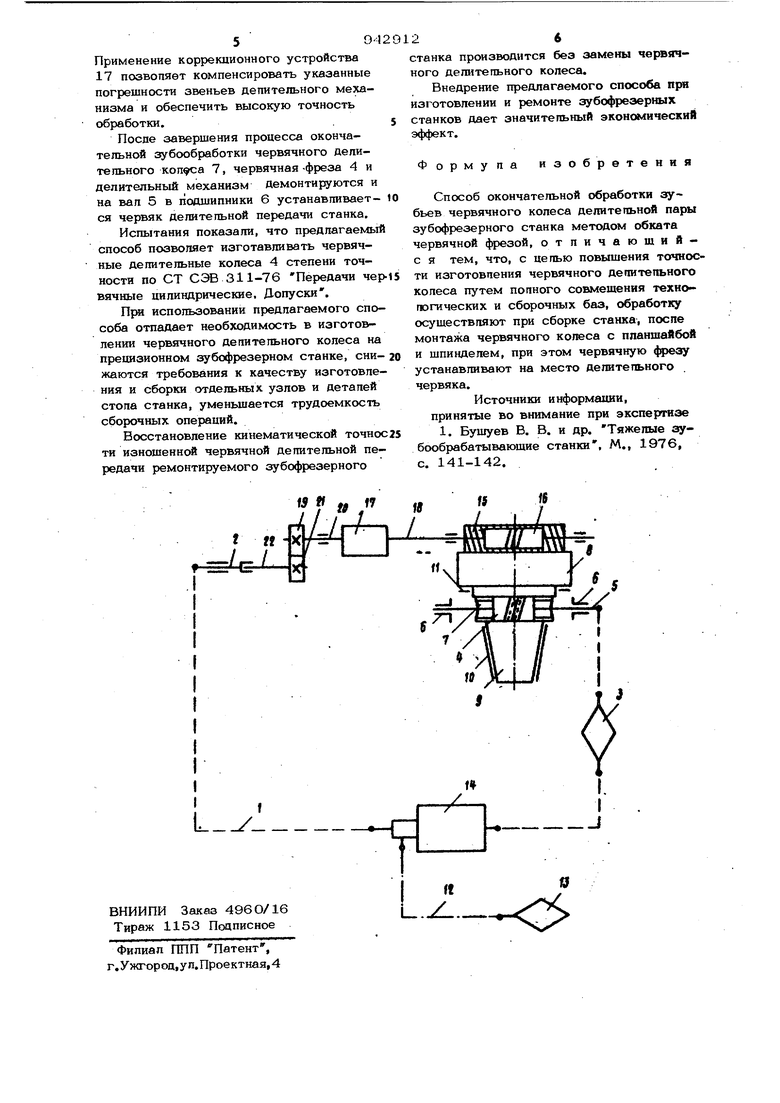
преобразованная для окончательной зубо- обработки червячного депитепьногх) колеса по предлагаемому способу. На схеме изображены цепь обката - деления 1 зубофрезерного станка, на ко- торой самостоятельно выделены инструментальный шпиндель 2, гитара 3 деления, червячная фреза 4, установленная на валу 5 в подшипниках 6 вместо червяка делительной передачи станка, заГотов- ка червячного делительного колеса 7, собранная совместно с планшайбой 8 и шпинделем 9 в направляющих 10 и 11 стола станка;участок цепи дифференциала 2 с гитарой дифференциала 13 и диф ференциалом 14, входящим одновременно в цепь дифференциала 12 и в цепь обката - деления 1; делительный механизм состоящий из делительного зубчатого колеса 15, жестко закрепленного на план- шайбе 8, червяка 16, корпус подшипников которого закреплен на суппорте ста ка, коррекционного устройства 17, выход ным валом которого является вал 18 чер вяка 16, зубчатого колеса 19, закрепленного на входном валу коррекынонного устройства 2О и сцепленного с зубчатым колесом 21, которое закреплено на оправ ке 22 инструментального шпинделя 2. Преобразование схемы зубофрезерного станка, обеспечивающее окончательную аубообработку червячного делительного колеса, осуществляется в результате вклю чения в эту схему делительного механиз- ма; делительное колесо 15 и червяк 16 которого, выполняют функции депитепьной пары станка. Заготовкой является предварительно нарезанное червячное делительное колесо 7, которое в сборе с планшайбой 8 и шпинделем 9 стола установлено в направляющих изготавливаемого или ремонтируемого станка 1О и 11. Снятие с червдчного делительного колеса 7 припуска под окончательную обработку осуществляется черв$1чной фрезой 4, установленной в подшипниках 6 ra iecTO червяка делител ной передачи стояка на валу 5. Червячная фреза вводится в однопрофильное зацепление .с заготовкой 7, При этом поочередно обрабатываются левый и правый профили зубьев заготовки 7 чер вячного колеса. Согласование врашенйя инструмента и заготовки обеспечивается совместной работой цепи обката-деления 1 и делителього механизма, для чего гитара 3 делеия настраивается по формуле: dyc , дес) ij. числа зубьев сменных колес гитары Деления; А - постоянная цепи обката-деления изготавливаемого или ремонтируемого станка; число зубьев копес 21 и 19; .2.с- число зубьев делительного колеса 15 делительного механизма;1-At) число заходов червяка16. Подача червячной фрезы 4 для врезаия в заготовку червячного делительного олеса 7 осуществляется при однократом включении участка цепи дифференцила 12 путем поворота на определенный гол выхсданого вала гитары дифференцила 13, При этом посредствен дифферениала 14 обеспечивается дополнительный оворот червячной фрезы 4 относительно аготовки 7 и ее врезание на глубину рипуска под чистовую обработку. Велиина необходимого угла поворота выходого вала гитары дифференциала 13 рас- чить1вается по формуле: as-,- -г FwtAгде fi - угол поворота выходного вала гитары диффегюнциапа, рад.; h - припуск под чистовую обработку зубьев червичного делительного колеса 7, мм; i - щаг винтовой линии червячной фрезы, мм; постоянная участка кинематической цепи станка от выходного вала гитары дифференциала 13 до червячной фрезы 4. В результате обработка червячного делительного колеса 7, изготавливаемого или ремонтиру,емого станка выполняется в собственных направляющих 10 и 11, что обеспечивает полное совпадение его технологических, сборочных и рабочих баз. При этом кинематическая погрешность червячного делительного колеса 7 определяется в основном точностью изготовления и монтажа делительного колеса 15 и червяка 16 делительного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Зубофрезерный станок | 1980 |
|
SU1219278A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Зубофрезерный станок для нарезания косозубых цилиндрических колес | 1985 |
|
SU1298012A1 |
| Делительный механизм стола зубообрабатывающих станков | 1957 |
|
SU116188A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Зубофрезерный станок обкатного типа | 1979 |
|
SU956185A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ | 1968 |
|
SU217916A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| МНОГОШПИНДЕЛЬНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2009794C1 |
