Изобретение относится к устройствам для дробеструйной обработки изделий и может быть использовано для подготовки поверхности деталей к нанесению металлопокрытий, лакокрасочных покрытий, а также упрочнения покрытий.
Известно сопло для абразивной обработки деталей, содержащее корпус, внутри которого размещена втулка для подачи абразива и штуцер для подачи сжатого воздуха [1].
Недостатком известного сопла является большой абразивный износ его рабочей части.
Наиболее близким по технической сущности к предлагаемому изобретению является сопло для абразивной обработки деталей [2], содержащее корпус, внутри которого размещена втулка для подачи абразива и штуцер для подачи сжатого воздуха. При этом втулка содержит отверстия, равномерно расположенные под острым углом к ее оси по направлению движения абразива в непосредственной близости от среза выходного отверстия, размещенного на 1/3 длины рабочей части сопла. Недостатком этого сопла является низкий его ресурс при использовании в качестве абразива металлической дроби ДЧК, ДСК (ГОСТ 11964-81 Е) из-за большого износа выходного отверстия втулки.
Причиной большого износа выходного отверстия втулки является высокая скорость движения абразива по каналу.
Изобретение направлено на увеличение ресурса сопла для абразивно-струйной обработки деталей.
Это достигается тем, что втулка выполнена в форме диффузора с образующей внутренней поверхности, составляющей угол с осью вращения диффузора 1,5-5o, при этом корпус на 3/4 длины выполнен в форме конуса с образующей, составляющей угол 15-20o с его осью вращения, причем выходное отверстие диффузора выполнено на срезе сопла.
Существенным отличием от прототипа является то, что, втулка выполнена в форме диффузора с образующей внутренней поверхности, составляющей угол с осью вращения диффузора 1,5-5o, а корпус на 3/4 длины выполнен в форме конуса с образующей, составляющей угол 15-20o с его осью вращения, причем выходное отверстие диффузора выполнено на срезе сопла.
Заявленное сопло соответствует категории "Новизна" и позволяет сделать вывод о соответствии категории "Существенное отличие".
На чертеже изображено предлагаемое сопло.
Сопло состоит из корпуса 1 со штуцером 2 для подачи сжатого воздуха и втулки 3 для подачи абразива. Корпус на 3/4 длины выполнен в виде конуса. Образующая конуса составляет угол с осью вращения корпуса 15-20o. В основании корпуса 1 выполнено резьбовое отверстие, в которое ввернута втулка 3. Втулка 3 выполнена в форме диффузора и содержит штуцер 4 для подачи сжатого воздуха и штуцер 5 для подачи абразива. Образующая внутренней поверхности втулки составляет с осью вращения диффузора угол 1,5-5o.
Сопло работает следующим образом.
Сжатый воздух через штуцер 5 подают во втулку 3. Для уменьшения износа внутренней поверхности втулки давление сжатого воздуха, подаваемого в штуцер 5, выбирают минимальным, но обеспечивающим создание во втулке 3 разряжения, способствующего всасыванию абразива вместе с атмосферным воздухом через штуцер 4 и выброс его на расстояние 50-80 мм от среза втулки. Для обработки поверхности детали не достаточно скорости абразива, выбрасываемого из втулки. Поэтому скорость увеличивают дополнительным кольцевым потоком сжатого воздуха. Для этого в корпус через штуцер 2 одновременно с подачей воздуха в штуцер 5 подают сжатый воздух с давлением 0,5 - 0,6 МПа. Абразив, встречаясь на выходе сопла с кольцевым потоком, увеличивает свою скорость и подается на обрабатываемую деталь.
Минимальное давление сжатого воздуха, подаваемого в штуцер 5, обеспечивает создание во втулке 3 необходимого разряжения и в то же время способствует движению абразива во втулке с небольшой скоростью. Однако и эта скорость вызывает износ внутренней поверхности втулки 3. Для снижения скорости движения абразива во втулке 3 ее внутреннюю поверхность выполняют в форме диффузора. Абразив, двигаясь в диффузоре, дополнительно уменьшает свою скорость. Это значительно снижает износ внутренней поверхности втулки 3.
