Изобретение относится к способу изготовления термоэлектрического устройства для использования в термоэлектрическом генераторе, в основе действия которого лежит эффект Зеебека, или в охлаждающем устройстве, в основе действия которого лежит эффект Пельтье, и, в частности, изготовления термоэлектрического устройства малых размеров, включающего в себя множество термопар.
В каждой из термопар, составляющей термоэлектрическое устройство, при создании на ее концах разности температур, вырабатывается напряжение. Это происходит вследствие эффекта Зеебека, и устройство, предназначенное выдавать напряжение, иными словами, электрическую энергию, представляет собой термоэлектрический генератор. Термоэлектрический генератор, в котором тепловая энергия может непосредственно трансформироваться в электрическую энергию, представляет большой интерес как эффективное средство использования тепловой энергии, например, использования отработанного тепла.
В то же время, электрический ток, протекающий через термопару, вызывает выделение тепла на одном ее конце и поглощение тепла на другом ее конце. Это происходит вследствие эффекта Пельтье, и используя это явление поглощения тепла, можно изготовить охлаждающее устройство. Подобного рода охлаждающее устройство, которое не содержит механических деталей и может быть уменьшенным в размерах, можно применять в качестве портативного холодильника или устройство локального охлаждения для лазеров, интегральных схем и т.п.
Таким образом, термоэлектрический генератор или охлаждающее устройство, в основе которого лежит термоэлектрическое устройство, отличается простотой конструкции и лучше поддается миниатюризации по сравнению с электрогенераторами или охлаждающими устройствами других типов, тем самым, демонстрируя высокую практичность. Например, при использовании термоэлектрического устройства в качестве термоэлектрического генератора, не возникает проблем утечки или истощения запаса электролита, что характерно для окислительно-восстановительных элементов, и потому термоэлектрическое устройство является перспективным для применения в портативных электронных устройствах, к примеру, в наручных электронных часах.
Общая конструкция стандартного термоэлектрического устройства, как и стандартный способ его изготовления, изложены, например, в выложенной японской заявке N 63-20880 или в выложенной японской заявке N 8-43555. Изложенное в них описание касается термоэлектрического устройства, используемого для выработки электроэнергии. Однако конструкция его принципиально не отличается от конструкции термоэлектрического устройства, используемого для охлаждения. Поэтому, во избежание усложнения в объяснении, ниже будет описано термоэлектрическое устройство, предназначенное только для выработки электроэнергии.
В стандартном термоэлектрическом устройстве, рассмотренном в вышеупомянутых публикациях, термоэлектрические полупроводники p-типа и n-типа выстраиваются поочередно и упорядоченно, так чтобы совокупность термопар располагалась в горизонтальной плоскости, и установленные, таким образом, термопары электрически соединяются друг с другом последовательно.
Термоэлектрическому устройству придают форму листа, располагая термопары в одной плоскости, в результате чего верхняя поверхность и нижняя поверхность термоэлектрического устройства представляют собой поверхности, на которых находятся, соответственно, горячие и холодные спаи термопар. Производство электрической энергии в термоэлектрическом устройстве осуществляется за счет разности температур между верхней поверхностью и нижней поверхностью устройства, имеющего форму листа.
Между тем, выходное напряжение термопары, изготовленной на основе BiTe - материала, в настоящее время считающегося имеющим наивысший коэффициент термоэлектродвижущей силы, составляет около 400 мкВ/oC на пару.
Когда термопары, подобные описанной выше, используются в портативном электронном устройстве, работающем при комнатной температуре, например, в электронных часах, трудно ожидать, что внутри устройства возникнет достаточная разность температур. Например, в случае наручных часов, существующая в наручных часах разность между температурой тела и температурой окружающей среды составляет, самое большее, 2oC.
Следовательно, чтобы достичь напряжения не ниже 1.5 В, что необходимо для питания электронных часов, требуется не менее 2000 термопар, изготовленных на основе BiTe.
Кроме того, в случае наручных электронных часов, где прежде всего требуется уместить в малом внутреннем объеме механические и электрические детали, необходимо использовать такое термоэлектрическое устройство, вырабатывающее электроэнергию, которое имело бы очень малые размеры.
Стандартный способ изготовления термоэлектрического устройства малых размеров, состоящего из множества термопар, изложен в незащищенной японской патентной публикации N 63-20880.
Согласно изложенному способу, тонкие листы термоэлектрических полупроводников p-типа и n-типа, сложенные в стопку, слои которой разделены теплоизоляционным материалом, и скрепленные воедино, образуют многослойное тело. Затем в многослойном теле на заданных промежутках проделываются канавки, после чего эти канавки заполняются теплоизолирующим материалом, соединяющиеся части каждого отдельного термоэлектрического полупроводника удаляются, и, таким образом, образуются термопары n-типа и p-типа, окруженные теплоизолирующим материалом и изолированные друг от друга. При последовательном электрическом соединении термопар друг с другом образуется термоэлектрическое устройство.
Затем, согласно способу, изложенному в незащищенной японской патентной публикации N 8-43555, термоэлектрические полупроводники p-типа и n-типа, каждый из которых имеет форму пластины, сначала присоединяются к раздельным подложкам, а затем к соответствующим термоэлектрическим полупроводникам применяется процесс рифления, посредством которого в продольном и поперечном направлении проделывается множество канавок с очень малыми промежутками.
В результате вышеописанного процесса рифления образуется совокупность термоэлектрических полупроводников, каждый из которых имеет столбчатую форму, расположенных в правильном порядке на верхней поверхности соответствующей подложки, напоминающая щетку для волос. Щеткообразные тела, состоящие из термоэлектрических полупроводников, соответственно, n-типа и p-типа, изготовленные означенным способом, соединяют между собой так, чтобы соответствующие термоэлектрические полупроводники столбчатой формы сцеплялись друг с другом. Затем между соответствующими термоэлектрическими полупроводниками заливают теплоизолирующий материал.
На конечной стадии обработки подложки удаляются и после осуществления последовательного электрического соединения термопар друг с другом образуется термоэлектрическое устройство.
Однако вышеизложенные способы изготовления термоэлектрического устройства страдают тем недостатком, что материал, используемый в качестве термоэлектрических полупроводников, в процессе формирования термоэлектрических полупроводников листовой формы, в процессе рифления при изготовлении щеткообразных тел и т.д., вследствие хрупкости, присущей материалу термоэлектрического полупроводника, подвержен механическим повреждениям.
В особенности, при изготовлении столь большой совокупности термопар, которая насчитывает не менее 2000 пар термопар, в термоэлектрическом устройстве сверхмалых размеров, которое способно уместиться в наручных часах, требуется, чтобы толщина соответствующих листообразных термоэлектрических полупроводников или диаметр соответствующих столбчатых термоэлектрических полупроводников был порядка 100 мкм или меньше, вследствие чего вышеозначенная проблема хрупкости приобретает решающее значение.
Итак, настоящее изобретение призвано решить эту проблему, с которой сталкиваются существующие способы изготовления термоэлектрического устройства, и предметом изобретения, таким образом, является предоставление простого и эффективного способа изготовления термоэлектрического устройства, которое, несмотря на малые размеры, состояло бы из такого количества термопар, которое способно обеспечить достаточно высокое выходное напряжение.
