Настоящее изобретение направлено на многослойные пленки небольшой толщины с весьма тонкими поверхностными слоями.
Настоящее изобретение направлено на весьма тонкие многослойные пленки и на их использование со слоистыми материалами. Такие материалы имеют самое разнообразное применение, особенно в предметах ограниченного или однократного использования.
В настоящее время для многих изделий требуются высокотехнологичные материалы, причем в то же самое время эти изделия должны быть предметами ограниченного или однократного использования. Под ограниченным или однократным использованием подразумевается, что изделие и/или материал, перед тем как его выбросить, используют лишь небольшое число раз или, возможно, только один раз. К примерам таких изделий относятся, но не ограничиваются ими, хирургические и медико-санитарные средства, как, например, хирургические простыни и халаты, рабочая одежда однократного использования, как, например, рабочие комбинезоны и лабораторные халаты, и впитывающие изделия личной гигиены, как, например, пеленки, тренировочные брюки, средства, используемые при недержании мочи, гигиенические салфетки, перевязочные материалы, полотенца и т.п. Во всех этих изделиях в качестве материалов можно использовать и используют пленки и волокнистые нетканые материалы. Хотя оба материала часто используют как взаимозаменяемые, пленки проявляют склонность иметь более лучшие свойства в качестве преграды, особенно в отношении жидкостей, в то время как волокнистые нетканые материалы среди прочего обладают лучшими свойствами в отношении их ощущения, удобства и эстетичности. Когда эти материалы применяют в изделиях ограниченного и/или однократного использования, то существует весьма большой стимул к максимальному улучшению присущих им свойств при снижении стоимости. С этой целью часто желательно использовать либо пленку, либо нетканый материал для достижения желаемых результатов, поскольку их сочетание часто становится более дорогостоящим. Что касается пленок, то ранее предпринимались попытки изготовить многослойные пленки уменьшенной толщины. См., например, патент США N 5261899 на имя Вишера, в котором предлагается изготавливать трехслойную пленку с центральным слоем, составляющим около 30 - 70% общей толщины многослойной пленки. Преимуществом многослойных пленок является то, что пленке могут быть приданы особые свойства, а при изготовлении таких пленок могут быть введены более дорогостоящие компоненты в наружные слои, где наиболее вероятна их необходимость.
Целью настоящего изобретения является создание многослойной пленки, которой могут быть приданы особые свойства при очень небольшой толщине пленки.
Эта цель достигается в многослойной пленке согласно независимым пунктам 1, 3 и 11, впитывающем изделии личной гигиены согласно независимым пунктам 12 и 16, слоистом материале согласно независимым пунктам 13 и 15, хирургическом халате согласно независимым пунктам 18 и 19, хирургической простыне согласно независимым пунктам 20 и 21 и предмете одежды согласно независимым пунктам 22 и 23 формулы изобретения.
Дополнительные преимущества, признаки, аспекты и подробности изобретения очевидны из зависимых пунктов, описания и сопровождающих чертежей. Формула изобретения предназначена для понимания первого неограничительного подхода к определению изобретения в общих выражениях.
Другим аспектом настоящего изобретения является сочетание таких пленок небольшой толщины с другими несущими слоями, как, например, слоями из волокнистых нетканых материалов, с целью повышения прочности и придания эстетических свойств.
Настоящее изобретение направлено на многослойные пленки и многослойные слоистые материалы из пленки и нетканых материалов. Кроме того, настоящее изобретение направлено на такие пленки, наслоенные на другие материалы, как, например, волокнистые нетканые материалы.
Пленки изготавливают обычными способами пленкообразования, как, например, способами совместной экструзии пленки через щелевую головку с раздувкой. Пленки образуют с сердцевинным слоем, изготовленным из экструдируемого термопластичного полимера и имеющим первую наружную поверхность и вторую наружную поверхность. В самом распространенном сочетании первый поверхностный слой прикрепляют /обычно одновременно с процессом совместной экструзии/ к первой наружной поверхности сердцевинного слоя для образования многослойной пленки. Общая толщина многослойной пленки определяется вместе с толщиной первого поверхностного слоя, составляющей менее чем около 10 процентов общей толщины многослойной пленки. Это имеет место благодаря растяжению экструдированной пленки до такой степени, чтобы толщина многослойной пленки была в пределах обозначенных здесь размеров. В результате толщина первого поверхностного слоя не будет превышать около 2 мкм. Имея весьма тонкую многослойную пленку, может оказаться желательным наслоение многослойной пленки на другой материал, как, например, на несущий слой. К числу подходящих материалов несущих слоев относятся, но не ограничиваются ими, такие материалы, как другие пленки, волокнистые нетканые материалы, тканые материалы, грубые холсты, сетка и их сочетания. В других вариантах воплощения настоящего изобретения сердцевинный слой может иметь первый поверхностный слой, прикрепленный к первой наружной поверхности сердцевинного слоя, и второй поверхностный слой, прикрепленный к второй наружной поверхности сердцевинного слоя. В таких случаях первый поверхностный и второй поверхностный слои должны иметь суммарную толщину, которая не превышает около 15 процентов общей толщины; более желательно, если бы ни толщина первого поверхностного слоя, ни толщина второго поверхностного слоя не превышала около 7,5 процентов общей толщины многослойной пленки. При желании один или большее число слоев могут содержать другие добавки, как, например, измельченный наполнитель. Такие наполнители чаще всего будут использоваться, главным образом, в сердцевинном слое, например, в количестве, по меньшей мере, около 60 вес.% по отношению к общему весу данного конкретного слоя.
Можно также изготавливать многослойные пленки, которые являются проницаемыми благодаря использованию специальных полимеров, допускающих диффузию газов через слои, и/или применению измельченных наполнителей. Обычно для изготовления таких проницаемых пленок их растягивают и/или сдавливают между сжимающими валками с целью образования пор в частицах и вокруг них, с тем, чтобы было возможно пропускание водяного пара и других газов. Такие проницаемые многослойные пленки обычно будут иметь коэффициент пропускания водяного пара, равный, по меньшей мере, 300 г/м2/24 ч.
Такие пленки и слоистые материалы находят самое широкое применение, включая, но не ограничиваясь ими, случаи применения в качестве впитывающих изделий личной гигиены и ухода, включая пеленки, гигиенические салфетки, средства, используемые при недержании мочи, бинты и т.п. Эти самые пленки и слоистые материалы можно также использовать в таких предметах, как хирургические простыни и халаты, а также в различных предметах одежды либо в виде цельного изделия, либо просто в качестве его детали.
