Изобретение относятся к области строительства, а именно к технологии изготовления железобетонных изделий.
Известно устройство для изготовления предварительно напряженных железобетонных изделий, включающее форму с отверстиями под напрягаемую арматуру, анкерные элементы, упорные плиты [1].
Предварительное натяжение состоит в том, что сначала производится натяжение высокопрочной арматуры в форме между двумя упорными плитами, а затем в форму вокруг арматуры укладывается бетон. Натяжение высокопрочной арматуры поддерживается до тех пор, пока бетон в форме не наберет достаточную прочность. После этого высокопрочная арматура отрезается от упорных плит, а ее натяжение, благодаря сцеплению с бетоном, передается последнему. В результате этого бетон подвергается сжимающим напряжениям.
Однако при срезке арматуры происходит резкий удар, который приводит к нарушению сцепления высокопрочной арматуры с бетоном и разрушению торцов изделия.
Известно также устройство для изготовления предварительно напряженных железобетонных изделий, включающее форму с отверстиями под напрягаемую арматуру, анкерные элементы и упорные плиты. Устройство снабжено размещенными между упорными плитами и анкерными элементами плавкими прокладками [2].
Данное устройство позволяет предотвратить резкий удар, который приводит к нарушению сцепления высокопрочной арматуры с бетоном и разрушению торцов изделия, однако указанное выше устройство является сложным в эксплуатации и не обеспечивает одновременное равномерное снятие напряжение со всех элементов арматуры, что приводит к смещению железобетонного изделия, а так как это изделие имеет большую массу, то возможно в некоторых случаях его разрушение.