Согласно изобретению, способ изготовления термоэлектрического устройства содержит:
процесс изготовления рифленого блока, заключающийся в формировании рифленых блоков, состоящих, соответственно, из термоэлектрического полупроводника n-типа и термоэлектрического полупроводника p-типа, каждый из которых снабжается множеством канавок, проложенных параллельно друг другу с постоянным шагом, при котором глубинная часть соответствующих рифленых блоков остается нетронутой;
процесс стыковки, в ходе которого рифленые блоки, состоящие, соответственно, из термоэлектрического полупроводника n-типа и термоэлектрического полупроводника p-типа и образованные посредством указанного процесса изготовления рифленых блоков, стыкуются между собой так, чтобы поверхности соответствующих рифленых блоков сцеплялись друг с другом, благодаря проделанным в них канавкам;
процесс склеивания, в ходе которого из рифленых блоков, состоящих из термоэлектрического полупроводника n-типа и термоэлектрического полупроводника p-типа, стыкованных друг с другом посредством указанного процесса стыковки, образуется объединенный блок, благодаря склеиванию их между собой в результате заполнения зазоров между соответствующими рифлеными блоками в участках стыковки адгезивным элементом изоляции; и
процесс зачистки отрезков термоэлектрического полупроводника, заключающийся в зачистке отрезков термоэлектрических полупроводников n-типа и p-типа, путем удаления всех тех частей объединенного блока, образованного в результате указанного процесса склеивания, которые находятся за пределами участка стыковки, где рифленый блок, состоящий из термоэлектрического полупроводника n-типа и рифленый блок, состоящий из термоэлектрического полупроводника р-типа стыкуются между собой.
При изготовлении термоэлектрического устройства способом, содержащим вышеописанные процессы, хрупкий материал термоэлектрического полупроводника обрабатывается исключительно в виде секции (блока). Таким образом, материал термоэлектрического полупроводника можно подвергать тонкой обработке, не вызывая его разрушения, что позволяет легко и экономично изготавливать термоэлектрическое устройство, образованное множеством термопар и состоящее из множества отрезков термоэлектрического полупроводника очень малых размеров.
Кроме того, предпочтительно, чтобы способ, соответствующий изобретению, дополнительно содержал процесс вторичного рифления, заключающийся в создании в объединенном блоке, образованном в указанном процессе склеивания, множества канавок, идущих в направлении, пересекающем направление канавок, сформированных в результате указанного процесса первичного рифления, оставляющий нетронутой глубинную часть объединенного блока; процесс отверждения, заключающийся в заполнении канавок, образованных в ходе процесса вторичного рифления, адгезивными элементами изоляции и отверждении последних; и процесс зачистки отрезков термоэлектрического полупроводника, применяемый в последнюю очередь, посредством которого осуществляется зачистка отрезков термоэлектрических полупроводников n-типа и p-типа, заключающаяся в удалении всех частей объединенного блока, в котором адгезивные элементы изоляции, заполняющие канавки, отверждаются в процессе отверждения, выходящих за пределы участка стыковки, где рифленые блоки, состоящие, соответственно, из термоэлектрического полупроводника n-типа и термоэлектрического полупроводника p-типа, стыкуются друг с другом.
Это дает заметное увеличение числа термопар, составляющих термоэлектрическое устройство, при неизменном его размере, вследствие чего выходное напряжение термоэлектрического устройства, используемого в качестве электрогенератора, повышается.
Кроме того, предпочтительно, чтобы способ, соответствующий изобретению, дополнительно содержал процесс рифления, заключающийся в создании двух рифленых объединенных блоков путем образования в каждом из двух объединенных блоков, изготовленных посредством вышеописанных процесса изготовления рифленого блока, процесса стыковки и процесса склеивания, множества канавок с постоянным шагом, идущих в направлении, пересекающем направление канавок, образованных в процессе изготовления рифленого блока, оставляющий нетронутой глубинную часть соответствующих объединенных блоков; процесс вторичной стыковки, заключающийся в стыковке двух рифленых объединенных блоков друг с другом так, чтобы их поверхности сцеплялись между собой проделанными в них канавками; процесс вторичного склеивания, заключающийся в создании вторичного объединенного блока путем заполнения зазоров между двумя объединенными рифлеными блоками, стыкованными друг с другом посредством процесса стыковки, в участке их стыковки адгезивными элементами изоляции и отверждении последних; и процесс зачистки отрезков термоэлектрического полупроводника, применяемый в последнюю очередь, в ходе которого осуществляется зачистка отрезков термоэлектрических полупроводников n-типа и p-типа, состоящая в удалении всех глубинных частей вторичного объединенного блока, выходящих за пределы участка стыковки.
Это приводит к еще более заметному увеличению числа термопар, составляющих термоэлектрическое устройство при неизменном его размере, вследствие чего выходное напряжение термоэлектрического устройства, предназначенного для производства электроэнергии, дополнительно увеличивается.
В описанных выше способах изготовления термоэлектрического устройства в качестве вышеописанного процесса изготовления рифленого блока можно использовать процесс изготовления рифленого блока термоэлектрического полупроводника n-типа и рифленого блока термоэлектрического полупроводника p-типа путем применения процесса рифления, соответственно, к блоку термоэлектрического полупроводника n-типа и к блоку термоэлектрического полупроводника p-типа так, чтобы образованные в них канавки находились на равном расстоянии друг от друга и шли параллельно друг другу, оставляя нетронутой глубинную часть соответствующих блоков.
Альтернативно, в качестве вышеописанного процесса изготовления рифленого блока можно использовать процесс образования рифленого блока термоэлектрического полупроводника n-типа и рифленого блока термоэлектрического полупроводника p-типа путем формовки материала термоэлектрического полупроводника n-типа и, соответственно, материала термоэлектрического полупроводника p-типа с использованием формы для рифленого блока с последующим его синтерированием.
В вышеописанных способах изготовления термоэлектрического устройства изготовление термоэлектрического устройства может завершаться по окончании процесса зачистки отрезков термоэлектрического полупроводника применением процесса формирования электродов для последовательного соединения зачищенных отрезков термоэлектрических полупроводников n-типа и p-типа друг с другом в порядке чередования.
Способ изготовления термоэлектрического устройства может также содержать процесс рифления, применяемый к составному блоку термоэлектрического полупроводника n-типа, изготовленному путем приклеивания блока термоэлектрического полупроводника n-типа к основанию, и к составному блоку термоэлектрического полупроводника p-типа, изготовленному путем приклеивания блока термоэлектрического полупроводника p-типа к основанию, с целью формирования множества канавок, соответственно, в блоке термоэлектрического полупроводника n-типа и в блоке термоэлектрического полупроводника p-типа с одинаковым шагом и на глубину вплоть до поверхности раздела между соответствующим блоком термоэлектрического полупроводника и его основанием; формирование составного блока термоэлектрического полупроводника n-типа и составного блока термоэлектрического полупроводника p-типа, соответственно, с проделанными в них канавками; процесс стыковки, процесс склеивания, процесс вторичного рифления; процесс отверждения и т.д., которые, будучи применены к паре составных блоков термоэлектрических полупроводников с проделанных в них канавками, формируют объединенный блок. Альтернативно, посредством этих процессов могут быть образованы два объединенных блока, которые после применения к ним процесса вторичного рифления, стыкуются друг с другом, образуя вторичный объединенный блок. Затем может быть применен процесс зачистки отрезков термоэлектрического полупроводника, при котором происходит зачистка отрезков термоэлектрических полупроводников n- типа и p-типа, приводящее к удалению соответствующих оснований.
Благодаря применению вышеописанных процессов материал термоэлектрического полупроводника может использоваться полностью, без отходов.
Может быть предпочтительным использовать основания, имеющие площадь поверхности большую, чем площадь приклеиваемой поверхности соответствующего блока термоэлектрического полупроводника, и вставлять прокладки между частями оснований составного блока термоэлектрического полупроводника n-типа и, соответственно, составного блока термоэлектрического полупроводника p-типа там, где отсутствуют соответствующие блоки термоэлектрического полупроводника, с целью контролировать в процессе стыковки промежуток между основаниями, чтобы он, в основном, был эквивалентен толщине соответствующих блоков термоэлектрического полупроводника.
