Изобретение относится к технологии машиностроения, в частности к абразивной чистовой обработке любых поверхностей.
Известен способ и устройство, реализующее этот способ, для полирования поверхностей, включающее корпус со шпинделем, несущим абразивный круг [1].
Недостатком этого способа является низкая производительность, узкие технологические возможности, а именно для обработки вращающихся деталей, и невозможность изменить направление следа обрабатываемого зерна абразива по отношению к следу предыдущей обработки.
Известен способ и устройство, реализующее его, для полирования поверхностей, включающее корпус со шпинделем, несущим абразивный круг, причем оно снабжено оправкой с перпендикулярными оси шпинделя направляющими для перемещения корпуса, выполненного подпружиненным относительно оправки и снабженного подпружиненным стержнем, установленным параллельно направляющим с возможностью постоянного контакта со шпинделем, при этом оправка снабжена ограничителями хода корпуса [2].
Недостатком этого способа является низкая производительность и качество из-за недостаточной скорости круга, узкие технологические возможности, а именно для обработки вращающихся деталей, и невозможность изменить направление следа обрабатываемого зерна абразива по отношению к следу предыдущей обработки.
Задачей изобретения является повышение производительности и качества обработки, расширение технологических возможностей и обеспечение изменения направления следа обрабатываемого зерна абразива по отношению к следам предыдущей обработки.
Поставленная задача решается с помощью предлагаемого способа полирования поверхностей, включающего вращение цилиндрических заготовок, при котором шлифовальный круг устанавливают на оправке так, что осуществляют осциллирующее в продольном направлении полирование кругом, установленным посредством подшипника из условия вращения с частотой вращения заготовки за счет сил трения и осцилляции рабочего слоя круга вдоль оси, при этом оправка снабжена втулкой, являющейся внутренним кольцом роликового радиального игольчатого подшипника, либо упомянутый подшипник насажен на втулку, у которой оси наружной и внутренней поверхностей выполнены под углом α и пересекаются в центре симметрии, косыми шайбами, у которых торцы выполнены под углом α друг к другу, шлифовальным кругом, который выполнен на гибкой основе и, который установлен на наружном кольце подшипника под углом α к плоскости, перпендикулярной оси вращения, при этом угол α определяется по формуле
α < arcsin(Вк/Dк), град,
где Вк и Dк - соответственно высота и наружный диаметр абразивного круга.
При этом обработка может вестись в другом режиме, который осуществляют осциллирующим в продольном направлении кругом, установленным посредством подшипника из условия вращения с частотой, меньше частоты вращения заготовки, за счет торможения круга с помощью специального устройства, которое имеет усеченное под углом α к плоскости, перпендикулярной оси вращения, кольцо, установленное соосно на оправке с кругом, и двуплечий рычаг, шарнирно в кронштейне установленный на оправке, одним плечом контактирующий с внутренней поверхностью кольца, другое плечо снабжено винтом, ввернутым в оправку, и амортизационной пружиной.
Кроме того, оправка устанавливается на расстоянии Н от обрабатываемой поверхности, меньшем, чем радиус круга, и вращается с частотой No, определяемыми по формулам
Н = 0,5[(Dк 2+Вк 2)1/2]-Вк tg α, мм;
No ≥ Nд[2πDк/Lmax], мин-1,
где Nд - частота вращения заготовки, мин-1;
Lmax - максимальная дуга контакта круга и заготовки, мм.
