
RU2071851C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388565C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| УЗЕЛ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2196016C2 |
| Клеть формовочного стана | 1988 |
|
SU1590156A1 |

Изобретение относится к оборудованию для обработки металлов давлением, в частности к клетям профилегибочных станов, преимущественно для формовки гофрированных листов. Клеть содержит две станины открытого типа с траверсами, оси горизонтальных валков, установленные каждая в двух подушках на подшипниках, и нажимные винты. Клеть содержит четыре оси, две верхних и две нижних траверсы, два верхних и два нижних нажимных винта и горизонтальную поперечину в каждой станине, на которую опирается верхняя подушка, расположенная непосредственно над нижней. Все оси выполнены с возможностью независимого перемещения друг от друга. Нижний винт со стороны привода может вращаться через промежуточный валик и конические шестерни от нижнего винта со стороны управления и синхронно с ним. Горизонтальные поперечины выполнены съемными и установлены в соответствующих пазах станин. Изобретение обеспечивает возможность профилирования одновременно двух гофрированных полос. 2 з.п. ф-лы, 2 ил.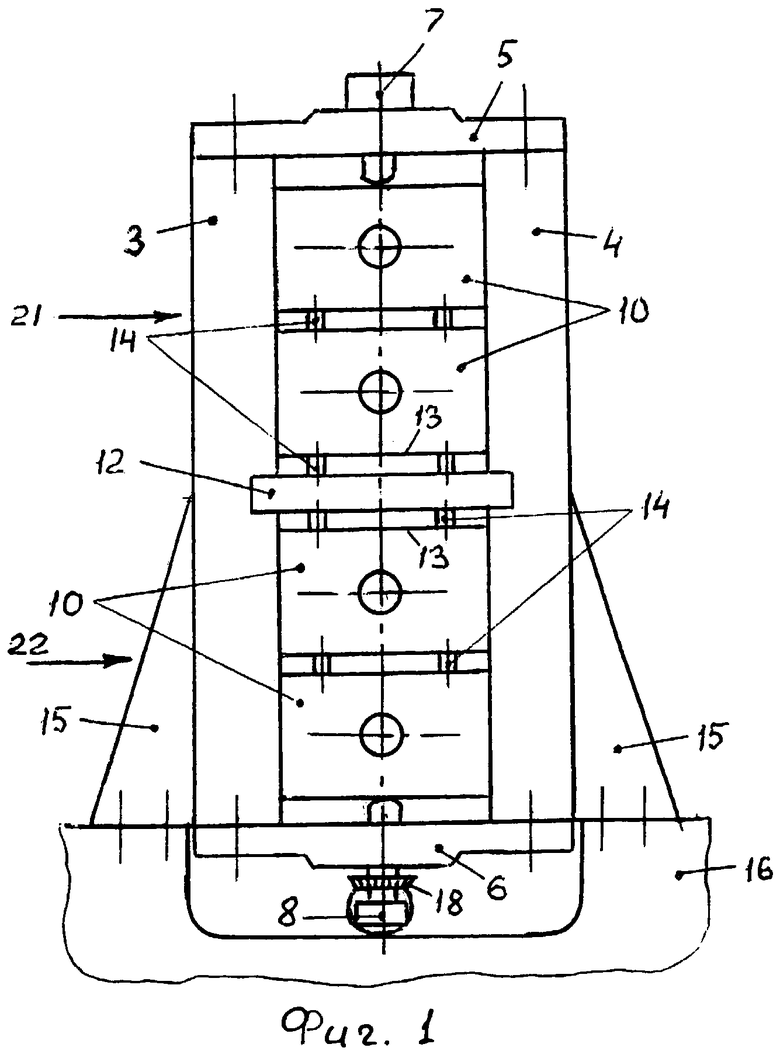
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| Двухвалковая рабочая клеть прокатного стана | 1978 |
|
SU712150A1 |
| Двухвалковая рабочая клеть прокатного стана | 1978 |
|
SU712150A1 |
| Профилегибочный стан | 1989 |
|
SU1660792A1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2012 |
|
RU2499881C2 |

