Изобретение относится к области электрофизических и электрохимических методов обработки, в частности к устройствам для автоматизированного электроискрового легирования металлов.
Известно устройство для электроискрового легирования, содержащее источник питания и станок, снабженный шпиндельным узлом вращения детали кареткой с закрепленной на ней головкой с рабочим электродом, а также узлами продольного и поперечного перемещений головки с вращающимся электрод-инструментом, при этом узел поперечного перемещения снабжен блоком ручного управления (см. Техническое описание и инструкция по эксплуатации установки Элитрон-101, АИИ3. 299.284 ТО, 1989 г.).
Основным недостатком известного устройства является невысокое качество легирования вследствие ручного управления процессом.
Задачей изобретения является создание такого устройства, которое позволило бы повысить качество легирования за счет автоматического поддержания стабильного давления вращающегося электрод-инструмента на обрабатываемую поверхность детали.
Поставленная задача решается тем, что в устройстве для электроискрового легирования, содержащем источник питания и станок, включающий узел вращения детали и горизонтальный механизм позиционирования, состоящий из узлов продольного и поперечного перемещения головки с электрод-инструментом, установленной на каретке, согласно изобретению узел поперечного перемещения головки выполнен в виде автоматической следящей системы с электронным блоком, состоящим из электронной схемы выработки сигналов и исполнительной части в виде двух тиристорных ключей, при этом электронная схема выработки сигналов выполнена с возможностью измерения напряжения между электрод-инструментом и деталью и выбора направления и размерности движения электрод-инструмента.
Преимущество предлагаемого устройства заключается в следующем: - в рабочем режиме, т.е. в режиме слежения за межэлектродным промежутком управление движением электрода к детали осуществляется под управлением трех генераторов ("вперед", "назад" и "назад"), тем самым достигается более мягкий, плавный подход электрод-инструмента к детали.
За счет регулирования плавности подхода электрод-инструмента к поверхности детали появляется возможность обрабатывать неоднородные, прерывистые поверхности, содержащие шпоночные пазы, отверстия и другие углубления, размер которых несколько превышает диаметр электрод- инструмента. Наличие регулировок в трех режимных генераторах ("назад", "назад" и "вперед") обеспечивает оптимальный режим легирования поверхности детали в зависимости от материала электрод-инструмента.
Выносной пульт управления дает возможность осуществлять:
подвод головки с электрод-инструментом к легируемой детали в исходном состоянии посредством включения тумблера пуск-стоп;
останавливать автоматическое слежение за межэлектродным промежутком выключением тумблера пуск-стоп;
движение головки с электрод-инструментом от детали для его снятия или замены после легирования посредством нажатия на кнопку "назад".
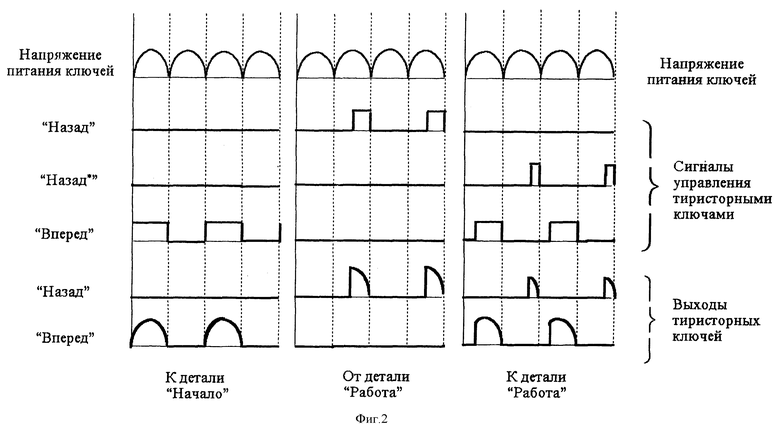
Предлагаемое техническое решение поясняется чертежами (фиг. 1, 2), на которых представлены блок-схема устройства и временные диаграммы работы устройства соответственно.
Устройство содержит источник питания 1 и станок 2, включающий узел вращения 3 детали 4 и горизонтальный механизм позиционирования, состоящий из узлов продольного 5 и поперечного 6 перемещения головки 7 с электрод-инструментом 8, установленной на каретке 9 с приводом 10. Узел поперечного перемещения 6 выполнен в виде автоматической следящей системы за межэлектродным промежутком, управляемой электродным блоком 11, содержащим источник питания 12.
Электронный блок 11 включает электронную схему 13 выработки сигналов, снимаемых с электрод-инструмента 8, и исполнительную часть, состоящую из двух тиристорных ключей, управляющих приводом 10 каретки 9, обеспечивающих электрод-инструменту 8 возвратно-поступательное движение относительно поверхности обрабатываемой детали 4.
