Изобретение относится к химико-термической обработке поверхностей деталей и может быть использовано в машиностроении, транспортной, химической и строительной отраслях промышленности для обработки с целью защиты от коррозии и старения прессованных, кованых, литых и механически обработанных изделий из углеродистой и низколегированной, в том числе повышенной прочности, стали, чугуна, меди.
В науке и технике широко известны способы обработки поверхностей для предотвращения коррозии. Одним из наиболее распространенных методов нанесения покрытий является способ термодиффузионной обработки, осуществляемый путем обработки стальных изделий при нагревании в порошковых цинксодержащих смесях [ГОСТ Р 51163-98 "Покрытия защитные термодиффузионные цинковые на крепежных и других мелких изделиях, наносимые в порошковых смесях"].
Известные покрытия без последующей химической обработки характеризуются недостаточно высокими антикоррозионными и декоративными свойствами.
Известен способ получения защитных покрытий путем термодиффузионного цинкования в порошковых смесях с толщиной слоя не менее 100 мкм с последующим окрашиванием перхлорвиниловыми или эпоксидными лакокрасочными материалами при толщине слоя не менее 105 мкм [Строительные нормы и правила "Защита строительных конструкций от коррозии" N 2.03.11.85].
Известный способ формирования защитного покрытия обеспечивает хорошие декоративные свойства и высокую устойчивость к коррозии и старению в сильноагрессивных средах, однако он не может быть использован для обработки изделий, к которым предъявляются жесткие требования по соблюдению стандартов на резьбовые соединения, в частности по соблюдению установленных допусков на размеры. Кроме того, защитные покрытия не обладают достаточной механической прочностью при нагрузке сдвига, главным образом за счет невысокой адгезии полимерного слоя к цинкованному покрытию и его хрупкости.
Для повышения антикоррозионной устойчивости и механической прочности защитных покрытий известно использование приема пассивации оцинкованных изделий. Так, например, широко известно получение защитных цинковых покрытий, полученных методом термодиффузии в порошковых смесях с последующей пассивацией путем фосфатирования. В качестве пассивирующего агента для фосфатирования используют составы, содержащие фосфорную кислоту, оксид, нитрат или монофосфат цинка с добавками монофосфатов кальция, марганца, железа, органических соединений и поверхностно-активных веществ [Е.В.Проскуркин, В.А.Попович, А.Т.Мороз "Цинкование", Справочник, М., Изд. Металлургия, 1988 г., с. 427].
Известный способ получения защитных покрытий позволяет на 15-20% повысить устойчивость к коррозии за счет образования фосфатной пленки, однако процесс ее получения достаточно трудоемок, т.к. связан с предварительной подготовкой цинковой поверхности и последующей утилизацией фосфатирующего раствора, экологически небезопасен и требует повышенного внимания к соблюдению техники безопасности, т.к. сопряжен с работой в агрессивной среде. Кроме того, получаемые покрытия характеризуются невысокими декоративными свойствами.
Наиболее близким к предлагаемому по достигаемому результату является способ получения защитных цинковых покрытий методом термодиффузионного цинкования, пассивацию полученного покрытия путем проведения фосфатирования и нанесением лицевого лакокрасочного или полимерного слоя с добавками пигментов, например металлических порошков и пудр [Е.В.Проскуркин, В.А.Попович, А.Т.Мороз "Цинкование", Справочник, М., Изд. Металлургия, 1988 г., с127-128] . Такие лакокрасочные покрытия содержат, как правило, алюминиевую пудру до 10 мас.% и олифу синтетическую - остальное.
Известный способ позволяет не только улучшить декоративные показатели, но и существенно увеличить коррозионную стойкость покрытий (в 1,5-2,0 раза), однако использовать известный способ для обработки изделий с нормированным допуском на размер практически невозможно, т.к. невозможно обеспечить технологичность резьбовых соединений. Кроме того, декоративные свойства изделий быстро утрачиваются за счет изменения цвета.
Задачей настоящего изобретения является улучшение декоративного вида, коррозионной стойкости и механической прочности покрытий при одновременном упрощении процесса формирования защитных покрытий и расширении ассортимента обрабатываемых изделий.
