Изобретение относится к оборудованию для резки металлов и обработки металлов давлением и может быть использовано в качестве настольных ручных ножниц для резки и гибки тонколистового металла.
Известны дисковые ножницы с параллельными вертикальными ножами, содержащие станину с продольной щелью в направлении реза для пропуска разрезанного металла, приводной и неприводной дисковые ножи с параллельными осями (a.с. СССР 409799, кл. B 23 D 19/04).
Недостатками известных дисковых ножниц являются ограниченные технологические возможности: практически исключена возможность вырезать криволинейные контуры, повышенные усилия подачи заготовки после прохождения заготовкой продольной щели станины в связи с необходимостью разгибать разрезаемые части, невозможность осуществлять гибочные работы для заготовок, длина которых превышает длину продольной щели станины, сложность регулировки бокового зазора между ножами.
Известны также дисковые ножницы с наклонными ножами, содержащие станину с продольной щелью для пропуска разрезаемого материала, верхнюю и нижнюю инструментальные головки с дисковым инструментом, одна из которых закреплена с возможностью поворота вокруг вертикальной оси на станине (а.с. СССР 1214344, кл. B 23 D 19/04 - прототип).
Недостатками известных ножниц являются сложность обеспечения прямолинейности реза, пониженная жесткость наклонных ножей из-за разворота усилия резания, сложность конструкции инструментальных головок, ограниченная длиной продольной щели станины ширина отрезаемой полосы.
Задачей, решаемой изобретением, является расширение технологических возможностей дисковых ножниц за счет создания легкопереналаживаемых ножниц.
Решение указанной задачи достигается тем, что в дисковых ножницах, содержащих станину с продольной щелью для пропуска разрезаемого материала, верхнюю и нижнюю инструментальные головки с дисковым инструментом, инструментальные головки выполнены съемными и установлены на станине с возможностью поворота в вертикальной плоскости вокруг горизонтальных осей, параллельных плоскости резания.
Кроме того, дисковые ножницы снабжены двумя П-образными насадками, устанавливаемыми на станине на посадочные места съемных инструментальных головок, оба крыла каждой из которых снабжены дополнительными соосными осями для установки платика и инструментальной головки, причем установочный платик выполнен с пазом, сопрягаемым с выступом на корпусе устанавливаемой инструментальной головки.
Установка инструментальных головок с возможностью поворота вокруг горизонтальных осей, параллельных плоскости резания, превращает ножницы в универсальные с быстрой переналадкой из ножниц с вертикальными дисковыми инструментами в ножницы с одним (верхним или нижним) или с двумя наклонными дисковыми инструментами.
Ножницы с вертикальными дисковыми инструментами позволяют наиболее эффективно осуществлять с минимальным усилием прямой рез за счет использования режущего дискового инструмента минимального диаметра D=(35-50)S, где S - толщина разрезаемого металла (cм., например, Ковка и штамповка. Cправочник под ред. А.Д. Матвеева.- М.: Машиностроение, 1987, т. 4, с. 34-35). При этом за счет плоской задней поверхности режущего инструмента в этом случае затруднено боковое смещение металла, что обеспечивает устойчивость прямолинейного реза, боковые усилия на ножи практически равны нулю. Кроме того, что очень важно, не ограничена ширина разрезаемого металла. При наклонных ножах задняя поверхность наклонного дискового инструмента криволинейна, что способствует повороту заготовки относительно ножей в горизонтальной плоскости и облегчает рез по криволинейной поверхности.
Кроме того, наклонный режущий дисковый инструмент позволяет увеличить толщину разрезаемого металла из условия D=28S для одного и D=20S для двух наклонных ножей.
Угол наклона дискового инструмента обычно не превышает 45o.