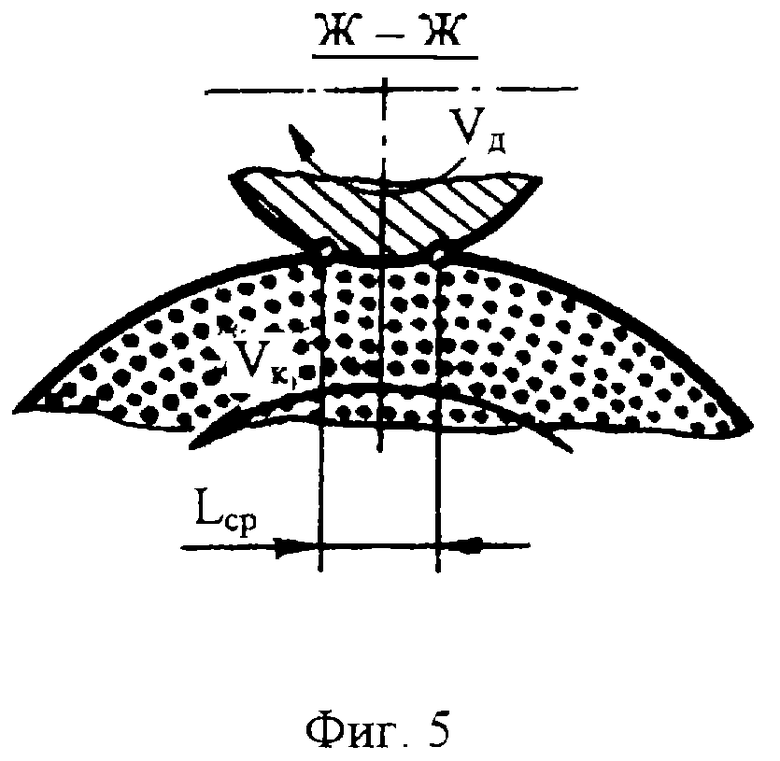
На фиг. 1 изображена схема обработки и устройство, реализующее предлагаемый способ, общий вид, продольный разрез; на фиг.2 - сечение Б-Б на фиг. 1; на фиг. 3 - сечение Г-Г на фиг.1; на фиг.4 - общий вид устройства, круг повернут на 90o по отношению к фиг.1, вид по Е на фиг.1; на фиг.5 - сечение Ж-Ж на фиг. 4; на фиг.6 - схема к расчету расстояния Н от оси оправки до обрабатываемой поверхности.
Предлагаемый способ полирования поверхностей включает вращение цилиндрических обрабатываемых поверхностей заготовок, при котором шлифовальный круг закрепляют в специальном устройстве.
Устройство, реализующее предлагаемый способ, является универсальным и служит для обработки вращающихся поверхностей заготовок как в режиме свободного вращения шлифовального круга, так и в режиме торможения круга.
Оно содержит оправку 1, несущую шлифовальный круг 2, которая снабжена втулкой 3, являющейся внутренним кольцом подшипника 4, например роликового радиального игольчатого подшипника, позволяющего уменьшить радиальные размеры, обеспечить длительный ресурс работы и воспринимать как радиальные, так и осевые нагрузки. Либо упомянутый подшипник насажен на втулку 3.
Оси наружной и внутренней поверхностей втулки 3 выполнены под углом α и пересекаются в центре симметрии. Втулка 3 закреплена на оправке 1 между косыми шайбами 5 с помощью гаек 6. Торцы косых шайб 5 выполнены под углом α друг к другу.
Шлифовальный круг 2 выполнен на гибкой, например, резиновой, каучуковой, вулканитовой и т.п. основе и установлен на наружном кольце подшипника 4 под углом α к плоскости, перпендикулярной оси вращения, при этом угол α определяется по формуле
α < arcsin(Вк/Dк), град,
где Вк и Dк - соответственно высота и наружный диаметр круга, мм.
При этом оси периферийной режущей цилиндрической поверхности круга и его отверстия совпадают.
Конструкция устройства, работающего по предлагаемому способу, снабжена усеченным под углом α к плоскости, перпендикулярной оси вращения, круговым кольцом 7, закрепленным на торце круга 2 соосно оси оправки 1, и двуплечим рычагом 8, шарнирно установленным на оси 9 в кронштейне 10 на оправке 1.
Одним плечом рычаг 8 контактирует с внутренней поверхностью кольца 7, другое плечо снабжено винтом 11, который ввернут в оправку 1, и поджато амортизационной пружиной 12.
Для эффективной работы устройства ось оправки 1 устанавливается на расстоянии Н от обрабатываемой поверхности, которое меньше радиуса круга, и определяется из следующих соображений. Стрела h сегмента контакта круга и заготовки (фиг.3 и 6) с достаточной степенью точности равна
h≅Bкtgα.