Изобретение будет лучше понятно при обращении к следующему описанию вариантов воплощения изобретения, приведенному вместе с сопровождающими чертежами, на которых:
фиг. 1 - вид сбоку в поперечном сечении многослойной пленки согласно настоящему изобретению. Чтобы облегчить описание пленки, ее правая часть выполнена расщепленной;
фиг. 2 - вид сбоку в поперечном сечении слоистого материала из многослойной пленки и нетканого материала согласно настоящему изобретению;
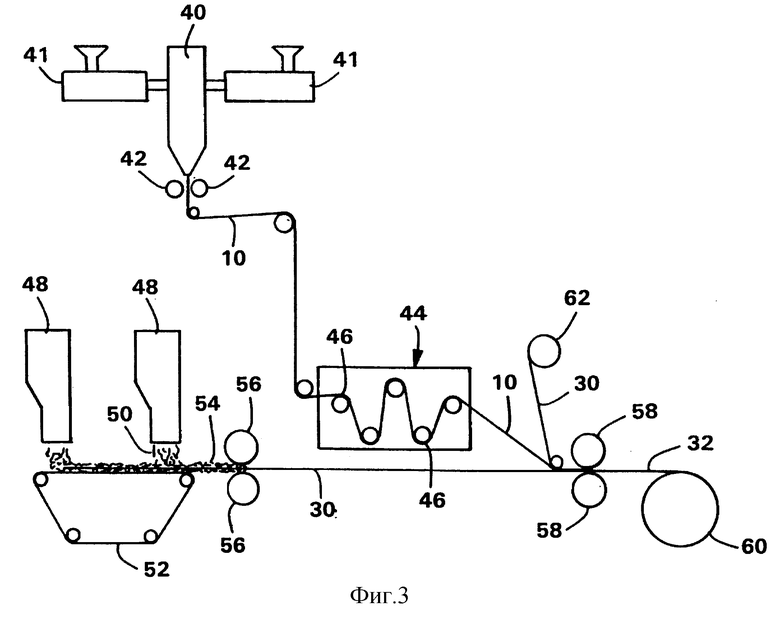
фиг. 3 - схематическое изображение при виде сбоку способа образования многослойной пленки согласно настоящему изобретению и слоистого материала из многослойной пленки и нетканого материала согласно настоящему изобретению,
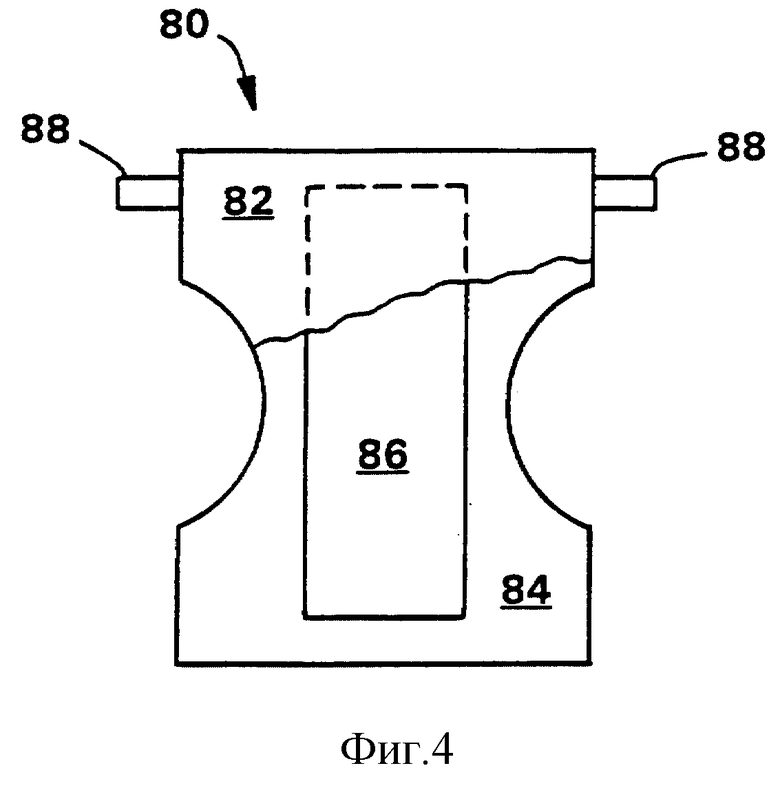
фиг. 4 - вид сверху с частичным вырывом примерного впитывающего изделия личной гигиены /в этом случае - пеленки/, в котором могут быть использованы многослойная пленка и слоистый материал из многослойной пленки и нетканого материала согласно настоящему изобретению.
Настоящее изобретение направлено на многослойные пленки, т.е. на пленки, имеющие два или большее число слоев, а также на такие пленки, наслоенные на несущие слои, как, например, волокнистые нетканые материалы. Отсылаем к фиг. 1, на которой не в масштабе показана многослойная пленка 10, которая в иллюстративных целях расщеплена на правой стороне чертежа. Многослойная пленка 10 содержит сердцевинную часть 12, изготовленную из экструдируемого термопластичного полимера, как, например, полиолефина или смеси полиолефинов. Сердцевинный слой 12 имеет первую наружную поверхность 14 и вторую наружную поверхность 16. Сердцевинный слой 14 имеет толщину 22. К первой наружной поверхности 14 сердцевинного слоя 12 прикреплен первый поверхностный слой 18, который имеет толщину 24. К второй наружной поверхности 16 сердцевинного слоя 12 прикреплен необязательный второй поверхностный слой 20, который имеет толщину 26. Кроме того, многослойная пленка 10 имеет общую толщину 28. Такие многослойные пленки 10 могут быть образованы самыми различными способами, хорошо известными обычному специалисту в области производства пленок. Двумя особенно полезными способами являются способ совместной экструзии пленки через щелевую головку и способ получения пленки совместной экструзией с раздувкой. При этих способах одновременно образуют два или три слоя, выходящие из экструдера в виде многослойного материала. Ввиду весьма тонкой природы многослойных пленок согласно настоящему изобретению такие способы окажутся наиболее полезными, хотя, может быть, также возможно формование многослойных пленок с применением способа раздельной экструзии. Для большей информации относительно таких способов см. , например, патенты США N N 4522203; 4494629 и 4734324, которые инкорпорированы здесь путем отсылки во всей их полноте.
Существенным признаком настоящего изобретения является возможность использования более обычного сердцевинного слоя 12 вместе с намного более тонким и специально разработанным поверхностным слоем, например, с первым поверхностным слоем 18, или с сочетанием двух или большего числа поверхностных слоев, прикрепленных либо к одной, либо к двум сторонам сердцевинного слоя 12. Таким образом, можно образовывать многослойные пленки 10 со многими слоями материала. Сердцевинный слой 12 с первым поверхностным слоем 18 и необязательным вторым поверхностным слоем 20 может быть образован из любых полимеров, которые пригодны для применения в многослойных пленочных материалах, включая, но не ограничиваясь ими, полиолефины, в том числе гомополимеры, сополимеры и их смеси. Для дальнейшего снижения стоимости сердцевинного слоя 12 к полимерной экструзионной смеси сердцевинного слоя могут быть добавлены наполнители одного или нескольких видов. Можно использовать как органические, так и неорганические наполнители. Наполнители нужно выбирать таким образом, чтобы они не взаимодействовали химически с экструдированной пленкой или не оказывали на нее неблагоприятное влияние. Эти наполнители можно применять для уменьшения количества полимера, используемого в сердцевинном слое 12, и/или для придания особых свойств, как, например, проницаемости и/или уменьшения запаха. В число примеров наполнителей могут быть включены, но не ограничиваются ими, карбонат кальция /CaCO3/, различные виды глины, кремнезем /SiO2/, глинозем, сульфат бария, карбонат натрия, тальк, сульфат магния, двуокись титана, цеолиты, сульфат алюминия, порошки целлюлозного типа, диатомовая земля, карбонат магния, карбонат бария, каолин, слюда, графит, окись кальция, окись магния, гидроокись алюминия, целлюлозный порошок, древесный порошок, производные целлюлозы, полимерные частицы, хитин и производные хитина.