Выполнение инструментальных головок съемными, во-первых, позволяет быстро заменить комплект инструмента новым, что снижает потери времени на переналадку, но главное, позволяет нa эти же посадочные места установить П-образные насадки и благодаря этому развернуть направление реза на 90o. В этом случае при прямом резе разрезаемый металл не упирается в станину и нет необходимости разгибать его в вертикальной плоскости, что облегчает процесс резания и снижает коробление заготовки и отрезанной полосы. Расположение осей поворота инструментальных головок вокруг горизонтальных осей, параллельных плоскости резания, исключает смещениe инструмента при повороте и необходимость дополнительной регулировки и дает возможность установить любой заданный угол наклона дискового инструмента. При использовании гибочного инструмента в виде деформирующих роликов появляется возможность вальцовки профиля из полосы любой длины. При этом в П-образные насадки встраиваются те же инструментальные головки, что и при работе без них.
П-образная конструкция насадки и установочный платик, сопрягаемый с инструментальной головкой, позволяет быстро произвести переналадку и распределить рабочую нагрузку на оба крыла корпуса П-образной насадки и свести к минимуму поперечный скручивающий момент от насадки на корпус ножниц.
Сущность изобретения поясняется чертежами где:
на фиг. 1а - вид сбоку;
на фиг. 1б - вид спереди при установке прямых (вертикальных) ножей;
