Изобретение относится к электроискровым методам нанесения покрытий на токопроводящие материалы и может быть использовано для повышения износостойкости, восстановления размеров, упрочения и повышения коррозионной стойкости различных деталей машин и инструментов.
Известен способ электроискрового нанесения покрытий, при котором электрокоррозионное легирование осуществляют за счет материала электрода - анода, контактирующего с деталью - катодом с ультразвуковой частотой (JP, заявка N 56-5978, кл.C 23 C, 17/00, 1981, SU, авторское свидетельство СССР, N 622611, КЛ B 23 P 1/18, 1979).
Однако отсутствие согласования по времени между ультразвуковыми колебаниями и импульсами разрядного тока приводит к нарушению стабильности по интенсивности искровых разрядов, что снижает эффективность процесса легирования. Слои получаются тонкими с толщиной не более 50 мкм.
Наиболее близким к предлагаемому является способ нанесения покрытия, при котором на легирующий электрод накладывают ультразвуковые колебания, а искровые разряды осуществляют на траектории сближения электродов в течение следования четверти периода ультразвукового колебания, модулируя частоту, длительность и амплитуду импульсов разрядного тока амплитудой ультразвукового колебания (SU, авторское свидетельство СССР, N 1126402, кл. B 23 P 1/18, 1984).
Этот способ также не обеспечивает получение толстослойных покрытий из-за невысоких значений энергии и длительности применяемых искровых разрядов. Толщина слоя находится в пределах 5-100 мкм. Кроме того, в зоне воздействия электрода значительно поднимается температура, приводящая к снижению твердости наносимого покрытия.
Способ осуществляется устройством, содержащим акустическую колебательную систему, на концентраторе которой закреплен электрод нормально к поверхности детали. Акустическая система поджимается с небольшим усилием к поверхности детали.
Задачей, решаемой описываемым изобретением, является повышение эффективности процесса нанесения покрытия, увеличение толщины и твердости наносимого покрытия.
Для решения поставленной задачи согласно способу электроискрового нанесения покрытия, включающему электроэрозионное легирование в условиях периодического контактирования электродов с ультразвуковой частотой, на легирующем электроде формируют квазипериодические изменения амплитуды ультразвуковых колебаний, обусловленные суперпозицией двух ультразвуковых вынужденных колебаний с близкими частотами и амплитудами, создаваемых в акустической колебательной системе от двух независимых источников возбуждающего тока, и в моменты снижения амплитуды результирующего колебания до порогового значения подают один или несколько импульсов разрядного тока.
Для осуществления предлагаемого способа используется устройство, содержащее акустическую колебательную систему с легирующим электродом на конце, на торце которой установлено два равных по мощности и рабочей частоте преобразователя, каждый из которых соединен с независимым генератором с близкими по частоте возбуждающими токами для получения квазипериодических изменений амплитуды ультразвуковых колебаний электрода, а перед легирующим электродом установлен датчик с сигналом на выходе, пропорциональным амплитуде колебаний, выход которого через амплитудный ограничитель сигналов по минимуму соединен с питающим генератором импульсного тока.
Значения частот возбуждающих токов ω1 и ω2 выбирают внутри полосы пропускания на резонансной кривой акустической системы. Результирующее колебание SΣ рабочего электрода осуществляется со средней частотой  и амплитудой, изменяющейся от максимального значения Amax, равного сумме амплитуд составляющих колебаний, до минимального значения Amin, равного их разности, с частотой биений ωб= ω1-ω2.
и амплитудой, изменяющейся от максимального значения Amax, равного сумме амплитуд составляющих колебаний, до минимального значения Amin, равного их разности, с частотой биений ωб= ω1-ω2.
Частоту биений электрода ωб изменяют плавно в пределах полосы пропускания частотной характеристики акустической колебательной системы за счет регулирования частот возбуждающих токов от питающих ультразвуковых генераторов и грубо при подборе резонансной длины преобразователей.