Количество наполнителя, которое может быть использовано, находится на усмотрении конечного пользователя, однако возможны добавки в количестве от 0 до 80 вес. % по отношению к общему весу сердцевинного слоя 12. Наполнители, как правило, будут в измельченном виде и обычно будут иметь до некоторой степени сферическую форму частиц со средним размером их в пределах от около 0,1 до около 7 мкм. Кроме того, если используют достаточное количество наполнителя в сочетании с достаточным растяжением многослойной пленки 10, то тогда вокруг частиц, содержащихся в сердцевинном слое 12, можно образовать поры, тем самым делая сердцевинный слой проницаемым. Высокие содержания наполнителя - свыше около 60% от веса сердцевинного слоя 12 при сочетании с растяжением обеспечивают получение проницаемых пленок. Такие проницаемые пленки обычно имеют коэффициент пропускания водяного пара /КПВП/ свыше 300 г/м2/ 24 ч.
Поверхностные слои 18 и 20 обычно включают в себя экструдируемые термопластичные полимеры и/или добавки, которые придают особые свойства многослойной пленке 10. Таким образом, первый поверхностный слой 18 и/или второй поверхностный слой 20 могут быть сделаны из полимеров, которые придают такие свойства, как антимикробная активность, проницаемость для водяного пара, адгезия и/или противослипаемость. Следовательно, выбор конкретного полимера или полимеров для поверхностного слоя 18 и 20 будет зависеть от желаемых особых свойств. Примерами возможных полимеров, которые могут быть использованы в отдельности или в сочетании, являются гомополимеры, сополимеры и смеси полиолефинов, а также сополимер этилена и винилацетата (СЭВА), сополимер этилена и этилакрилата (СЭЭА), сополимер этилена и акриловой кислоты (СЭАК), сополимер этилена и метилакрилата (СЭМА), сополимер этилена и бутилакрилата (СЭБА), полиэфир (ПЭ), найлон (ПА), сополимер этилена и винилового спирта (СЭВС), полистирол (ПС), полиуретан (ПУ) и олефиновые термопластичные эластомеры, являющиеся продуктами многостадийной реакции, в которых аморфный статистический сополимер этилена и пропилена молекулярно диспергирован в преобладающе полукристаллической непрерывной матрице с высоким содержанием пропиленового мономера и низким содержанием этиленового мономера.
Часто может оказаться желательным наслаивать многослойную пленку 10 на одну или большее число подложек или несущих слоев 30, как, например, показанных на фиг. 2. Сердцевинный слой может не обладать достаточными адгезионными или сцепляющими свойствами, так чтобы он был способен соединяться с несущим слоем 30. Поэтому первый поверхностный слой 18 может быть сделан из полимера или полимеров, проявляющих лучшие адгезионные свойства и/или меньшую температуру липкости, чем сердцевинный слой 12.
Желаемый результат в отношении материала по настоящему изобретению - это достижение очень небольшой общей толщины пленки и, более важно, поверхностных слоев, толщина которых составляет лишь небольшую часть общей толщины многослойной пленки 10. Как показывают нижеприведенные примеры, в двухслойных пленках толщина 24 первого поверхностного слоя 18 не должна превышать 10 процентов обшей толщины 28 многослойной пленки 10. В трехслойных пленках суммарная толщина первого поверхностного слоя 18 и второго поверхностного слоя 20 не должна превышать 15 процентов общей толщины пленки, при этом толщина первого поверхностного слоя 18 обычно не должна превышать 7,5 процентов общей толщины 28. То же самое относится и к второму поверхностному слою 20. В результате толщина сердцевинного слоя 22 составляет, по меньшей мере, 85 процентов общей толщины 28, а толщина первого поверхностного слоя 18 и второго поверхностного слоя 20 в отдельности обычно будет составлять не более 7,5 процентов общей толщины 28. В общем, можно создавать утонченные пленки с общей толщиной 28, равной 30 мкм или менее, а в определенных случаях применения - с поверхностными слоями толщиной не более двум мкм. Это делает возможным вначале образовывать многослойную пленку 10 и затем вытягивать или ориентировать пленку в направлении машины, как это подробнее объяснено ниже, так что получающаяся в результате многослойная пленка 10 имеет повышенные прочностные свойства в направлении машины, т.е. в направлении, которое параллельно направлению пленки при ее съеме с оборудования для экструзии пленки.
Получающуюся в результате пленку можно при желании наслаивать на один или большее число несущих слоев 30, как это показано на фиг. 2. Несущие слои, показанные на фиг. 2, являются слоями из волокнистых нетканых материалов. Изготовление таких волокнистых нетканых материалов хорошо известно обычному специалисту в области производства нетканых материалов. Такие волокнистые нетканые материалы могут придавать многослойной пленке 10 дополнительные свойства, например большую мягкость и ощущение ткани. Это особенно полезно тогда, когда многослойную пленку 10 используют в качестве барьерного слоя для жидкостей в таких случаях применения, как наружные обкладки для впитывающих изделий личной гигиены, и в качестве барьерных материалов для применения в больницах, хирургических и чистых помещениях, как, например, в виде хирургических простыней, халатов и других предметов. Несущие слои 30 можно прикреплять к первому поверхностному слою 18 и второму поверхностному слою 20 с применением отдельного клея, например используя термоплавкие клеи и клеи в виде раствора, или с применением тепла и/или давления, создаваемого, например, нагретыми соединяющими валками. В результате может оказаться желательным создание одного или обоих первого поверхностного слоя 18 и второго поверхностного слоя 20 таким образом, чтобы они имели присущие им адгезионные свойства, способствующие процессу наслоения.
