Предложение относится к строительству с применением железобетонных конструкций, преимущественно при строительстве мостов, а также к устройствам, применяемых при изготовлении железобетонных конструкций.
Известно устройство для напряжения пучков из прядевой арматуры железобетонных конструкций, включающее опору, гидропривод, анкерную и стопорную обоймы, размещенные соответственно в анкерных и стопорных обоймах передние и задние цанговые зажимы, гидроцилиндр с корпусом и поршнем натяжения, размещенное между поршнем натяжения и анкерной обоймой устройство запрессовки передних цанговых зажимов с направляющими каналами прядей и устройство запрессовки и распрессовки задних цанговых зажимов [1].
Однако при применении известного устройства затруднен контроль за точностью соблюдения необходимой величины натяжения пучков из прядевой арматуры, а также известное устройство требует больших затрат времени на проведение вспомогательных операций по запрессовке и распрессовке задних цанговых зажимов и пропуск пучков прядевой арматуры через устройство для напряжения пучков.
Технический результат, для достижения которого направлено данное техническое решение, заключается в повышении точности соблюдения технологического режима при одновременном уменьшении времени вспомогательных операций.
Указанный результат достигается за счет того, что устройство для напряжения пучков из прядевой арматуры железобетонных конструкций, включающее опору, гидропривод, анкерную и стопорную обоймы, размещенные соответственно в анкерных и стопорных обоймах передние и задние цанговые зажимы, гидроцилиндр с корпусом и поршнем натяжения, размещенное между поршнем натяжения и анкерной обоймой устройство запрессовки передних цанговых зажимов с направляющими каналами прядей и устройство запрессовки и распрессовки задних цанговых зажимов, снабжено размещенным между корпусом и анкерной обоймой датчиком напряжения пучков, а стопорная обойма закреплена на поршне натяжения.
Устройство снабжено также размещенными в направляющих каналах прядей устройства запрессовки передних цанговых зажимов выдвижными направляющими трубками, а его устройство запрессовки и распрессовки задних цанговых зажимов выполнено в виде скрепленного с поршнем натяжения дополнительного поршня, размещенного подвижно относительно поршня натяжения корпуса с упором, и связанного с дополнительным корпусом толкателем, причем дополнительные корпус и поршень образуют камеры прямого и обратного хода, а упор дополнительного корпуса и толкатель установлены с возможностью взаимодействия соответственно с задними и передними торцами задних цанговых зажимов.
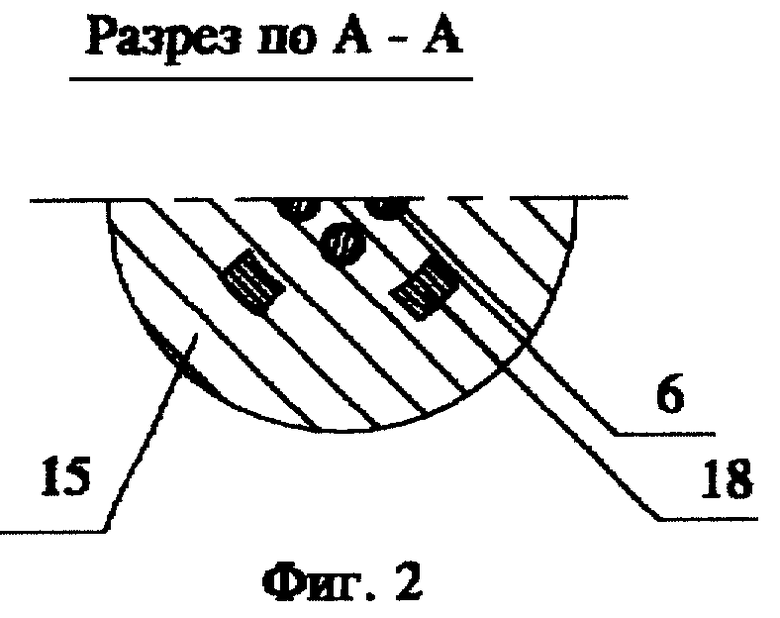
На фиг. 1 представлено заявляемое устройство, на фиг. 2 - разрез по А-А.