Электронная схема выработки сигналов 13 включает адаптер 16, служащий для преобразования напряжения, снимаемого с электрод-инструмента 8, и для согласования его с входом компаратора 17, связанного непосредственно и через триггер 18 с селектором 19 и служащего для преобразования поступающего аналогового сигнала в цифровой логический, необходимый для работы триггера "работа" 18.
Селектор 19 состоит из четырех управляющих генераторов прямоугольных импульсов "назад" 20, "назад" 21, "вперед" 22, "фаза ключа" 23, запуск которых стробируется от питающей сети формирователем запуска 24 с целью синхронизации работы установки в целом и логического узла-коммутатора 25, который связан с тиристорными ключами 14 и 15. Электронный блок 11 снабжен выносным пультом 26, состоящим из тумблера 27 и кнопки 28.
Устройство работает следующим образом.
После включения устройства в сеть через источник питания 1 тумблером "пуск-стоп" 27 на пульте управления 26 через привод 10 приводится в движение каретка 9 с головкой 7 и электрод-инструментом 8 по направлению к детали 4, вращение которой осуществляет шпиндельный узел 3. На диаграмме - режим "начало" (к детали). По достижении поверхности детали 4 происходит электроискровой разряд, напряжение снятое в этот момент с электрод-инструмента 8 в адаптере 16 преобразуется в низкое в пределах 0-5 В, согласуется со входом компаратора 17 и в зависимости от его установленного порога переключения включает триггер "работа" 18, который переводит систему в следящий режим.
Сигнал поступает в селектор 19, который осуществляет выбор направления и размерности движения электрод-инструмента 8. После электроискрового разряда в селекторе 19 с помощью логического коммутатора 25 формируется команда "назад" (от детали) логическим подключением генератора импульсов "назад" 20 к управляющему электроду тиристорного ключа 15 ("движение назад"), что приводит в движение через привод 10 каретку 9 узла поперечного перемещения 6 (см. диаграмму в режиме "работа" (от детали). Происходит отрыв электрод-инструмента 8 от легируемой поверхности детали 4.
После отрыва электрод-инструмента 8 от поверхности детали 4 сигнал с электрод-инструмента 8 поступает через адаптер 16, компаратор 17 и через взведенный триггер "работа" 18 в селектор 19, в котором логический коммутатор 25 производит выбор и подключение генераторов импульсов "назад" 21 и "вперед" 22 на управляющие электроды тиристорных ключей соответственно 15 (движение назад) и 14 (движение вперед). Начинается преобладающее движение вперед с подтормаживанием его движением назад. В это время работают одновременно в разных фазах два тиристорных ключа 14 и 15, осуществляя мягкий подход электрод-инструмента 8 к поверхности детали 4 (см. диаграмму в режиме "работа" (к детали). Далее процесс циклически повторяется (см. диаграмму в режиме "работа" (от детали) - (к детали). Тумблер "пуск-стоп" 27 на выносном пульте управления 26 позволяет осуществлять ускоренный подвод головки 7 с электрод-инструментом 8 к детали 4 в исходном состоянии (см. диаграмму в режиме "начало" (к детали) и останавливать автоматическое слежение за межэлектродным промежутком. Кнопка "назад" 28 предназначена для осуществления движения головки 7 с электрод-инструментом 8 от поверхности детали 4 для его снятия или замены после легирования.
