Изобретение относится к коллекторной пластине для электродинамических машин.
Такие коллекторные пластины описаны, например, в японской заявке на патент 5-236682 и применяются для изготовления составленного из нескольких кольцеобразных листовых пластин листового пакета для электродинамических машин. В известном случае на участке радиальных концов сердечника предусмотрены отверстия, замыкаемые посредством замкнутого кольца с выступами. Это имеет тот недостаток, что кольца занимают дополнительную площадь, а кроме того, должны быть соединены с каждой пластиной. Это же относится к пластинам, описанным в патенте US-A-5 187858. Наконец в патенте US-A-6 28377 описан статорный пакет для электродинамических машин, в котором отверстия расположены посередине и замыкаются цилиндром. В радиальном направлении обмоточные пазы имеют отверстия для магнитного потока. Благодаря этому заметно улучшается магнитный поток.
Исходя из описанного выше уровня техники, в основу изобретения положена задача устранить указанные недостатки. Поставленная задача решается при помощи того, что проходящие вдоль периферии наружные дуги (22, 24) состоят каждая из двух выступов (22.1, 22.2; 24.2), между которыми образована выемка (22.3, 24.3), причем наружный выступ (22.1, 24.1) может быть отогнут в сторону внутреннего выступа (22.2, 24.2) с замыканием отверстия (32).
Как можно видеть, изобретение относится к коллекторной пластине, в которой отверстия для намотки расположены асимметрично по отношению к обмоточным пазам и размещены на участке свободных концов радиально ориентированных сердечников. При этом каждый раз сердечник, проходящий вдоль периферии, или наружная дуга, проходящая в радиальном направлении, выполнены из гибкого материала, например, стали, и могут быть после намотки статорного пакета отогнуты так, что пазы замыкаются. Благодаря этому становятся ненужными кольца. Кроме того, наружный габарит статора уменьшается по крайней мере на величину радиальной толщины кольца. Обращенные друг к другу концы наружных дуг и сердечника могут быть дополнительно соединены, например, путем сварки или пайки.
Существенно важное преимущество предлагаемых мероприятий заключается, следовательно, в уменьшении количества отдельных деталей, сведении к минимуму наружного габарита статорного пакета и в упрощении сборки и намотки статорного пакета. После образования статорного пакета обмоточные пазы целесообразно облицовывать изоляционным материалом при помощи одной единственной технологической операции. Затем пакет наматывают автоматическим способом и в заключение отверстия для намотки замыкают путем отгиба сердечника и/или наружных дуг. При необходимости можно прочно соединить обращенные друг к другу концы сердечника и наружных дуг, например путем сварки, пайки, склеивания и т. п. Этот процесс технически заметно проще осуществить, чем в случае статорного пакета с общим кольцом или отдельными кольцами, через которые обычно замыкают эти отверстия. В ходе облицовки обмоточных пазов можно одновременно прикрепить напылением у концов пакета полые цапфы, благодаря которым упрощается намотка. Для этого применяют обычно изоляционный материал, затвердевающий после напыления, но не оказывающий заметного влияния на магнитный поток. Для улучшения магнитного потока можно, наконец, увеличить центральное отверстие в пластинах таким образом, чтобы между отверстием и соответствующими обмоточными пазами отсутствовал металлический слой, который может повлиять на магнитный поток. В этом случае соседние сегменты связываются совместно изоляционным материалом. После намотки получается пригодный для применения статорный пакет с обмоткой, причем все технологические операции, начиная со штампования пластин и кончая увеличением внутреннего диаметра отверстий, могут осуществляться автоматически.
Другие целесообразные исполнения изобретения вытекают из дополнительных пунктов формулы изобретения.
Особенно целесообразное исполнение характеризуется тем, что наружные дуги и/или сердечник изготовлены из гибких материалов. При помощи такого мероприятия достигается то, что обмоточные пазы соединенных в один пакет пластин можно полностью замкнуть, например, путем сварки. Получается пластина, в которой обмоточные пазы замкнуты, что заметно повышает прочность пластины.
В другом целесообразном исполнении предусматривается выполнение отверстий в виде радиальных канавок, что дает возможность простого наматывания на пластины. Далее предусмотрено, что радиально расположенные сердечники на своем внутреннем участке снабжены канавками. Благодаря этим мероприятиям можно без труда обеспечить контактирование обращенных друг к другу концов сердечника и наружных дуг. В другом целесообразном исполнении предусматривается, что проходящие вдоль периферии наружные дуги имеют места заданного отгиба. При помощи этого мероприятия можно тоже создать быстрое соединение между концевыми участками сердечника и наружных дуг.
Особенно целесообразное исполнение изобретения характеризуется тем, что проходящие вдоль периферии наружные дуги состоят каждая из двух выступов, между которыми находится выемка, причем наружный выступ может отгибаться в сторону внутреннего выступа с замыканием отверстия. Целесообразно предусмотреть, чтобы эта выемка сужалась в направлении от внешней части к внутренней. Согласно этой идее изобретения особенно целесообразно предусмотреть на участке соединения упомянутых выступов место заданного отгиба наружного выступа, а в отогнутом состоянии наружного выступа он может соединиться путем геометрического замыкания как с внутренним выступом, так и с проходящими в радиальном направлении сердечниками, которые сужаются к своим свободным концам, образуя каналы для сварного шва. В намотанном состоянии обращенные друг к другу концы сердечников и наружных дуг могут быть соединены друг с другом, например, путем сварки. При помощи этих мероприятий достигается то, что форма обмоточного паза не изменяется, даже несмотря на то, что наружный выступ отгибается. Поэтому не может произойти повреждение обмоточного провода.
Далее, в целесообразном исполнении изобретения предусматривается, что обмоточные пазы облицовываются изоляционным материалом, причем эти пазы переходят в расположенные в радиальном направлении и заполненные изоляционным материалом канавки, образующие проходы для магнитного потока и доходящие вплоть до отверстия. Благодаря этим мероприятиям достигается электрически бесконтактное соединение между обмоточным проводом и пластиной. В особенно целесообразном исполнении изобретения предусматривается, что заполненные изоляционным материалом канавки соединяют заданным образом каждый раз два соседних сегмента. Благодаря этому достигается то, что магнитный поток беспрепятственно проходит от обмоточных пазов в отверстие.
Изобретение относится также к способу изготовления таких коллекторных пластин. Сначала изготовляется заготовка пластины с обмоточными пазами, а также в случае надобности с канавками. Затем пластины соединяют в статорный листовой пакет и облицовывают или заполняют обмоточные пазы и канавки надлежащим изоляционным материалом, в случае необходимости присоединяют путем напыления две расположенные у концов пакета полые цилиндрические цапфы, а в заключение после нанесения обмотки в обмоточные пазы замыкают отверстия. Затем центральное отверстие увеличивают по диаметру таким образом, что устраняется соединяющая сегменты кольцевая перемычка, а облицованные изоляционным материалом канавки, которые в поперечном сечении имеют предпочтительно прямоугольную форму, проходят вплоть до отверстия. В случае применения пластин с проходами для магнитного поля удаляют внутренние радиальные перемычки путем отрезки, превращения в стружку или на токарном станке. В заключение путем изгиба соединяют обращенные друг к другу концы наружных дуг и сердечника.