Согласуя частоту биений с частотой следования искровых разрядов, обеспечивают применение импульсов тока с широким диапазоном изменения энергии и длительности.
Способ позволяет использовать импульсы разрядного тока с энергией более 1 Дж для получения толстослойных однородных покрытий /более 200 мкм/ с высокой твердостью и сплошностью.
Для получения устойчивых пробоев отношение рабочего напряжения к максимальной амплитуде результирующего ультразвукового колебания выбирают не менее 5-7 В/мкм.
Электрод прижимают к обрабатываемой поверхности упруго с небольшим усилием в пределах 1-3 кгс. Частоту ультразвукового колебания выбирают в интервале 18-45 кГц.
Добротность акустической системы 40-70.
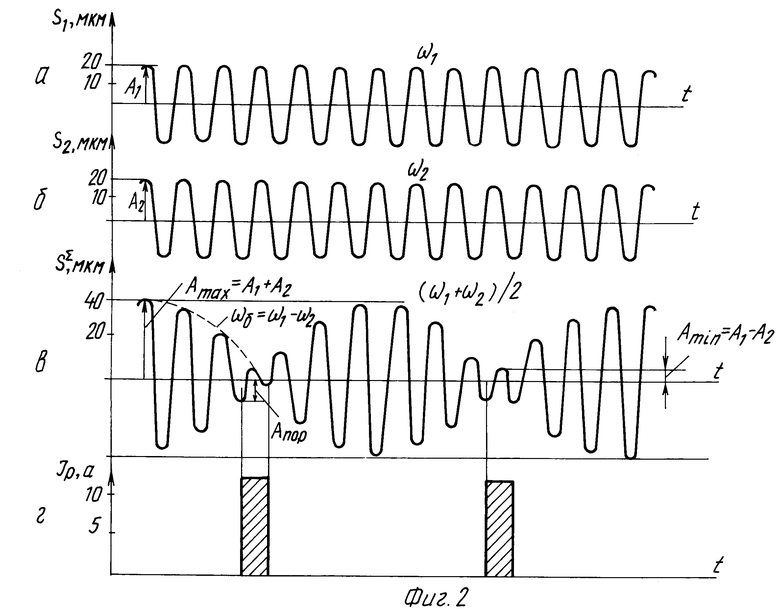
На фиг. 1 представлен чертеж используемого инструмента и блок-схема устройства с его применением, а на фиг.2 изображены временные диаграммы контактирования электродов при подаче на преобразователи акустической колебательной системы тока от генераторов ультразвуковой частоты: ω1-a,ω2-б, с наложением этих колебаний одновременно
и положение импульса тока разряда Jр-г.
Искровой промежуток образован деталью I и легирующим электродом 2, укрепленным на конце акустической колебательной системы 3. Акустическая система размещена сбалансировано относительно оси в цилиндрическом корпусе 4 и закреплена в нем неподвижно в узле смещения волновой характеристики системы.
Корпус может перемещаться в осевом направлении при качении подшипников 5, укрепленных в подпружиненных вкладышах 6, по направляющим 7 держателя 8. Корпус подвешен к держателю на пружинах 9 с достаточно большим числом витков для сохранения необходимого упругого давления прижима на деталь при изменении профиля обрабатываемой поверхности. На акустической системе укреплены два преобразователя с близкими частотами возбуждения ω1 и ω2 соответствующих поз.10 и 11.
Согласование по времени между импульсами разрядного тока и результирующими квазипериодическими ультразвуковыми колебаниями электрода осуществлялось определением момента снижения величины амплитуды биений до порогового значения Aпор≈ Amin определяемого по сигналам напряжения, пропорциональных амплитуде колебаний, поступающих с пьезоэлектрического датчика, установленного перед электродом.
Датчик состоит из двух одинаковых пьезоэлектрических пластин, между которыми находится металлическая прокладка. К концу концентратора прижималась игла 12, приклеенная к пластинам датчика. При работе устройства пластины 13 совершают поперечные изгибные колебания и на электродах, вследствие поляризации, возникает напряжение, пропорциональное амплитуде колебаний. Резонансная частота пьезоэлектрического датчика находится вне рабочей области.
