Изобретение относится к обработке металлов давлением и может быть использовано на машиностроительных предприятиях для резки пруткового материала..
Цель изобретения - повьшение качества отрезаемых на штампе заготовок.
На фиг.1 изображен штамп для резки пруткового материала, общий вид; на фиг.2 - сечение А-А на фиг.1.
Штамп для резки пруткового материала содержит станину 1 и втулочные ножи, состоящие из нижних 2 и верхних 3 полувтулок с клиновыми выступа- ми 4 и расположенные по обе стороны ножа-пуансона 5. Расстояние L Lj L, Ь Клиновые выступы на нижних и верхних полувтулках служат для создания концентраторов напряжения в плоскости реза. Кроме того, клиновые выступы на полувтулках при внедрении в заготовку создают напряженное состояние сжатия в материале разрезаемого прутка. Нож-пуансон 5 закреплен на верхней плите 6 посредством штифта 7 и прулсинной шайбы 8. Направляющие колонны 9 и пружины 10 служат для зажима прутка 11 в нижних 2 и верхних 3 полувтулках и внедрения клиновых выступов 4 в пруток. Направляющие колонны 12 и пружины 13, установленные на верхней плите 6 и ползуне 14с клиновой по
верхностью служат для того, чтобы при 35 пуансона 5 вниз.
Штамп для резки пруткового материала работает следующим образом.
При включении пресса на рабочий ход происходит зажим прутка 11 в ниж
взаимодействии с нижними 2 и верхними 3 полувтулками и перемещении их с зажатым прутком 11 обеспечить нулевой зазор между нижними 2 и верхними 3 полувтулками и подвижньм ножом-, 40 них 2 и верхних 3 полувтулках, при пуансоном 5. Ограничитель 15 (изоб- этом на поверхности прутка наносятся ражен у словно) длиной Lj, равной длине отрезаемой заготовки, предназначен для предотвращения заклинивания под45
вижного ножа-пуансона 5 при осевом перемещении полувтулок 2 и 3. Вертикально расположенная клиновая пара, взаимодействующая с нижними и верхканавки для местного утонения прутка в плоскости ре;за. Первая заготовка от прутка отр€;зается без концентратора напряжения в плоскости реза, а при всех последующих ходах пресса в плоскости ножа-пуа;нсона 5 попадают концентраторы напряжения, образованные нижними 2 и верхними 3
канавки для местного утонения прутка . в плоскости ре;за. Первая заготовка от прутка отр€;зается без концентратора напряжения в плоскости реза, а при всех последующих ходах пресса в плоскости ножа-пуа;нсона 5 попадают концентраторы напряжения, образованные нижними 2 и верхними 3
ними полувтулками, состоит из направляющей втулки 16, закрепленной в ста-50 полувтулками с помощью клиновых вы- нине посредством болтов 17, и ползу- ступов 4. Ползун 14 с клиновой повер- на 14о Направляющая втулка 16, выполненная с клиновой поверхностью, слухностью посредством пружин 13, нап- равляюш;их колонн 12 и верхней плиты 6 также приходит в движение. При этом 55 ползун 14 взаимодействует с нижними 2 и верхними 3 полувтулками, в результате чего в разрезаемом прутке возникают напряжения сжатия в плоскости
жит для взаимодействия с ползуном 14 для перемещения нижних 2 и верхних 3 полувтулок, а также для направления подачи заготовки. Для совместного перемещения верхних 2 и нижних 3 по
лувтулок предназначены штифты 18 и пружины 19.
Подача заготовок осуществляется с помощью шагового толкателя с двумя пневмоцили драми (не показан) .
В нижней части станины 1 выполнена выемка, закрытая фланцем 20, имеющим наклонную поверхность для скатывания отрезанной заготовки длиной L в бункер. Фланец 20 служит также для поджима через опору 21 нижней роликовой направляющей 22 к нижним полувтулкам. Нижняя роликовая направляющая состоит из трех пар роликов 23 разного диаметра с увеличением диаметра по направлению перемещения отрезаемой заготовки длиной Lj. Ролики 23 шарнирно и попарно соединены между собой, установлены с возможностью вращения и служат для закатывания дефектов на торцовых поверхностях отрезанной заготовки длиной Lj.