на фиг. 1в - вид спереди на сменные головки при установке верхнего прямого и нижнего наклонного ножей;
на фиг. 1г - вид спереди при установке верхнего наклонного и нижнего прямого ножей;
на фиг. 1д - вид спереди при установке двух наклонных ножей;
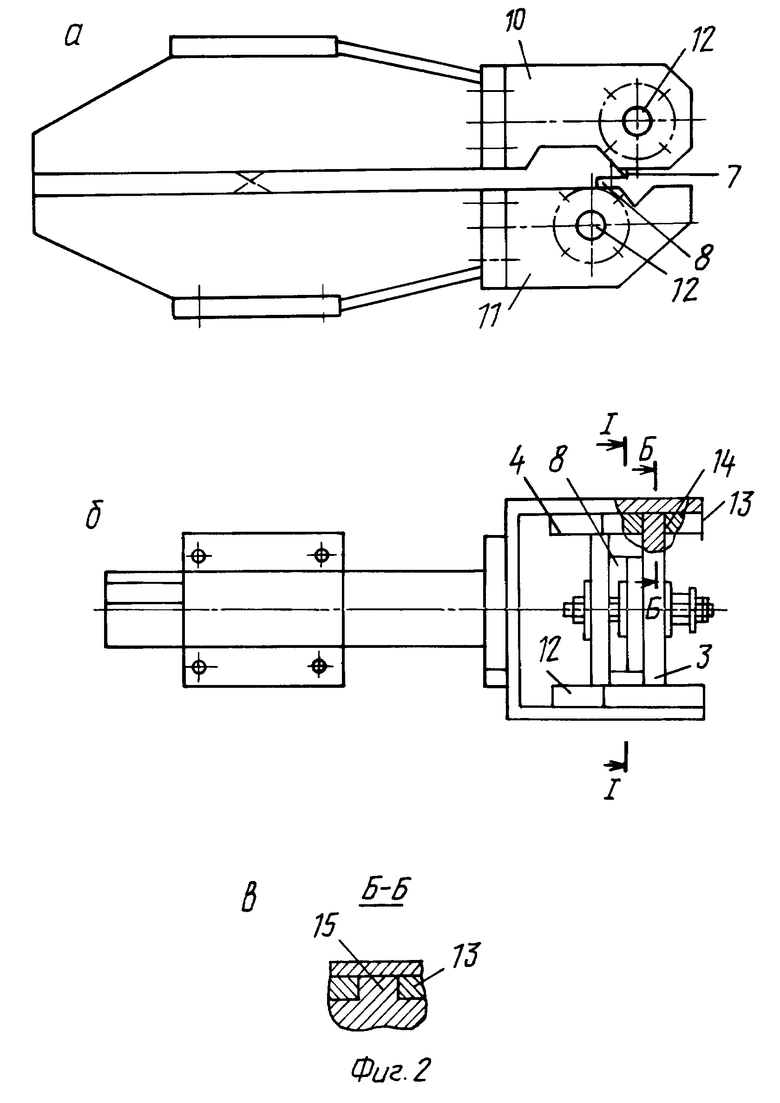
на фиг. 2а - вид сбоку ножниц с П-образными насадками и прямыми дисковыми ножами;
на фиг. 2б - вид сверху ножниц с П-образными насадками;
на фиг. 2в - поперечный разрез по месту сопряжения корпуса инструментальной головки и установочного платика;
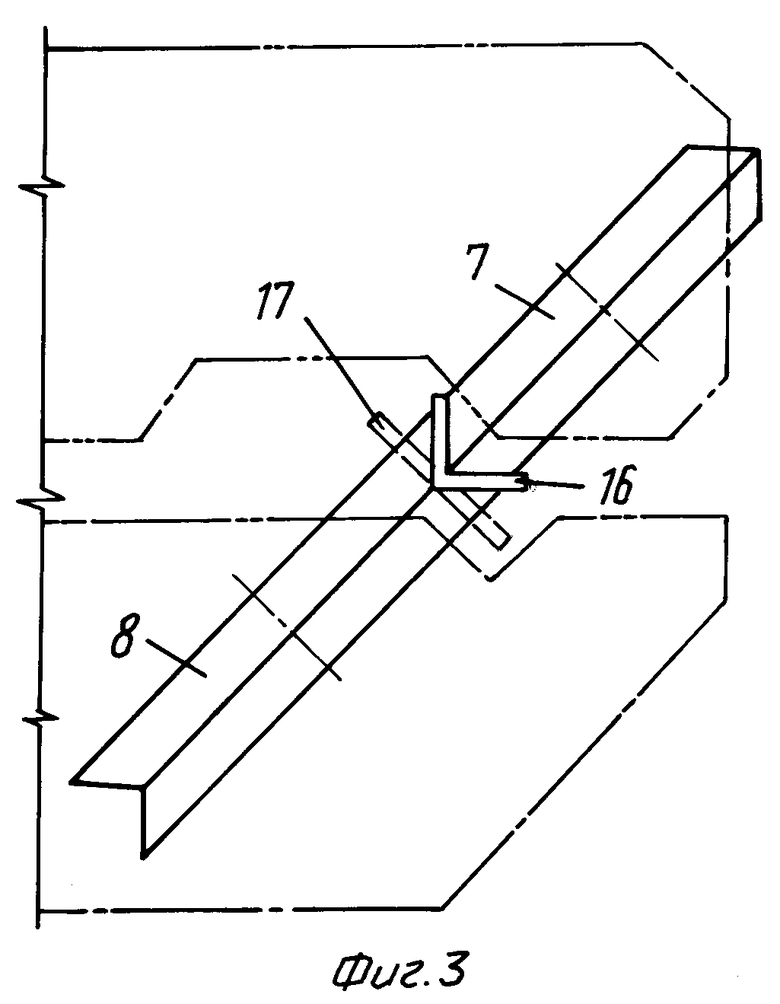
на фиг. 3 - пример использования ножниц для гибки фасонного профиля из полосовой заготовки;
I-I - плоскость резания.
Ножницы (фиг. 1а, б) имеют Z-образный корпус 1 с продольной щелью 2 в направлении реза, верхнюю 3 и нижнюю 4 съемные инструментальные головки, установленные на корпусе с помощью осей 5 и закрепленные к нему через опорные фланцы болтовыми соединениями 6. На инструментальных головках установлены соответственно верхний 7 и нижний 8 инструменты (дисковые ножи или деформирующие ролики). Приводной, например верхний, дисковый нож 7 закреплен на приводном валу 9 (привод не показан). На опорных фланцах инструментальных головок в местах болтовых соединений выполнены по окружности дополнительные крепежные отверстия или пазы, позволяющие повернуть дисковые ножи вместе с головкой относительно осей 5 на угол до 45o. Варианты установки ножей показаны на фиг. 1б,в,г,д.
На фиг. 2а,б,в представлены те же ножницы с П-образными насадками.
