Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении заготовок длиной меньше диаметра.
Известен способ отрезки из сортового проката заготовок длиной меньше диаметра, включающий подачу прутка на позицию обработки, радиальный зажим с одновременным образованием серповидных насечек на его боковой поверхности на расстоянии, равном шагу подачи от плоскости реза и друг от друга, приложение к торцу отрезаемой заготовки усилия осевого подпора и последующее отделение заготовки сдвигом [1].
Недостатком данного способа является снижение качества торцевой поверхности отрезаемого изделия вследствие различия условий реза по периметру заготовки (в верхней и нижней частях присутствуют концентраторы напряжений в виде зажимов от насечек, а на боковых сторонах такие концентраторы отсутствуют).
Заявляемое изобретение решает задачу повышения качества торцов отрезаемых изделий за счет поворота прутка вокруг своей оси при каждом шаге подачи, вследствие получения концентраторов напряжений по всему периметру заготовки, а также снижения сил реза, осевого подпора и радиального зажима и соответственно суммарной технологической силы совершения операции за счет уменьшения площади поперечного сечения заготовки в плоскости реза.
Это достигается тем, что в способе отрезки от прутка заготовок, включающем подачу прутка на позицию обработки, радиальный зажим с одновременным образованием серповидных насечек на его боковой поверхности на расстоянии, равном шагу подачи от плоскости реза и друг от друга, приложение к торцу отрезаемой заготовки усилия осевого подпора и последующее отделение заготовки сдвигом, при подаче прутка на позицию отрезки его поворачивают вокруг своей оси на угол α = 90°/(n-1), где n - число пар серповидных насечек.
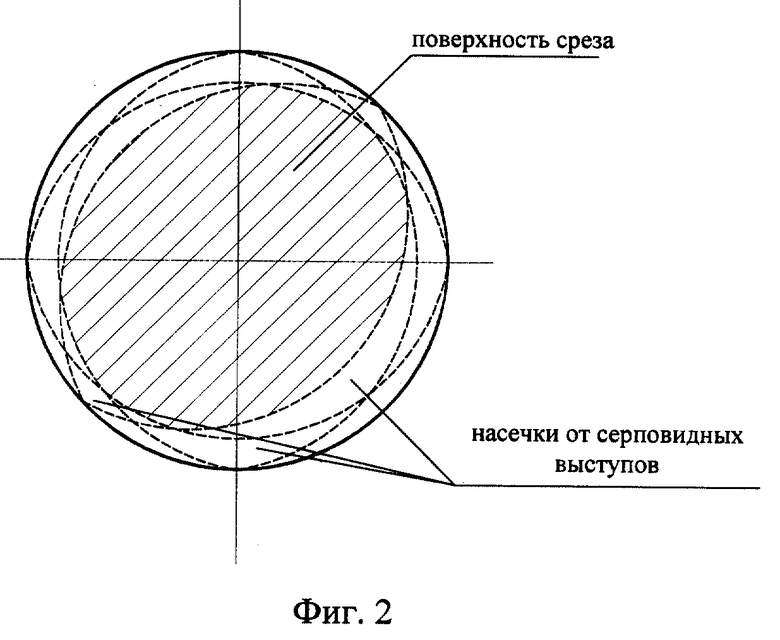
Сущность изобретения поясняется чертежами, на которых представлена схема реализации предлагаемого способа. На фиг. 1 - схема отрезки заготовок от прутка с поворотом последнего на угол α = 90°/(n-1), фиг. 2 - торцевая поверхность заготовки после отрезки.
Способ осуществляют следующим образом. Пруток 1 подают в систему радиального зажима, состоящую из неподвижного нижнего прижима 2 с режущей кромкой и подвижного в радиальном направлении верхнего прижима 3 с выполненными в зажимных ручьях серповидными выступами 4 на расстоянии, равном шагу подачи друг от друга и от режущей кромки до второго ряда серповидных выступов, к верхнему подвижному прижиму прикладывают силу радиального зажима Pрз, при этом серповидные выступы внедряются в заготовку, образуя первую насечку. Затем силу радиального зажима снимают, отводят подвижный верхний прижим и пруток продвигают на шаг подачи h с поворотом вокруг своей оси на угол α. Этот процесс повторяют до тех пор, пока пруток не совершит поворот на угол 90o, а первая насечка совместится с плоскостью реза и примет кольцевую форму, при этом отрезаемая часть прутка войдет в подвижный втулочный нож 5. Далее через толкатель осевого подпора 6 к торцу отрезаемой заготовки прикладывают силу осевого подпора Pос, создавая в зоне реза напряженное состояние всестороннего сжатия, при этом насечки, находящиеся на уровне режущих кромок, превращаются в зажимы, служащие дополнительными концентраторами напряжений при резке.