Питание преобразователей акустической системы осуществляют от генераторов ультразвуковой частоты 14 и 15 соответствующих частот.
Цепь управления генератора импульсного тока 19 содержит линейный усилитель 16, амплитудный ограничитель сигналов по минимуму 17 и блок формирования запускающего сигнала 18.
Для осуществления процесса нанесения покрытия инструмент с помощью ходовой передачи /не показана/ подводят к детали 1 и создают необходимое упругое контактирование электрода 2 с обрабатываемой поверхностью.
Устройство включается в сеть. Генераторы ультразвуковой частоты возбуждают преобразующие системы с близкими частотами ω1 и ω2.
На электроде формируются квазипериодические изменения амплитуды ультразвуковых колебаний с частотой  и частотой модуляции амплитуды ω1-ω2= ωб.
и частотой модуляции амплитуды ω1-ω2= ωб.
Сигналы напряжения с пьезоэлектрического датчика усиливаются линейным усилителем 16 и подаются на вход амплитудного ограничителя сигналов 17, с помощью которого регистрируется момент, когда амплитуда результирующего ультразвукового колебания достигнет порогового значения Aпор≈ Amin. Формирователь запускающего сигнала 18, функционально связанный с блоком 17, в этот момент выдает сигнал на запуск генератора импульсного тока 19. Через межэлектродный промежуток следует импульс разрядного тока, осуществляющего легирование, а возрастающие по амплитуде ультразвуковые колебания оказывают упрочняющее воздействие на наносимое покрытие, улучшают диффузионные процессы проникновения легирующих элементов и активируют обрабатываемую поверхность перед очередным разрядом.
Невысокая пульсация рабочего напряжения и высокая стабильность по интенсивности искровых разрядов позволяет наносить равномерные слои покрытия с высокой сплошность и твердостью. Способ позволяет применять искровые разряды с энергией более 1 Дж для получения толстослойных покрытий до 1000 мкм. Коэффициент переноса материала электрода значительно выше по сравнению с известным способом наложения ультразвуковых колебаний. Шероховатость получаемых покрытий по параметру среднего арифметического отклонения профиля Ra = 1,25 - 0,32 мкм. Производительность способа до 10-20 см2/мин при частоте следования искровых разрядов от 200 до 1000 Гц
Осуществление способа проводили на образцах из стали 40 х 13, термообработанных до твердости 50-55 HRCэ. В качестве легирующего электрода применялся сплав феррохром. Использовалась акустическая система мощностью 0,4 кВт с рабочей частотой 22 кГц, максимальная амплитуда ультразвуковых колебаний 40 мкм. Усилие прижима электрода 1,0 кгс, частота следования искровых разрядов 200 Гц, энергия импульсных разрядов 1 Дж. Сила рабочего тока 10 А.
При указанных параметрах нанесено покрытие толщиной до 300 мкм, шероховатостью Ra = 0,4 мкм, сплошностью 98%. Микротвердость слоя 800-900 кгс/мм2. Слой равномерный с большим количеством мелкодисперсных карбидов, интерметаллидов и других кристаллических и аморфных фаз. Коэффициент переноса материала для выбранной пары электродов увеличился на 30% по сравнению с известным способом наложения немодулированных гармонических ультразвуковых колебаний для тех же значений энергии разрядов.
Невысокое усилие прижима электрода к обрабатываемой поверхности позволяет рекомендовать предложенный способ для нанесения покрытий на тонкостенные детали.