На подвижном ноже-пуансоне 5 установлена верхняя роликовая направляющая 24, также состоящая из трех пар роликов 25 разного диаметра с уменьшением диаметра роликов по направлению движения подвижного ножа-пуансона З.рРолйки 25 шарнирно и попарно соединены между собой, установлены с возможностью вращения и служат для закатывания дефектов на торцовых поверхностях заготовок, зажатых в полувтулках 2 и 3, при движении ножа
Штамп для резки пруткового материала работает следующим образом.
При включении пресса на рабочий ход происходит зажим прутка 11 в нижних 2 и верхних 3 полувтулках, при этом на поверхности прутка наносятся
них 2 и верхних 3 полувтулках, при этом на поверхности прутка наносятся
канавки для местного утонения прутка в плоскости ре;за. Первая заготовка от прутка отр€;зается без концентратора напряжения в плоскости реза, а при всех последующих ходах пресса в плоскости ножа-пуа;нсона 5 попадают концентраторы напряжения, образованные нижними 2 и верхними 3
полувтулками с помощью клиновых вы- ступов 4. Ползун 14 с клиновой повер-
50 полувтулками с помощью клиновых вы- ступов 4. Ползун 14 с клиновой повер-
хностью посредством пружин 13, нап- равляюш;их колонн 12 и верхней плиты 6 также приходит в движение. При этом 55 ползун 14 взаимодействует с нижними 2 и верхними 3 полувтулками, в результате чего в разрезаемом прутке возникают напряжения сжатия в плоскости
реза. Ограничитель 15 предотвращает заклинивание ножа-пуансона 5 между нижними 2 и верхними 3 полувтулками, а также обеспечивает нулевой зазор между ножом-пуансоном 5 и полувтул- ками 2 и 3. Отделение заготовки осуществляется при перемещении ножа- пуансона 5 по двухопорной схеме. При полном отделении заготовка длиной L, находящаяся под ножом-пуансоном 5, прокатываясь через нижнюю направляющую 22, приобретает хорошее качество торцовых поверхностей.
Верхняя роликовая направляющая 24, установленная на ноже-пуансоне 5,при движении вниз закатывает торды заготовок, зажатых в полувтулках 2 и 3, ликвидируя макро- и микронеровности. Заготовка длиной проваливается и по наклонному желобу попадает в контейнер. Заготовка длиной L4 выталкивается при последующем осевом перемещении прутка.
Формула изобретения
1. Штамп для резки пруткового материала, содержащий верхнюю плиту с ножом-пуансоном, нижнюю плиту, а так-ЗО
fo
}5 0
5
О