Результат, для достижения которого направлено данное техническое решение, заключается в повышении качества изготовления железобетонных изделий.
Указанный результат достигается за счет того, что устройство для изготовления предварительно напряженных железобетонных изделий, включающее основание, упорные плиты, размещенные между упорными плитами форму с отверстиями под напрягаемую арматуру и анкерные плиты с обоймами, снабжено размещенными между каждыми из упорной и анкерной плит с возможностью взаимодействия с последними клиновыми элементами с приводными гидроцилиндрами, соответствующие полости прямого и обратного хода которых сообщены между собой.
Указанный результат достигается также за счет того, что на дне формы по ее краям около упорных плит размещены упругие элементы, а анкерные плиты размещены на скрепленных с упорными плитами направляющих.
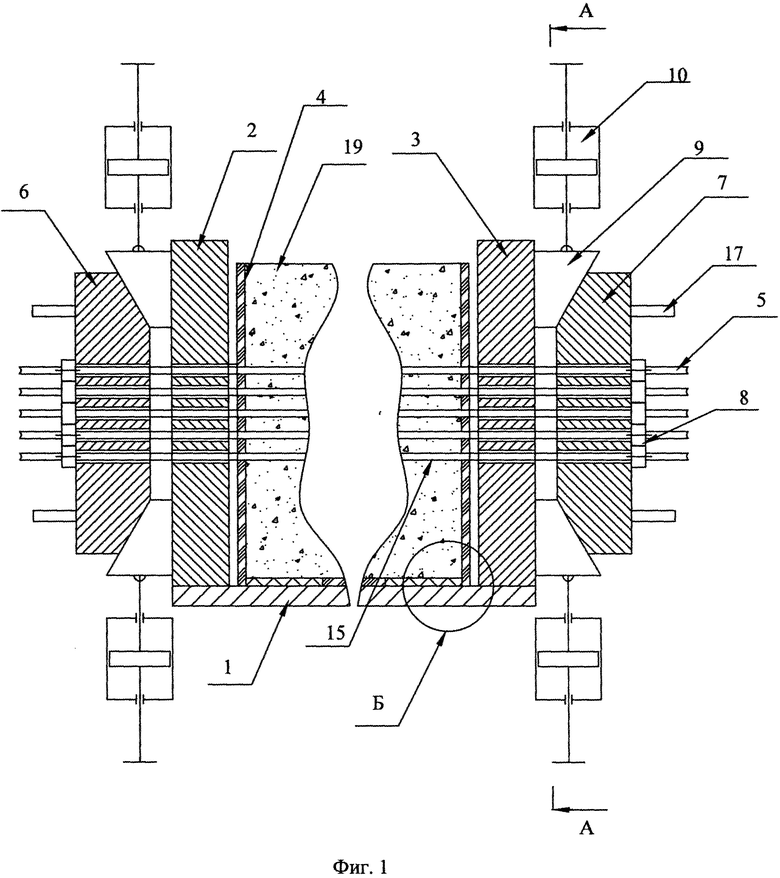
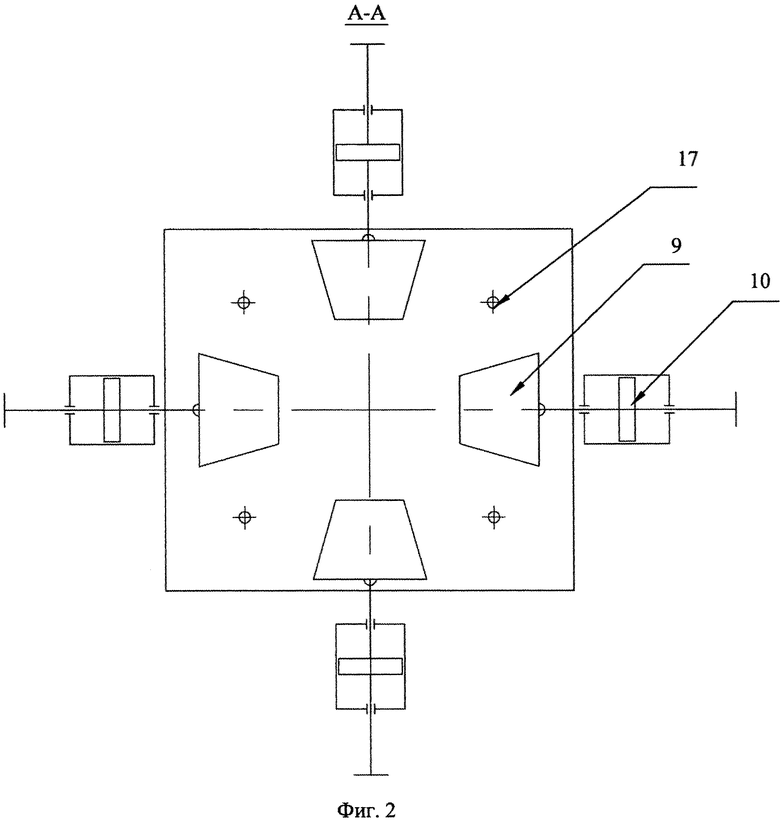
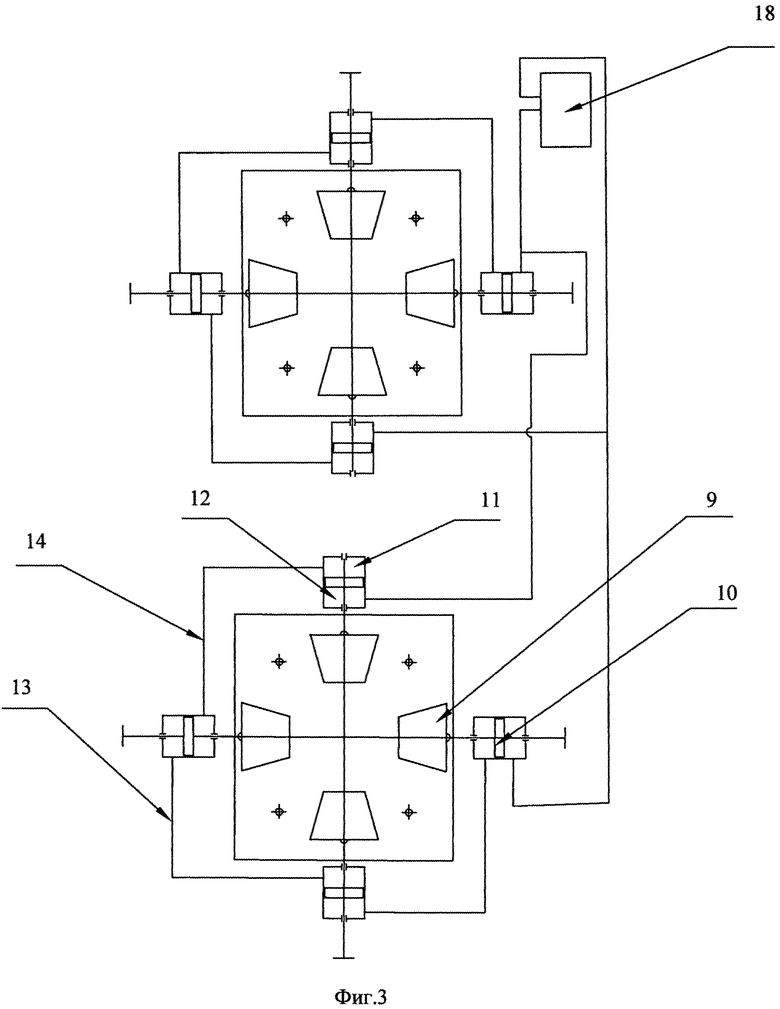
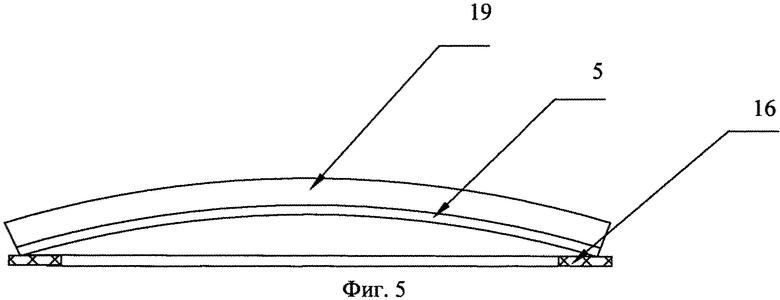
Пример выполнения изобретения поясняется чертежами, где на фиг.1 изображено устройство для изготовления предварительно напряженных железобетонных изделий, на фиг.2 - разрез по А-А, на фиг.3 - гидравлическая схема устройства, на фиг.4 - место Б, на фиг.5 - схема деформации балки после снятия напряжений.