Фиг. 1-6 представляют собой виды в перспективе соответствующих процессов, изображая первый вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 7, 8 представляют собой увеличенное изображение участка А объединенного блока 3, показанного на фиг. 3 воображаемыми линиями, изображая варианты процесса склеивания;
фиг. 9 представляет собой плоскостной вид готового термоэлектрического устройства, согласно первому варианту осуществления, для объяснения конструкции электродов;
фиг. 10-14 представляют собой виды в перспективе соответствующих процессов, изображающие второй вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 15-17 представляют собой виды в перспективе, показывающие дальнейшие этапы процесса изготовления, изображая третий вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 18 представляет собой плоскостной вид готового термоэлектрического устройства в соответствии с третьим вариантом осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 19-21 представляют собой виды в перспективе, показывающие этапы процесса изготовления, изображая четвертый вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 22-24 представляют собой виды в перспективе, показывающие первичную половину процесса изготовления, изображая пятый вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 25-26 представляют собой виды в перспективе, показывающие этапы процесса изготовления, изображая шестой вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 27-29 представляют собой виды в разрезе, показывающие этапы процесса изготовления, изображая седьмой вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 30, 31 представляют собой виды в разрезе, показывающие этапы процесса изготовления, изображая восьмой вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства;
фиг. 32, 33 представляют собой виды в разрезе, показывающие этапы процесса изготовления, изображая восьмой вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства; и
фиг. 34 представляет собой вид в разрезе, показывающий вариант формы, используемой при изготовлении рифленого блока термоэлектрического полупроводника посредством формовки под давлением.
Ниже описаны варианты способа изготовления термоэлектрического устройства, наилучшим образом осуществляющие изобретение.
Первый вариант: фиг. 1-9
Ниже приведено описание первого варианта осуществления соответствующего изобретению способа изготовления термоэлектрического устройства со ссылками на фиг. 1-9.
В первом варианте осуществления изобретения, как показано на фиг. 1, изготавливаются блок 1 термоэлектрического полупроводника n-типа и блок 2 термоэлектрического полупроводника p-типа. Желательно, чтобы оба блока 1 и 2 имели одинаковые размеры, включая их толщину. Для простоты распознавания соответствующих блоков, все поверхности блока 1 термоэлектрического полупроводника n-типа изображены диагонально заштрихованными областями. Это относится и к последующим фигурам.
Затем, как показано на фиг. 2, применяется процесс первичного рифления, в котором рифленый блок изготавливается посредством формирования в блоке 1 термоэлектрического полупроводника n-типа множества продольных канавок 16, идущих параллельно друг другу с заданным шагом, и такой глубины, чтобы более глубокая его часть 15 оставалась нетронутой, в результате чего рифленый блок n-типа 11 оказывается снабженным продольными перегородками 17, образованными на нем с заданным промежутком. Аналогично, в блоке 2 термоэлектрического полупроводника p-типа образуется множество продольных канавок 26, идущих параллельно друг другу с заданным промежутком, также такой глубины, чтобы более глубокая его часть 25 оставалась нетронутой, в результате чего рифленый блок p-типа 21 оказывается снабженным продольными перегородками 27, образованными на нем с заданным промежутком.
В данном случае продольные перегородки 17 рифленого блока n-типа 11 и продольные перегородки 27 рифленого блока p-типа 21 сформированы в виде зубьев расчески, соответственно, чтобы позволить рифленым блокам 11, 21 плотно присоединяться друг к другу, и при том, что продольные канавки 16, 26 проделаны с равными промежутками, ширина соответствующих продольных канавок 16, 26 делается чуть больше, чем у соответствующих продольных перегородок 17, 27, чтобы обеспечить место для клея. Кроме того, желательно, чтобы глубина соответствующих продольных канавок 16 была равна глубине соответствующих продольных канавок 26.
Процесс первичного рифления, в котором формируются продольные канавки 16, 26, применяется к блоку 1 термоэлектрического полупроводника n-типа и, соответственно, блоку 2 термоэлектрического полупроводника p-типа посредством, например, полировки с использованием проволочной пилы или шлифовки с использованием пилы для нарезания тонких пластинок.
В первом варианте осуществления изобретения в качестве блока 1 термоэлектрического полупроводника n-типа используется синтерированное тело BiTeSe, а в качестве блока 2 термоэлектрического полупроводника p-типа используется синтерированное тело BiTeSb, размеры блоков устанавливаются равными 12 х12x4 мм. Рифленые блоки 11 и 21 образуются путем создания канавок, соответственно, 16, 26, шириной 70 мкм каждая, с шагом 120 мкм и глубиной 3 мкм при толщине соответствующих рифленых блоков 4 мкм. Соответственно, ширина соответствующих продольных перегородок 17, 27 равна 50 мкм.
Способ изготовления рифленых блоков 11 и 21, состоящих из термоэлектрических полупроводников, не ограничен вышеописанным способом точного машинного рифления. Они могут быть изготовлены способом формовки, например способом формовки под давлением и т.п., пример которого будет описан ниже.
Затем, как показано на фиг. 3, применяются процесс стыковки и процесс склеивания, посредством которых рифленый блок n-типа 11 и рифленый блок р-типа 21 стыкуются друг с другом так, чтобы продольные перегородки 27, 17 соответствующих блоков входили в продольные канавки 16, 26 соответствующих противоположных блоков, и оба они скрепляются друг с другом путем заполнения зазоров между ними в участке их стыковки, образуя объединенный блок 3.
В этих процессах формирования объединенного блока 3, когда рифленый блок n-типа 11 и рифленый блок p-типа 21 стыкуются друг с другом и склеиваются между собой изолирующим материалом, необходимо, чтобы образованные при этом адгезивные слои, помимо функции связывания воедино этих двух блоков, осуществляли функцию обеспечения электрической изоляции между рифленым блоком n-типа 11 и рифленым блоком p-типа 21.
Например, в случае, когда внутренние стенки продольных канавок 16, 26 выравниваются путем полировки с использованием проволочной пилы так, что их поверхности становятся очень гладкими, такая электрическая изоляция может быть гарантирована простым погружением частей объединенного блока 3 в клей с высокой текучестью перед процессом склеивания так, чтобы зазоры между продольными канавками 16, 26 и, соответственно, продольными перегородками 27, 17 заполнились клеем в силу капиллярного эффекта.
С другой стороны, в случае, когда внутренние стенки продольных канавок 16, 26 отделаны так, что их поверхности несколько шероховаты, поддержание электрической изоляции обеспечивается применением способа, изображенного на фиг. 7 или 8, показывающих в увеличенном виде участок А объединенного блока 3, обозначенного на фиг.3 воображаемыми линиями.
В способе, показанном на фиг. 7, на поверхности как продольных перегородок 17, так и продольных канавок 16 рифленого блока n-типа 11 наносится изоляционная пленка 31, и рифленый блок p-типа 21 садится на изоляционную пленку 31 так, что зазоры между изоляционной пленкой 31 и его продольными перегородками 27 равно, как и его продольными канавками 26 заполняются клеем благодаря капиллярному эффекту, как было описано выше, образуя после отверждения клея адгезивный слой 32. Итак, объединенный блок 3 готов.
В качестве изоляционной пленки 31 можно использовать как неорганическую пленку, состоящую из оксида кремния, оксида алюминия, нитрида кремния и т.п. , так и органическую пленку, состоящую из полиамида и т.п.
Альтернативно, изоляционная пленка 31 может быть нанесена на поверхности продольных перегородок 27 равно, как и продольных канавок 26 рифленого блока p-типа 21. Кроме того, электрическая изоляция дополнительно обеспечивается нанесением изоляционной пленки 31 на поверхности как рифленого блока n-типа 11, так и рифленого блока p-типа 21, подлежащих стыковке друг с другом.