Некоторые примеры исполнения изобретения схематически изображены на чертежах и ниже объясняются более подробно. В частности показаны:
на фиг. 1 заготовка коллекторной пластины,
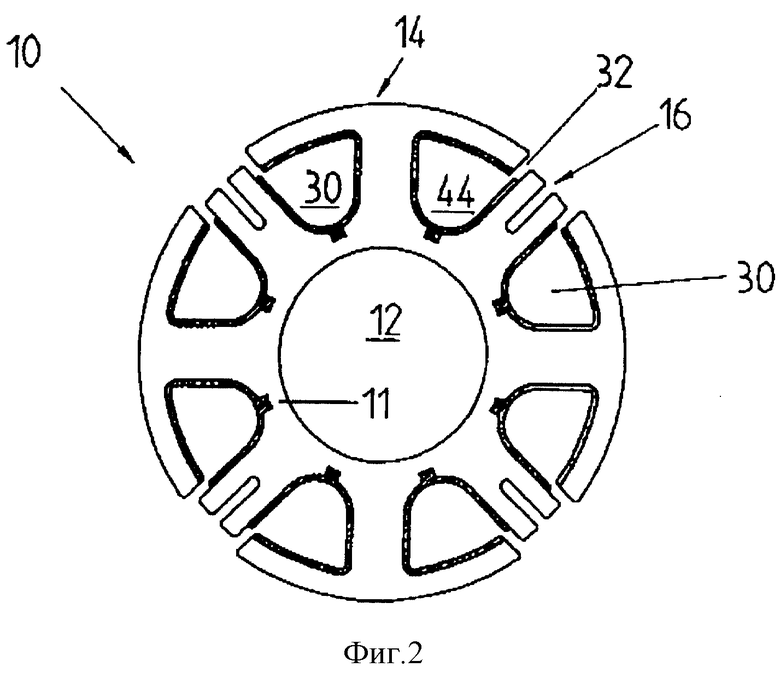
на фиг. 2 изображенная на фиг. 1 пластина с заполненными изоляционным материалом обмоточными пазами,
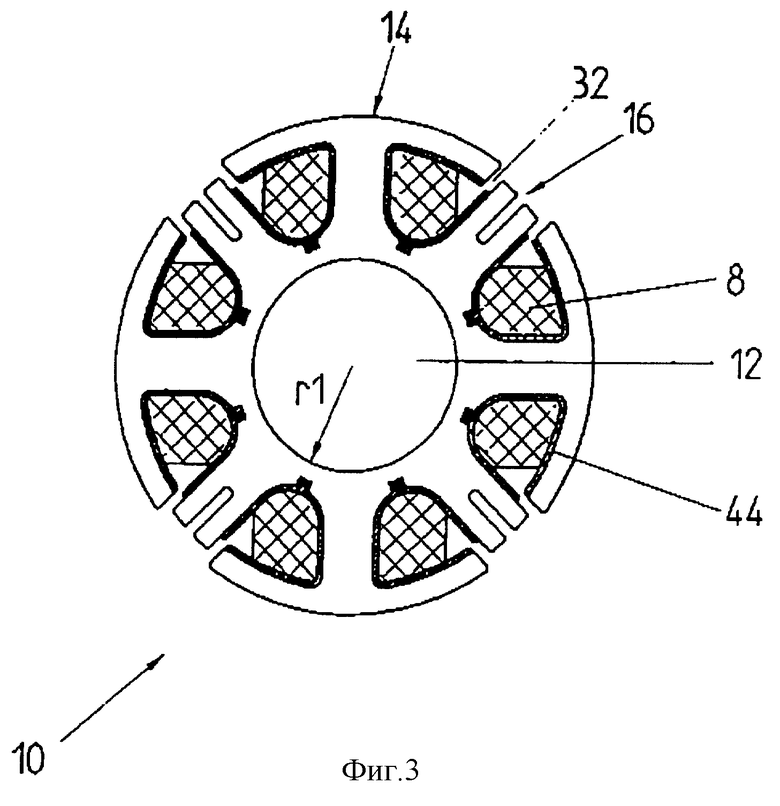
на фиг. 3 изображенные на фиг. 2 пластины со снабженными обмоткой обмоточными пазами,
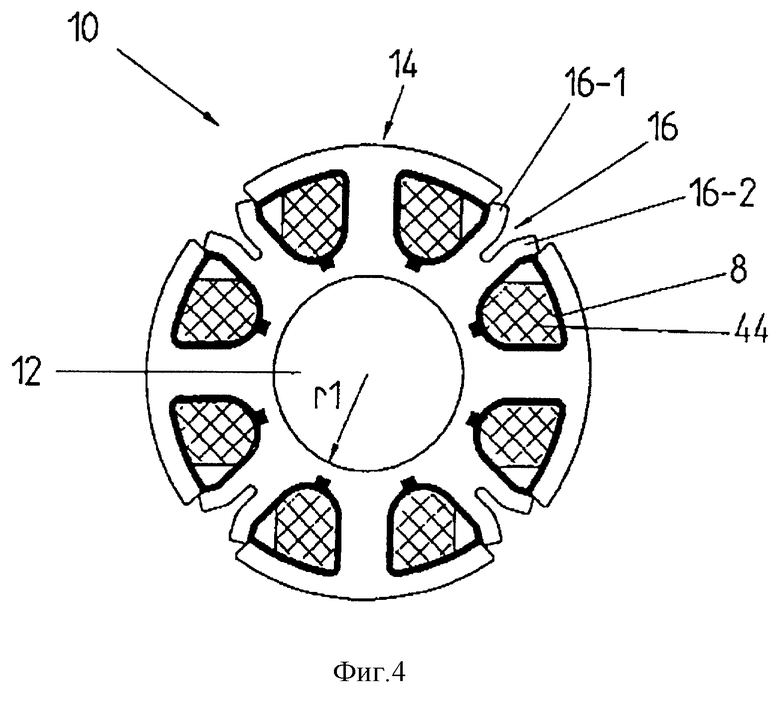
на фиг. 4 изображенная на фиг. 3 пластина, в которой обращенные друг к другу концы сердечника и наружных дуг смыкаются между собой,
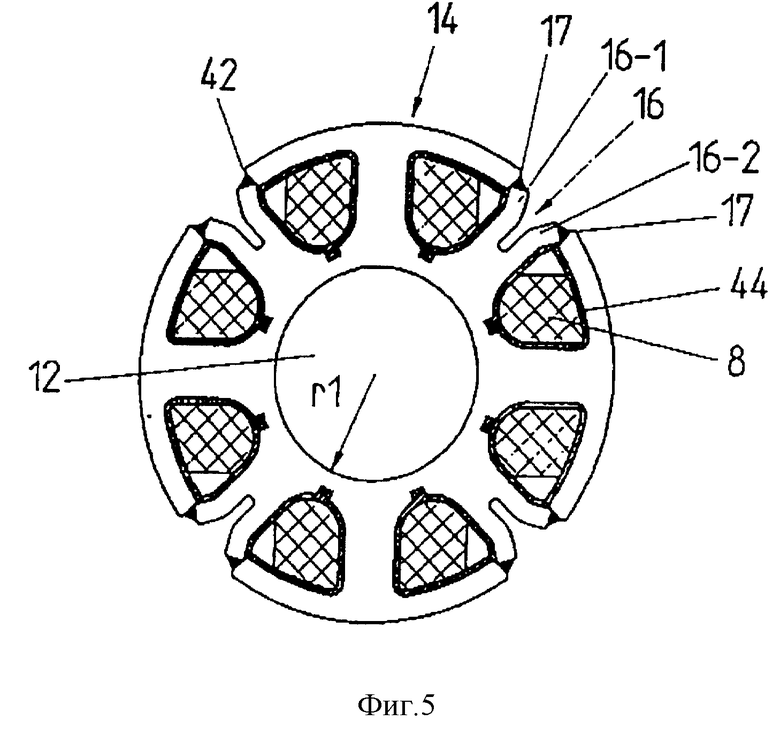
на фиг. 5 изображенная на фиг. 4 пластина, в которой находящиеся в контакте наружные дуги и сердечник соединены путем сварки,