Особенно полезным несущим слоем является волокнистый нетканый материал. Такие материалы могут быть изготовлены несколькими способами, включая, но не ограничиваясь ими, связывание в массе, экструзию с продувкой, и изготовление связанного чесаного, нетканого материала. Волокна, полученные экструзией с продувкой, образуют экструзией расплавленного термопластичного материала через множество мелких, обычно круглых, отверстий экструзионной головки в виде нитей или элементарных волокон в высокоскоростной поток обычно нагретого газа, например воздуха, который вытягивает элементарные волокна расплавленного термопластичного материала с уменьшением их диаметров. После этого волокна уносятся высокоскоростным потоком обычно нагретого газа и осаждаются на собирательную поверхность с образованием холстика со случайным расположением волокон. Этот способ хорошо известен и описан в различных патентах и публикациях, включая NRL Report 4364, "Manufacture of Super-Fine Organic Fibers" by B. A. Wendt, E.L.Boone and C.D.Fluharty; NRL Report 5265, "An Improved-Device For The Formation of Super-Fine Thermoplastic-Fibers" by K.D.Lawrence, R.T.Lucas, J.A.Young; патент США N 3676242, выданный 11 июля 1972 г. на имя Прентиса, и патент США N 3849241, выданный 19 ноября 1974 г. на имя Бантина и др. Вышеуказанные источники инкорпорированы здесь путем отсылки во всей их полноте.
Волокна, полученные связыванием в массе, образуют экструзией расплавленного термопластичного материала в виде элементарных волокон из множества мелких, обычно круглых, отверстий в фильере с последующим быстрым уменьшением диаметра экструдированных волокон, например, вытяжкой в невыделительной или выделительной жидкости или другими общеизвестными способами связывания в массе. Производство нетканых материалов, связанных в массе, описывается, например, в патенте США NN 4340563 на имя Аппеля и др., патенте США N 3802817 на имя Мацуки и др., патенте США N 3692618 на имя Доршнера и др., патентах США NN 3338992 и 3341394 на имя Киннея, патенте США N 3276944 на имя Леви, патенте США N 3502538 на имя Петерсона, патенте США N 3502763 на имя Хартмана, патенте США N 3542615 на имя Добо и др. и канадском патенте N 803714 на имя Хармона. Все вышеуказанные источники инкорпорированы здесь путем отсылки во всей их полноте.
Можно также использовать многослойные несущие слои 30. Примерами таких материалов могут быть, в частности, слоистые материалы из нетканого материала, изготовленного способом связывания в массе, и нетканого материала, изготовленного способом экструзии с продувкой, и слоистые материалы из нетканого материала, изготовленного способом связывания в массе, нетканого материала, изготовленного способом экструзии с продувкой, и нетканого материала, изготовленного способом связывания в массе, которые описываются, например, в патенте США N 4041203 на имя Брока и др., инкорпорированного здесь путем отсылки во всей его полноте.
Связанные чесаные нетканые материалы изготавливают из штапельных волокон, которые обычно закупают в кипах. Кипы помещают в трепальную машину, которая разделяет волокна. Затем волокна пропускают через чесальную или кардочесальную машину, которая еще более разбивает штапельные волокна и выравнивает их в направлении машины для образования волокнистого нетканого материала, ориентированного в направлении машины. После образования нетканого материала его затем связывают одним или несколькими способами связывания. Одним из способов связывания является порошковое связывание, при котором порошкообразный клей распределяют по всему нетканому материалу и затем активируют, обычно нагреванием нетканого материала и клея горячим воздухом. Другой способ связывания - это рисунчатое связывание, при котором используют нагретые валки каландра или ультразвуковое связывающее оборудование для связывания волокон вместе, обычно по рисунку локализованных связей, хотя при желании нетканый материал может быть связан по всей своей поверхности. При использовании двухкомпонентных штапельных волокон во многих случаях особенно полезным оказывается оборудование для связывания в проходящем потоке воздуха.
На фиг. 3 чертежей показан способ образования многослойной пленки 10. Как показано на этой фигуре, многослойную пленку 10 производят на установке для совместной экструзии 40, например на установке для совместной экструзии через щелевую головку или с раздувкой, как это уже описывалось выше. Обычно установка 40 будет состоять из двух или большего числа экструдеров для переработки полимеров 41. Многослойную пленку 10 экструдируют в пару зажимных или охлаждающих валиков 42, один из которых может быть с рифленой поверхностью для тиснения рисунка на только что образованной пленке 10. Это особенно полезно для уменьшения блеска пленки и для придания ей матовой отделки. При использовании пленки с трехслойной структурой, например, показанной на фиг. 1, первоначально образованная многослойная пленка 10 обычно будет иметь общую толщину приблизительно 40 мкм или более, при первоначальной толщине каждого из первого поверхностного слоя 18 и второго поверхностного слоя 20, равной 3 мкм или более, что в совокупности составляет приблизительно 15% первоначальной общей толщины пленки.
Из установки 40 для совместной экструзии пленки пленку 10 направляют в машину 44 для вытягивания пленки, например, в машину для ориентации пленки в направлении машины, которую можно приобрести на рынке у таких продавцов, как, например, "Маршалл энд Вильямс Компани", Провиденс, шт. Род-Айленд. Такая машина 44 имеет множество вытяжных валиков 46, которые постепенно вытягивают и утончают многослойную пленку 10 в направлении машины, которое является направлением перемещения пленки 10 через установку, показанную на фиг. 3. После выхода пленки из машины 44 для вытягивания пленки она должна иметь максимальную толщину около 30 мкм, а каждый из поверхностных слоев - максимальную толщину не больше чем около 2 мкм, что опять в совокупности меньше, чем около 15 процентов общей толщины пленки и, что более желательно, меньше 10 процентов общей толщины пленки.
При желании многослойную пленку 10 можно прикрепить к одному или большему числу несущих слоев 30 для образования слоистого материала 32 из многослойной пленки и нетканого материала. Как показано на фиг. 3, для образования несущего слоя 30 используют оборудование 48 для изготовления волокнистого нетканого материала, например, две машины для связывания в массе. Длинные, по существу непрерывные волокна 50 осаждают на формующую проволочную сетку 52 в виде несвязанного нетканого материала 54, который затем пропускают через пару связывающих валков 56 для связывания волокон вместе и увеличения сопротивления разрыву у получающегося в результате несущего слоя 30 нетканого материала. Один или оба валка часто нагревают для содействия связыванию. Обычно один из валков 56 также выполняют рифленым для создания рисунка из разрозненных связей на определенной площади поверхности нетканого материала 30. Другим валком обычно является гладкий опорный валок, но при желании этот валок также может быть выполнен рифленым. После достаточного утончения и ориентирования многослойной пленки 10 и образования несущего слоя 30 оба слоя соединяют вместе и наслаивают один на другой, используя два наслаивающих валка или другое средство 58. Как и связывающие валки 56, наслаивающие валки 58 могут быть обогреваемыми. Кроме того, по меньшей мере, один из валков может быть выполнен рифленым для создания рисунка из разрозненных связей на определенной площади поверхности получающегося в результате слоистого материала 32. Максимальная площадь поверхности в точках связывания будет не превышать около 50 процентов общей площади поверхности на одной стороне слоистого материала 32. Существует ряд рисунков с разрозненными связями, которые могут быть использованы. См., например, патент США N 4041203 на имя Брока и др., инкорпорированный здесь путем отсылки во всей его полноте. После выхода слоистого материала 32 из валков 58 для наслаивания его можно сматывать в рулон 60 для последующей обработки. В качестве альтернативы слоистый материал 32 может продолжать находиться на технологической линии для последующей обработки или переработки.