В способе, показанном на фиг. 8, объединенный блок изготавливается путем использования клея с рассеянными в нем изолирующими разделителями 33. Например, в эпоксидный клей можно добавить в качестве изолирующих разделителей 33,5% веса стеклянных бусинок сферической формы с размером зерна в среднем 8 мкм. Это приведет к тому, что стеклянные шарики будут практически равномерно рассеяны в адгезивном слое 32, так что рифленый блок n-типа 11 и рифленый блок p-типа 21 будут пространственно отделены друг от друга изолирующими разделителями 33, представляющими собой стеклянные шарики, обеспечивающими электрическую изоляцию между ними.
Как показано на фиг. 4, к объединенному блоку 3, полученному с применением вышеописанных процесса стыковки и процесса склеивания, применяется процесс вторичного рифления, в результате которого образуются поперечные канавки 46. Блок, изображенный на фиг. 4, полученный путем создания поперечных канавок 46 в объединенном блоке 3, ниже обозначается как рифленый объединенный блок 4.
В процессе формирования поперечных канавок 46 образуется множество поперечных канавок 46 с заданным шагом в направлении, пересекающем направление, в котором были проделаны продольные канавки, сформированные в процессе первичного рифления, как описано на фиг. 3, оставляя нетронутой глубинную часть 45 рифленого объединенного блока 4 так, чтобы сформировать поперечные перегородки 47 расположенные с заданным интервалом. В этом процессе поперечные канавки 46 могут быть проделаны так, чтобы пересекать продольные канавки 16, 26, образованные в процессе первичного рифления, под любым нужным углом. Однако наиболее предпочтительно, чтобы они пересекались под прямым углом, как показано на фиг. 4.
Кроме того, в этом варианте осуществления поперечные канавки 46 прокладываются в объединенном блоке 3 со стороны рифленого блока p-типа 21, как показано на фиг. 4. Однако их можно сделать, наоборот, со стороны рифленого блока n-типа 11. Иначе говоря, их можно проделывать в участке стыковки со стороны передней поверхности или со стороны задней поверхности объединенного блока 3, изображенного на фиг. 3.
Поперечные канавки 46 в объединенном блоке 3 предпочтительно делать такой глубины, чтобы они полностью разрезали участок стыковки между рифленым блоком n-типа 11 и рифленым блоком p-типа 21.
В отличие от продольных канавок 16, 26, ширина соответствующих поперечных канавок 46 предпочтительно должна быть как можно меньше. Причина в том, что, как будет видно на последующих стадиях обработки, способность термоэлектрического устройства генерировать электроэнергию обусловлена вкладом именно поперечных перегородок 47, и, следовательно, с точки зрения отдачи термоэлектрического устройства, поперечные канавки 46 должны занимать как можно меньше места.
Соответственно, в первом варианте осуществления изобретения, поперечные канавки 46 40 мкм шириной и 4 мм глубиной прокладываются с шагом в 120 мкм. Между прочим, ширина соответствующих поперечных канавок 46 в 40 мкм представляет собой практический предельный размер ширины канавки, которая образуется при обработке с помощью проволочной пилы.
Вслед за вышеперечисленными шагами обработки применяется показанный на фиг. 5 процесс отверждения. При этом соответствующие поперечные канавки 46 рифленого объединенного блока 4, показанного на фиг. 4, заполняются изоляционной смолой (элементом изоляции), образующей, после отверждения элемента изоляции, изоляционные смоляные слои 54. Блок, отвержденный слоями 54 изоляционной смолы ниже будет именоваться рифленым объединенным блоком 4'.
Затем к рифленому объединенному блоку 4', отвержденному с помощью слоев 54 изоляционной смолы, применяется процесс зачистки отрезков термоэлектрического полупроводника, в ходе которого части (части, имеющие толщину, обозначаемую на фиг. 5, соответственно, а, b) рифленого объединенного блока 4', которые были оставлены нетронутыми в процессе рифления, примененного к нему в ходе вышеописанных процессов первичного и вторичного рифления, удаляются посредством полировки или шлифовки верхней и нижней поверхностей рифленого объединенного блока 4', а остаток сошлифовывается так, что нетронутыми остаются только участок стыковки, изображенный на фиг. 3, в котором продольные канавки 16, 26, состоящие из термоэлектрического полупроводника n-типа и, соответственно, термоэлектрического полупроводника p-типа стыкуются с продольными перегородками 27, 17, состоящими из термоэлектрического полупроводника p-типа и, соответственно, термоэлектрического полупроводника n-типа и часть, в которой проделаны поперечные канавки 46. Таким образом, образуется блок 5 термоэлектрического устройства, показанный на фиг. 6.
В блоке 5 термоэлектрического устройства совокупность отрезков 51 термоэлектрического полупроводника n-типа и отрезков 52 термоэлектрического полупроводника p-типа изолированы друг от друга посредством изолирующих смоляных слоев 54 и склеены друг с другом воедино, тогда как верхняя равно, как и нижняя, его поверхности зачищены.
На окончательном этапе обработки к верхней и нижней поверхностям блока 5 термоэлектрического устройства, показанного на фиг. 6, применяется процесс формирования электродов так, чтобы отрезки 51 термоэлектрического полупроводника n-типа и отрезки 52 термоэлектрического полупроводника p-типа были поочередно и последовательно электрически соединены, образуя, тем самым, термоэлектрическое устройство 6, изображенное на фиг. 9.
Фиг. 9 представляет собой плоскостной вид термоэлектрического устройства 6, как оно выглядит непосредственно сверху, демонстрируя различные электроды, нанесенные на верхнюю и нижнюю его поверхности.
Согласно фигуре, электроды 61a верхней поверхности имеющие форму круга и изображенные сплошными линиями, и электроды 62a нижней поверхности, имеющие форму круга и изображенные прерывистыми линиями, представляют собой электроды, осуществляющие последовательное электрическое соединение отрезков 51 термоэлектрического полупроводника n-типа и отрезков 52 термоэлектрического полупроводника p-типа, находящихся рядом друг с другом, и образующие, таким образом, совокупность термопар. Электроды верхней 61b поверхности и электроды 62b нижней поверхности, напоминающие по форме букву Г, представляют собой электроды, требующиеся в периферической области термоэлектрического устройства 6 для параллельного соединения отрезков термоэлектрического полупроводника n-типа и p-типа, хотя кажется, что это не имеет смысла. Соответствующие отрезки 51, 52 термоэлектрического полупроводника изолированы друг от друга посредством адгезивных слоев 32 и изолирующих смоляных слоев 54. Кроме того, электроды 63, 64 нижней поверхности в форме маленьких кругов, изображенные прерывистыми линиями, представляют собой электроды для снятия выходного напряжения.
Каждый из вышеописанных электродов образован нанесением золотой (Au) пленки на верхнюю и нижнюю поверхности блока 5 термоэлектрического устройства, показанного на фиг. 6, способом вакуумного покрытия, способом напыления, способом электролизной металлизации и т.п., с последующим шаблонированием золотой пленки с помощью фотолитографической техники и техники травления.
Если верхняя и нижняя поверхности блока 5 термоэлектрического устройства, обработаны, как было писано выше, лишь посредством шлифовки, весьма вероятно, что при формировании на них электродов возникнут проблемы, связанные с неровностью поверхности. Поэтому, во избежание повреждения электродов (например, их обрыва), желательно делать поверхности по возможности более гладкими, например, путем притирки и т. п.
В качестве электродов можно использовать не только золотую пленку, но также пленку из другого металла, например, пленку Cu, пленку Al, пленку Ni, пленку Fe или многослойную пленку (например, пленку Al/Ni), состоящую из соединенных друг с другом вышеупомянутых пленок. Кроме того, при формировании электродов может быть полезен способ печати, способ маскированного осаждения паров или способ, посредством которого электроды заранее шаблонируются на изоляционном листовом материале, сделанном из стекла или керамики, а затем этот листовой материал как целое приклеивается к поверхностям.