Далее заготовку отделяют сдвигом силой Pот. После удаления отрезанной части заготовки из подвижного ножа его возвращают в исходное положение, и процесс повторяется.
Пример. Исходный материал (пруток из латуни Л63 диаметром 8 мм) помещали в устройство радиального зажима до второго ряда серповидных выступов, прикладывали силу радиального зажима, при этом серповидные выступы, максимальная высота которых 1 мм, внедрялись в заготовку. Затем снимали силу радиального зажима, отводили верхний прижим и пруток продвигали на шаг подачи h = 6 мм. Затем продвигали пруток на один шаг подачи и осуществляли его поворот на угол, равный 30o. Процесс продолжали до тех пор, пока пруток не совершил поворот на угол 90o и первая насечка не совместилась с плоскостью реза и приняла кольцевую форму. Далее прилагали силу осевого подпора и осуществляли отделение заготовки сдвигом. По окончании процесса резки все элементы возвращали в исходное положение и удаляли полученное изделие из зоны отрезки.
В результате экспериментов была получена заготовка диаметром 8 мм и длиной 6 мм с качественной торцевой поверхностью.
Источники информации
1. Пат. 2129935, МКИ4 6 В 23 D 23/00. Устройство для резки пруткового материала / С. Ю. Радченко, А. В. Филина (РФ) - N 98111354/02; заявлено 15.06.98; опубл. 10.05.99, Бюл. N 13. - 2 с.: ил. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2009 |
|
RU2396150C1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗ ПРУТКА ДЕТАЛЕЙ С ПОЛОСТЬЮ | 2002 |
|
RU2219011C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| СПОСОБ ОТРЕЗКИ КОРОТКИХ ЗАГОТОВОК | 2004 |
|
RU2278006C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 1996 |
|
RU2111075C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ТИТАНОВЫХ ЗАГОТОВОК | 2000 |
|
RU2175685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2102178C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
Изобретение относится к обработке металлов давлением, в частности к способам отрезки от прутка заготовок длиной меньше диаметра. Пруток подают на позицию обработки, зажимают в радиальном направлении с одновременным образованием серповидных насечек на его боковой поверхности на расстоянии, равном шагу подачи от плоскости реза и друг от друга. К торцу отрезаемой заготовки прикладывают усилие осевого подпора и осуществляют отделение заготовки сдвигом. При каждом перемещении прутка на один шаг подачи его поворачивают вокруг своей оси на угол α = 90o/(n-1), где n - число пар серповидных насечек. Предложенный способ позволяет повысить качество торцов изготавливаемых заготовок, снизить усилия внедрения и повысить стойкость ножа при отрезке заготовок. 2 ил.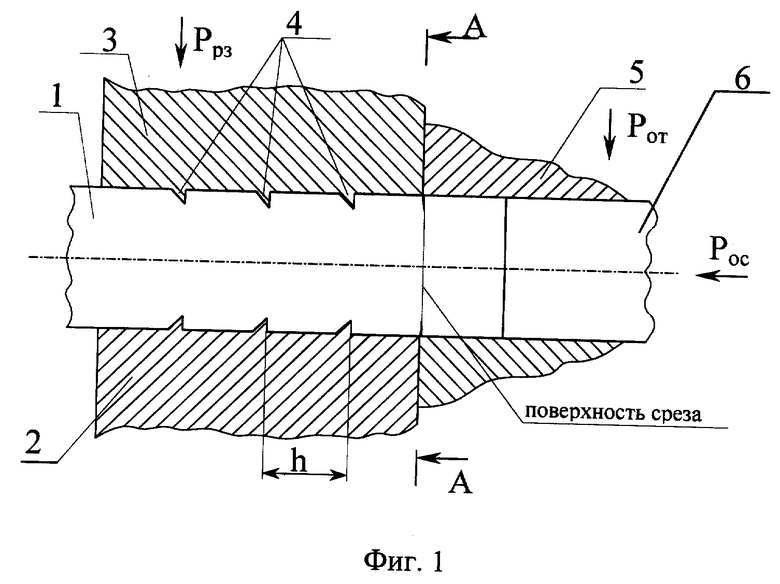
Способ отрезки от прутка заготовок, включающий подачу прутка на позицию обработки, радиальный зажим с одновременным образованием серповидных насечек на его боковой поверхности на расстоянии, равном шагу подачи от плоскости реза и друг от друга, приложение к торцу отрезаемой заготовки усилия осевого подпора и последующее отделение заготовки сдвигом, отличающийся тем, что при подаче прутка на позицию отрезки его поворачивают вокруг своей оси на угол α = 90°/(n-1), где n - число пар серповидных насечек.
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| SU 1486276 A1, 15.06.1989 | |||
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