Способ, показанный на фиг. 3, может быть также использован для создания трехслойного слоистого материала 32, например такого, какой показан на фиг. 2 чертежей. По сравнению с ранее описанным способом единственное изменение заключается в подаче второго несущего слоя 30 из волокнистого нетканого материала с рулона 62 на валки 58 для его наслаивания на стороне многослойной пленки 10, противоположной стороне с другим несущим слоем 30 из волокнистого нетканого материала. Как показано на фиг. 3, несущий слой 30 подается с предварительно изготовленного рулона 62. В качестве альтернативы несущий слой 30 может быть образован на технологической линии вместе с другими слоями. В любом случае второй несущий слой 30 подают на валки 58 и наслаивают на многослойную пленку 10 таким же образом, как и другой несущий слой 30.
Как отмечалось ранее, многослойную пленку 10 и слоистый материал 32 можно использовать в самых различных областях применения, к которым, по крайней мере, относятся впитывающие изделия личной гигиены, как, например, пеленки, тренировочные брюки, средства, используемые при недержании мочи, и женские гигиенические средства, как, например, гигиенические салфетки. На фиг. 4 чертежей в качестве примера показано изделие 80 (в данном случае пеленка). Большинство таких впитывающих изделий личной гигиены 80 /см. фиг. 4/ содержат в себе проницаемый для жидкости верхний лист или лицевой слой 82, задний лист или подкладку 84 и впитывающий сердцевинный слой 86, расположенный между верхним листом 82 и задним листом 84 и удерживаемый ими. Изделия 80, например пеленки, могут также иметь некоторые крепежные средства 88, как, например, клейкие крепежные ленты или крепления в виде механических крючков и петель.
Многослойную пленку 10 в отдельности или в других видах, как, например, в слоистом материале 32 из многослойной пленки и несущего слоя, можно использовать для изготовления различных частей изделия, включая, но не ограничиваясь ими, верхний лист 82 и задний лист 84. Если пленку нужно будет использовать как лицевой слой 82, то наиболее вероятно, что она должна быть перфорирована или изготовлена иным образом, обеспечивающим ее проницаемость для жидкости. Когда в качестве подкладки 84 используют слоистый материал 32 из многослойной пленки и нетканого материала, то его обычно с пользой размещают так, чтобы сторона с нетканым материалом была обращена от пользователя. Кроме того, при таких вариантах воплощения изобретения можно нетканую часть слоистого материала 32 использовать в качестве петлевой части соединения из крюка и петли.
К другим случаям применения многослойной пленки и слоистого материала из многослойной пленки и несущего слоя согласно настоящему изобретению относятся, но не ограничиваются ими, хирургические простыни и халаты, полотенца, защитные материалы и предметы одежды или их части, включая такие предметы, как рабочая и лабораторная одежда.
Свойства материала по настоящему изобретению были определены, при использовании ряда испытаний, которые описаны ниже. К этим свойствам относятся толщина пленки, коэффициент пропускания водяных паров и прочность на раздир.
Коэффициент пропускания водяных паров
Коэффициент пропускания водяных паров /КПВП/ для образцов материала рассчитывали в соответствии со стандартом E96-80 Американского общества по испытанию материалов. Круглые образцы диаметром 7,62 мм вырезали из каждого испытываемого материала и контрольного материала, которым была пленка "ЦЕЛГАРД 2500" /зарегистрированный товарный знак/ от компании "Хехст Селаниз Корпорейшн", Соммервиль, шт. Нью-Джерси. Пленка "ЦЕЛГАРД 2500" представляет собой микропористую полипропиленовую пленку. Из каждого материала приготавливали три образца. Экспериментальной чашкой была чашка "Вейпеметр N 60-1", продаваемая "Туинг-Альберт Инструмент Компани", Филадельфия, шт. Пенсильвания. В каждую чашку "Вейпеметр" наливали сто миллилитров воды и на открытый верх отдельных чашек помещали испытываемые материалы и контрольный материал. Затягивали навинченные фланцы для образования уплотнения по краям каждой чашки, оставляя присоединенный испытываемый или контрольный материал для воздействия окружающей атмосферы на кружок диаметром 6,5 сантиметров, имеющий площадь открытой поверхности около 33,17 квадратных сантиметров. Чашки помещали в термостат с принудительной циркуляцией воздуха, имевший температуру 32oC. Циркуляция наружного воздуха через термостат предотвращала накапливание водяного пара внутри него. Подходящим термостатом с принудительной циркуляцией воздуха является, например, термостат "Блю М Пауэр-О-Мэтик 60", продаваемый "Блю М Электрик Компани", Блю-Айленд, шт. Иллинойс. Через 24 часа чашки удаляли из термостата и вновь взвешивали. Предварительные значения экспериментального коэффициента пропускания водяного пара рассчитывали следующим образом:
Экспериментальный КПВП = (потеря веса в граммах за 24 часа) • 315,5 г/м2/ 24 ч.
Специально не контролировали относительную влажность в термостате.
При заданных установившихся условиях с температурой 32oC и окружающей относительной влажностью КПВП для контрольного образца из "ЦЕЛГАРД 2500" был определен равным 5000 г/м2/24 ч. Таким образом, при каждом испытании использовали контрольный образец, а предварительные экспериментальные показатели корректировали на установившиеся условия, используя следующее уравнение: КПВП = (экспериментальный КПВП/контрольный КПВП)•5000 г/м2/ 24 ч) (г/м2 /24 ч).
Толщина слоев пленки
Используя эмиссионный растровый электронный микроскоп /ЭРЭМ/, измеряли в поперечном сечении общую толщину 28, толщину 24 первого поверхностного слоя, толщину 22 сердцевинного слоя и толщину 26 второго поверхностного слоя. Каждый образец пленки погружали в жидкий азот и разрезали при ударе бритвенным лезвием. Свежий поперечный срез помещали в вертикальном положении на подставку для образца, используя медную ленту. Образцы наблюдали, используя эмиссионный растровый электронный микроскоп "Хитачи С-800" при 5 и 13 кэВ. При увеличении 2000Х получали растровые электронно-микроскопические снимки, показывавшие пленочную структуру каждого образца. Для каждой многослойной пленки приготавливали три отдельных образца и получали соответствующие снимки. Негативы размером 10,2 см на 12,7 см увеличивали до копий размером 20,4 см на 25,4 см, и измерения выполняли непосредственно с этих фотоснимков. На каждый фотоснимок наносили масштаб с делениями 15 мкм, увеличенными в 2000Х. На каждом из трех фотоснимках, сделанных для каждого образца пленки, выполняли пять измерений каждого из слоев, получая, таким образом, 15 результатов измерений каждой толщины. Измерения выполняли в отношении первого поверхностного слоя, второго поверхностного слоя и сердцевинного слоя каждого образца. Эти 15 измерений каждого слоя объединяли и усредняли для получения значения толщины каждого слоя в мкм. Общую толщину всей пленки получали, складывая средние величины для сердцевинного слоя, первого поверхностного слоя и второго поверхностного слоя каждого образца. Относительную толщину каждого поверхностного слоя в процентах определяли делением средней толщины соответствующего поверхностного слоя на среднюю общую толщину того же самого образца и умножая результат на 100 для получения результата в процентах.