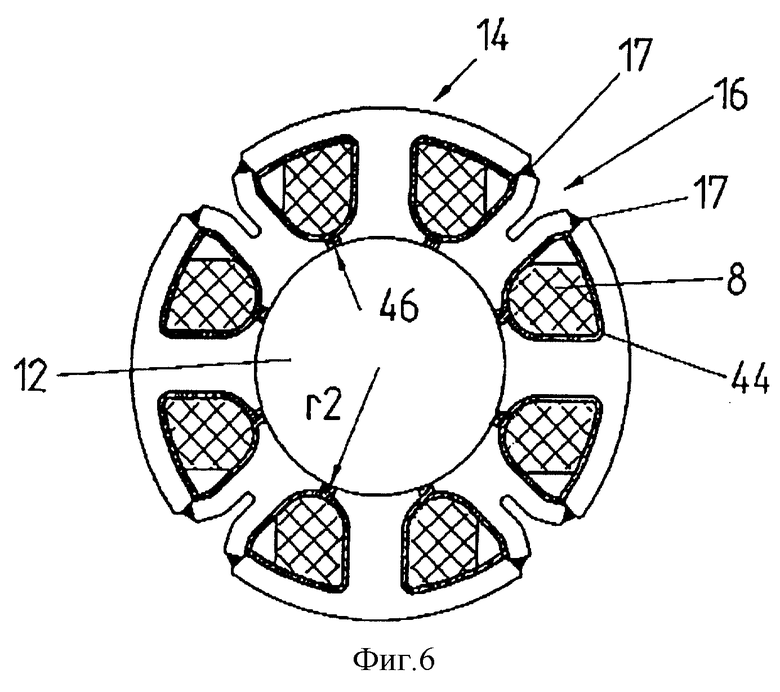
на фиг. 6 изображенная на фиг. 5 пластина, в которой центральное отверстие увеличено до радиуса r2,
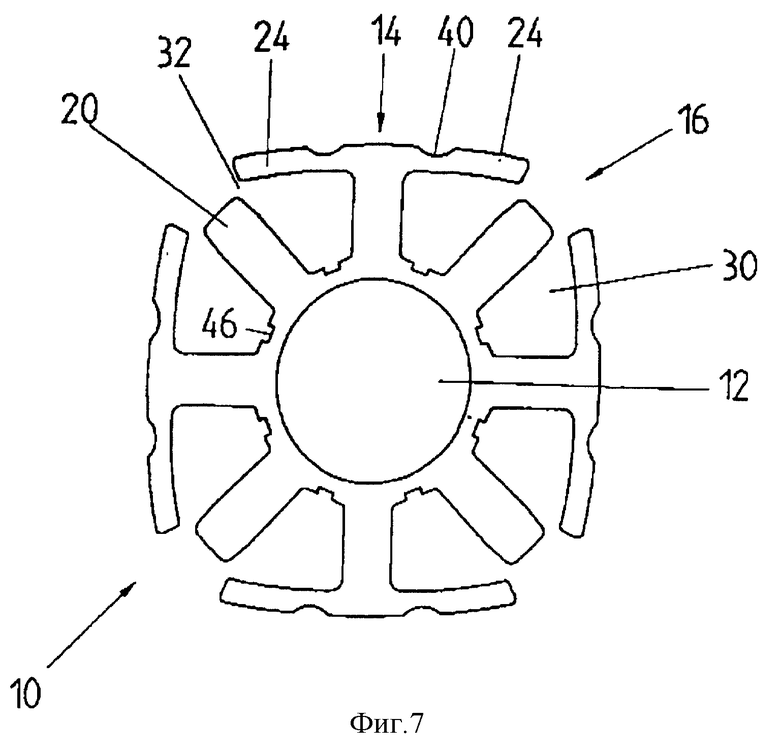
на фиг. 7 другая пластина,
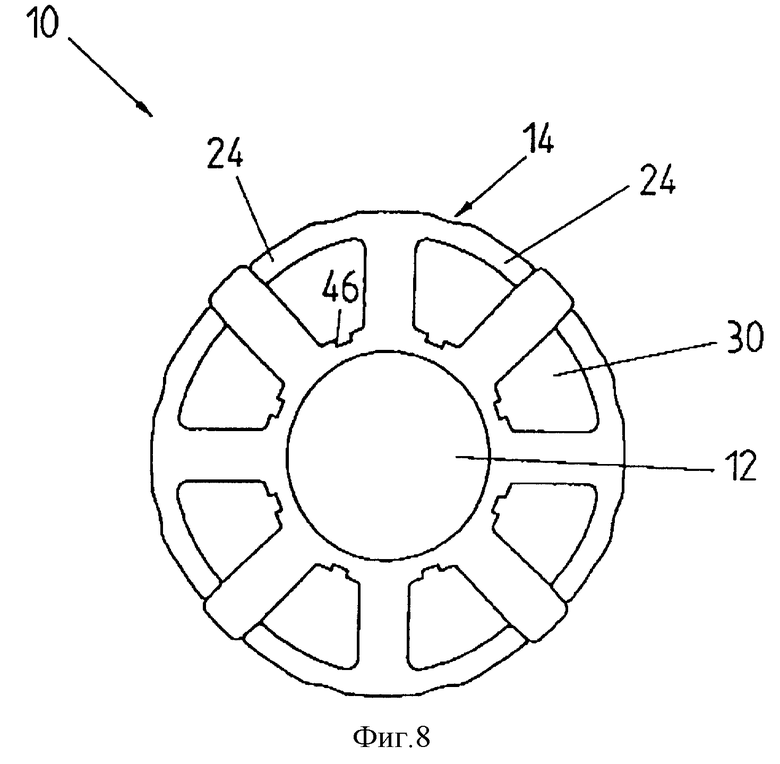
на фиг. 8 изображенная на фиг. 7 пластина с отогнутыми наружными дугами,
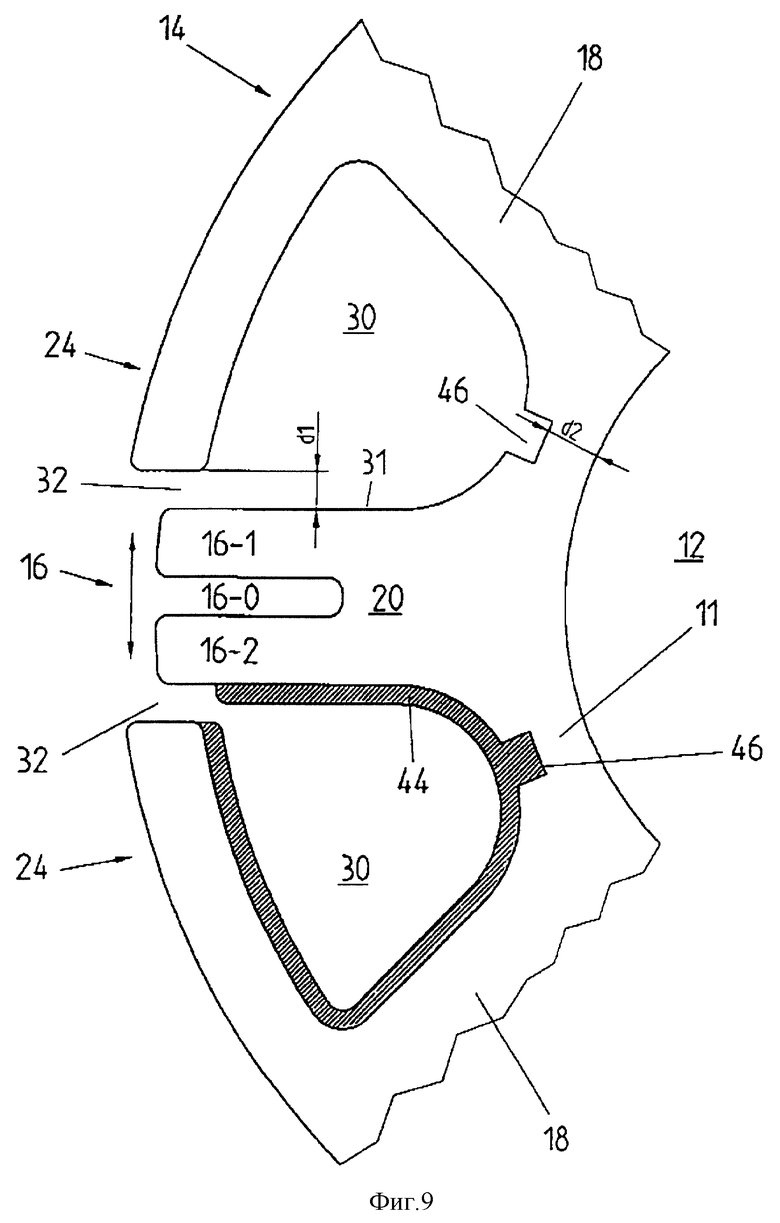
на фиг. 9 часть пластины, изображенная в увеличенном масштабе,
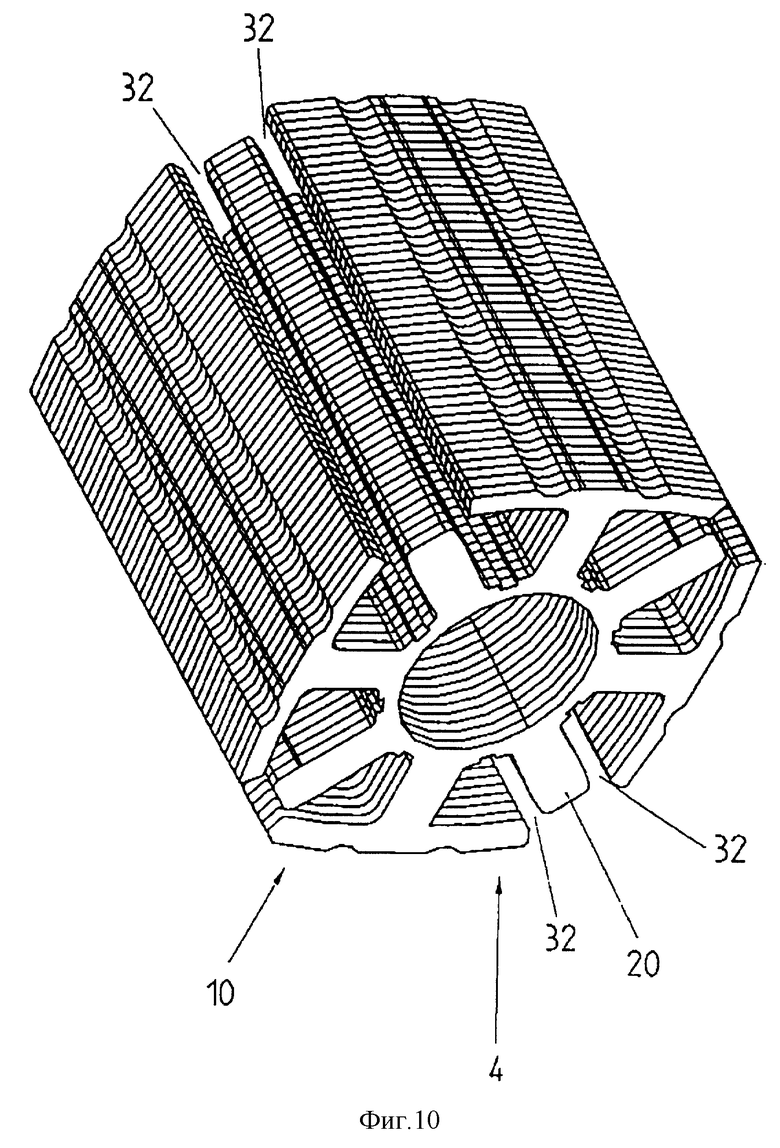
на фиг. 10 статорный листовой пакет из пластин, изображенных на фиг. 7,
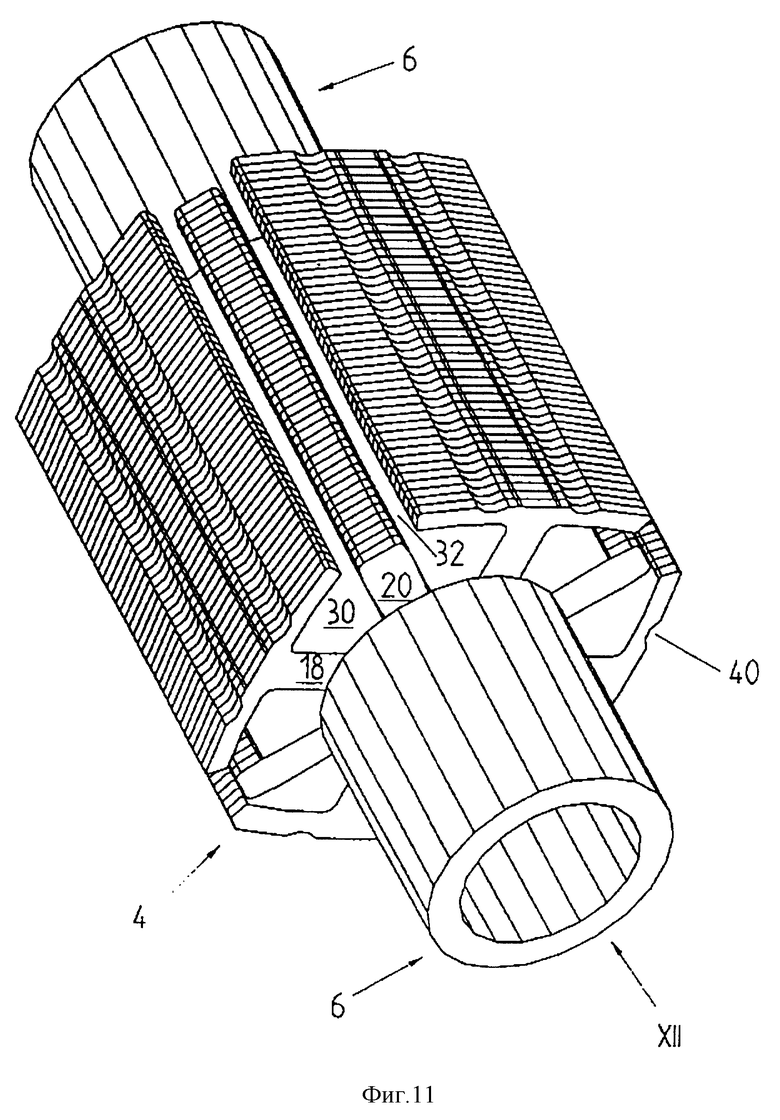
на фиг. 11 изображенный на фиг. 10 статорный листовой пакет с облицованными обмоточными пазами и прикрепленными путем напыления цапфами,