В способе, согласно первому варианту осуществления изобретения, продольные перегородки 17, 27 и поперечные перегородки 47, состоящие из термоэлектрических полупроводниковых материалов, и очень тонкие, формируются в процессах первичного и вторичного рифления, как показано на фиг. 2 и 4. Хотя эти перегородки сами по себе очень тонки и хрупки, вместе они образуют объединенный блок, и на соответствующих блоках в целом можно осуществлять операции обработки без необходимости осуществлять такие тонкие операции, как удерживание отдельных перегородок для их переноса и складывания в стопку и т. п. Таким образом, данный способ, в отличие от известного способа, изложенного в незащищенной японской патентной публикации N 63-20880, дает возможность легко и эффективно изготавливать термоэлектрическое устройство, включающее в себя множество термопар малого размера, решая проблему хрупкости.
Другой известный способ, изложенный в незащищенной японской патентной публикации N 8-43555, использует объединенные блоки. Однако, согласно этому способу, термоэлектрические полупроводники приклеиваются к раздельным несущим элементам и подвергаются дальнейшей обработке с целью создания множества столбчатых форм. В результате, при изготовлении продукта возникают огромные трудности, обусловленные серьезной проблемой хрупкости. В отличие от этого способа, способ, соответствующий первичному варианту осуществления изобретения, представляет собой способ изготовления, посредством которого термоэлектрические полупроводники всегда обрабатываются в виде объединенного блока, что позволяет, таким образом, легко осуществлять точную структурную обработку и сборку термоэлектрического полупроводникового материала, который представляет собой весьма хрупкий материал. Следовательно, открывается возможность легкого и эффективного изготовления термоэлектрического устройства, которое, несмотря на малые размеры, с целью увеличения его выходного напряжения включает в себя большое количество термопар.
Однако в порядке исполнения первого варианта осуществления процесс зачистки отрезков термоэлектрического полупроводника можно применить уже к объединенному блоку 3, а процесс вторичного рифления опустить, после чего применить процесс отверждения, посредством которого рифленые части (поперечные канавки 47 на фиг. 4) заполняются элементом изоляции, который затем отверждается, образуя изолирующие смоляные слои 54, показанные на фиг. 5. Такой пропуск, однако, приведет к уменьшению числа термопар, составляющих термоэлектрическое устройство.
В этом случае к верхней и нижней поверхностям объединенного блока 3, изготовленного посредством процесса стыковки и процесса склеивания, как показано на фиг. 3, применяется процесс шлифовки и т.п., и путем удаления частей объединенного блока 3, отличных от участка, где продольные перегородки 17, 27 рифленого блока n-типа 11 и рифленого блока p-типа 21, соответственно, стыкованы с продольными канавками 16, 26, может быть изготовлен блок термоэлектрического устройства с зачищенными отрезками термоэлектрических полупроводников n-типа и p-типа.
Затем к нему применяется процесс образования электродов, посредством которого как на верхней, так и на нижней поверхности блока термоэлектрического устройства формируются электроды для последовательного соединения зачищенных отрезков термоэлектрических полупроводников n-типа и p-типа (т.е. продольных перегородок 17 рифленого блока n-типа 11 и продольных перегородок 27 рифленого блока p-типа 21) в порядке чередования, и, таким образом, создается термоэлектрическое устройство.
Второй вариант осуществления: фиг. 10-14
Ниже описан второй вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства со ссылкой на фиг. 10-14. Детали этих фигур, соответствующие тем, что были описаны ранее со ссылкой на первый вариант осуществления и показаны на фиг. 1-5 обозначены теми же цифрами.
Во втором варианте осуществления, как показано на фиг. 10, прежде всего изготавливаются составной блок 12 термоэлектрического полупроводника n-типа путем приклеивания блока 1 термоэлектрического полупроводника n-типа к основанию 10 и составной блок 22 термоэлектрического полупроводника p-типа путем приклеивания блока 2 термоэлектрического полупроводника p-типа к основанию 20. Желательно, чтобы блок 1 термоэлектрического полупроводника n-типа и блок 2 термоэлектрического полупроводника p-типа были идентичны по всем размерам, включая их толщину.
Блоки 1, 2 термоэлектрического полупроводника приклеиваются к основаниям посредством клея или воска. Кроме того, в качестве основания можно использовать различные материалы, имеющие заданную твердость, например, стекло, керамику, пластмассу, металл и т.п.
Затем к соответствующим блокам 1, 2 термоэлектрического полупроводника составных блоков 12, 22 термоэлектрического полупроводника, соответственно, применяется процесс первичного рифления аналогичный тому, что был применен в первом варианте осуществления, и, как показано на фиг. 11, образуются продольные канавки 16, 26 и продольные перегородки 17, 27, напоминающие по форме зубья расчески, в результате чего образуются рифленый составной блок n-типа 13 и рифленый составной блок p-типа 23. Шаг и ширина продольных канавок 16, 26 такие же, что и в случае первого варианта осуществления, однако глубина их устанавливается такой, чтобы они подходили практически вплотную к поверхности раздела между блоком 1, 2 термоэлектрического полупроводника и основанием 10, 20, соответственно. Конкретно, в зависимости от обстоятельств, канавки могут немного не доходить до поверхности раздела, доходить до самой поверхности раздела или углубляться ниже поверхности раздела, слегка врезаясь в основание 10 или 20.
Затем применяется процесс стыковки, посредством которого рифленый составной блок n-типа 13 и рифленый составной блок p-типа 23 стыкуются друг с другом так, что соответствующие рифленые поверхности сцепляются друг с другом, а затем применяется процесс склеивания, посредством которого зазоры в участке стыковки между рифленым составным блоком n-типа 13 и рифленым составным блоком p-типа 23, стыкованных друг с другом, заполняются адгезивным элементом изоляции так, чтобы рифленый составной блок n-типа 13 склеивался с рифленым составным блоком p-типа 23, и, таким образом, изготавливается объединенный блок 3', изображенный на фиг. 12.
Затем к объединенному блоку 3', как показано на фиг. 13, применяется процесс рифления, аналогичный процессу вторичного рифления, применяемому в первом варианте осуществления, как показано на фиг. 4, посредством которого образуются поперечные канавки 46 и поперечные перегородки 47, и, таким образом, образуется рифленый объединенный блок 14. В этом случае поперечные канавки 46 врезаются вглубь одного из рифленых составных блоков вплоть до поверхности раздела с основанием 10 или 20 другого рифленого составного блока и идут в таком направлении, чтобы пересекать (в данном варианте осуществления под прямым углом) продольные канавки 16, 26 и продольные перегородки 17, 27, образованные в процессе первичного рифления.
Затем, как показано на фиг. 14, применяется процесс отверждения, посредством которого рифленые части, а именно, поперечные канавки 46 заполняются изолирующей смолой (элементом изоляции), и изолирующая смола затем отверждается, образуя изолирующие смоляные слои 54. Блок, отвержденный изолирующими смоляными слоями 54 впоследствии будет именоваться рифленым объединенным блоком 14'.
Затем к рифленому объединенному блоку 14', изображенному на фиг. 14, применяется процесс зачистки отрезков термоэлектрического полупроводника, посредством которого основания 10 и 20, которые являются нижней и верхней частями рифленого объединенного блока 14', удаляются, в результате чего образуется блок 5 термоэлектрического устройства такой же, как показанный на фиг. 6 в случае первого варианта осуществления. Основание на той стороне, где был применен процесс рифления, (основание 20 в примере, изображенном на фиг. 13) может быть удалено до того, как будут проделаны поперечные канавки 46.