Диагональный диаметр аб равен
аб = (Dк 2+Вк 2)1/2.
При этом
H = 0,5аб-h.
Подставив значения аб и h, получим формулу для расчета расстояния от оси оправки до обрабатываемой поверхности
Н = 0,5[(Dк 2+Вк 2)1/2]-Вкtgα, мм.
При таком расстоянии, которое меньше радиуса круга Dк/2, периферийная часть круга будет охватывать поверхность заготовки, как это видно на фиг.3 и 5. Длина дуги схватывания L, т.е. контакта круга и заготовки, для различных поперечных сечений круга различна и зависит от угла наклона круга и его диаметра. Она изменяется от L = 0 (фиг.2) у левого торца согласно фиг.1 до Lmax (фиг.3) - у правого торца и определяется по формуле [3]
Lmax≅0,0174(аб/2)β, мм,
где β - центральный угол дуги контакта круга и заготовки, град.
Величина угла β определяется из формулы h = (1-cosβ/2) аб/2 [3], при подстановке всех найденных выше значений:
β = 2 arccos[1-2(Bкtg α)/(Dк 2+Вк 2)1/2], град.
Подставляя значение аб, найденное выше, определим
При прохождении кругом нулевого угла наклона (фиг.4) длина дуги контакта Lcp (фиг.5) будет меньше Lmax и определяется по формуле
Предлагаемый способ полирования может проводиться в двух режимах:
- в режиме работы без проскальзывания круга относительно заготовки;
- в режиме работы с проскальзыванием круга относительно обрабатываемой поверхности заготовки, т.е. в режиме торможения.
В режиме без проскальзывания круга относительно заготовки устройство работает следующим образом.
При вращении заготовки круг 2 получает вращательное движение от наружной поверхности ее за счет сил трения.
Благодаря наклону круга 2, его свободному вращению на подшипнике 4 и принудительному вращению втулки 3 с угловым смещением, частота вращения круга 2 будет определяться частотой вращения обрабатываемой заготовки, т.е. заготовка будет вести круг
Vд = Vк,
при этом абразивное зерно, находящееся на периферийной режущей части круга, при соприкосновении с заготовкой будет совершать резание при своем продольном перемещении по обрабатываемой поверхности и оставлять продольные риски, как это видно на фиг.1.
Для эффективного резания в данном продольном направлении необходимо соблюсти условие, при котором за пол-оборота оправки 1 круг 2, совершая колебательное движение в одном направлении, например слева направо или справа налево, его периферийное режущее абразивное зерно будет находиться в зоне дуги контакта L.
Обозначим за Тo - время продольного перемещения абразивного зерна, находящегося в зоне дуги контакта, зависящее от скорости и частоты вращения оправки, которое определяется по формуле
Тo = 0,5No, мин,
где No - частота вращения оправки, мин-1.
Время поворота заготовки Тд на величину дуги контакта Lmax определяется по формуле
Тд = Lmax/(NдπDк), мин,
где Nд - частота вращения заготовки, мин-1.
Для соблюдения упомянутого условия необходимо равенство
Тo = Тд, мин.
Подставляя найденные значения и упрощая, получим формулу соотношения частот вращения заготовки и оправки для эффективного полирования:
No ≥ Nд [2πDк/Lmax], мин-1.
Во втором режиме торможения - режиме работы с проскальзыванием круга относительно обрабатываемой поверхности заготовки - устройство работает следующим образом.
При вращении заготовки круг 2 получает вращательное движение от наружной поверхности ее за счет сил трения. Рычаг 8 одним плечом (например, левым, согласно фиг.1), находясь в соприкосновении с внутренней поверхностью кольца 7, с усилием, обеспечиваемым винтом 11, сохраняет или замедляет вращение круга 2, создавая тем самым в зоне обработки за счет проскальзывания обрабатываемой поверхности заготовки относительно рабочей поверхности вращающегося круга 2 условие поперечного полирования.