Поставленная задача решается тем, что предлагаемый способ получения защитных цинковых покрытий заключается в проведении термодиффузионного цинкования в порошковой среде с последующей обработкой получаемого цинкового покрытия, при этом обработку ведут путем нанесения лицевого слоя, выполненным из состава, содержащим алюминиевую пудру в среде полистирола и/или сополимера стирола с каучуком в органическом растворителе при следующем соотношении компонентов, мас.%:
Алюминиевая пудра - 5-10
Полистирол и/или сополимер стирола с каучуком - 8-15
Органический растворитель - Остальное
В качестве алюминиевой пудры может быть использованы выпускаемые промышленностью алюминиевые пудры, например пудра алюминиевая пигментная ПАП-1, ПАП-2 по ГОСТ 5494.
В качестве полистирола используют "Полистирол общего назначения" по ГОСТ 20282-86, в качестве сополимера стирола с каучуком используют "Полистирол ударопрочный" по ГОСТ 28250-89, представляющий собой продукт сополимеризации стирола, как правило, с бутадиеновым каучуком, а также отходы их переработки (облой, брак по формированию и др.).
В качестве органического растворителя используют известные растворители полистирола - ароматические углеводороды (например, ксилол, сольвент нефтяной или каменноугольный), кетоны (например, ацетон), эфиры (например, бутилацетат), хлоруглеводороды или смеси их друг с другом (например, смесь бутилацетата с ацетоном), растворители 649, 650, Р-5, Р-10, РКЧ, бензин.
Предлагаемое изобретение отличается от известного тем, что для улучшения декоративных свойств и коррозионной стойкости оцинкованной поверхности используют лицевой защитный слой из заявляемого алюминийсодержащего состава на полистирольном пленкообразующем. Это позволяет провести обработку поверхности в одну стадию, осуществляя нанесение защитного слоя без предварительной пассивации цинкового слоя.
Сравнение предлагаемого изобретения с прототипом позволяет сделать заключение о соответствии последнего критерию "Новизна".
В науке и технике известно использование составов, включающих алюминиевую пудру в качестве материала, формирующего лицевой слой. В заявляемом нами способе предлагаемый алюмосодержащий состав на основе полистирольного связующего позволяет существенно улучшить не только декоративные свойства, но и коррозионные, и механические свойства получаемых покрытий, обеспечивает расширение спектра использования, в частности, для обработки изделий с жесткими нормами допуска по размерам, например, метизов. Кроме того, заявляемый способ обеспечивает значительное упрощение технологии нанесения покрытий, повышение экологической безопасности и сокращение производственных площадей за счет устранения стадии пассивации и последующей промывки от пассивирующего агента в ваннах с последующей их утилизацией.
Все вышеизложенное позволяет утверждать, что заявляемый способ характеризуется новым признаком, а именно использование в качестве лицевого защитного слоя заявляемого алюмосодержащего состава на основе полистирольного связующего, что позволяет обеспечить достижение нового технического результата - улучшение коррозионной стойкости и механической прочности защитного покрытия при существенном упрощении процесса его получения, улучшение технологичности обработки изделий сложной конфигурации, например, резьбовых соединений. Это позволяет сделать вывод о соответствии заявляемого решения критерию "Изобретательский уровень".
Способ осуществляют следующим образом.
Нанесение защитных термодиффузионных цинковых покрытий осуществляют по ГОСТ Р 51163-98 "Покрытия защитные термодиффузионные на крепежных и других мелких изделиях, наносимые в порошковых смесях. Общие требования и методы контроля". Предварительно обезжиренные от консервирующей смазки металлические изделия и цинкующую смесь на основе высокодисперсного цинкового порошка марок ПЦВД, ПЦР-1 или ПЦ 4 - ПЦ 6 помещают в герметичный реактор с инертной газовой средой, например в среду азота. Цинкующую смесь загружают в количестве 0,1-0,3 кг на 1 м2 обрабатываемой поверхности. Реактор нагревают до температуры 390 - 430oC и приводят во вращение для равномерного нанесения цинка на поверхность изделий. Время цинкования - около 1 часа. После окончания цинкования изделия извлекают из реактора, предварительно отделив их от цинкующей смеси, и охлаждают. Оцинкованные изделия погружают в ванну с заявляемым составом при перемешивании. Время обработки 5 - 60 секунд. В качестве заявляемого защитного состава используют алюминиевую пудру в среде полистирольного связующего при следующем соотношении компонентов, мас.%:
Алюминиевая пудра - 5-10
Полистирол и/или сополимер стирола с каучуком - 8-15
Органический растворитель - Остальное
Вышеназванный алюмосодержащий состав представляет собой однородную суспензию серебристого цвета с плотностью 0,80 - 1,00 г/см3, массовой долей нелетучих веществ 13,0 - 22,0 мас.%, условной вязкостью по B3-246-4 при 20oC 15-40. Расход на формирование одного слоя составляет 30 -120 г/м2, толщина одного слоя от 5 до 20 мкм.