Каждая из П-образных насадок 10 и 11 представляет собой П-образную скобу, устанавливаемую своей перекладиной на место соответствующей инструментальной головки и закрепленную на корпусе 1 и сцентрированную на нем осью 5. На обоих крыльях П-образной скобы выполнены крепежные и центровочные отверстия для соответственно болтовых соединений и дополнительных соосных осей поворота 12 одинаково с местом крепления инструментальных головок к корпусу 1.
Каждая П-образная насадка снабжена двумя дополнительными соосными осями 12 и установочным платиком 13 (фиг. 2а,б) с пазом 14, сопрягаемым с передним прямоугольным выступом 15 (фиг. 1а) инструментальной головки, и крепежными отверстиями, соответствующими отверстиям в крыльях скобы насадки.
Для гибки профилей 16 используют полосовую заготовку 17 (фиг. 3).
Дисковые универсальные ножницы работают следующим образом.
При прямолинейной резке (фиг. 1а,б) разрезаемую полосу вводят со стороны головок 3 и 4 спереди (по направлению стрелки C) между дисковыми инструментами 7 и 8, выполненными в виде ножей с острыми рабочими кромками, и, нажимая в этом направлении на заготовку, вращают верхний дисковый нож за приводной вал 9, например с помощью рукоятки храпового устройства (не показано). Возникающая сила трения между ножами и заготовкой способствует затягиванию заготовки между дисковыми ножами. Происходит разрезание заготовки. Передние концы разрезанной заготовки отгибаются скосами на поперечине станины 1: левая часть заготовки отгибается вверх, а правая вниз.
Для резки наклонными ножами (фиг 1в,г,д) снимают болтовые соединения 6 на соответствующей сменной инструментальной головке и поворачивают головку вокруг оси 5, переставляют болты в соответствующие отверстия и закрепляют головку. При резке наклонными ножами заготовку за счет криволинейной поверхности ножа поворачивают в процессе резания в горизонтальной плоскости, что позволяет выполнить криволинейный рез: влево от вертикального ножа при нижнем наклонном инструменте (фиг. 1в), вправо (фиг. 1г) или в любую сторону (фиг. 1д),
Для установки П-образных насадок верхней 10 и нижней 11 сменные головки 3 и 4 снимают, а насадки соответственно устанавливают на их место. Сменные инструментальные головки устанавливают внутрь насадок основаниями в противоположные стороны. Передние концы корпусов инструментальных головок вставляют прямоугольными выступами 15 в пазы 14 платиков 13, которые, как и основания сменных инструментальных головок, закрепляют болтами на крыльях П-образных насадок, как показано на фиг. 2. Центровка сменных инструментальных головок и соосных им установочных платиков 13 осуществляется осями 12. Наклон инструментов внутри насадок осуществляют одновременным поворотом инструментальных головок 3 и 4 и соответственно платиков 13 с последующим креплением болтами. В результате направление реза разворачивается на 90o относительно продольной щели 2 корпуса 1, и перемещению переднего конца заготовки нет никаких препятствий. При этом заготовка получает в процессе реза меньшую деформацию, и в то же время снижается усилие подачи заготовки.
Для гибки фасонных профилей 16 (фиг. 3) полосовую заготовку 17 вводят между двумя деформирующими инструментами 7 и 8, образующими открытый калибр соответствующего профиля. Перед вводом заготовки ее конец предварительно сгибают по профилю для облегчения захвата. При необходимости деформация может выполняться в два или несколько переходов с соответствующей сменой деформирующих дисковых инструментов.
