Изобретение относится к устройствам для точной подачи заготовок при обработке резанием и может быть использовано на предприятиях машиностроения и приборостроения при окончательной обработке заготовок шлифованием.
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении точности микроподач, реализуемых устройствами, применяемыми в металлообработке.
Известен механизм точной подачи (а. с. СССР N 764960, B 24 B 47/20, 1980), состоящий из супового элемента, взаимодействующего с ползуном и основанием и выполненного из биметаллической полосы дугообразной формы, слой материала которой на вогнутой поверхности имеет больший коэффициент, чем на выпуклой.
Недостатком описанного аналога является то, что перемещать приходится инерционные, обладающие большой массой узлы шлифовального станка (например, шлифовальную бабку), на что расходуется большое количество энергии. Кроме того, процесс температурных деформаций при нагревании невозможно остановить мгновенно по достижении заданного размера заготовки, что снижает точность ее об работки.
Известно также устройство для микроподачи заготовок при шлифовании (а.с. СССР N 1604582, B 24 B 47/20, 1990), содержащее основание, выполненное в виде шарнирно связанных подвижной пластины и нижней неподвижной плиты, образующих между собой угол, верхнюю плиту с установленным на ней приспособлением для закрепления заготовок, шарнирно связанную с подвижной в угловом направлении пластиной основания, два силовых элемента в виде полых гильз с нагревательной спиралью внутри, смонтированных на нижней неподвижной и на верхней подвижной плитах на противоположных концах устройства с возможностью контакта с подвижной пластиной основания.
Недостатком этого аналога можно считать недостаточную точность микроподачи заготовки из-за инерционности, малой жесткости устройства и наличия рычажно-шарнирных соединений.
Наиболее близким по технической сущности к заявляемому изобретению является выбранное в качестве прототипа устройство для микроподачи заготовок при шлифовании (а.с. СССР N 1773703, B 24 B 47/20, 1992), содержащее основание, выполненное в виде шарнирно связанных подвижной пластины и нижней неподвижной плиты, образующих между собой угол, верхнюю плиту с установленным на ней приспособлением для закрепления заготовки, шарнирно связанную с подвижной пластиной и установленную параллельно с нижней неподвижной плитой, два силовых элемента в виде полых цилиндров с нагревательной спиралью внутри, расположенных горизонтально и установленных на нижней и верхней подвижной плитах на противоположных от шарниров концах с возможностью контакта с подвижной пластиной, два механизма фиксации верхней плиты и подвижной пластины, плоские пружины для возврата верхней плиты в исходное положение и выборки люфтов, систему нагрева и охлаждения силовых элементов и кожух для ограждения всех элементов устройства.
Недостатком прототипа является весьма малая величина микроперемещения и недостаточная в ряде случаев точность микроподачи заготовки.
Указанный недостаток обусловлен тем, что шарнирное соединение элементов устройства снижает его жесткость, рабочее перемещение силовых элементов осуществляется в радиальном направлении, а наличие двух независимых силовых элементов снижает точность плоскопараллельного подъема верхней плиты. Кроме того, недостаточная точность устройства обусловливается высокой инерционностью силовых элементов, рабочее перемещение которых регулируется температурными деформациями корпуса.
Технический результат заявляемого изобретения - повышение жесткости и точности устройства для микроподачи заготовок при шлифовании, а тем самым и улучшение качества обработанных деталей. Для достижения технического результата заявляемое изобретение "Устройство для микроподачи заготовок при шлифовании" - содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной, связанной с целью изобретения задачи:
- основание, выполненное в виде неподвижной плиты; верхнюю плиту с установленным на ней приспособлением для закрепления заготовки; силовой элемент; кожух для ограждения устройства; пружины для возврата верней плиты в исходное положение и выборки люфтов;
- четыре клина, имеющие на конической поверхности направляющие (пазы), жестко закрепленные на верхней и нижней плитах и контактирующие с шариками, установленными в планках, закрепленных на обоих концах силового элемента, содержащего пьезоэлектрический элемент и два клина, являющихся сердечниками электромагнитов, закрепленных на корпусе силового элемента; две цилиндрические направляющие.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки. На верхней плите и основании напротив друг друга попарно жестко закреплены четыре клина, по направляющим которых могут перемещаться четыре шарика, установленные в двух планках, закрепленных на противоположных концах силового элемента. Силовой элемент расположен параллельно основанию и через систему клиньев осуществляет перемещение верхней плиты относительно основания по двум цилиндрическим направляющим. Силовой элемент содержит пьезоэлектрический элемент и два клина, являющихся сердечниками электромагнитов, закрепленных на корпусе силового элемента.