Устройство для напряжения пучков из прядевой арматуры железобетонных конструкций, включает гидропривод 1, анкерную 2 и стопорную 3 обоймы, размещенные соответственно в анкерной 2 и стопорной 3 обойме передние 4 и задние 5 цанговые зажимы пучков 6 из прядевой арматуры, гидроцилиндр с корпусом 7, поршнем натяжения 8, образующий с корпусом камеры прямого 9 и обратного 10 хода, размещенное между поршнем натяжения 8 и анкерной обоймой 2 устройство запрессовки передних цанговых зажимов 4 с направляющими каналами прядей, которое может быть выполнено в виде поршня запрессовки 11, образующего с корпусом 7 камеру 12 прямого хода. Поршень запрессовки 11 выполнен с направляющими каналами 13 прядей и размещен с возможностью взаимодействия с передними цанговыми зажимами 4. В поршне натяжения 8 установлена стопорная обойма 3.
Устройство снабжено устройством запрессовки и распрессовки задних цанговых зажимов 5, выполненным, например, в виде скрепленного с поршнем натяжения 8 дополнительного поршня 14, размещенного подвижно относительно поршня натяжения корпуса 15 с упором 16, взаимодействующего с задним торцом стопорной обоймы 3, и связанного с дополнительным корпусом толкателя 17, установленного с возможностью взаимодействия с торцами задних цанговых зажимов 5. Дополнительные корпус 15 и поршень 14 образуют камеры запрессовки 18 и распрессовки 19 задних цанговых зажимов. Корпус 7 устройства опирается на анкерную обойму 2 через датчик 20 напряжения пучков. В направляющих каналах 13 поршня запрессовки размещены выдвижные направляющие трубки 21. Для контроля напряжения пучков служит показывающее устройство 22.
Работает устройство следующим образом.
Анкерную обойму 2 устанавливают на конструкцию 23. Пучки 6 из прядевой арматуры пропускают в анкерную обойму 2. На каждый из пучков одевают цанговый зажим 4, который в незапрессованном состоянии удерживается в анкерной обойме. Затем с помощью лебедки или другого устройства (на чертеже не показанного) подводят гидроцилиндр к конструкции, и пропускают пучки 6 через выдвижные направляющие трубки 21, направляющие каналы 13 устройства запрессовки, толкатель 17 и цанговые зажимы 5 стопорной обоймы 3. Подавая давление в камеру запрессовки 18, посредством упора 16 подвижного корпуса 15 производят запрессовку цанговых зажимов 5.
Производят натяжение пучков 6 до нужной величины. Контроль над напряжением в пучках осуществляют посредством показывающего устройства 22, связанного с датчиком 20. Затем посредством поршня запрессовки 11 производят запрессовку цанговых зажимов 4.
Подавая давление в камеру распрессовки 19, посредством толкателя 17 подвижного корпуса 15 производят распрессовку цанговых зажимов 5.
Таким образом, данное техническое решение позволит:
Повысить точность соблюдения технологического режима за счет повышения точности замера напряжения в прядях путем размещения датчика напряжения пучков между корпусом и опорой и закрепления стопорной обоймы на поршне натяжения.
Уменьшить время вспомогательных операций, особенно при натяжении большого количества пучков, за счет снабжения устройства скрепленным с поршнем натяжения дополнительными поршнем, корпусом с упором, и связанными с дополнительным корпусом толкателем, за счет установки упора дополнительного корпуса и толкателя с возможностью взаимодействия с задними и передними торцами задних цанговых зажимов, а также за счет размещения в направляющих каналах прядей поршня запрессовки выдвижных направляющих трубок. Это позволит автоматизировать заклинку и расклинку цанг.
Литература
1. Патент ФРГ N 2308216, МКИ E 04 G 21/12, 74.
