Изобретение относится к способам антикоррозионной обработки строительных металлических конструкций путем нанесения на поверхность антикоррозионного металлсодержащего покрытия и может быть использовано, например, для обработки опор воздушных линий электропередач, открытых распределительных устройств высоковольтных подстанций, дорожных ограждений, несущих конструкций промышленных зданий и сооружений, арматуры и других изделий.
Для обеспечения антикоррозионной защиты изделий, предназначенных для длительного использования в условиях слабоагрессивной, среднеагрессивной и сильноагрессивной среды, известны металлические покрытия с толщиной пленки от 60 до 300 мкм, например цинковые, которые наносят методом горячего цинкования, газотермическим напылением цинка или электрохимического анодирования. ["Защита строительных конструкций от коррозии". Строительные нормы и правила N 2.03.11-85, Изд. Государственный Комитет СССР по делам строительства, М., 1986 г.].
Метод горячего цинкования, заключающийся в опускании изделия в ванну с расплавленным цинком, неприемлем для обработки габаритных изделий и требует больших энергозатрат. Метод газотермического напыления хотя и применим для антикоррозионной обработки габаритных конструкций, однако связан с высокими энергозатратами и большими потерями цинка при его нанесении на поверхность. Метод электрохимического анодирования требует значительных трудозатрат, связанных с высокими требованиями, предъявляемыми к качеству обрабатываемой поверхности и высокими энергозатратами.
Наиболее близкими к предлагаемому является антикоррозионное покрытие, состоящее из грунтовочного слоя, содержащего связующее на основе эпоксидной смолы/полиизоционата, эпоксидной смолы/полиамина или отвержденного под воздействием влаги высокомолекулярного полиизоционата, мелкодисперсного цинкового порошка и растворителя, и покрывного слоя, содержащего связующее на основе акрилатполиола и сложноэфирполиола/полиизоционата и растворителя. Способ антикоррозионной обработки с использованием вышеназванного покрытия включает предварительную подготовку поверхности, нанесение грунтовочного слоя, а затем нанесение покрывного слоя при температуре 120±20oC. (DE 3531370, МКИ С 09 D 5/08, 1987 г).
Известное покрытие обладает достаточно хорошей коррозионной стойкостью и эластичностью, что обеспечивает длительную эксплуатацию изделий в средах с повышенной агрессивностью, однако при его нанесении на поверхность трудно добиться равномерного по толщине слоя, а из-за неоднородности и рыхлости покрытия, на отдельных, наиболее "слабых" участках возникают очаги язвенной коррозии. Кроме того, известная композиция при формировании покрытия не обеспечивает высокой его адгезии к металлу, что является необходимым условием для предотвращения подслойной коррозии.
Задачей настоящего изобретения является создание антикоррозионного покрытия с высокими эстетическими свойствами, обеспечивающего длительную электрохимическую защиту, пригодного для нанесения, в том числе на габаритные изделия, обладающего повышенной коррозионной стойкостью во всем диапазоне агрессивности воздушной среды и зон влажности при одновременном снижении сырьевых и трудозатрат при его нанесении.
Поставленная задача решается тем, что заявляется антикоррозионное многослойное металлсодержащее покрытие, включающее грунтовочный слой, состоящий по меньшей мере из двух слоев, сформированных из материала, содержащего высокодисперсный порошок цинка в среде этилсиликатного связующего и по меньшей мере один покрывной слой, сформированный из материала, содержащего алюминиевую пудру в среде этилсиликатного связующего.
Способ антикоррозионной обработки металлических конструкций заключается в нанесении на предварительно подготовленную поверхность многослойного цинксодержащего покрытия, отличается тем, что сначала формируют грунтовочный слой путем последовательного нанесения по меньшей мере двух слоев, при этом слои выполнены из материала, содержащего мелкодисперсный порошок цинка в среде этилсиликатного связующего, с последующим нанесением покрывного слоя, выполненного из материала, содержащего алюминиевую пудру в среде этилсиликатного связующего.