Между отличительными признаками и целью изобретения существует следующая причинно-следственная связь. Наличие одного силового элемента, расположенного параллельно основанию, вместо двух независимых элементов, сообщающих верхней плите перемещение в направлении микроподачи, повышает точность микроподачи, так же как и наличие пьезоэлектрического элемента, исключающего инерционность, присущую силовым элементам, работающим на основе нагрева и температурных деформаций.
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе может быть многократно использована в машиностроении и приборостроении с получением технического результата, заключающегося в повышении жесткости и точности устройства для микроподачи заготовок при шлифовании, обуславливающего достижение поставленной цели - улучшения качества шлифованных деталей, позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
Сущность изобретения поясняется графическими материалами, на которых изображены:
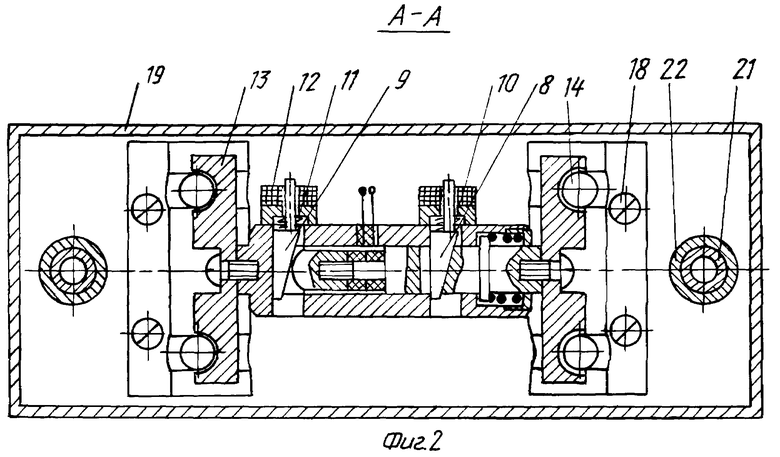
на фиг. 1 - разрез устройства;
на фиг. 2 - разрез А-А по фиг. 1.
Заявляемое изобретение "Устройство для микроподачи заготовок при шлифовании" содержит основание 1 и верхнюю плиту 2 с установленным на ней приспособлением 3 для закрепления заготовки; силовой элемент, состоящий из штока 4 с пьезоэлектрическим элементом 5, подключенным к ультразвуковому генератору (на фиг. не показан), пружины 6, корпуса 7, клиньев 8 и 9, пружин 10, 11 и двух электромагнитов 12; две планки 13, несущие шарики 14 и закрепленные винтами 15 на обоих концах силового элемента; клинья 16 и 17, закрепленные на верхней плите 2 и основании 1 винтами 18; кожух 19, закрепленный винтами 20 по периметру верхней плиты 2 и касающийся основания 1; две цилиндрические направляющие в виде скалок 21, неподвижно закрепленных в основании 1, и двух втулок 22, жестко связанных с верхней плитой 2; две пружины 23, одним концом закрепленные в скалках 21, а другим в винтах 24, ввернутых в верхнюю плиту 2 и служащих для натяжения пружин 23.
Устройство работает следующим образом. Заготовку устанавливают и закрепляют в приспособлении 3, установленном на верхней плите 2. Включают станок и производят предварительное плоское шлифование заготовки. При этом работает механизм врезной подачи станка. На этом этапе цикла шлифования с заготовки снимается основная часть припуска. По окончании первого этапа цикла шлифования механизм врезной подачи станка отключается и на пьезоэлектрический элемент 5 силового элемента подается электрический импульс, в результате чего он удлиняется и перемещает шток 4 силового элемента и планки 13 с шариками 14 в пространство между клиньями 16 и 17 (фиг. 1), тем самым перемещая верхнюю плиту 2 вверх по цилиндрическим направляющим 21-22, производя тем самым микроподачу заготовок на окончательном этапе шлифования со скоростью, определяемой подаваемым напряжением на пьезоэлемент 5 и углом наклона клиньев 16 и 17. Одновременно с этим клин 8 под действием пружины 10 перемещается в сторону штока 4 (фиг. 2) и фиксирует шток в том положении, которое он получил в результате подачи на пьезоэлектрический элемент 5 одного импульса. Затем напряжение с пьезоэлемента 5 снимается, шток укорачивается, и под действием пружины 11 клин 9 также перемещается в сторону штока 4, фиксируя пьезоэлемент и шток. После этого на пьезоэлемент 5 вновь подается электрический импульс, весь цикл повторяется, и так до тех пор, пока силовой элемент не достигает определенной длины, обеспечив в результате ряда последовательных дискретных перемещений малого шага (доли микрометра), совершаемых с большой скоростью, подъем верхней плиты 2 вместе с заготовкой на заданную величину при высокой плавности микроподачи. Скорость и шаг микроподачи определяются частотой импульсов и величиной напряжения, подаваемого на пьезоэлектрический элемент 5. По окончании обработки на электромагниты 12 подается напряжение и клинья 8 и 9 возвращаются в исходное положение, приводя в исходное положение силовой элемент под действием пружины 6 и верхнюю плиту 2 под действием пружин 23.