Далее, путем применения процесса формирования электродов на верхней и нижней поверхностях блока 5 термоэлектрического устройства таких, чтобы отрезки 51 термоэлектрического полупроводника n-типа и отрезки 52 термоэлектрического полупроводника p-типа были электрически соединены последовательно в порядке чередования, создается термоэлектрическое устройство 6 такое же, как показано на фиг. 9.
В способе, соответствующем второму варианту осуществления, основания 10, 20 применяются для общей поддержки продольных перегородок 17, 27 и поперечных перегородок 47 вместо частей, оставшихся незатронутыми процессом рифления (части 15, 25, показанные на фиг. 2), примененным к блокам 1 и, соответственно, 2 термоэлектрического полупроводника, и они будут в конечном счете удалены путем шлифовки, как и в вышеописанном первом варианте его осуществления. Следовательно, участки термоэлектрического полупроводникового материала в областях, примыкающих к верхней и нижней поверхностям, могут эффективно использоваться, тем самым уменьшая неиспользуемую его часть. Таким образом, данный способ обладает тем преимуществом, что заметно увеличивает эффективность использования материала.
Данный вариант осуществления в равной мере обладает всеми достоинствами, присущими первому варианту осуществления.
Третий вариант осуществления: фиг. 15-18
Ниже, со ссылками на фиг. 15-18, следует описание третьего варианта осуществления способа изготовления термоэлектрического устройства, соответствующего изобретению. Первая половина процессов, применяемых при исполнении третьего варианта осуществления, такая же, что и для первого варианта осуществления, описанного со ссылкой на фиг. 1-3, и, соответственно, будет лишь кратко описана со ссылкой на эти фигуры.
В третьем варианте осуществления изготавливаются по два блока 1 термоэлектрического полупроводника n-типа и блока 2 термоэлектрического полупроводника p-типа, изображенных на фиг. 1. Затем к соответствующим блокам термоэлектрического полупроводника, как показано на фиг. 2, применяется процесс первичного рифления, посредством которого создаются
продольные канавки 16, 26 и продольные перегородки 17, 27, идущие с равным шагом и параллельно друг другу так, что глубина первых равна высоте последних, в результате чего образуется две пары рифленых блоков n-типа 11 и рифленых блоков p-типа 21.
В этом случае две пары рифленых блоков n-типа 11 и рифленых блоков p-типа 21 также можно изготавливать в процессе изготовления рифленых блоков, использующем способ формовки, который будет описан ниже.
Затем, с применением процесса стыковки, как показано на фиг. 3, посредством которого соответствующие рифленые блоки n-типа 11 и рифленые блоки p-типа 21 стыкуются друг с другом, и процесса первичного склеивания, в котором образуются объединенные блоки, посредством которого стыкованные рифленые блоки склеиваются друг с другом благодаря заполнению зазоров в участке их стыковки адгезивным изолирующим материалом, изготавливаются объединенные блоки 3.
Затем процесс вторичного рифления к одному из двух объединенных блоков применяется со стороны рифленого блока p-типа 21, показанного на фиг. 3, а к другому - со стороны рифленого блока n-типа 11, в результате чего формируется совокупность параллельных друг другу канавок с одинаковым шагом, идущих в направлении, пересекающем направление, в котором был применен процесс первичного рифления (в данном варианте осуществления под прямым углом), образуя пару рифленых объединенных блоков 43A, 43B, в которых множество поперечных канавок 46 и поперечных перегородок 47 сформировано так, как показано на фиг. 15, что глубина первых равна высоте последних.
В этом случае размеры поперечных канавок 46 и поперечных перегородок 47 устанавливаются аналогичными размерам продольных канавок 16, 26 и продольных перегородок 17, 27, описанных в первом варианте осуществления со ссылкой на фиг. 2, так, чтобы поперечные канавки 46 в одном из рифленых объединенных блоков и поперечные перегородки 47 в другом рифленом объединенном блоке могли стыковаться друг с другом. Иначе говоря, в рифленых объединенных блоках 43A, 43B, изображенных на фиг. 15, поперечные канавки 46 делаются с постоянным шагом, и ширина соответствующих поперечных канавок 46 делается больше, чем толщина соответствующих поперечных перегородок 47.
Затем, как показано на фиг, 16, с применением процесса вторичной стыковки, посредством которого два рифленых объединенных блока 43A, 43B соединяются друг с другом путем вхождения соответствующих поперечных перегородок 47 в соответствующие поперечные канавки 46, и далее, с применением процесса вторичного склеивания, посредством которого рифленые объединенные блоки, стыкованные друг с другом, склеиваются друг с другом в единое целое путем заполнения зазоров между стыкующимися частями адгезивным изолирующим материалом, два рифленых объединенных блока полностью соединяются между собой, образуя дважды объединенный блок 44.
Кроме того, для стыковки и склеивания рифленых объединенных блоков 43A и 43B, применяются способы, описанные ранее в первом варианте осуществления со ссылкой на фиг. 3, 7 и 8.
Затем к дважды объединенному блоку 44 применяется процесс зачистки отрезков термоэлектрического полупроводника. Иными словами, части дважды объединенного блока 44, отличные от глубинной части, обозначенной d на фиг. 16, удаляются путем полировки или шлифовки верхней и нижней его поверхностей так, чтобы остаток сошлифовывался, а области, где продольные канавки 16, 26, поперечные канавки 46, продольные перегородки 27, 17 и поперечные перегородки 47, состоящие либо из термоэлектрического полупроводника n-типа, либо из термоэлектрического полупроводника p-типа, все состыкованы между собой. Таким образом, как показано на фиг. 17, изготавливается блок 50 термоэлектрического устройства, в котором отрезки 51 термоэлектрического полупроводника n-типа и отрезки 52 термоэлектрического полупроводника p-типа располагаются в порядке чередования.
При окончательном соединении рифленых объединенных блоков 43A и 43B при исполнении этого варианта осуществления, предпочтительные условия изготовления требуют, чтобы отрезки 51 термоэлектрического полупроводника n-типа и отрезки 52 термоэлектрического полупроводника p-типа были установлены в правильном шахматном порядке, как показано на фиг. 17. Соответственно, их соответствующие положения должны быть выравнены, что можно осуществить, обеспечивая реперную поверхность по периметру каждого из рифленых объединенных блоков и размещая их при сборке на реперной поверхности с помощью зажима.
Такое выравнивание положений облегчает монтажные работы в процессе монтажа электродов, описанном ниже, поскольку стандартизирует и упрощает формы и схему расположения электродов, как показано на фиг. 18. Кроме того, это способствует повышению эффективности использования термоэлектрических полупроводников, поскольку отрезки термоэлектрического полупроводника, находящиеся в кромочных частях на противоположных сторонах, согласно фиг. 9, не входящие в последовательное электрическое соединение, могут быть, таким образом, устранены.
Затем к верхней и нижней поверхностям блока 50 термоэлектрического устройства применяется процесс формирования электродов так, чтобы электрически соединить отрезки 51 термоэлектрического полупроводника n-типа и отрезки 52 термоэлектрического полупроводника p-типа последовательно в порядке чередования, и, таким образом, изготавливается термоэлектрическое устройство 60, показанное на фиг. 18.
Фиг. 18 представляет собой плоскостной вид термоэлектрического устройства 60, изображающий его непосредственно сверху и соответствующие электроды, сформированные на его верхней поверхности и нижней поверхности.
Электроды 61 верхней поверхности круглой формы, изображаемые сплошными линиями, сформированные на верхней поверхности блока 50 термоэлектрического устройства, и электроды 62 нижней поверхности круглой формы, изображаемые прерывистыми линиями, сформированные на его нижней поверхности, представляют собой электроды для последовательного соединения отрезков 51 термоэлектрического полупроводника n-типа и отрезков 52 термоэлектрического полупроводника p-типа, соседствующих друг с другом, в результате чего образуется совокупность термопар. Далее, электроды 63, 64 нижней поверхности представляют собой электроды для снятия выходного напряжения.
