Устройство для изготовления предварительно напряженных железобетонных изделий.
Изобретение относятся к области строительства, а именно к технологии изготовления железобетонных изделий.
Известно устройство для изготовления предварительно напряженных железобетонных изделий, включающее форму с отверстиями под напрягаемую высокопрочной арматуру, анкерные элементы, упорные плиты [1].
Предварительное натяжение состоит в том, что сначала производится натяжение высокопрочной арматуры в форме между двумя упорными плитами, а затем в форму вокруг арматуры укладывается бетон. Натяжение высокопрочной арматуры поддерживается до тех пор, пока бетон в форме не наберет достаточную прочность. После этого высокопрочная арматура отрезается от упорных плит, а ее натяжение, благодаря сцеплению с бетоном, передается последнему. В результате этого бетон подвергается сжимающим напряжениям.
Однако при срезке арматуры происходит резкий удар, который приводит к нарушению сцепления высокопрочной арматуры с бетоном и разрушению торцов изделия.
Результат, для достижения которого направлено данное техническое решение, заключается в повышении качества изготовления железобетонных изделий.
Указанный результат достигается за счет того, что устройство для изготовления предварительно напряженных железобетонных изделий, включающее основание, форму с отверстиями под напрягаемую арматуру, анкерные элементы, упорные плиты, снабжено размещенными между упорной плитой и анкерными элементами плавкими прокладками, снабжено нагревательными элементами, размещенными в плавких прокладках.
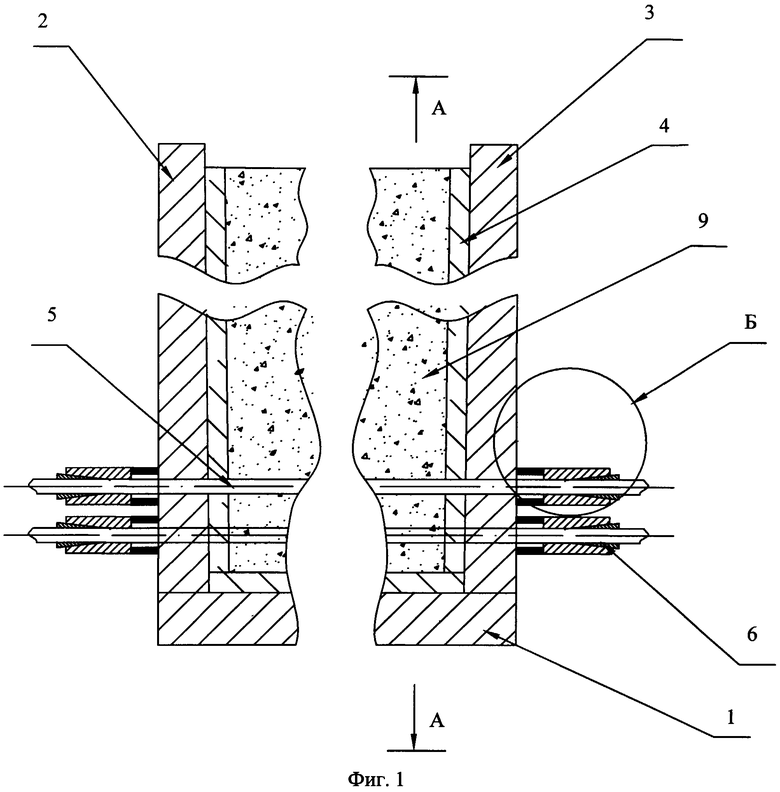
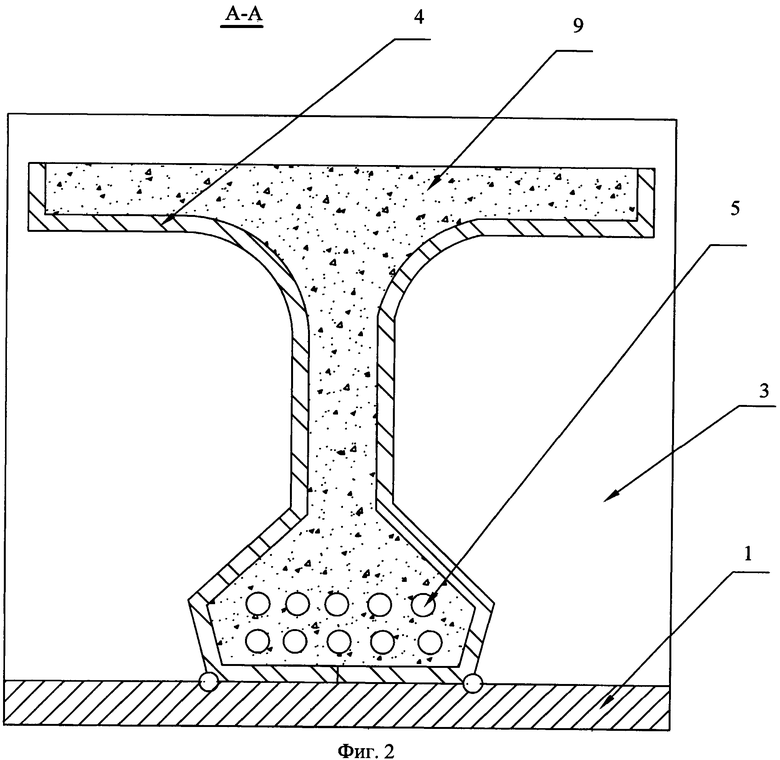
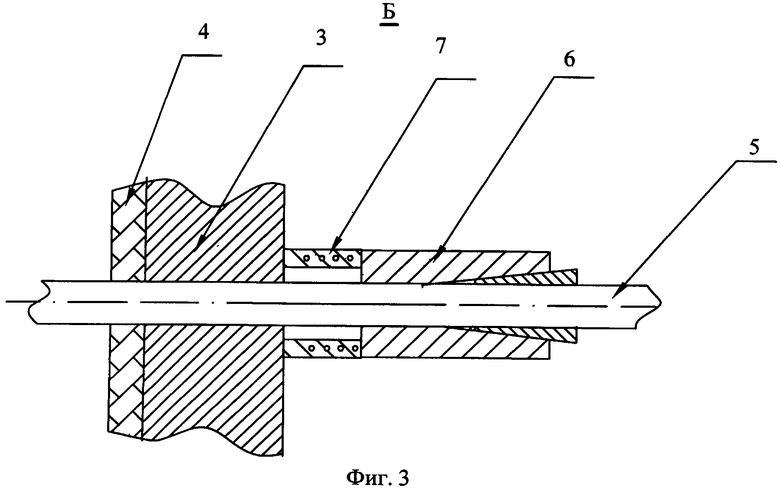
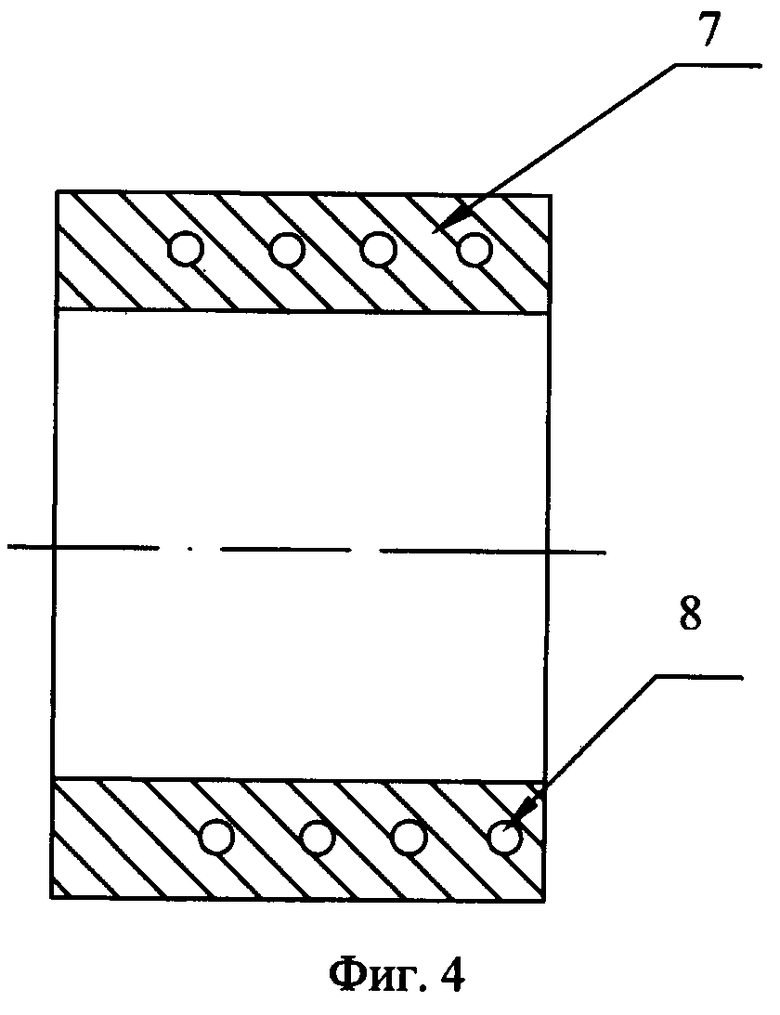
Пример выполнения изобретения поясняется чертежами, где на фиг.1 изображено устройство для изготовления предварительно напряженных железобетонных изделий, на фиг.2 - разрез по А-А, на фиг.3 - место Б, на фиг.4 - плавкая прокладка с нагревательным элементом.