Т Испытание на отдир 180o
C целью проверки прочности сцепления между слоем пленки и слоем волокнистого нетканого материала было проведено испытание образцов различных материалов для определения прочности на расслоение или на отдир. Нарезали образцы материала размером 10,2 см на приблизительно 15,2 см. На образцы со стороны пленки наносили кусок липкой ленты 3М 2308 размером 10,2 см на 15,2 см. Образец, обращенный лентой вверх, затем два раза вперед и назад прикатывали валиком весом 22,2 кг. После этого образцы на одном из коротких концов расслаивали вручную с целью образования краев, которые можно было поместить в зажимы испытательной установки "Синтек" /зарегистрированный товарный знак" с 2 встроенными компьютерами, изготавливаемой "МТС Системз Корпорейшн", Эден-Прери, шт. Миннесота. Зазор между зажимами был отрегулирован на зев в 100 миллиметров, при этом в наслоенном состоянии оставалось достаточно материала, так что зажимы могли перемещаться на 65 миллиметров. Образец устанавливали в зажимах таким образом, чтобы он мог бы начинать расслаиваться, прежде чем зажимы раздвинутся на 10 миллиметров. Устанавливали скорость поперечины на 300 мм/мин и затем производили отсчет данных между начальной точкой в 10 мм и конечной точкой в 65 мм. Полученные данные показывали прочность на отдир или нагрузку в граммах, необходимую для разделения двух слоев, и стандартный индекс в граммах с максимальными, минимальными и средними величинами.
Все пленки, из которых изготавливали образцы, были трехслойными пленками с двумя наружными или поверхностными слоями в каждом образце, которые были одинаковыми. Все пленки были отлиты из раствора и перед растяжением подвергались тиснению для получения матовой отделки пленок. Кроме того, все пленки наслаивали на полипропиленовый нетканый материал плотностью 17 г/м2, изготовленный из связанных в массе волокон размером 0,22 текс /2 денье/. Связанный в массе нетканый материал был предварительно соединен по рисунку с точечными соединениями, имеющему общую площадь соединения приблизительно 15 процентов.
Пример 1
В примере 1 сердцевинный слой содержал (в весовых процентах от общего веса слоя) 65% карбоната кальция "ЕСС Инглиш Чайна Сьюперкоат" (товарный знак) со средним размером частиц 1 мкм и наибольшим размером частиц 7 мкм. Карбонат кальция был получен от компании "ЕССА Кэлсием Продактс, Инк.", Силакога, шт. Алабама, которая является филиалом ЕСС Интернэшнл". Сердцевинный слой содержал также 15% статистического сополимера полипропилена "Эксон 9302" /ССП/, полученного от "Эксон Кэмикл Компани", Хьюстон, шт. Техас, 15% полимера "Хаймонт КС059 Каталлой", полученного от "Хаймонт США", Уилмингтон, шт. Делавер, и 5% полиэтилена низкой плотности /ПЭНП/ "Квантум ПА206", полученного от "Квантум Кэмикл Корпорейшн", Нью-Йорк, шт. Нью-Йорк. Полимер "Хаймонт Каталлой" представляет собой олефиновый термопластичный эластомер или производимый в многоступенчатом реакторе продукт, в котором аморфный статистический сополимер этилена и пропилена молекулярно диспергирован в преобладающе полукристаллической непрерывной матрице с высоким содержанием пропиленового мономера и низким содержанием этиленового мономера.
Два наружных или поверхностных слоя на противоположных сторонах сердцевинного слоя содержали 15% полимера "Хаймонт КС057 Каталлой", полученного от "Хаймонт США", 20% антиблока "Ампацет 10115" и 65% "Эксон ХС-101" /28% сополимер СЭМА/. Антиблок "Ампацет 10115" содержит 20 вес. % диатомовой земли "Сьюперфлосс" /товарный знак/, разбавленной в 79,75% сополимера СЭМА "Шеврон 2207" и 0,25% стеарата алюминия. Антиблок "Ампацет 10115" поставляется "Ампацет Корпорейшн", Тэрритаун, шт. Нью-Йорк, сополимер СЭМА "Шеврон 2207" - "Шеврон Кэмикл Корпорейшн", Сан-Рамон, шт. Калифорния, и "Эксон ХС-101" - "Эксон Кэмикл Компани", Хьюстон, шт. Техас.
Трехслойную пленку экструдировали, используя оборудование вышеописанного типа для экструзии через щелевую головку. Как показали измерения, температура расплава на выходе составляла 196oC у поверхностных слоев и 233oC у сердцевинного слоя. Воздушный зазор /расстояние между экструзионной головкой и зажимным охлаждающим валиком/ составлял 53 см, а толщина получающейся в результате пленки была равна 38 мкм /микронам/. Пленку сматывали в рулон, а затем пропускали через машину для ориентации пленки в направлении машины /МОНМ/ модели N 7200 производства компании "Маршалл энд Вильямс Компани",. Провиденс, шт. Род-Айленд. Машину МОНМ предварительно нагревали до 77oC, а пленку вытягивали в 4 раза при температуре 77oC. Иными словами, вытягивание пленки в 4 раза означает, что, например, пленку длиной 1 м вытягивали бы до окончательной длины в 4 метра. Окончательная измеренная толщина пленки была 16,08 мкм, а основной вес - 17 г/м2. Толщина каждого из двух поверхностных слоев составляла приблизительно 2,7% общей толщины пленки. В результате толщина сердцевинного слоя равнялась 94,6% общей толщины пленки. При использовании вышеописанного способа измерения толщины пленки каждый из двух поверхностных слоев пленки имел толщину 0,44 мкм, а сердцевинный слой - 15,2 мкм.
Получающуюся в результате пленку затем термическим способом наслаивали на вышеописанный слой нетканого материала, используя рифленый соединяющий валок с температурой приблизительно 77oC и гладкий опорный валок с температурой приблизительно 54oC при давлении между валками, равном 4218 кг/м, при этом линейная скорость равнялась 152 м/мин, а общая площадь соединения - 15% от площади поверхности одной стороны пленки. Слоистый материал пропускали через соединяющее устройство таким образом, чтобы слой нетканого материала примыкал к рифленому валку, а слой пленки - к гладкому опорному валку. У получающегося в результате слоистого материала коэффициент пропускания водяного пара, измеренный вышеописанным методом, составлял 2570 г/м2/ 24 ч или сутки. Слоистый материал имел гидронапор, равный 70 см, и прочность на раздир - 48 грамм.