Каждый из электродов, обозначаемый 61-64 образован нанесением золотой (Аu) пленки на верхнюю и нижнюю поверхности блока 50 термоэлектрического устройства, показанного на фиг. 17, способом вакуумного покрытия, способом напыления, способом электролизной металлизации и т.п., с последующим шаблонированием золотой пленки с помощью фотолитографической техники и техники травления. Кроме того, в качестве материала электродов можно использовать другие материалы, упомянутые в первом варианте осуществления, описанном выше.
В том случае, когда поверхностные неровности верхней и нижней поверхностей блока 50 термоэлектрического устройства, на которых сформированы электроды 61-64, с высокой степенью вероятности приводят к проблеме, как в случае первого варианта осуществления, желательно делать поверхности более гладкими путем притирки и т.п., поскольку таким образом можно избежать повреждения электродов (например их обрыва).
Соответственно, способ, согласно третьему варианту осуществления, имеет преимущество в том, что без электродов верхней поверхности 61b и электродов нижней поверхности 62b, сделанные в форме буквы Г, как показано на фиг. 9, которые требуются в первом и втором вариантах осуществления, можно обойтись, что облегчает процесс монтажа позволяет более эффективно использовать термоэлектрический полупроводниковый материал.
Кроме того, в термоэлектрическом устройстве, соответствующем третьему варианту осуществления, количество отрезков термоэлектрического полупроводника, входящих в него, в расчете на единицу его объема, практически удваивается по сравнению со случаем первого варианта осуществления или второго варианта осуществления, что дает возможность получить термоэлектрическое устройство меньших размеров, но способное выдавать более высокое напряжение.
В способе, согласно третьему варианту осуществления, сторона объединенного блока 3, показанная на фиг. 3, к которой применяется процесс рифления, может быть отшлифована заранее, до образования поперечных канавок 46, как показано на фиг. 15, так, чтобы стыкующиеся части между продольными канавками 16, 26 и продольными перегородками 17, 27, состоящие из термоэлектрического полупроводника n-типа и термоэлектрического полупроводника p-типа, соответственно, были зачищены.
Если поперечные канавки 46 образуются потом, все продольные канавки 16, 26, поперечные канавки 46, продольные перегородки 47, состоящие из термоэлектрического полупроводника n-типа и термоэлектрического полупроводника p-типа, соответственно, стыкуются воедино, когда применяется процесс вторичной сборки, показанный на фиг. 16. В результате, в процессе зачистки отрезков термоэлектрического полупроводника, можно создавать отрезки термоэлектрического полупроводника, оставляя нетронутой часть термоэлектрического полупроводникового материала, соответствующего полной высоте продольных перегородок 17, 27, тем самым, повышается эффективность использования термоэлектрического полупроводникового материала.
Четвертый вариант осуществления: фиг. 19-21
Четвертый вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства описан ниже со ссылкой на фиг. 19-21. Первая половина процесса, применяемого при исполнении четвертого варианта осуществления такая же, как и для второго варианта осуществления, описанного со ссылкой на фиг. 10- 12, и, соответственно, будет описана лишь вкратце, со ссылками на эти фигуры.
В четвертом варианте осуществления изготавливаются два составных блока 12 термоэлектрического полупроводника n-типа, получаемые приклеиванием блока 1 термоэлектрического полупроводника n-типа к основанию 10, показанные на фиг. 10, и два составных блока 22, образованные приклеиванием блока 2 термоэлектрического полупроводника p-типа к основанию 20, показанные на фиг. 10.
Затем, к соответствующим составным блокам 12, 22 термоэлектрического полупроводника применяется процесс первичного рифления, посредством которого в блоке 1 термоэлектрического полупроводника n-типа и, соответственно, в блоке 2 термоэлектрического полупроводника p-типа формируются канавки с равным шагом и на глубину вплоть до поверхности раздела между блоком 1 или 2 термоэлектрического полупроводника и основанием 10 или 20, как показано на фиг. 11 так, чтобы продольные канавки 16, 26 равно, как и продольные перегородки 17, 27 имели форму, напоминающую зубья гребенки. Таким образом, изготавливаются две пары рифленых составных блоков n-типа 13 и рифленых составных блоков p-типа 23. Положения соответствующих продольных канавок 16 рифленого составного блока n-типа 13 предпочтительно смещены относительно положений соответствующих продольных канавок 26 рифленого составного блока p-типа 23 на половину шага.
Затем к двум парам составных блоков 13 термоэлектрического полупроводника n-типа и, соответственно, составных блоков 23 термоэлектрического полупроводника p-типа, к которым был применен вышеописанный процесс рифления, применяется процесс первичной стыковки, посредством которого соответствующие рифленые составные блоки 13 термоэлектрического полупроводника n-типа и соответствующие рифленые составные блоки 23 термоэлектрического полупроводника p-типа стыкуются друг с другом так, что рифленые поверхности каждой пары входят в зацепление друг с другом, а затем к двум парам рифленых составных блоков 13 термоэлектрического полупроводника n-типа и рифленых составных блоков 23 термоэлектрического полупроводника p-типа, стыкованных друг с другом в ходе процесса первичной стыковки, применяется процесс первичного склеивания, посредством которого оба блока в каждой паре склеиваются друг с другом путем заполнения зазоров между ними в участке стыковки адгезивным элементом изоляции, и, тем самым, изготавливаются два объединенных блока 3', как показано на фиг. 12.
На одном из двух объединенных блоков 3' со стороны блока термоэлектрического полупроводника p-типа удаляется основание 20, в то время, как на другом объединенном блоке 3' со стороны блока термоэлектрического полупроводника n-типа удаляется основание 10, и, таким образом, образуется пара объединенных блоков 142A, 142B, с продольными перегородками 17 термоэлектрического полупроводника n-типа и продольными перегородками 27 термоэлектрического полупроводника p-типа, зачищенные с верхней и, соответственно, с нижней своей стороны, как показано на фиг. 19.
Затем к паре объединенных блоков 142A, 142B с той стороны, откуда было удалено основание 10 или 20, применяется тот же процесс, что был описан выше во втором варианте осуществления со ссылкой на фиг. 13, а именно процесс вторичного рифления, посредством которого формируется множество канавок с равным шагом, идущих в направлении, пересекающем направление, в котором был применен процесс первичного рифления (в данном варианте осуществления под прямым углом) на глубину вплоть до границы раздела между соответствующими блоками термоэлектрического полупроводника и основанием 20 или основанием 10, которое не было удалено, и, тем самым, изготавливаются два рифленых объединенных блока 143A, 143B с множеством поперечных канавок 46 и поперечных перегородок 47, образованных в них. В связи с этим было бы преимущественным, чтобы поперечные канавки 46 в одном из рифленых объединенных блоков, например, 143A, были бы сформированы так, чтобы их положения были смещены на половину шага относительно положений поперечных канавок 46, образованных на другом рифленом объединенном блоке, например, 143B.
Затем, путем применения процесса вторичной стыковки, посредством которого два рифленых объединенных блока 143A, 143B стыкуются друг с другом так, что соответствующие рифленые поверхности сцепляются друг с другом, а затем процесса вторичного склеивания, посредством которого два рифленых объединенных блока 143A, 143B, таким образом состыкованные друг с другом, склеиваются воедино путем заполнения зазоров между ними в участке стыковки адгезивным элементом изоляции, изготавливается дважды объединенный блок 144, изображенный на фиг. 21.
В этом случае, аналогично случаю третьего варианта осуществления, относительное положением отрезков 51 термоэлектрического полупроводника n-типа и отрезков 52 термоэлектрического полупроводника p-типа требуется управлять с тем, чтобы они были выстроены в шахматном порядке, как показано на фиг. 17, изображающей стыковку двух рифленых объединенных блоков 143A, 143B друг с другом.