Устройство для изготовления предварительно напряженных железобетонных изделий включает основание 1, упорные плиты 2, 3 и форму 4 с отверстиями под напрягаемую арматуру 5, анкерные элементы 6, и размещенные между упорными плитами 2, 3 и анкерными элементами 6 плавкие прокладки 7.
Каждая из прокладок 7 снабжена нагревательным элементом 8, размещенным внутри плавкой прокладки. Плавкие прокладки изготовлены из термопластмассы.
Предварительно напряженные железобетонные изделия изготовляются следующим образом.
Между двумя упорными плитами 2, 3 устанавливают форму 4, устанавливают арматуру 6, на арматуру с внешних сторон плит 2, 3 устанавливают плавкие вставки 7 и анкерные элементы. Затем производят натяжение высокопрочной арматуры до расчетной величины и фиксируют высокопрочную арматуру в растянутом положении посредством анкерных элементов. В форму 4 заливают бетон 9.
Натяжение высокопрочной арматуры поддерживают до тех пор, пока бетон не наберет достаточную прочность. Затем на нагревательные элементы подают напряжение, при этом плавкие прокладки 7 расплавляются и с анкерных элементов 6 постепенно снимается натяжение, а натяжение с высокопрочной арматуры благодаря ее сцеплению с бетоном 9 передается последнему. В результате этого бетон подвергается сжимающим напряжениям. После этого высокопрочная арматура 5 отрезается от упорных плит 2, 3. При этом не происходит воздействие ударных нагрузок на изделие.
Таким образом, предложенное техническое решение позволит повысить качество изготовления железобетонных изделий за счет исключения ударных нагрузок на изделие.
Источники информации
1. http://stroy-technics.ru/article/izgotovlenie-nekotorvkh-vidov-zhelezobetonnykh-konstruktsii-i-izdelii
2. http://tverenergo.oml.ru/metody_i_sposoby_natyazh
Изобретение относятся к области строительства, а именно к технологии изготовления железобетонных изделий. Устройство для изготовления предварительно напряженных железобетонных изделий включает основание, упорные плиты и форму с отверстиями под напрягаемую арматуру, анкерные элементы. Оно снабжено размещенными между упорной плитой и анкерными элементами плавкими прокладками. Оно снабжено нагревательными элементами, размещенными в плавких прокладках. Плавкие прокладки выполнены из термопластмассы. Повышается качество изготовления железобетонных изделий. 2 з.п. ф-лы. 4 ил.
1. Устройство для изготовления предварительно напряженных железобетонных изделий, включающее основание, упорные плиты и форму с отверстиями под напрягаемую арматуру, анкерные элементы, отличающееся тем, что оно снабжено размещенными между упорной плитой и анкерными элементами плавкими прокладками.
2. Устройство для изготовления предварительно напряженных железобетонных изделий по п.1, отличающееся тем, что оно снабжено нагревательными элементами, размещенными в плавких прокладках.
3. Устройство для изготовления предварительно напряженных железобетонных изделий по п.1, отличающееся тем, что плавкие прокладки выполнены из термопластмассы.
| Способ изготовления железобетонных конструкций | 1982 |
|
SU1028820A1 |
| Способ электронапряжения железобетонных конструкций | 1946 |
|
SU76815A1 |
| Способ предварительного напряжения железобетонных конструкций | 1976 |
|
SU606988A1 |
| Способ электронапряжения железобетонных конструкций | 1976 |
|
SU675158A1 |
| Стенд для изготовления предварительно напряженных железобетонных конструкций | 1983 |
|
SU1114770A1 |
| Стенд для изготовления предварительно-напряженных железобетонных изделий и конструкций | 1982 |
|
SU1148950A1 |
| Стенд для изготовления предварительно напряженных железобетонных конструкций | 1987 |
|
SU1527402A1 |
| Способ предварительного напряжения арматуры на части длины железобетонного изделия | 1988 |
|
SU1663147A1 |
| СПОСОБ ДИФФЕРЕНЦИАЛЬНОЙ ДИАГНОСТИКИ ГИПОПЛАЗИИ И ЧАСТИЧНОЙ АТРОФИИ ЗРИТЕЛЬНОГО НЕРВА У ДЕТЕЙ | 2006 |
|
RU2308216C1 |