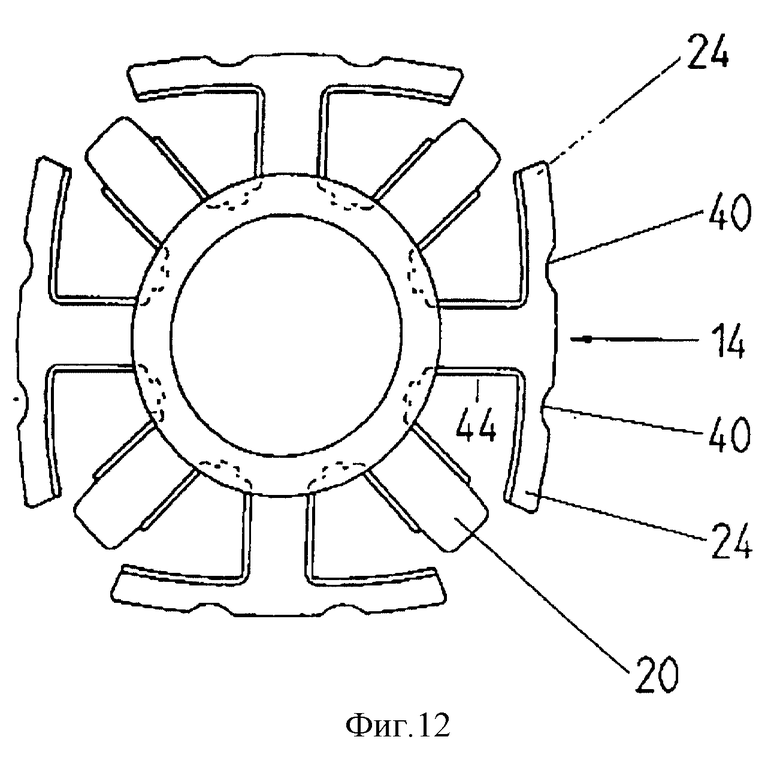
на фиг. 12 вид по стрелке XII из фиг. 11,
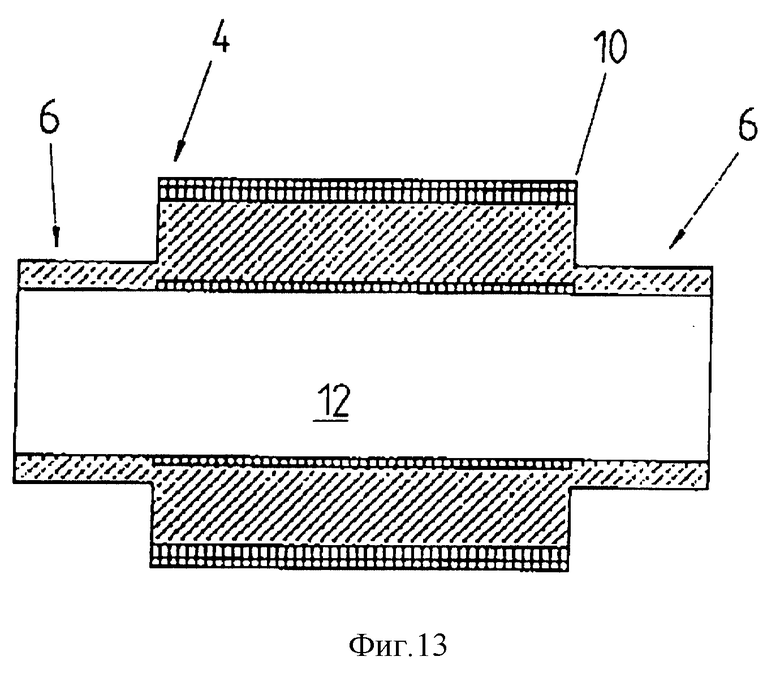
на фиг. 13 осевой разрез по статорному пакету согласно фиг. 11,
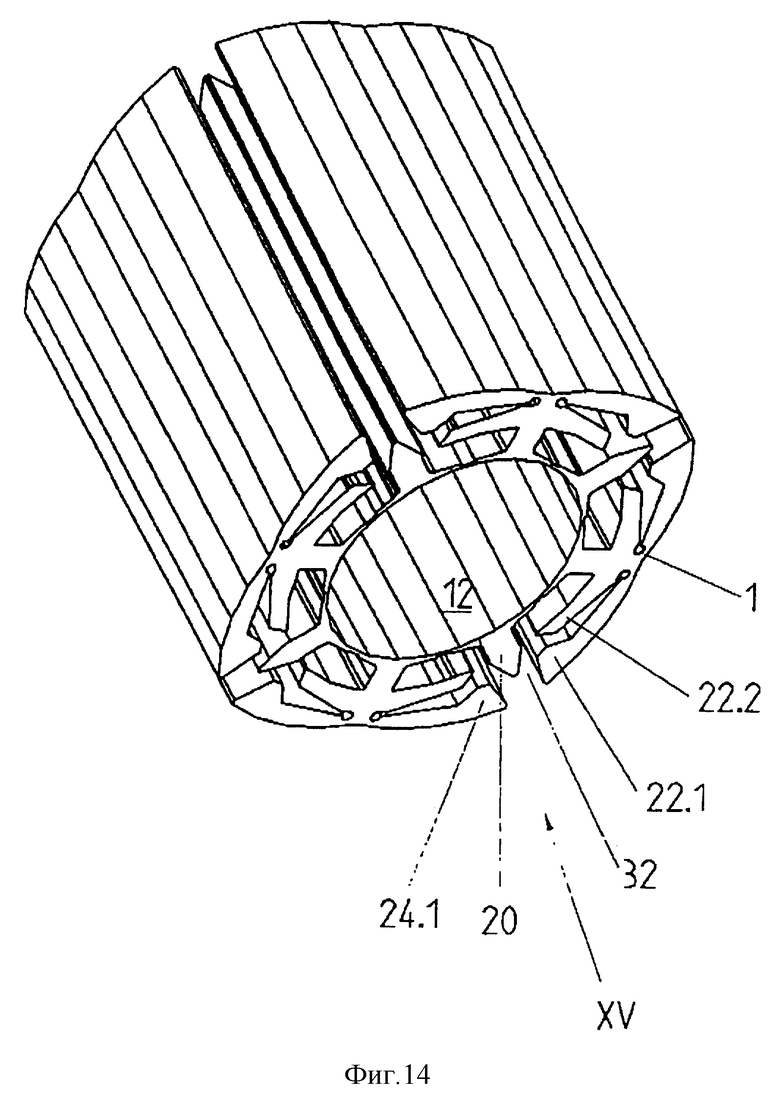
на фиг. 14 другой статорный листовой пакет в аксонометрической проекции,
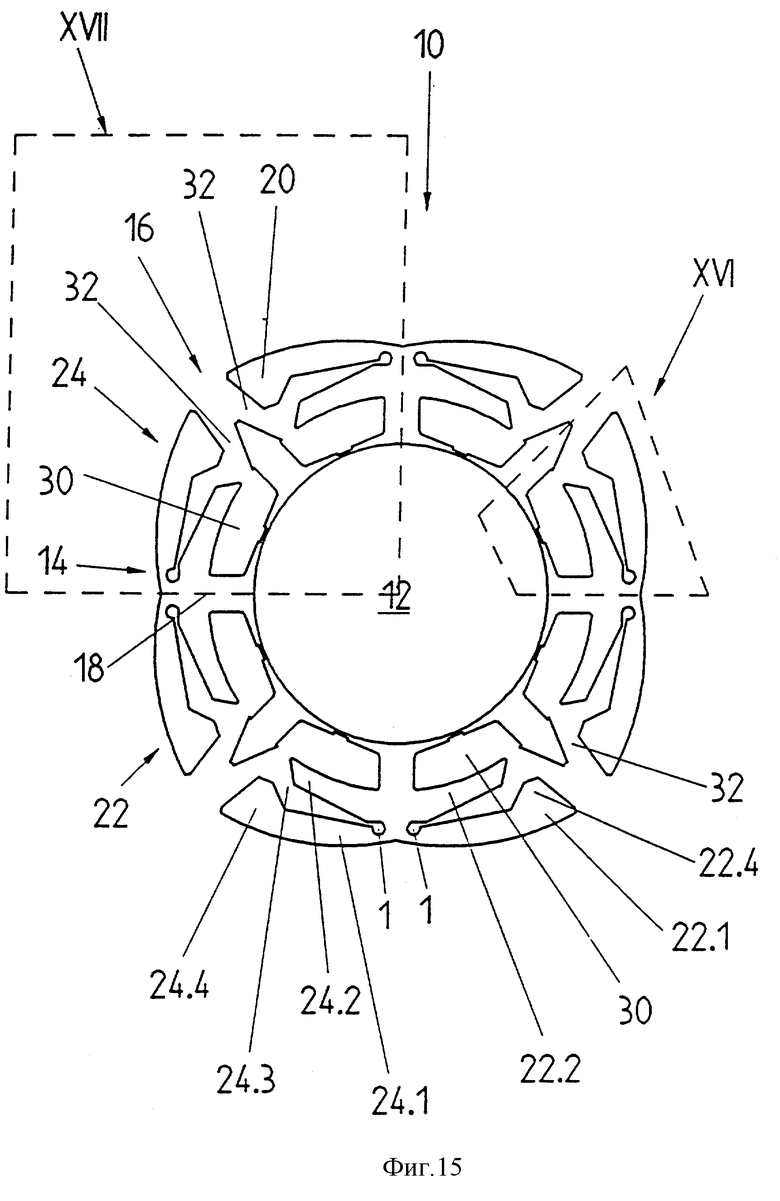
на фиг. 15 вид по стрелке XV из фиг. 14,
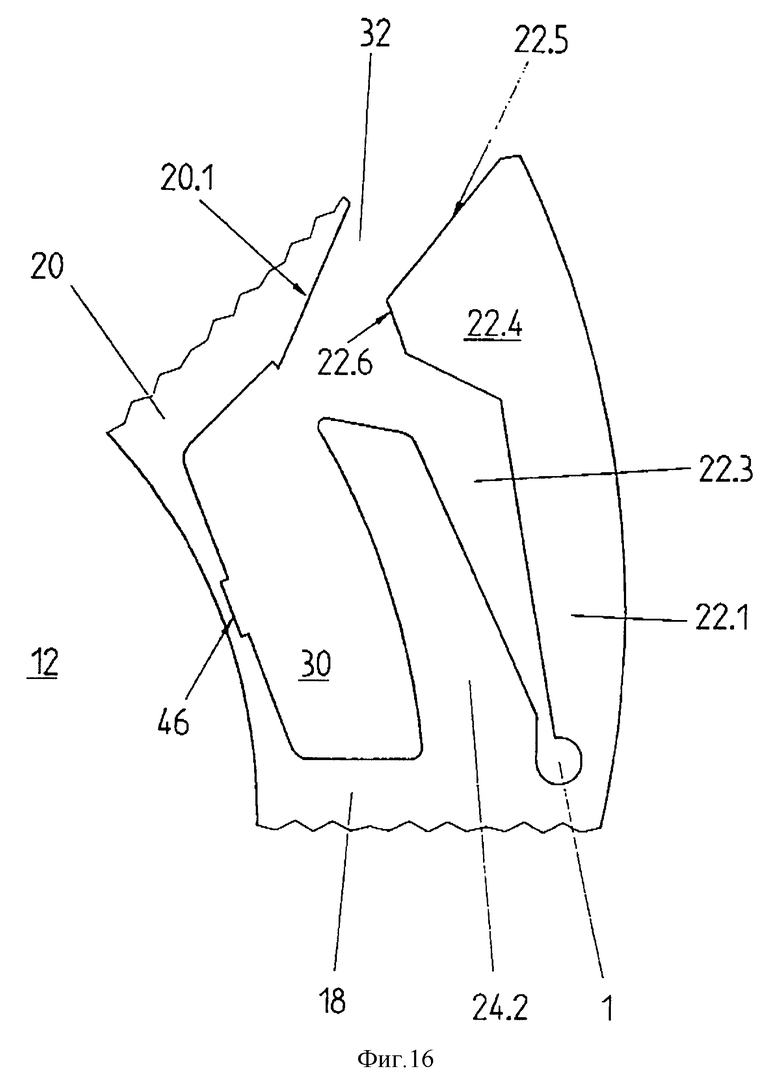
на фиг. 16 обозначенная цифрами XVI часть согласно фиг. 15 в увеличенном масштабе,
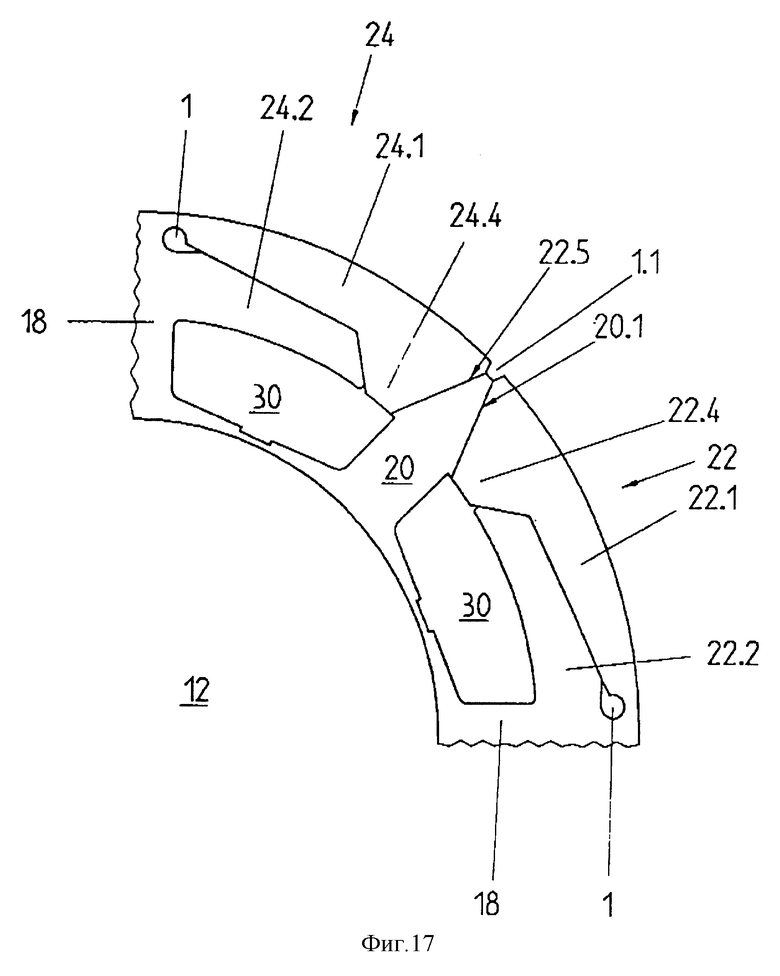
на фиг. 17 обозначенная цифрами XVII часть согласно фиг. 15 в увеличенном масштабе.