Электрическая часть электронной схемы выработки сигналов 13 позволяет осуществлять более мягкий подход электрод-инструмента 8 к детали 4 после отрыва от ее поверхности введением дополнительной импульсной составляющей движения "назад" при движении электрод-инструмента 8 "вперед" (к детали) в режиме "работа". Изменением порога срабатывания компаратора 17 устанавливается необходимый межэлектродный промежуток в состоянии "грубо", а комплексной регулировкой компаратора 17 и управляющих генераторов 20, 21, 22 осуществляется более точный, стабильный межэлектродный зазор, что необходимо для качественного электроискрового легирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ЭЛЕКТРОДНОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1997 |
|
RU2129619C1 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ТЕХНОЛОГИЧЕСКОГО ТОКА | 2001 |
|
RU2204464C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ИЗ ВОЛЬФРАМСОДЕРЖАЩЕГО МИНЕРАЛЬНОГО СЫРЬЯ НА ОСНОВЕ ШЕЕЛИТОВОГО КОНЦЕНТРАТА | 1995 |
|
RU2098233C1 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ТЕХНОЛОГИЧЕСКОГО ТОКА ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2009 |
|
RU2429953C2 |
| ДОЛБЯК ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1993 |
|
RU2068755C1 |
| ЭЛЕКТРОДНЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2000 |
|
RU2181646C2 |
| ЭЛЕКТРОДНЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1991 |
|
RU2007274C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ИЗ ВОЛЬФРАМСОДЕРЖАЩЕГО МИНЕРАЛЬНОГО СЫРЬЯ | 1995 |
|
RU2098232C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОДОВ ИЗ ВОЛЬФРАМСОДЕРЖАЩЕГО МИНЕРАЛЬНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2043862C1 |
| Генератор импульсов технологического тока | 2019 |
|
RU2729809C1 |
Технический результат - повышение качества легирования за счет автоматического поддержания стабильного давления вращающегося электрод-инструмента на обрабатываемую поверхность детали. Сущность: в установке для электроискрового легирования, содержащей источник питания и станок, включающий узел вращения детали и горизонтальный механизм позиционирования, состоящий из узлов продольного и поперечного перемещения головки с электрод-инструментом, установленной на каретке, узел поперечного перемещения головки выполнен в виде автоматической следящей системы, управляемой электронным блоком, который состоит из электронной схемы выработки сигналов и исполнительной части в виде двух тиристорных ключей. При этом электронная схема выработки сигналов выполнена с возможностью измерения напряжения между электрод-инструментом и деталью и выбора направления и размерности движения электрод-инструмента. Преимущества: обеспечение оптимального режима легирования поверхности в зависимости от материала электрод-инструмента. 2 ил.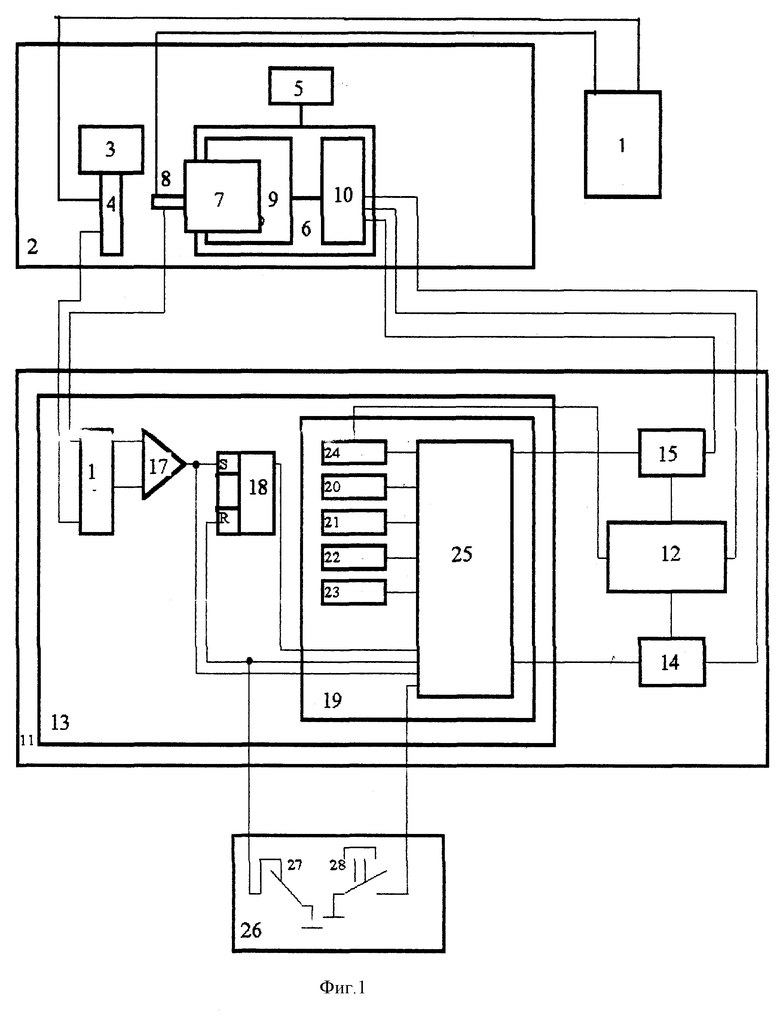
Устройство для электроискрового легирования, содержащее источник питания и станок с узлом вращения детали и горизонтальным механизмом позиционирования, состоящим из узлов продольного и поперечного перемещения головки с электрод-инструментом, установленной на каретке, отличающееся тем, что узел поперечного перемещения головки выполнен в виде автоматической следящей системы с электронным блоком, состоящим из электронной схемы выработки сигналов и исполнительной части в виде двух тиристорных ключей, при этом электронная схема выработки сигналов выполнена с возможностью измерения напряжения между электрод-инструментом и деталью и выбора направления и размерности движения электрод-инструмента.
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2093324C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2119414C1 |
| EP 0464264 A2, 08.01.1992 | |||
| Компрессионно-дистракционный аппарат для устранения деформации черепа, преимущественно явившейся результатом преждевременного заращения черепных швов | 2016 |
|
RU2643296C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛИКАТНОГО КИРПИЧА И СЫРЬЕВАЯ СМЕСЬ ДЛЯ НЕГО | 1999 |
|
RU2162454C1 |