Изобретение относится к строительству с применением железобетонных конструкций. Технический результат - повышение точности соблюдения технологического режима при одновременном уменьшении времени вспомогательных операций. Устройство для напряжения пучков из прядевой арматуры железобетонных конструкций включает гидропривод, анкерную и стопорную обоймы, размещенные соответственно в анкерной и стопорной обойме передние и задние цанговые зажимы пучков из прядиевой арматуры, гидроцилиндр с корпусом, поршнем натяжения, образующий с корпусом камеры прямого и обратного хода, размещенное между поршнем натяжения и анкерной обоймой устройство запрессовки передних цанговых зажимов с направляющими каналами прядей, которое может быть выполнено в виде поршня запрессовки, образующего с корпусом камеру прямого хода. Поршень запрессовки выполнен с направляющими каналами прядей и размещен с возможностью взаимодействия с передними цанговыми зажимами. В поршне натяжения установлена стопорная обойма. Устройство снабжено устройством запрессовки и распрессовки задних цанговых зажимов, выполненным, например, в виде скрепленного с поршнем натяжения дополнительного поршня, размещенного подвижно относительно поршня натяжения корпуса с упором, взаимодействующего с задним торцом стопорной обоймы и связанного с дополнительным корпусом толкателя, установленного с возможностью взаимодействия с торцами задних цанговых зажимов. Дополнительные корпус и поршень образуют камеры запрессовки и распрессовки задних цанговых зажимов. Корпус устройства опирается на анкерную обойму через датчик напряжения пучков. В направляющих каналах поршня запрессовки размещены выдвижные направляющие трубки. Для контроля напряжения пучков служит показывающее устройство. 2 з.п.ф-лы, 2 ил.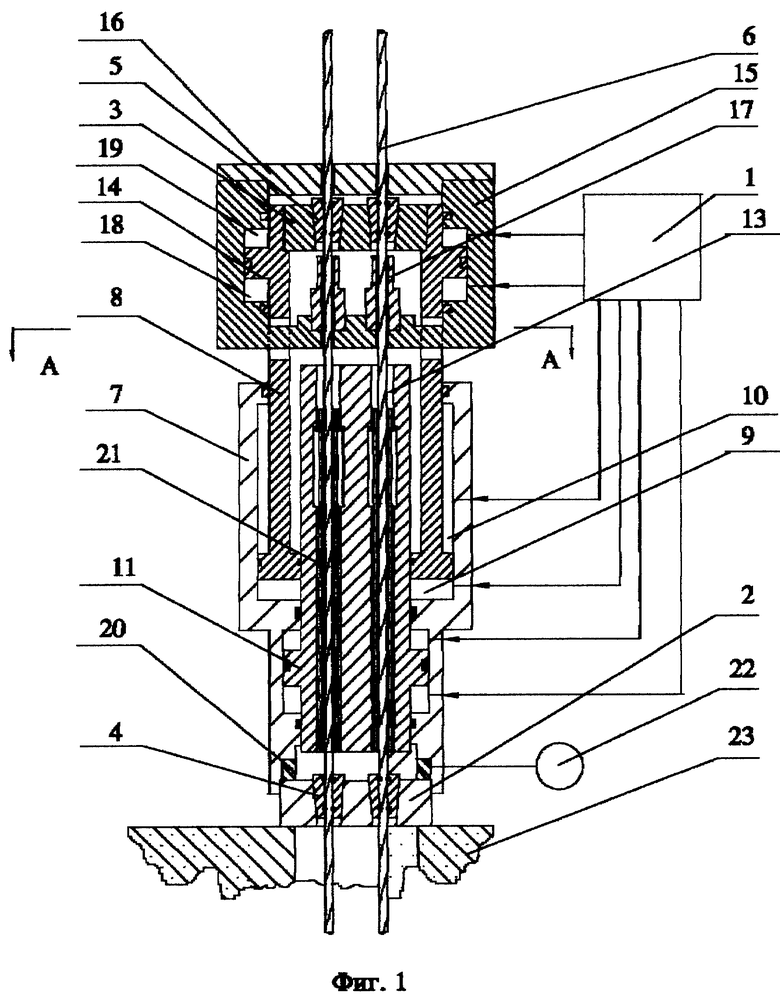
| СПОСОБ ДИФФЕРЕНЦИАЛЬНОЙ ДИАГНОСТИКИ ГИПОПЛАЗИИ И ЧАСТИЧНОЙ АТРОФИИ ЗРИТЕЛЬНОГО НЕРВА У ДЕТЕЙ | 2006 |
|
RU2308216C1 |
| RU 95105305 A1, 10.02.1997 | |||
| DE 19536700 A1, 03.04.1997 | |||
| Способ приготовления целлулоидной массы | 1925 |
|
SU5817A1 |
| Установка для содержания свиней | 1986 |
|
SU1375203A1 |
| ТРЕХФАЗНЫЙ ТРАНСФОРМАТОРНЫЙ ФИЛЬТР | 2014 |
|
RU2559822C1 |