Таким образом, преимущество предлагаемого устройства заключается в том, что плоскопараллельное перемещение заготовки осуществляется одним силовым элементом, что обеспечивает повышение точности микроподачи по сравнению с приводом от двух независимых силовых элементов. Горизонтальное расположение и сама конструкция предлагаемого силового элемента в сочетании с системой клиньев значительно уменьшает габаритные размеры (высоту) устройства, повышает его жесткость и практически полностью исключает инерционность системы, что также увеличивает точность шлифования заготовок.
Заявляемое устройство по сравнению с прототипом позволяет повысить точность микроподачи до двух и более раз. Заявляемое изобретение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1998 |
|
RU2151683C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2154567C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1998 |
|
RU2151684C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2005 |
|
RU2297908C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1995 |
|
RU2092299C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2156185C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1995 |
|
RU2092296C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1995 |
|
RU2092298C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2011 |
|
RU2480321C1 |
| УСТРОЙСТВО МИКРОПОДАЧИ ЗАГОТОВОК | 1996 |
|
RU2151041C1 |
Устройство содержит основание, верхнюю плиту с установленным на ней приспособлением для закрепления заготовок и расположенную параллельно основанию, пьезоэлектрический элемент, расположенный параллельно основанию силовой элемент, содержащий два клина, являющиеся сердечниками электромагнитов, закрепленных на корпусе силового элемента. Пьезоэлектрический элемент и клинья позволяют изменять длину силового элемента. Последний через систему клиньев, закрепленных на верхней плите и основании, перемещает верхнюю плиту относительно основания. Технический результат - повышение жесткости и точности устройства. 2 ил.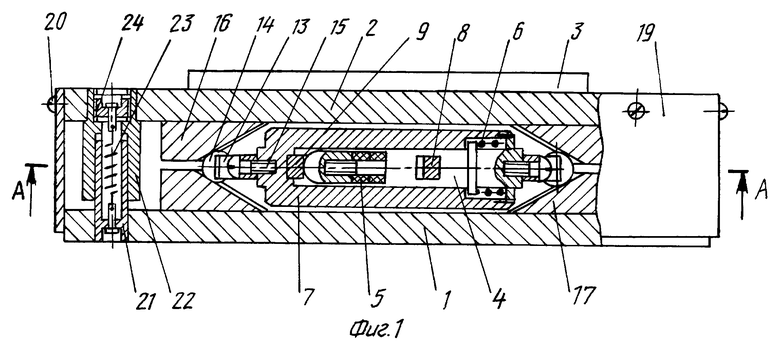
Устройство для микроподачи заготовки при шлифовании, содержащее основание, расположенную параллельно основанию верхнюю плиту с установленным на ней приспособлением для закрепления заготовки, кожух для ограждения устройства, пружины для возврата верхней плиты в исходное положение и выборки люфтов, два жестко соединенных с сердечниками электромагнитного клина, отличающееся тем, что устройство снабжено пьезоэлектрическим элементом, четырьмя оппозитно жестко попарно закрепленными на основании и верхней плите клиньями с направляющими, двумя цилиндрическими направляющими, расположенным параллельно основанию силовым элементом с двумя закрепленными на противоположных его концах планками с установленными в них шариками, шарики расположены в направляющих клиньев, электромагниты закреплены на корпусе силового элемента, соединенные с их сердечниками клинья и пьезоэлектрический элемент обеспечивают возможность изменения длины силового элемента, последний через систему клиньев обеспечивает перемещение по цилиндрическим направляющим верхней плиты относительно основания.
| Устройство микроподачи заготовок при шлифовании | 1990 |
|
SU1773703A1 |
| Устройство для микроподачи заготовок при шлифовании | 1988 |
|
SU1604582A1 |
| Устройство микроподачи заготовок при шлифовании | 1991 |
|
SU1797564A3 |
| Насос | 1917 |
|
SU13A1 |
| Механизм точной подачи | 1978 |
|
SU764960A1 |