же два втулочных ножа, расположенные по обе стороны относительно ножа-пуансона, каждый из которых образован зажимной и отрезной полувтулками с надрезающими элементами, первая из которых связана с верхней плитой, а вторая установлена на нижней плите, отличающийся тем, что, с делью повьшения качества получаемых заготовок, он снабжен ограничителем перемещения ножа-пуансона, средствами поджима втулочных ножей к ножу-пуансону, а также двумя роликовыми направляющими, каждая из которых состоит из трех пар роликов, при этом каждое из средств поджима втулочных ножей к ножу-пуансону выполнено в виде клиновой пары, один из клиньев которой жестко смонтирован на нижней пли- , а другой связан с верхней плитой, одна из обойм смонтирована на ноже- пуансоне, другая - на нижней плите. 2. Штамп ПОП.1, отличающийся тем, что ролики в направляющих смонтированы с возможностью, вращения, диаметры роликов в направляющей различны от одной пары к дру- . гой и выполнены с увеличением в про тивоположные стороны от оси подачи прутка.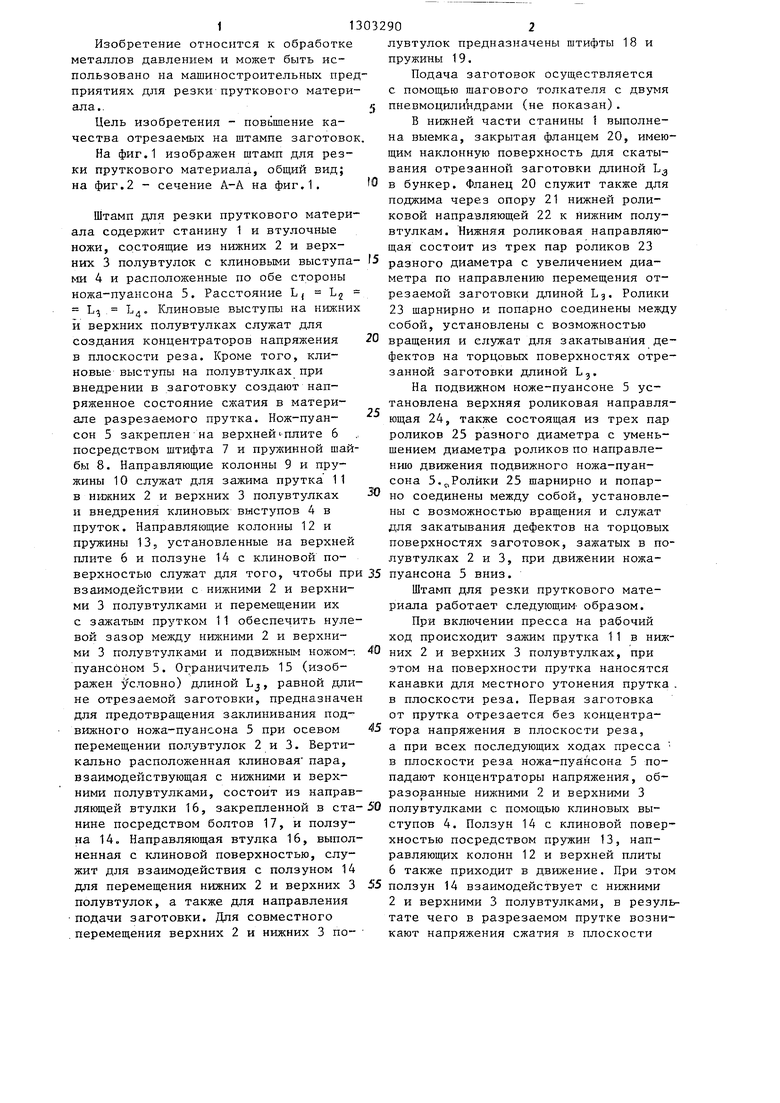

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1984 |
|
SU1234070A2 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| Штамп для резки пруткового материала | 1987 |
|
SU1418003A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1123798A2 |
| Штамп для резки пруткового мате-РиАлА | 1979 |
|
SU804250A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2009 |
|
RU2396150C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки пруткового материала. Цель изобретения - повышение качества отрезаемых на штампе заготовок. В нижней части штампа расположена роликовая направляющая 22, состоящая 2S из трех пар роликов 23 разного диаметра с увеличением диаметра по направлению движения обрезаемой заготовки. Ролики 23 установлены с возможностью вращения и служат для закатывания дефектов на торцовых поверхностях вырубаемой заготовки. На подвижном ноже-пуансоне 5 установлена роликовая направляющая 24, состоящая из трех пар роликов 25, с уменьшением диаметра роликов по направлению движения подвижного ножа-пуансона 5. Ролики 25 установлены с возможностью вращения и служат для зачистки и закатки дефектов на торцовых поверхностях заготовок, зажатых в полувтулочных ножах. При перемещении ножа-пуансона 5 осуществляется отделение заготовки и последующее закатывание торцов отрезанных заготовок. 1 з.п. ф-лы, 2 ил. 7 г4 Ю а В (Л п фиг.1
Редактор А.Огар
Составитель Ю.Филимонов Техред М.Ходанич
Заказ 1250/13 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор М.Пожо
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