Предварительную подготовку поверхности ведут путем ее обезжиривания и последующей дробеструйной очистки или путем двухстадийного фосфатирования растворами о-фосфорной кислоты с образованием тонкой реакционноспособной пленки, обуславливающей высокую адгезию покрытия к стальной подложке. Нанесение слоев на обрабатываемую поверхность ведут методом пневматического или безвоздушного распыления, кистью, валиком.
В качестве материала, формирующего грунтовочный слой, используют известную композицию, содержащую высокодисперсный порошок цинка и этилсиликатное связующее при их соотношении от 1:1 до 2:1 соответственно. Известная композиция выпускается под товарным названием "ЦВЭС".
В качестве материала, формирующего покрывной слой, используют композицию, содержащую алюминиевую пудру и этилсиликатное связующее при их массовом соотношении от 0,05:0,95 до 0,1:0,9 соответственно. Композиция выпускается под товарным названием "ПАЭС".
Используемое этилсиликатное связующее содержит, мас.%:
Этилсиликат - 11,5- 12,7
Поливинилбутираль - 5,5 - 7,7
Ортофосфорная кислота (73%) - 0,15 - 0,45
Спирт этиловый - 72,1-76,5
Вода - Остальное
Механизм формирования защитного антикоррозионного слоя на поверхности стали при нанесении цинкнаполненной композиции на этилсиликатной основе заключается во взаимодействии на границе раздела фаз железа с частицами цинка, заключенными в этилсиликатную оболочку, в результате чего образуется прочный цинк-железо-силикатный слой, стойкий к воздействию воды и растворителей за счет обеспечения, главным образом, электрохимического механизма защиты поверхности. Нанесение алюмосодержащего слоя на предварительно покрытую грунтовочным слоем поверхность, приводит к увеличению коррозионной стойкости покрытия в целом. Так, при использовании изделий, обработанных заявляемым способом, коррозионная стойкость стальных конструкций при эксплуатации в условиях повышенной агрессивности увеличивается на 5-7 лет. Предлагаемое покрытие обеспечивает защиту стальных конструкций от коррозии, эквивалентную горячецинкованному покрытию толщиной не менее 60 мкм.
Способ обработки металлических конструкций по изобретению приводит к улучшению коррозионной стойкости цинксодержащего слоя и покрытия в целом. Это может быть связано с тем, что в предлагаемом покрытии не только сохраняется электрохимический (протекторный) механизм защиты от коррозии, но и, кроме того, наличие заявляемого покрывного слоя обеспечивает достаточно эффективную защиту от солнечной радиации, приводящей к разрушению структуры покрытия, обеспечивает создание плотной мелкопористой пленки за счет плотной компоновки алюминия, имеющего чешуйчатую форму частиц, что приводит к исключению появления "язвенной коррозии" за счет перекрытия пор рыхлого цинксодержащего слоя и исключает возможность образования белых пятен, портящих внешний вид изделия.
Кроме того, наносимые слои имеют высокую адгезию как к обрабатываемой поверхности, так и друг к другу, характеризуются равными коэффициентами расширения. Это, в свою очередь, приводит не только к исключению явлений подслойной коррозии, но и высокой механической прочности покрытия в целом. Кроме того, способ антикоррозионной обработки по изобретению упрощает существующую технологию, уменьшает ее стоимость за счет сокращения сырьевых и трудозатрат. Так, при поэтапном нанесении высоконаполненного цинксодержащего материала, возникают технологические трудности, связанные с тем, что каждый из последовательно наносимых слоев имеет одинаковый цвет с матовым оттенком, что затрудняет визуальный контроль требуемой слойности. Недостаток производственных площадей и технических возможностей контроля толщины покрытия может привести к перерасходу материала при формировании покрытия или некачественному его нанесению. Замена по крайней мере одного цинксодержащего слоя на алюмосодержащий устраняет эти сложности и существенно снижает расход высокоцинкнаполненного материала, уменьшая общий расход грунтовочного материала и снижая стоимость покрытия.