На фиг. 1 в сочетании с фиг. 9 показана коллекторная пластина 10 для магнитной цепи электродинамической машины. В ней имеется центральное отверстие 12, а также расположенные вокруг этого отверстия сегменты 14, 16, соединенные между собой немагнитным и не проводящим электрический ток материалом. Сегменты 14, 16 снабжены сердечниками 18, 20, которые имеют наружные дуги 22, 24, проходящие в радиальном направлении или также вдоль периферии, и определяют собой доступные с наружной радиальной стороны обмоточные пазы 30 с отверстиями 32. Отверстия 32 находятся на участке свободных радиальных концов сердечника 20. Наружные дуги 22, 24, как и сердечники 18, 20, изготовлены из гибкого материала. Ширина 1 отверстий 32 превышает толщину неизображенных подробнее обмоточных проводов. Далее видно, что отверстия 32 выполнены в виде проходящих в радиальном направлении канавок, так что обмоточный провод может быть направлен вдоль внутренней стенки 31 обмоточного паза 30. Проходящие в радиальном направлении сердечники 20 снабжены канавкой на своем концевом участке и могут быть без труда отогнуты. Перед наматыванием обмоточные пазы 30 облицовывают изоляционным материалом 44, как показано например на фиг. 2. Далее видно, что обмоточные пазы 30 переходят в радиальные канавки 46, заполняемые изоляционным материалом и отстоящие сначала от центрального отверстия 12 на расстояние d2. В этой стадии процесса отверстие 12 в пластине 10 имеет внутренний диаметр r1. После наматывания и замыкания канавок внутренний диаметр r1 увеличивают до значения r2 (см. фиг. 6), в результате чего заполненные изоляционным материалом 44 канавки 46 соединяют обмоточные пазы 30 с центральным отверстием 12.
Благодаря этому обеспечивается магнитный поток внутрь в центральное отверстие 12.
На фиг. 7 и 8 изображена пластина, наружные дуги которой имеют места 40 заданного отгиба и после наматывания на пластины отгибаются к свободным концам сердечника 20. Пластины представляют собой штампованные детали, в которых сегменты 14, 16 имеют поочередно Т-образную и зубообразную форму с канавками 16-0. Примыкающие к канавке 16-0 участки 16-1 и 16-2 можно после нанесения проводов на обмоточные пазы 30 отогнуть на свободных концах наружных дуг 24 и соединить с ними, например, путем сварки.