Если первый режим без проскальзывания оставляет продольные риски на обработанной поверхности заготовки (см. фиг. 1), то второй режим с проскальзыванием оставляет наклонные к оси вращения риски на обработанной поверхности (см. фиг.4). При работе во втором более эффективном режиме на частоту продольной осцилляции абразивного зерна влияет частота вращения оправки.
Если частота вращения оправки больше частоты вращения круга, которую он получает от заготовки, то частота осцилляции круга во втором режиме увеличивается, и наоборот, если частота вращения оправки меньше частоты вращения круга, которую он при своем свободном вращении получает от заготовки, то частота осцилляции круга уменьшается. Уменьшение и увеличение осцилляции круга во втором режиме на направление рисок не влияет, они будут наклонные к оси вращения детали.
Замедление вращения круга скажется на увеличении времени обработки и снижении производительности по сравнению с работой круга без торможения.
Полирование по всей длине обрабатываемой поверхности осуществляется продольным перемещением устройства.
Предлагаемый способ, реализуемый данным устройством полирования поверхностей, можно отнести к шлифохонингованию [4]. Особенностью шлифохонингования является прерывистый контур траектории вследствие чередования находящихся в контакте с заготовкой зерен. Благодаря локальной зоне контакта и смене режущих зерен круга улучшается тепловой баланс инструмента, повышается его стойкость и уменьшается засаливаемость, а большая протяженность поверхности круга, в десятки раз превышающая длину сегментных хонинговальных брусков, позволяет во столько же раз увеличить его стойкость. Свободный подвод смазочно-охлаждающей жидкости в зону обработки также повышает производительность полирования.
Пример. Проведены исследования способа полирования шейки штока гидроцилиндра диаметром 62h7(-0,03) мм на круглошлифовальном станке мод. 3М150. Длина обрабатываемой поверхности 280 мм, длина штока 430 мм. Материал заготовки - сталь 45, закаленная, твердость HRC 45. Способ крепления заготовки - в центрах и поводковом патроне. Технологическая система станок - инструмент - заготовка недостаточно жесткая. Обработанная поверхность удовлетворяла требованиям 7 квалитета точности. Шероховатость поверхности - Ra 0,32 мкм. Круг изготовлен на резиновой связке по ГОСТ 7338-80. Полная характеристика - Т24АМ63ВМ4РА 35 м/с размерами 150 х 51 х 20 мм, где 24А - электрокорунд белый; М63 - зернистость - микропорошок по ГОСТ 3447-80; В - индекс зернистости по ГОСТ 3647-80; М - мягкая резиновая связка по ГОСТ 7338-80; А - класс круга. Частота вращения оправки - 2350 мин-1; частота вращения заготовки - 95 мин-1. Угол наклона круга - α=7o, он установлен на роликовом радиальном игольчатом подшипнике 4024904 ГОСТ 4657-71. Оправка с кругом устанавливалась на расстоянии Н= 73,20 мм от обрабатываемой поверхности. Соблюдено соотношение Nо ≥ Nд[2πDк/Lmax], 2350 ≥ 60[2π 150/38,7]; 2350 ≥ 2313.
Продольная подача принималась Sм = 265 мм/мин. Охлаждающая жидкость - эмульсия. Для обеспечения необходимого качества потребовалось основного времени Тo = 1,95 мин. Применение данного способа в 2 раза повысило производительность обработки, изменилось направление следов обработки: с поперечных - при традиционном шлифовании, на продольные, что повышает сроки службы сопрягаемых с данным штоком деталей. В процессе эксплуатации гидроцилиндра шток контактирует с металлическими направляющими втулками, что приводит к износу самого штока и, как следствие? к повышенному износу уплотнительных элементов.
Установлено, что обработка по предлагаемому способу позволяет получить высококачественный поверхностный слой, характеризующийся следующими показателями:
- низким значением параметра шероховатости Ra 0,32...0,16 мкм;
- благоприятной продольной формой микрорельефа без острых выступов и впадин.
Применение данного способа шлифохонингования, реализуемого с помощью приведенного устройства, является перспективным процессом, т.к. позволяет в несколько раз увеличивать скорость резания по сравнению со скоростью традиционных способов шлифования.