Антикоррозионное покрытие и способ обработки металлических конструкций с его использованием иллюстрируется следующими примерами.
Пример 1 (контрольный)
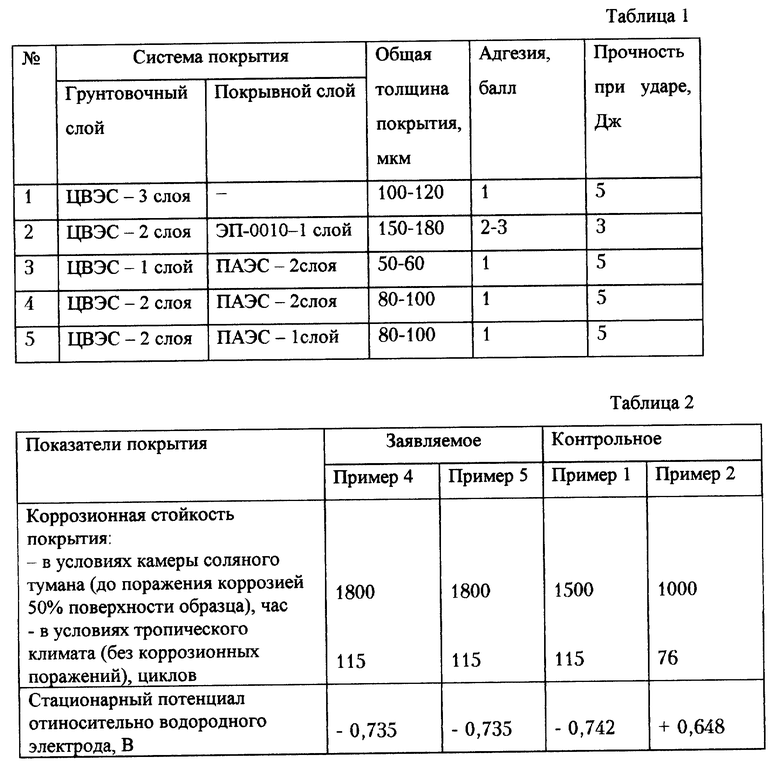
Антикоррозионную обработку стандартного стального образца размером 150 х 100 х 2 мм проводили путем пневматического распыления грунтовочного слоя на предварительно подготовленную поверхность. Грунтовочный слой формировали из материала "ЦВЭС", последовательно нанесенного на обрабатываемую поверхность в три этапа. Каждый нанесенный слой из материала "ЦВЭС" сушили в естественных условиях в течение 20-30 мин.
Обработанные образцы с общей толщиной покрытия 100-120 мкм подвергали стандартным испытаниям. Данные приведены в табл. 1 и 2.
Пример 2 (контрольный)
Антикоррозионную обработку стандартного стального образца размером 150 х 100 х 2 мм проводили путем пневматического распыления грунтовочного слоя на предварительно подготовленную поверхность. Грунтовочный слой формировали из материала "ЦВЭС", последовательно нанесенного на обрабатываемую поверхность в два этапа. Каждый нанесенный слой из материала "ЦВЭС" сушили в естественных условиях в течение 20-30 мин, после чего на сформированный грунтовочный слой наносили покрывной слой, выполненный из однократно нанесенного эпоксидного связующего марки "ЭП 0010" путем его пневматического распыления. Сушку вели в естественных условиях в течение 20-30 мин.
Обработанные образцы с общей толщиной покрытия 150-180 мкм подвергали стандартным испытаниям. Данные приведены в табл. 1 и 2.