Износостойкость инструментов, рабочие части которых покрыты сплавом феррохром по предлагаемому способу, увеличивается в 3-4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1999 |
|
RU2164844C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2074796C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2093323C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2115762C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 1997 |
|
RU2132407C1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
Изобретение основано на осуществлении процесса электроискрового нанесения покрытий в условиях, при которых на легирующем электроде получают квазипериодические изменения амплитуды ультразвуковых колебаний, обусловленные суперпозицией двух ультразвуковых вынужденных колебаний с близкими частотами и амплитудами, при этом искровые разряды осуществляют в моменты снижения амплитуды результирующего ультразвукового колебания до минимального порогового значения. Задача, решаемая изобретением, заключается в повышении эффективности процесса нанесения покрытий. Способ выгодно отличается от известных способов с наложением ультразвука возможностью применения для процесса легирования разрядов с широким диапазоном изменения энергии и их длительности при сохранении их высокой стабильности по интенсивности. Слои получаются однородными с высокой сплошностью и плотностью с толщиной до 1000 мкм и с шероховатостью, оцениваемой по параметру среднего арифметического отклонения профиля Ra = 1,25 - 0,32 мкм. Производительность способа 10-20 см2/мин при частоте следования разрядов от 200-1000 Гц. Устройство для проведения процесса нанесения электроискровых покрытий содержит акустическую систему с легирующим электродом на одном конце, а на торце другого конца распологают два равных по мощности и частоте преобразователя, которые питают от двух независимых генераторов близкими по частоте возбуждающими токами. Перед искровым электродом распологают датчик, по сигналам которого осуществляют согласование между импульсами разрядного тока и квазипериодическими изменениями результирующего колебания. 2 с.п. ф-лы, 2 ил.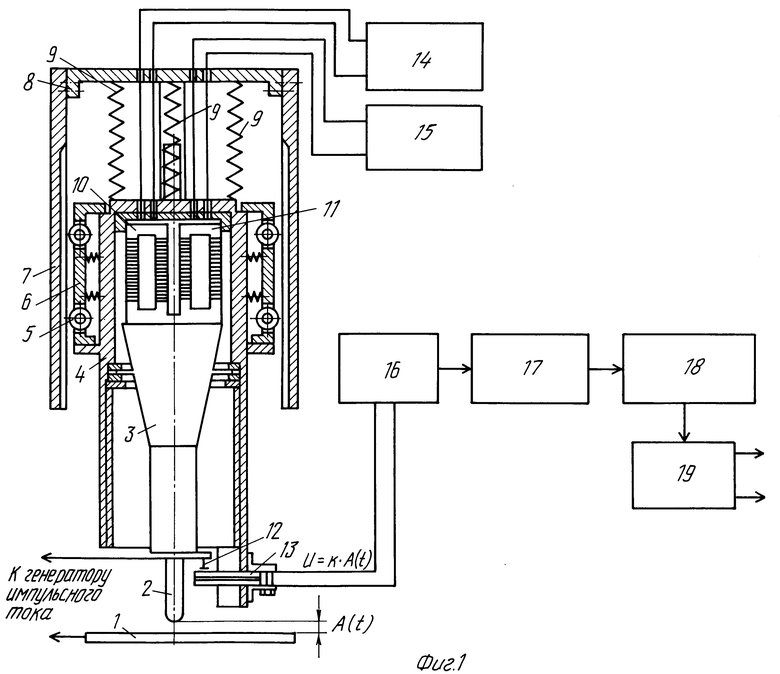
| Способ электроэрозионного легирования | 1983 |
|
SU1126402A1 |
| RU 94023925 A1, 20.02.96 | |||
| СПОСОБ ПАЙКИ ТУГОПЛАВКИХ МЕТАЛЛОВ | 0 |
|
SU247022A1 |
| Способ получения формальдегида | 1967 |
|
SU283205A1 |
| Компрессионно-дистракционный аппарат для устранения деформации черепа, преимущественно явившейся результатом преждевременного заращения черепных швов | 2016 |
|
RU2643296C2 |
| US 5012062 A, 1991 | |||
| СПОСОБ ИНФОРМАЦИОННОГО ОБЕСПЕЧЕНИЯ ПАССАЖИРОВ ОБЩЕСТВЕННОГО ТРАНСПОРТА | 1998 |
|
RU2145736C1 |