Обработанные изделия извлекают из ванны и сушат в естественных условиях в течение 10 - 30 минут.
Антикоррозионные свойства полученных изделий определяют по ГОСТ 9.308-85 и ОСТ 37002.3321, прочность при ударе определяют по ГОСТ 4765-73 "Метод определения прочности пленок при ударе".
Примеры конкретного выполнения
Пример N 1 (по изобретению).
100 кг болтов, гаек М10 и пластин 100х50 мм толщиной 2 мм загружают в реактор и проводят термодиффузионное цинкование в порошковой цинксодержащей смеси в течение 60 мин. Оцинкованные изделия на 5-10 сек погружают в ванну с защитным составом при следующем соотношении его компонентов, мас.%:
Алюминиевая пудра - 5
Полистирол - 15
Ксилол - 80
Время воздушной сушки полученного покрытия в естественных условиях до полного его формирования 20 минут.
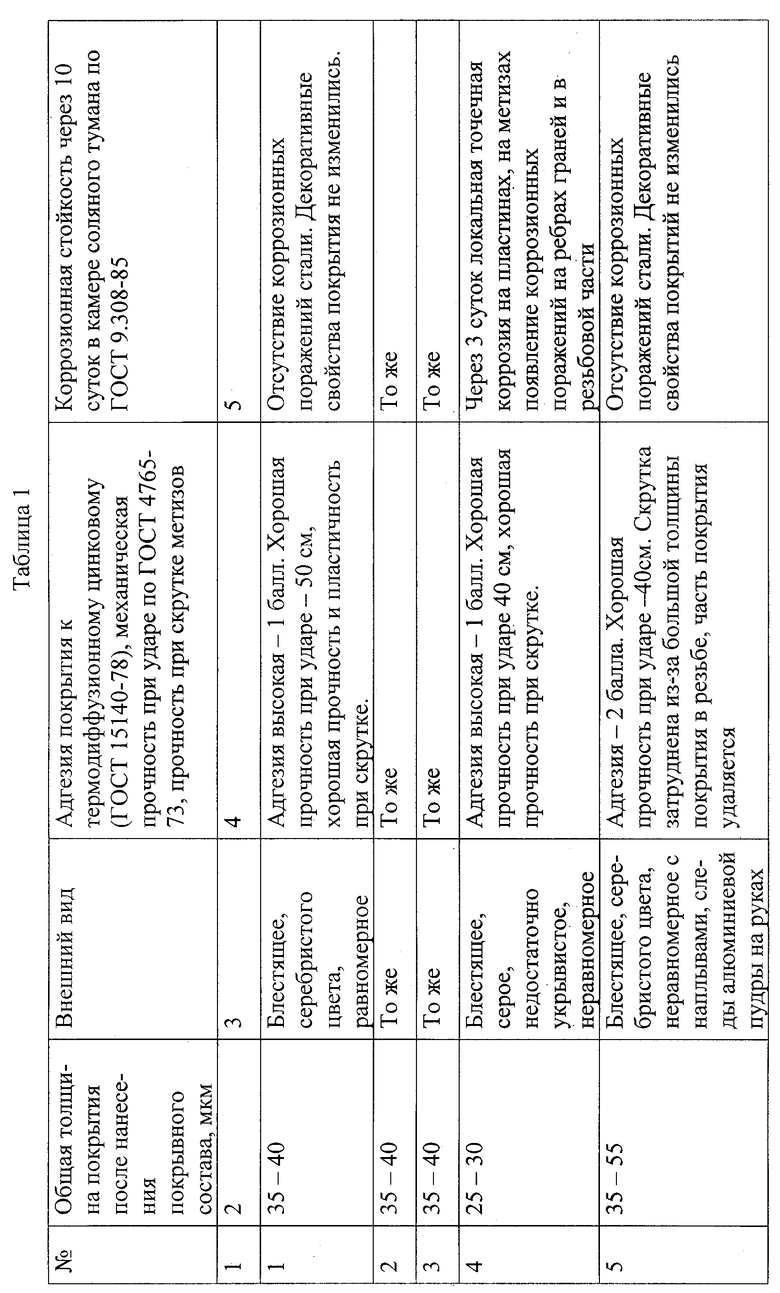
Характеристика полученного покрытия приведена в таблице.