Таким образом, применение предлагаемой конструкции сопла позволит значительно снизить износ внутренней поверхности втулки и увеличить ресурс работы сопла в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНО-СТРУЙНЫЙ АППАРАТ | 1995 |
|
RU2106952C1 |
| УСТРОЙСТВО ДЛЯ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2166424C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2005 |
|
RU2310554C2 |
| АБРАЗИВНО-СТРУЙНЫЙ АППАРАТ | 2005 |
|
RU2314188C2 |
| НАСОС-ФОРСУНКА | 1998 |
|
RU2157913C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1997 |
|
RU2120492C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ СЛЕДА СТРУИ АБРАЗИВА | 1999 |
|
RU2171173C2 |
| ФИЛЬТР ЦЕНТРОБЕЖНОЙ ОЧИСТКИ МАСЛА С ПРЕДВАРИТЕЛЬНЫМ ЗАПУСКОМ | 2000 |
|
RU2186997C2 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2131481C1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ БЛОКОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ ПЛАЗМЕННЫМ НАПЫЛЕНИЕМ | 2000 |
|
RU2187575C2 |
Изобретение относится к устройствам для дробеструйной обработки изделий и может быть использовано для подготовки поверхности деталей к нанесению металлопокрытий, лакокрасочных покрытий, а также упрочнения покрытий. Изобретение направлено на увеличение ресурса сопла для абразивно-струйной обработки деталей. Это достигается тем, что втулка выполнена в форме диффузора с образующей внутренней поверхности, составляющей угол с осью вращения диффузора 1,5-5o, при этом корпус на 3/4 длины выполнен в форме конуса с образующей, составляющей угол 15-20o с его осью вращения, причем выходное отверстие диффузора выполнено на срезе сопла. 1 ил.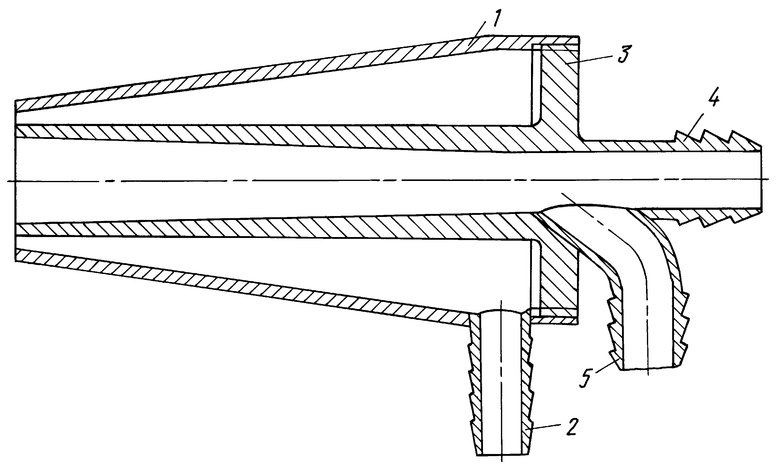
Сопло для абразивной обработки деталей, содержащее корпус, внутри которого размещена втулка для подачи абразива и штуцер для подачи сжатого воздуха, отличающееся тем, что втулка выполнена в форме диффузора с образующей внутренней поверхности, составляющей угол с осью вращения диффузора 1,5 - 5o, при этом корпус на 3/4 длины выполнен в форме конуса с образующей, составляющей угол 15 - 20o с его осью вращения, причем выходное отверстие диффузора выполнено на срезе сопла.
| SU 916286 A, 30.03.82 | |||
| Дробеструйное сопло | 1980 |
|
SU973327A2 |
| Струйноабразивный аппарат | 1981 |
|
SU1009739A1 |
| Сопло пескоструйного аппарата | 1982 |
|
SU1024247A1 |
| US 4412402 A, 01.11.83 | |||
| DE 3326602 A1, 01.03.84 | |||
| DE 4325086 A1, 01.26.95. | |||