На фиг. 14-17 изображен статорный листовой пакет или пластина пакета, причем особенность этой пластины заключается в том, что проходящие вдоль периферии наружные дуги 22, 24 состоят каждый раз из двух выступов 22.1, 22.2, а также 24.1, 24.2, между которыми образована выемка 22.3 или 24.3, причем наружный выступ 22.1 или 24.1 можно отогнуть в сторону внутреннего выступа 22.2 или 24.2 (см. фиг. 17). При этом замыкается отверстие 32. Выемка 22.3 или 24.3 сужается в направлении от наружной части к внутренней таким образом, что в соединительном участке выступа 22.1, 22.2 или 24.1, 24.2 образуются места 1 заданного отгиба наружного выступа 22.1 или 24.1. В отогнутом состоянии наружных выступов 22.1, 24.1 наружные выступы 22.1, 24.1 могут быть соединены путем геометрического замыкания как с внутренними выступами 22.2, 24.2, так и с сердечниками 20, которые сужаются в сторону своих свободных концов, образуя канал 1.1 для сварочного шва. Преимущество этой формы исполнения заключается в том, что облицованные изоляционным материалом обмоточные пазы 30 при отгибании наружных выступов 22.1, 24.1 не деформируются, поскольку форма обмоточных пазов остается постоянной и внутренние выступы 22.2, 24.2 не отгибаются, благодаря чему обеспечивается то, что изоляционный материал не отслаивается от внутренней стенки обмоточного паза 30.
Из фиг. 16 и 17 видно, что обращенные друг к другу стороны 20.1 и 22.5 в отогнутом состоянии наружных выступов соединяются друг с другом путем геометрического замыкания. При этом торцовый участок 22.6 головки 22.4 замыкает отверстие 32 обмоточного паза 30. После наматывания статорного пакета и отгибания выступов 22.1 и 24.1 эти выступы можно в случае необходимости сварить на участке канала 1.1. Благодаря особому исполнению этой пластины получается особенно простой технологический процесс изготовления статорного пакета и его намотки.
При изготовлении предлагаемых пластин поступают следующим образом. Сначала (например путем штамповки) изготовляют заготовку пластины (фиг. 1) с обмоточными пазами и центральным отверстием, радиус которого r1 имеет такую величину, при которой между центральным отверстием 12 и канавками 46 образуется перемычка 11.
Затем несколько пластин собирают в пакет (фиг. 10) и облицовывают обмоточные пазы 30 пластмассой. Одновременно присоединяют путем напыления две расположенные у концов пакета полые цилиндрические цапфы 6, которые упрощают удерживание пакета во время наматывания. Внутренние радиальные перемычки можно впоследствии удалить путем отрезки, превращения в стружку или на токарном станке. Затем такой листовой пакет из пластин снабжают обмоткой, после чего отверстия 32 замыкают путем отгиба сердечников 18, 20 и/или наружных дуг 22, 24. В результате получается компактный узел, который не требует никаких усилительных колец или дополнительных деталей. В случае крупных статоров может оказаться целесообразным прочно соединить друг с другом находящиеся в соприкосновении сердечники и наружные дуги, например, путем сварки, пайки или склеивания.
Изобретение относится к коллекторной пластине для магнитной цепи электродинамической машины. Коллекторная пластина выполнена с центральным отверстием (12) и с расположенными вокруг этого отверстия сегментами (14, 16), снабженными сердечниками (18, 20), которые имеют наружные дуги (22, 24), проходящие в радиальном направлении или также вдоль периферии, и определяют собой доступные с внешней радиальной стороны обмоточные пазы (30) с образованными на участке свободных радиальных концов сердечника (20) отверстиями (32), которые могут быть замкнуты путем отгиба сердечников (18, 20) и/или наружных дуг (22, 24), новым является то, что проходящие вдоль периферии наружные дуги (22, 24) состоят каждая из двух выступов (22.1, 22.2, 24.2), между которыми образована выемка (22.3, 24.3), причем наружный выступ (22.1, 24.1) может быть отогнут в сторону внутреннего выступа (22.2, 24.2) с замыканием отверстия (32). Техническим результатом является уменьшение количества отдельных деталей, сведение к минимуму наружного габарита статорного пакета и более простая сборка и намотка статорного пакета. 14 з.п. ф-лы, 17 ил.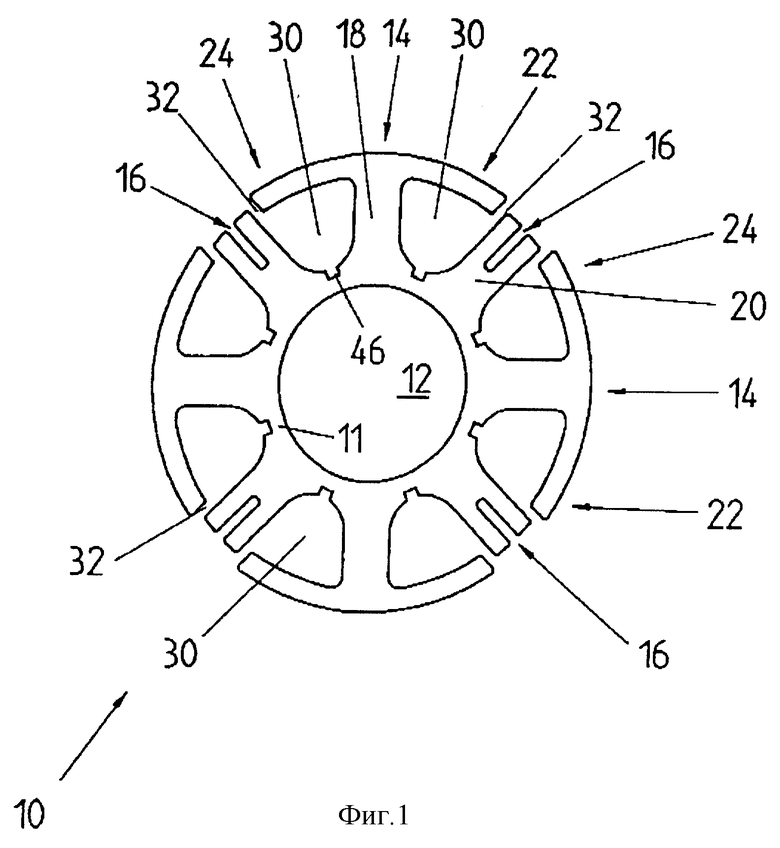
| Горелка | 1976 |
|
SU628377A1 |
| Торцевой коллектор | 1972 |
|
SU467426A1 |
| Коллектор электрической машины | 1977 |
|
SU817826A1 |
| US 5187858 А, 23.02.93 | |||
| Грузозахватное оборудование к погрузчику | 1975 |
|
SU562505A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРОДУКТА к РАСФАСОВОЧНЫМАВТОМАТАМ | 0 |
|
SU235597A1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТРОГЛИЦЕРИНА ПРОЛОНГИРОВАННОГО ДЕЙСТВИЯ | 1993 |
|
RU2082400C1 |