Пример N 2 (по изобретению)
100 кг болтов, гаек М10 и пластин 100х50 мм толщиной 2 мм загружают в реактор и проводят термодиффузионное цинкование в порошковой цинксодержащей смеси в течение 60 мин. Оцинкованные изделия на 5-10 сек погружают в ванну с защитным составом при следующем соотношении его компонентов, мас.%:
Алюминиевая пудра - 7,5
Сополимер стирола с бутадиеновым каучуком (полистирол ударопрочный) - 12
Ацетон - 80,5
Время воздушной сушки полученного покрытия в естественных условиях до полного его формирования 10 минут.
Характеристика полученного покрытия приведена в таблице.
Пример N 3 (по изобретению)
100 кг гвоздей, болтов, гаек М10 и пластин 100х50 мм толщиной 2 мм загружают в реактор и проводят термодиффузионное цинкование в порошковой цинксодержащей смеси в течение 60 мин. Оцинкованные изделия на 5-10 сек погружают в ванну с защитным составом при следующем соотношении его компонентов, мас.%:
Алюминиевая пудра - 10
Смесь полистирола и сополимера стирола с бутадиеновым каучуком (50:50) - 8
Сольвент нефтяной - 82
Время воздушной сушки полученного покрытия при обдувании струей воздуха до полного формирования 20 минут.
Характеристика полученного покрытия приведена в таблице.
Пример N 4 (контрольный).
100 кг болтов и гаек М10 загружают в реактор и проводят термодиффузионное цинкование в порошковой цинксодержащей смеси в течение 60 мин. Оцинкованные изделия на 5-10 сек погружают в ванну с защитным составом при следующем соотношении его компонентов, мас.%:
Алюминиевая пудра - 4
Смесь полистирола и сополимера стирола с бутадиеновым каучуком (50:50) - 16
Бутилацетат - 80
Характеристика полученного покрытия приведена в таблице.
Пример N 5 (контрольный).
100 кг болтов и гаек М10 загружают в реактор и проводят термодиффузионное цинкование в порошковой цинксодержащей смеси в течение 60 мин. Оцинкованные изделия на 5-10 сек погружают в ванну с защитным составом при следующем соотношении его компонентов, мас.%:
Алюминиевая пудра - 12
Полистирол - 8
Ксилол - 80
Характеристика полученного покрытия приведена в таблице.
Пример N 6 (известный).
100 кг болтов и гаек М10 загружают в реактор и проводят термодиффузионное цинкование в порошковой цинксодержащей смеси в течение 60 мин. Оцинкованные изделия погружают в ванну с фосфатирующим агентом и проводят пассивацию в течение 7 мин, обработанные изделия промывают, сушат.
Характеристика полученного покрытия приведена в таблице.
Пример N 7 (известный).
100 кг болтов и гаек М10 загружают в реактор и проводят термодиффузионное цинкование в порошковой цинксодержащей смеси в течение 60 мин. Оцинкованные изделия погружают в ванну с составом, содержащим 7 мас.% алюминиевой пудры и 83 мас.% синтетической олифы. Декоративный состав получают тщательным смешиванием компонентов с последующим выдерживанием в течение 2 часов. Время высыхания одного слоя 48 часов.
Характеристика полученного покрытия приведена в таблице.