Пример 2
В примере 2 сердцевинный слой содержал /в весовых процентах от общего веса слоя/ 65% карбоната кальция "ЕСС Инглиш Чайна Сьюперкоат" /товарный знак/, 15% статистического сополимера полипропилена "Эксон 9302" /ССП/, 15% полимера "Хаймонт КС059 Каталлой" и 5% полиэтилена низкой плотности /ПЭНП/ "Квантум НА206".
Два наружных или поверхностных слоя на противоположных сторонах сердцевинного слоя содержали 15% концентрата или "маточной" смеси антиблока "Ампацет 10115" (20% антиблока из диатомовой земли, разбавленного в 24% сополимера этилена и метилакрилата (СЭМА)) и 85% полимера "Хаймонт КС057 Каталлой".
Трехслойную пленку экструдировали, используя оборудование вышеописанного типа для экструзии через щелевую головку. Температура расплава на выходе экструдера составляла 188oC у поверхностных слоев и 223oC у сердцевинного слоя. Воздушный зазор /расстояние между экструзионными головками и формующим зазором между валками/ составлял 53 см, а толщина получающейся в результате пленки была 35,5 мкм. Пленку сматывали в рулон, а затем пропускали через машину МОНМ, которую предварительно нагревали до 88oC, при этом пленку вытягивали в 3 раза при температуре 88oC. Окончательная измеренная толщина пленки была 17,28 мкм, а основной вес - 15 г/м2. Толщина каждого из двух поверхностных слоев составляла 2% общей толщины пленки. В результате толщина сердцевинного слоя составляла 96% общей толщины пленки. При использовании вышеописанного способа измерения толщины пленки каждый из двух поверхностных слоев пленки имел толщину 0,33 мкм /микрон/, а сердцевинный слой - 16,62 мкм.
Получающуюся в результате пленку затем термическим способом наслаивали на вышеописанный слой нетканого материала, используя рифленый соединяющий валок с температурой приблизительно 77oC и гладкий опорный валок с температурой приблизительно 54oC при давлении между валками 4,218 кг/м, при этом линейная скорость равнялась 152 м/мин, а общая площадь соединения - 15-18% площади поверхности одной стороны пленки. Слоистый материал пропускали через соединяющее устройство таким образом, чтобы слой нетканого материала примыкал к рифленому валку, а слой пленки - к опорному валку. Коэффициент пропускания водяного пара /КПВП/, измерявшийся так, как описано выше, равнялся 925 г/м2/24 ч. У пленки и 820 г/м224 ч у слоистого материала. Слоистый материал имел гидронапор, равный 113 см, и прочность на раздир - 62 грамма.
Пример 3
В примере 3 сердцевинный слой содержал /в весовых процентах от общего веса слоя/ 63% карбоната кальция "ЕСС Инглиш Чайна Сьюперкоат" /товарный знак/, 19% полимера "Хаймонт КС059 Каталлой", 13% полипропилена "Шелл 6Д81", полученного от "Шелл Кэмикл Компани", Хьюстон, шт. Техас, и 5% полиэтилена низкой плотности /ПЭНП/ "Доу 4012", полученного от "Доу Кэмикл США", Мидлэнд, шт. Мичиган.
Два наружных или поверхностных слоя на противоположных сторонах сердцевинного слоя содержали 30% полимера "Хаймонт КС057 Каталлой", 20% концентрата или маточной смеси антиблок СЭВА "Текмер С110128Е62", полученной от "Текмер ПМ", Ранчо Доминквез, шт. Калифорния, 20% СЭМА "Эксон 760,36" и 30% модифицированного сложным эфиром сополимера СЭМА "Лотрил 29МАОЗ", полученного от "Эльф Атокем Н.А.", Филадельфия, шт. Пенсильвания.
Трехслойную пленку экструдировали, используя оборудование для экструзии через щелевую головку. Температура на выходе экструдера составляла 188oC у поверхностных слоев и 209oC у сердцевинного слоя. Воздушный зазор /расстояние между экструзионными головками и формующим валком/ составлял 66 см, а толщина получающейся в результате пленки была 38 мкм. Пленку сматывали в рулон, а затем пропускали через машину МОНМ, которую предварительно нагревали до 71oC, при этом пленку вытягивали в 4 раза при температуре 71oC и затем отпускали при температуре приблизительно 85oC.
Окончательная толщина пленки была 16,98 мк и основной вес - 17 г/м2. Толщина каждого из двух поверхностных слоев составляла 3,7% общей толщины пленки. В результате толщина сердцевинного слоя составляла 92,6% общей толщины пленки. При использовании вышеописанного способа измерения толщины пленки каждый из двух поверхностных слоев пленки имел толщину 0,6 мкм, а сердцевинный слой - 15,77 мкм.
Получающуюся в результате пленку затем термическим способом наслаивали на вышеописанный слой нетканого материала, используя рифленый соединяющий валок с температурой приблизительно 110oC и гладкий опорный валок с температурой приблизительно 32oC при давлении между валками 4570 км/м, при этом линейная скорость равнялась 61 м/мин, а общая площадь соединения - 15-18% единицы площади поверхности одной стороны пленки. Слоистый материал пропускали через соединяющее устройство таким образом, чтобы слой нетканого материала примыкал к рифленому валку, а слой пленки - к опорному валку. Коэффициент пропускания водяного пара /КПВП/, измерявшийся так, как описано выше, равнялся 1301 г/м2/24 ч у пленки и 1184 г/м2/24 ч у получающегося в результате слоистого материала. Слоистый материал имел гидронапор, равный 110 см, и прочность на раздир - 161 г.
Пример 4
В примере 4 сердцевинный слой содержал /в весовых процентах от общего веса слоя/ 63% карбоната кальция "ЕСС Инглиш Чайна Сьюперкоат" /товарный знак/, 19% полимера "Хаймонт КС059 Каталлой", 13% полипропилена "Шелл 6Д81" и 5% ПЭНП "Доу 4012".
Два наружных или поверхностных слоя на противоположных сторонах сердцевинного слоя содержали 35% полимера "Хаймонт КС057 Каталлой", 20% концентрата /маточной смеси антиблока/ СЭВА "Текмер С 11012Е62" и 45% СЭМА "Эксон 760.36".