Предлагаемый способ является универсальным, а устройство для обработки цилиндрических поверхностей устанавливается на обычных кругло- и внутришлифовальных станках, при этом способ повышает производительность и качество обработки, расширяет технологические возможности и обеспечивает изменения направления следа обрабатываемого зерна абразива по отношению к следам предыдущей обработки, обуславливая сетку следов и характер микрогеометрии как при хонинговании, шлифохонинговании с наложением вибраций.
Преимуществом способа является использование обычного стандартного инструмента, а также возможность регулирования угла наклона круга, позволяющее легко оптимизировать процесс обработки в производственных условиях при изменении обрабатываемого материала, химико-термической операции, режущего инструмента, технических условий, режимов резания.
Источники информации
1. Справочник технолога машиностроителя. В 2-х т. Т.2 / Под общ. ред. Малова А.Н. - М.: Машиностроение, 1963. С.526 - аналог.
2. А. с. СССР 622647, МКИ В 24 В 5/02. Устройство для полирования поверхностей. Б. М. Никифоров и Р. П. Чаузов. Заявка 2150282/25-08, заявл. 01.07.75, опубл. 05.09.78. Бюл. 33 - прототип.
3. Бронштейн И.Н., Семендяев К.А. Справочник по математике для инженеров и учащихся втузов. - 13-е изд., исправленное. - М.: Наука, Гл. ред. физ.-мат. лит., 1986. С.185.
4. Ермаков Ю.М., Степанов Ю.С. Современные тенденции развития абразивной обработки. (Машинстр. Пр-во. Сер. Технология и оборуд. обработки металлов резанием: Обзор. Информ./ВНИИТЭМР. Вып.3) - М., 1991. С 24-26.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2202461C1 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2266804C1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2263017C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 2004 |
|
RU2260506C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 2004 |
|
RU2260507C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |




Изобретение относится к технологии машиностроения, в частности к абразивной чистовой обработке любых поверхностей. Способ полирования поверхностей включает вращение цилиндрических заготовок и установку шлифовального круга на оправке. Для осуществления осциллирующего в продольном направлении заготовки полирования круг устанавливают: посредством подшипника на оправке из условия вращения от заготовки за счет сил трения и осцилляции рабочего слоя круга, вдоль оси оправки. Предусмотрены два режима работы - вращение круга с частотой вращения заготовки и с меньшей частотой. Упомянутые режимы осуществляют за счет установки на оправке втулки, либо являющейся внутренним кольцом роликового радиального игольчатого подшипника, либо упомянутый подшипник насаживают на втулку. Оси наружной и внутренней поверхностей последней пересекаются в центре симметрии под углом α. Используют круг, выполненный на гибкой основе. Его устанавливают на наружном кольце упомянутого подшипника под углом α к плоскости, перпендикулярной оси вращения оправки. Для вращения круга с частотой, меньшей частоты вращения заготовки, используют усеченное под углом α к плоскости, перпендикулярной оси вращения оправки, кольцо. Его закрепляют на торце круга соосно оправке и притормаживают двуплечим рычагом. Такие действия повышают производительность и качество обработки, расширяют технологические возможности и обеспечивают изменение направления следа обрабатываемого зерна абразива по отношению к следам предыдущей обработки, обуславливая сетку следов и характер микрогеометрии как при хонинговании и шлифохонинговании с наложением вибраций. 3 з.п.ф-лы, 6 ил.
α<arcsin(Bк/Dк), град,
где Bк/Dк - соответственно высота и наружный диаметр шлифовального круга.
Н=0,5[(Dk 2+Bk 2)1/2]-Bкtgα, мм;
N0≥NД[2πDk/Lmax], мин-1,
где NД - частота вращения детали, мин.-1;
Lmax - максимальная дуга контакта круга и детали, мм.
| Устройство для полирования поверхностей | 1975 |
|
SU622647A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Устройство для крепления шлифовального круга | 1988 |
|
SU1611714A1 |
| US 1976233, 28.10.1929. | |||

