Изобретение относится к разделительным операциям обработки металлов давлением и может быть использовано для отрезки коротких заготовок от проката различного профиля.
Известен способ отрезки коротких заготовок от проката, при котором пруток подают в профильное отверстие подвижного и неподвижного ножа, со стороны неподвижного ножа зажимают поперечным зажимом, к переднему торцу прикладывают осевое сжимающее усилие, после чего поперечным сдвигом расположенной в подвижном ноже отрезаемой части относительно расположенного в неподвижном ноже прутка производят отрезку заготовки. При этом удельное усилие осевого сжатия достигает величины qoc=(2...5)σт [1].
Недостаток известного способа заключается в том, что с уменьшением длины отрезаемых заготовок для достаточной геометрической точности возникает необходимость в увеличении усилия осевого сжатия [там же, стр.68], что увеличивает вероятность схватывания металла прутка и ножа [там же, стр.71].
Изобретение направлено на снижение необходимого для выполнения операции усилия осевого сжатия и уменьшение относительной длины отрезаемых заготовок.
Снижение необходимого для выполнения операции осевого сжимающего усилия и уменьшение относительной длины отрезаемых заготовок достигается тем, что способ отрезки коротких заготовок включает подачу прутка в отверстие неподвижного ножа и отрезку заготовок подвижным ножом поперечным сдвигом с поперечным зажимом и осевым сжатием, при этом используют второй пруток, осуществляют его подачу в отверстие дополнительного подвижного ножа соосно и навстречу первому прутку до контакта их торцов под подвижным ножом.
На чертеже показан пример схемы приложения усилий при отрезке заготовок указанным способом.
Отрезка заготовок осуществляется следующим образом. Прутки подают соосно навстречу друг другу в отверстие неподвижных ножей 1 до соприкосновения торцами под подвижным ножом 2 и сжимают поперечным усилием Q прижимами 3. Затем перемещением подвижного ножа перпендикулярно оси заготовок производят сдвиг отрезаемых заготовок.
В данном способе осевые составляющие деформации в каждой из отрезаемых заготовок ограничены со стороны плоскости среза зажатым прутком, а со стороны торца - торцом соседней заготовки, осевая деформация которой, локализованная в очаге пластической деформации, создает осевое сжатие. При этом осевые составляющие напряжений очага пластической деформации уравновешены только реакциями зажатых прутков, что уменьшает контактные нагрузки на торцы ножей и схватывание, а симметричность очагов пластической деформации заготовок и распределения контактных напряжений относительно плоскости контакта торцов в каждый момент процесса отрезки способствует их геометрической точности.
Источник информации
1. С.С.Соловцов. Безотходная разрезка сортового проката в штампах. - М.: Машиностроение, 1985, стр.68, рис.436.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Устройство для разделения прутков на мерные заготовки | 1986 |
|
SU1424992A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Способ резки круглого проката | 1980 |
|
SU887086A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для отрезки заготовок от прутка | 1981 |
|
SU929348A1 |
Изобретение относится к разделительным операциям обработки металлов давлением. Способ включает подачу прутка в отверстие неподвижного ножа и отрезку заготовок подвижным ножом поперечным сдвигом с поперечным зажимом и осевым сжатием. Причем используют второй пруток, осуществляют его подачу в отверстие дополнительного подвижного ножа соосно и навстречу первому прутку до контакта их торцов под подвижным ножом. Достигается снижение необходимого для выполнения операции усилия осевого сжатия и уменьшение относительной длины отрезаемых заготовок. 1 ил.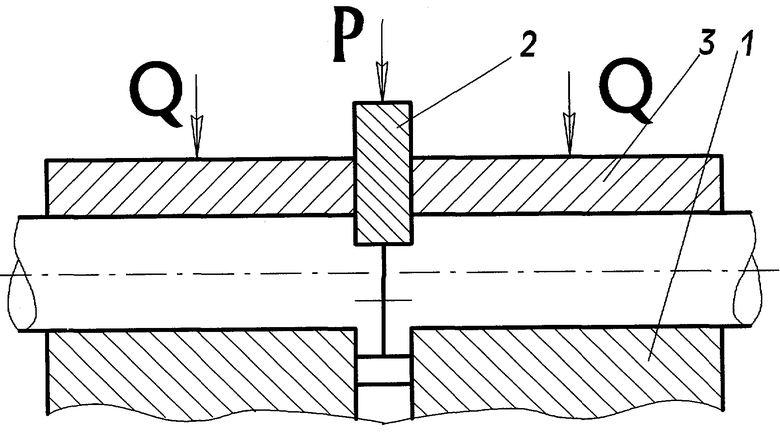
Способ отрезки коротких заготовок, включающий подачу прутка в отверстие неподвижного ножа и отрезку заготовок подвижным ножом поперечным сдвигом с поперечным зажимом и осевым сжатием, отличающийся тем, что используют второй пруток, осуществляют его подачу в отверстие дополнительного подвижного ножа соосно и навстречу первому прутку до контакта их торцов под подвижным ножом.
| СОЛОВЦОВ С.С | |||
| Безотходная разрезка сортового проката в штампах, Москва, Машиностроение, 1985 г., с.68, рис.43б | |||
| Способ резки сдвигом коротких заготовок на мерные части | 1975 |
|
SU747629A1 |
| Устройство для разделения прутков на мерные заготовки | 1986 |
|
SU1424992A1 |
| US 3590674 A, 06.07.1971 | |||
| GB 1040804 A, 01.09.1966. | |||