Пример 3 (контрольный)
Антикоррозионную обработку стандартного стального образца размером 150 х 100 х 2 мм проводили путем пневматического распыления грунтовочного слоя на предварительно подготовленную поверхность. Грунтовочный слой формировали из материала "ЦВЭС", нанесенного на обрабатываемую поверхность в один этап с последующей его сушкой в естественных условиях в течение 20-30 мин. На сформированный грунтовочный слой наносили покрывной слой, выполненный из алюминиевой пудры в среде этилсиликатного связующего ("ПАЭС") при их массовом соотношении 0,05: 0,95 соответственно путем его последовательного нанесения в два этапа пневматическим распылением. Каждый из нанесенных слоев сушили в естественных условиях в течение 20-30 мин.
Обработанные образцы с общей толщиной покрытия 50-60 мкм подвергали стандартным испытаниям. Данные приведены в табл. 1 и 2.
Пример 4 (заявляемый)
Антикоррозионную обработку стандартного стального образца размером 150 х 100 х 2 мм проводили путем пневматического распыления грунтовочного слоя на предварительно подготовленную поверхность. Подготовку поверхности вели путем ее обезжиривания и последующей дробеструйной очисткой. Грунтовочный слой формировали из материала "ЦВЭС", последовательно нанесенного на обрабатываемую поверхность в два этапа. Каждый нанесенный слой из материала "ЦВЭС" сушили в естественных условиях в течение 20-30 мин. На сформированный грунтовочный слой наносили покрывной слой, выполненный из алюминиевой пудры в среде этилсиликатного связующего ("ПАЭС") при их массовом соотношении 0,05: 0,95 соответственно путем его последовательного нанесения в два этапа пневматическим распылением. Каждый из нанесенных слоев "ПАЭС" сушили в естественных условиях в течение 20-30 мин.
Обработанные образцы с общей толщиной покрытия 80-100 мкм подвергали стандартным испытаниям. Данные приведены в табл. 1 и 2.
Пример 5 (заявляемый)
Антикоррозионную обработку стандартного стального образца размером 150 х 100 х 2 мм проводили путем пневматического распыления грунтовочного слоя на предварительно подготовленную поверхность. Подготовку поверхности вели путем двухстадийного фосфатирования растворами о-фосфорной кислоты. Грунтовочный слой формировали из материала "ЦВЭС", последовательно нанесенного на обрабатываемую поверхность в два этапа. Каждый нанесенный слой из материала "ЦВЭС" сушили в естественных условиях в течение 20-30 мин. На сформированный грунтовочный слой наносили покрывной слой, выполненный из алюминиевой пудры в среде этилсиликатного связующего ("ПАЭС") при их массовом соотношении 0,1: 0,9 соответственно путем его нанесения в один этап пневматическим распылением. Нанесенный покрывной слой сушили в естественных условиях в течение 20-30 мин.
Обработанные образцы с общей толщиной покрытия 80-100 мкм подвергали стандартным испытаниям. Данные приведены в табл. 1 и 2.
Свойства покрытий, получаемых по примерам 1 - 5, приведены в табл. 1 и 2. Коррозионная стойкость покрытия определена по принятой методике в условиях камеры соляного тумана (до поражения коррозией 50% поверхности образца) и в условиях тропического климата (без коррозионных поражений). Адгезия определена по методу решетчатых надрезов (ГОСТ 15140-78). Прочность при ударе по ГОСТу 6806-73. Электропроводность (стандартный потенциал) по ТУ 494К-АО64-04-93.
Как видно из приведенных данных, заявляемые покрытия характеризуются повышенной антикоррозионной стойкостью, высокой адгезией, сохранением требуемого уровня электропроводности, обеспечивающего протекторный механизм защиты металлической поверхности от разрушения.