Заявляемая обработка (примеры 1 - 3) обеспечивает получение фазового состава δ1-фаза, требуемого по ГОСТ Р 51163-98, приводит к существенному улучшению основных защитных характеристик покрытия: декоративных и коррозионных свойств, механической прочности. При этом толщина образующегося слоя одинакова по всей поверхности изделия. Получаемые резьбовые характеризуются хорошей свинчиваемостью. Гвозди характеризуются хорошими декоративными свойствами, не меняющимися во времени при воздействии атмосферных воздействий.
Как видно из приведенных в таблице данных, обработка изделий контрольными составами (примеры 4 и 5) не приводит к достижению поставленной задачи. Так, при обработке составом N 4 теряются декоративные свойства, а коррозионная стойкость ниже, чем у покрытия, полученного заявляемым способом. Обработка составом N 5 не позволяет получить на обрабатываемой поверхности равномерное по толщине покрытие, а повышенное содержание алюминиевой пудры ведет к удорожанию состава и удалению части покрытия при скрутке. Обработка поверхности изделий пассивирующим составом N 6 приводит к получению изделия с недостаточно высокими декоративными и коррозионными показателями, при эксплуатации на покрытии появляются желтый налет, что связано с появлением продуктов коррозии. Обработка составом N 7 приводит к получению недостаточно высоких декоративных и коррозионных свойств изделий, длительному процессу формирования декоративного слоя - более 2 суток. Состав N 7 непригоден для использования при обработке метизных изделий.
Заявляемый способ получения покрытий позволяет при его использовании упростить процесс формирования защитного лицевого слоя с уникальными декоративными свойствами, которые сохраняются в течение длительного времени при атмосферных воздействиях. Заявляемое покрытие может быть получено на стандартном оборудовании с использованием известных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ЦИНКОВЫХ ПОКРЫТИЙ | 1998 |
|
RU2148678C1 |
| АНТИКОРРОЗИОННОЕ ПОКРЫТИЕ И СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2155784C2 |
| АНТИКОРРОЗИОННАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2141984C1 |
| АНТИКОРРОЗИОННАЯ КОМПОЗИЦИЯ ДЛЯ ГРУНТОВОЧНОГО СЛОЯ И СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ | 2007 |
|
RU2359987C2 |
| АНТИКОРРОЗИОННОЕ ПОКРЫТИЕ И СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2148603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2000 |
|
RU2180018C1 |
| АНТИКОРРОЗИОННАЯ ЛАКОКРАСОЧНАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2169164C1 |
| АНТИКОРРОЗИОННАЯ ЛАКОКРАСОЧНАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2169165C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2013 |
|
RU2547057C1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2005 |
|
RU2294475C1 |

Способ получения защитных цинковых покрытий включает проведение термодиффузионного цинкования в порошковой среде, последующее нанесение защитного лицевого слоя, который формируют из состава, содержащего алюминиевую пудру, полистирол и/или сополимер стирола с каучуком и органический растворитель, при следующем соотношении компонентов, мас.%: алюминиевая пудра 5-10, полистирол и/или сополимер стирола с каучуком 8-15, органический растворитель остальное. В качестве полистирола и/или сополимера стирола с каучуком используют брак по формированию или облой полистирола и полистирола ударопрочного. Нанесение защитного лицевого слоя осуществляют путем окунания или распыления. Способ позволяет улучшить декоративный вид, коррозионную стойкость и механическую прочность покрытий, упростить процесс нанесения покрытий и расширить ассортимент обрабатываемых изделий. 2 з.п.ф-лы, 1 табл.
Алюминиевая пудра - 5 - 10
Полистирол и/или сополимер стирола с каучуком - 8 - 15
Органический растворитель - Остальное
2. Способ по п.1, отличающийся тем, что в качестве полистирола и/или сополимера стирола с каучуком используют брак по формированию или облой полистирола и полистирола ударопрочного.
| ПРОСКУРКИН Е.В | |||
| и др | |||
| Цинкование | |||
| Справочник | |||
| - М.: Металлургия, 1988, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| US 4061801, 06.12.1977 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ МАГНИТНОЙ СТРУКТУРЫ ОБРАЗЦОВ МАТЕРИАЛОВ | 1989 |
|
SU1669275A1 |
| ТРУБЧАТЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2042285C1 |
| US 4356036, 26.10.1986 | |||
| JP 60240773 A, 29.11.1985. | |||