Трехслойную пленку экструдировали, используя оборудование для экструзии через щелевую головку. Температура на выходе была 187oC у поверхностных слоев и 208oC у сердцевинного слоя. Воздушный зазор /расстояние между экструзионными головками и формующим валком/ составлял 66 см, а толщина получающейся в результате пленки была 35,5 мкм. Пленку сматывали в рулон, а затем пропускали через машину МОНМ, которую предварительно нагревали до 71oC, при этом пленку вытягивали в 4 раза при температуре 71oC и затем отпускали при температуре приблизительно 85oC. Окончательная измеренная толщина пленки была 15,96 мкм и основной вес - 15 г/м2. Толщина каждого из двух поверхностных слоев составляла 3,0% общей толщины пленки. В результате толщина сердцевинного слоя составляла 94,0% общей толщины пленки. При использовании вышеописанного способа измерения толщины пленки каждый из двух поверхностных слоев пленки имел толщину 0,48 мкм, а сердцевинный слой - 15,0 мкм.
Получающуюся в результате пленку затем термическим способом наслаивали на вышеописанный слой нетканого материала, используя рифленый соединяющий валок с температурой приблизительно 110oC и гладкий опорный валок с температурой приблизительно 66oC при давлении между валками 4570 кг/м, при этом линейная скорость равнялась 61 м/мин, а общая площадь соединения - 15-18% единицы площади поверхности одной стороны пленки. Слоистый материал пропускали через соединяющее устройство таким образом, чтобы слой нетканого материала примыкал к рифленому валку, а слой пленки - к опорному валку. Получающийся в результате слоистый материал имел КПВП, равный 1522 г/м2/24 ч, гидронапор - 89 см и прочность на раздир - 148 грамм.
Пример 5
В примере 5 сердцевинный слой содержал /в весовых процентах от общего веса слоя/ 65% карбоната кальция "ЕСС Инглиш Чайна Сьюперкоат" /товарный знак/, 15% полимера "Хаймонт КС059 Каталлой", 15% статистического сополимера полипропилена /ССП/ "Эксон 9302" и 5% ПЭНП "Доу 4012".
Два наружных или поверхностных слоя на противоположных сторонах сердцевинного слоя содержали 35% полимера "Хаймонт КС057 Каталлой", 20% концентрата /маточной смеси антиблока/ СЭВА "Текмер С110128Е62" и 45% СЭМА "Эксон 760.36".
Трехслойную пленку экструдировали, используя оборудование для экструзии через щелевую головку. Температура на выходе составляла 175oC у поверхностных слоев и 234oC у сердцевинного слоя. Воздушный зазор /расстояние между экструзионными головками и формующим валком/ составлял 33 см, а толщина получающейся в результате пленки была 35,5 мкм. Пленку сматывали в рулон, а затем пропускали через машину МОНМ, которую предварительно нагревали до 77oC, при этом пленку вытягивали в 4 раза при температуре 77oC и затем отпускали при температуре приблизительно 75oC. Окончательная толщина пленки была 16,92 мкм и основной вес - 15 г/м2. Толщина каждого из двух поверхностных слоев составляла 1,0% общей толщины пленки. В результате толщина сердцевинного слоя составляла 98,0% общей толщины пленки. При использовании вышеописанного способа измерения толщины пленки каждый из двух поверхностных слоев пленки имел толщину 1,75 мкм, а сердцевинный слой - 16,57 мкм.
Получающуюся в результате пленку термическим способом наслаивали на вышеописанный слой нетканого материала, используя рифленый соединяющий валок с температурой приблизительно 73oC и гладкий опорный валок с температурой приблизительно 51oC при давлении между валками, равном 4218 кг/м, при этом линейная скорость равнялась 152 м/мин, а общая площадь соединения - 15 - 18% на единицу площади поверхности одной стороны пленки. Слоистый материал пропускали через соединяющее устройство таким образом, чтобы слой нетканого материала примыкал к рифленому валку, а слой пленки - к опорному валку. Получающийся в результате слоистый материал имел КПВП, равный 1930 г/м2/24 ч, гидронапор - 66 см и прочность на раздир - 116 г.
Как описано в вышеприведенных примерах настоящего изобретения, могут быть образованы многослойные пленки очень небольшой толщины /менее 30 мкм/. Кроме того, такие пленки могут иметь очень тонкие поверхностные слои, которые могут придавать пленке самые разнообразные функциональные свойства, включая придание пленке паропроницаемости, непроницаемости по отношению к жидкости и присущей ей липкости. Кроме того, такие пленки можно скреплять с другими несущими слоями, как, например, неткаными материалами с целью образования слоистых материалов.
Хотя изобретение и было подробно описано, очевидно, что можно сделать различные модификации в настоящем изобретении, не выходящие за пределы нижеследующей формулы изобретения и не отклоняющиеся от ее сущности.

Описывается многослойная пленка, отличающаяся тем, что содержит сердцевинный слой, изготовленный из экструдируемого термопластичного полимера и имеющий первую наружную и вторую наружную поверхности, сердцевинный слой содержит наполнитель и имеет множество пор, смежных с указанным наполнителем, первый поверхностный слой, прикрепленный к указанной первой наружной поверхности указанного сердцевинного слоя с образованием указанной многослойной пленки, причем указанная многослойная пленка имеет общую толщину и указанный первый поверхностный слой имеет толщину, при этом указанная толщина первого поверхностного слоя составляет менее чем около 10% указанной общей толщины, не превышающей около 30 мкм, и указанная многослойная пленка является барьером для жидкости и имеет коэффициент пропускания водяного пара, равный по крайней мере 300 г/м2/24 ч. Описываются также слоистые материалы из пленки и нетканого материала. Технический результат - создание многослойной пленки, которой могут быть приданы особые свойства при очень небольшой толщине пленки. 3 с. и 19 з.п. ф-лы, 4 ил.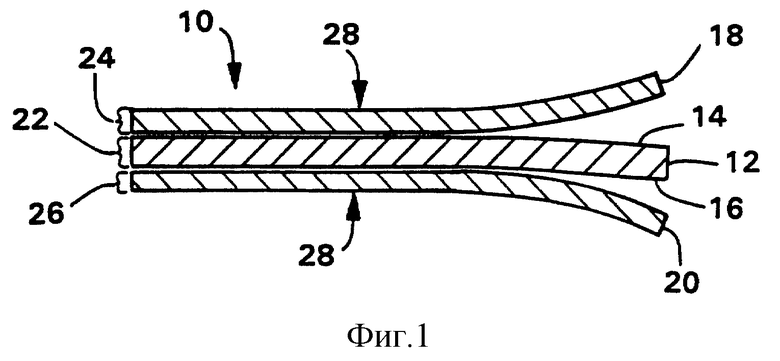
| УСТРОЙСТВО ДЛЯ ПОДДЕРЖКИ ШПИНДЕЛЕЙ ПРИ ПЕРЕВАЛКЕ | 0 |
|
SU247897A1 |
| УСТРОЙСТВО для СТАБИЛИЗАЦИИ ТОКА В КАТУШКАХ ИНДУКТИВНОСТИ | 0 |
|
SU347745A1 |
| Лазер на растворах органических соединений с распределенной обратной связью | 1987 |
|
SU1452424A1 |
| Способная к сварке многослойная пленка | 1986 |
|
SU1528338A3 |