Заявляемые системы покрытий могут успешно заменить покрытия, получаемые методом горячего цинкования, имеют широкий спектр применения и удобны при нанесении на габаритные и другие изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИКОРРОЗИОННОЕ ПОКРЫТИЕ И СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2155784C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ЦИНКОВЫХ ПОКРЫТИЙ | 1998 |
|
RU2148678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 1999 |
|
RU2148105C1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2005 |
|
RU2294475C1 |
| АНТИКОРРОЗИОННАЯ ЛАКОКРАСОЧНАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2169164C1 |
| АНТИКОРРОЗИОННАЯ ЛАКОКРАСОЧНАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2169165C1 |
| АНТИКОРРОЗИОННАЯ КОМПОЗИЦИЯ ДЛЯ ГРУНТОВОЧНОГО СЛОЯ И СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ | 2007 |
|
RU2359987C2 |
| АНТИКОРРОЗИОННАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2141984C1 |
| АНТИКОРРОЗИОННАЯ ШПАТЛЕВКА | 2000 |
|
RU2186811C2 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ И КРУПНОГАБАРИТНОГО ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ | 2011 |
|
RU2481365C1 |
Многослойное антикоррозионное покрытие состоит из грунтовочного слоя, сформированного по меньшей мере из двух цинксодержащих слоев и по меньшей мере одного покрывного слоя, сформированного из алюмосодержащего материала, при этом цинк- и алюмосодержащие слои сформированы в среде этилсиликатного связующего. Способ антикоррозионной обработки металлических конструкций заключается в формировании на предварительно подготовленной поверхности грунтовочного цинксодержащего слоя в среде этилсиликатного связующего путем последовательного нанесения по меньшей мере двух слоев, с последующим нанесением по меньшей мере одного покрывного слоя, выполненного из алюмосодержащего материала в среде этилсиликатного связующего. Предварительную подготовку поверхности ведут путем его обезжиривания и последующей дробеструйной очисткой или двухстадийным фосфатированием. При формировании грунтовочного слоя высокодисперсный порошок цинка и этилсиликатное связующее используют при их соотношении от 1:1 до 2:1 соответственно, а при формировании покрывного слоя алюминиевую пудру и этилсиликатное связующее используют при их массовом соотношении от 0,5:0,95 до 0,1:0,9 соответственно, причем этилсиликатное связующее содержит, мас.%: этилсиликат 11,5 - 12,7, поливинилбутираль 5,5 - 7,7, ортофосфорная кислота (73%) 0,15 - 0,45, спирт этиловый 72,1 - 76,5, вода - остальное. Антикоррозионное покрытие имеет высокие эстетические свойства, обеспечивает длительную протекторную защиту, обладает повышенной коррозионной стойкостью во всем диапазоне агрессивности воздушной среды и зон влажности. Способ позволяет снизить сырьевые и трудозатраты, упростить существующую технологию антикоррозионной обработки. 2 с. и 7 з.п. ф-лы, 2 табл.
Этилсиликат - 11,5 - 12,7
Поливинилбутираль - 5,5 - 7,7
Ортофосфорная кислота (73%) - 0,15 - 0,45
Спирт этиловый - 72,1 - 76,5
Вода - Остальное
5. Способ антикоррозионной обработки металлических конструкций, включающий предварительную подготовку поверхности, нанесение грунтовочного слоя, содержащего высокодисперсный порошок цинка и связующее, и покрывного слоя, содержащего связующее, отличающийся тем, что сначала наносят по меньшей мере в два слоя грунтовочный слой, содержащий в качестве связующего этилсиликатное связующее, а затем наносят покрывной слой, дополнительно содержащий алюминиевую пудру, а в качестве связующего - этилсиликатное связующее.
Этилсиликат - 11,5 - 12,7
Поливинилбутираль - 5,5 - 7,7
Ортофосфорная кислота (73%) - 0,15 - 0,45
Спирт этиловый - 72,1 - 76,5
Вода - Остальное
| DE 3531370 A1, 05.03.1987 | |||
| US 4097287 A, 27.06.1978 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| DE 4022186 A1, 16.01.1992 | |||
| Состав для антикоррозионного покрытия | 1976 |
|
SU594759A1 |