Предлагаемая конструкция дисковых ножниц позволяет выполнить на одних и тех же ножницах резку и гибку вертикальными и наклонными инструментами как вдоль, так и перпендикулярно продольной щели корпуса, что расширяет технологические возможности ножниц.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ТРЕНАЖЕР ДЛЯ ТРЕНИРОВКИ МЫШЦ И СУСТАВОВ ТЕЛА | 1999 |
|
RU2162358C1 |
| ДИСКОВЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 2002 |
|
RU2228821C2 |
| РУЧНЫЕ ГИДРАВЛИЧЕСКИЕ НОЖНИЦЫ | 2000 |
|
RU2203166C2 |
| Однодисковые ножницы | 1978 |
|
SU859056A1 |
| МЕХАНИЧЕСКИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1996 |
|
RU2095200C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Гидравлические маятниковые ножницы | 1981 |
|
SU1006106A1 |
| Способ настойки приспособления для круговой резки к дисковым ножницам с наклонными ножами | 1975 |
|
SU864690A1 |
Изобретение относится к оборудованию для резки и обработки металлов давлением и может быть использовано в качестве настольных ручных ножниц для резки и гибки тонколистового металла. Универсальные дисковые ножницы имеют станину с продольной щелью для пропуска разрезаемого материала и верхнюю и нижнюю инструментальные головки с дисковым инструментом. Инструментальные головки выполнены съемными и установлены на станине с возможностью поворота в вертикальной плоскости вокруг горизонтальных осей, параллельных плоскости резания. Ножницы снабжены двумя П-образными насадками, устанавливаемыми на станине на посадочные места съемных инструментальных головок. Оба крыла каждой насадки снабжены дополнительными соосными осями для установки платика и инструментальной головки. Установочный платик выполнен с пазом, сопрягаемым с выступом на корпусе устанавливаемой инструментальной головки. Это позволяет расширить технологические возможности дисковых ножниц, выполнять на одних и тех же ножницах резку и гибку вертикальными и наклонными инструментами как вдоль, так и перпендикулярно продольной щели корпуса. 1 з.п. ф-лы, 3 ил.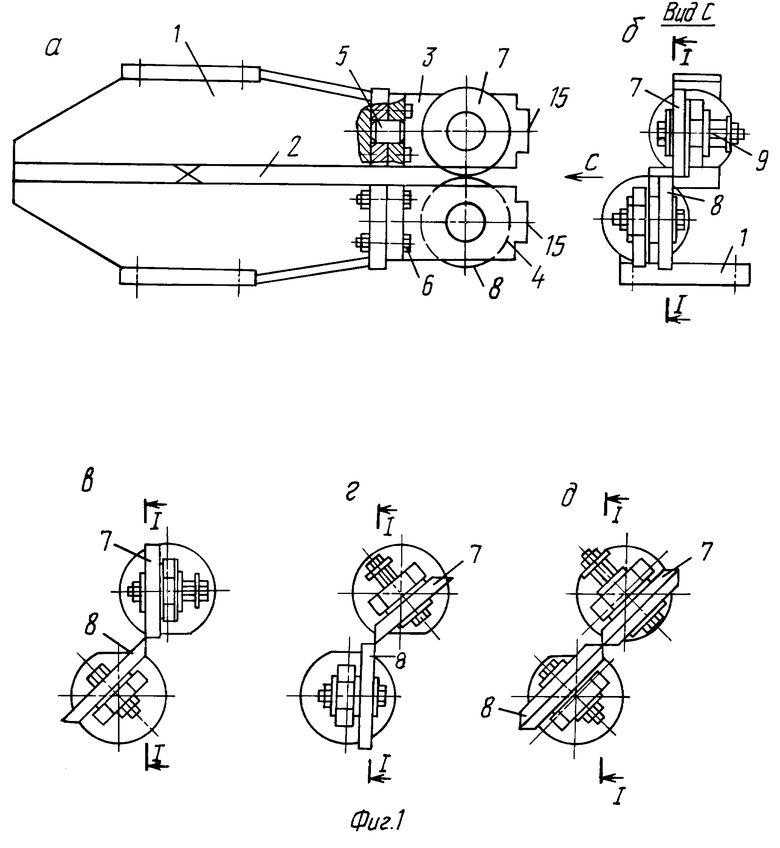
| Дисковые ножницы | 1985 |
|
SU1214344A2 |
| Приспособление с дисковыми ножами для профильной резки профильного металла | 1959 |
|
SU127556A1 |
| Ножницы для резки | 1981 |
|
SU1007859A1 |
| Ножницы дисковые | 1973 |
|
SU846132A1 |
| US 4210045, 01.07.1980 | |||
| US 3956957, 18.05.1976 | |||
| DE 3811953 A1, 03.11.1988. | |||