Устройство для изготовления предварительно напряженных железобетонных изделий включает в себя основание 1, упорные плиты 2, 3, размещенные между упорными плитами форму 4 с отверстиями под напрягаемую арматуру 5 и анкерные плиты 6, 7 с обоймами 8 и размещенные между каждой из упорных и анкерных плит клиновые элементы 9 с приводными гидроцилиндрами 10.
Полости прямого 11 и обратного 12 хода приводных гидроцилиндров сообщены между собой трубопроводами 13, 14.
На дне 15 формы 4 по ее краям около упорных плит размещены упругие элементы 16.
Угол наклона клиньев выполняют с учетом коэффициента трения материала клиньев и анкерной плиты для обеспечения самоторможения клина при натяжении пучков.
Для устранения перекоса анкерных плит они размещены на скрепленных с упорными плитами направляющих 17.
Изготовление изделий производится следующим образом.
В форму 4 устанавливают каркас и размещают напрягаемую арматуру 5 (пучки канатов), которые затем пропускают через упорные плиты 2, 3 и размещают в анкерных плитах. Посредством источника рабочей жидкости 18 (насоса) создают давление в камере прямого хода и залавливают клиновые элементы. Домкратами производят натяжение пучков и их анкерование в обоймах 8.
Затем производят заливку в форму 4 бетонной смеси. После затвердения смеси до необходимой величины подают давление в полости обратного хода всех приводных гидроцилиндров и производят вдвижение клиньев, тем самым снятие напряжения с пучков каната. Пучки канатов, выступающие из изделия, обрезают и извлекают готовое изделие 19 из формы 4.
Так как производится одновременное снятие напряжения со всех пучков, не происходит смещения изделия и его разрушения от ударных нагрузок. Хотя изделие при снятии напряжения деформируется от предварительного напряжения, как показано на рис.5, однако концы изделия не разрушаются, так как оно опирается на упругие элементы 16.
Таким образом, предложенное техническое решение позволит повысить качество изготовления железобетонных изделий за счет исключения ударных нагрузок на изделие.
Источники информации
1. http://strov-technics.ru/article/izgotovlenie-nekotorvkh-vidov-zhelezobetonnykh-konstruktsii-i-izdelii.
2. Патент РФ №2475610, МПК E04G 21/12, 2011.

Изобретение относится к технологии изготовления железобетонных изделий и позволяет повысить качество изготовления железобетонных изделий за счет исключения ударных нагрузок на изделие. Устройство для изготовления предварительно напряженных железобетонных изделий включает основание, упорные плиты, размещенные между упорными плитами форму с отверстиями под напрягаемую арматуру и анкерные плиты с обоймами и размещенные между каждой из упорных и анкерных плит клиновыми элементами с приводными гидроцилиндрами. Полости прямого и обратного хода приводных гидроцилиндров сообщены между собой трубопроводами. 2 з.п. ф-лы, 5 ил.
1. Устройство для изготовления предварительно напряженных железобетонных изделий, включающее основание, упорные плиты, размещенные между упорными плитами форму с отверстиями под напрягаемую арматуру и анкерные плиты с обоймами, отличающееся тем, что оно снабжено размещенными между каждыми из упорной и анкерной плит с возможностью взаимодействия с последними клиновыми элементами с приводными гидроцилиндрами, соответствующие полости прямого и обратного хода которых сообщены между собой.
2. Устройство для изготовления предварительно напряженных железобетонных изделий по п.1, отличающееся тем, что на дне формы по ее краям около упорных плит размещены упругие элементы.
3. Устройство для изготовления предварительно напряженных железобетонных изделий по п.1, отличающееся тем, что анкерные плиты размещены на скрепленных с упорными плитами направляющих.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2475610C2 |
| Устройство для группового натяжения и плавного спуска напрягаемой арматуры | 1982 |
|
SU1032147A1 |
| Устройство для управления передачей информации в цвм | 1973 |
|
SU485450A1 |
| Стенд для изготовления предварительно напряженных железобетонных конструкций | 1987 |
|
SU1527402A1 |
| Устройство для изготовления предварительно напряженных железобетонных элементов | 1950 |
|
SU95033A1 |
| СПОСОБ ДИФФЕРЕНЦИАЛЬНОЙ ДИАГНОСТИКИ ГИПОПЛАЗИИ И ЧАСТИЧНОЙ АТРОФИИ ЗРИТЕЛЬНОГО НЕРВА У ДЕТЕЙ | 2006 |
|
RU2308216C1 |