Как описано в третьем варианте осуществления, выравнивание соответствующих положений можно осуществлять путем обеспечения реперной поверхности по периметру каждого из рифленых объединенных блоков. Кроме того, в четвертом варианте осуществления точное выравнивание соответствующих положений может осуществляться путем непосредственного наблюдения соответствующих отрезков 51 термоэлектрического полупроводника n-типа и соответствующих отрезков 52 термоэлектрического полупроводника p-типа с использованием микроскопа, если в качестве оснований 10 и 20 используется прозрачный материал типа стекла и т.п.
Затем, путем удаления оснований 10 и 20 с дважды объединенного блока 144 образуется блок 50 термоэлектрического устройства, показанный на фиг. 17 со ссылкой на третий вариант осуществления. Затем, путем снабжения электродами, такими же, как электроды 61-64, изображенные на фиг. 18, изготавливается термоэлектрическое устройство 60, такое же, как показанное на фиг. 18.
В этом варианте осуществления перед тем, как процесс вторичной стыковки применяется к двум объединенным блокам 3', основание 20 или 10 на той стороне, где применяется процесс формирования поперечных канавок 46, удаляется с соответствующих объединенных блоков 3' так, что когда пара рифленых объединенных блоков 143A, 143B стыкуются друг с другом образованными в них поперечными канавками, термоэлектрические полупроводники могут стыковаться друг с другом полностью, что позволяет всем термоэлектрическим полупроводникам оставаться нетронутыми, чтобы быть использованными в качестве отрезков термоэлектрического полупроводника без образования каких-либо отходов.
Однако, поскольку этот этап обработки не является обязательным, основание 10 или 20 может быть удалено после применения процесса вторичного рифления (формирование поперечных канавок) вместо того, чтобы сначала удалять основание 10 или 20.
Пятый вариант осуществления: фиг. 22-24
Пятый вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства описан ниже со ссылкой на фиг. 22-24.
В способе, соответствующем пятому варианту осуществления, блок 1 термоэлектрического полупроводника n-типа и, соответственно, блок 2 термоэлектрического полупроводника p-типа приклеиваются, соответственно, к одному из двух больших оснований 110, 120 (ниже именуемых большими основаниями), аналогично случаю второго варианта осуществления, и, таким образом, образуется составной блок 91 термоэлектрического полупроводника n-типа и составной блок 92 термоэлектрического полупроводника p-типа.
Конкретнее, большие основания 110, 120, используемые при исполнении данного варианта осуществления, имеют поверхность, большую, чем область приклеенной поверхности соответствующих блоков 1, 2 термоэлектрического полупроводника.
Аналогично случаю второго варианта осуществления, в блоках 1, 2 термоэлектрического полупроводника формируются продольные канавки 16, 26 и продольные перегородки 17, 27, соответственно, путем применения к ним процесса первичного рифления, и, таким образом, изготавливаются рифленый составной блок n-типа 181 и рифленый составной блок p-типа 182, показанные на фиг. 23. В этом примере продольные канавки 16, 26 предпочтительно прокладываются на такую глубину, чтобы врезаться в часть большого основания, соответственно, 110, 120. Делается это для того, чтобы в процессе стыковки, описанном ниже со ссылкой на фиг. 24, достичь наибольшего эффекта от прокладок 190, дабы термоэлектрические полупроводники n-типа равно, как и p-типа могли использоваться эффективно.
Затем, как показано на фиг. 24, применяется процесс первичной стыковки, посредством которого рифленый составной блок n-типа 181 и рифленый составной блок p-типа 182, показанные на фиг. 23, соединяются, чтобы быть стыкованными друг с другом. В этом примере, путем вставления прокладок 190 между большими основаниями 110 и 120, промежуток D между большими основаниями 110 и 120 точно контролируется (ограничивается), с целью выравнивания высоты продольных перегородок 17, 27, состоящих из термоэлектрического полупроводника, соответственно толщине соответствующих блоков 1, 2 термоэлектрического полупроводника.
Например, путем выравнивания толщины блока 1 термоэлектрического полупроводника n-типа, блока 2 термоэлектрического полупроводника p-типа и прокладок 190, соответственно, можно поддерживать заданную величину промежутка D между большими основаниями 110 и 120, позволяя, тем самым, продольным перегородкам 17, 27, состоящим, соответственно, из термоэлектрического полупроводника n-типа и p-типа, быть выровненными без колебаний толщины.
Иными словами, даже в случае колебания глубины продольных канавок 16, 26, соответственно, с использованием прокладок 190 термоэлектрические полупроводники n-типа и p-типа могут быть установлены так, чтобы не иметь колебаний толщины по отношению друг к другу, в результате чего можно избежать полировки или шлифовки термоэлектрического полупроводника n-типа и p-типа, приводящей к образованию отходов, что позволяет повысить эффективность его использования.
После процесса первичной стыковки с использованием прокладок 190, рифленый составной блок 181 n-типа и рифленый составной блок 182 p-типа склеиваются друг с другом путем заполнения зазоров между ними в участке стыковки адгезивным элементом изоляции, в результате чего образуется объединенный составной блок 193, показанный на фиг. 24.
Затем применяется процесс вторичного рифления, посредством которого изготавливается рифленый объединенный составной блок с поперечными канавками и поперечными перегородками, сформированными в нем, аналогичный объединенному блоку 14, показанному на фиг. 13 со ссылкой на второй вариант осуществления, и, путем заполнения соответствующих поперечных канавок изолирующей смолой и отверждения изолирующей смолы, формируются изолирующие смоляные слои, такие же, как изолирующие смоляные слои 54, показанные на фиг. 14. Затем, посредством удаления больших оснований 110, 120, образуется блок термоэлектрического устройства, такой же, как блок термоэлектрического устройства, показанный на фиг. 6. Далее, как показано на фиг. 9, путем формирования различных электродов на верхней и нижней поверхностях блока термоэлектрического устройства, последовательно соединяющих друг с другом соответствующие отрезки термоэлектрического полупроводника в порядке чередования, изготавливается термоэлектрическое устройство 6.
Шестой вариант осуществления: фиг. 25, 26
Ниже, со ссылками на фиг. 25, 26, описан шестой вариант осуществление соответствующего изобретению способа изготовления термоэлектрического устройства, использующий объединенные составные блоки, описанные при изложении пятого варианта осуществления.
В способе, соответствующем шестому варианту осуществления, два объединенных составных блока 193 изготавливаются посредством тех же процессов, что и соответствующие процессы в пятом варианте осуществления со ссылкой на фиг. 22-24.
Затем к двум объединенным составным блокам 193, соответственно, применяется процесс вторичного рифления (формирование поперечных канавок), причем большие основания 110 или 120 на той стороне, где применяется процесс вторичного рифления, удаляются способом, аналогичным процессу, применяемому в четвертом варианте осуществления, описанному со ссылкой на фиг. 19, и, тем самым, изготавливается пара рифленых объединенных составных блоков 203A, 203B, как показано на фиг. 25, снабженных совокупностью поперечных канавок 46 равно, как и поперечных перегородок 47, образованных в них, соответственно, для последующей стыковки друг с другом.
Затем пара рифленых объединенных составных блоков 203A, 203B стыкуются друг с другом, в то время, как промежуток между большими основаниями 110 и 120 поддерживается на заданном уровне (значение, эквивалентное высоте термоэлектрических полупроводников, оставшихся нетронутыми) с использованием прокладок 190, и зазоры между ними в участке стыковки заполняются адгезивным элементом изоляции, в результате чего образуется дважды объединенный блок 213, как показано на фиг. 26.
Затем отрезки 51 и 52 термоэлектрических полупроводников n-типа и p-типа зачищаются путем удаления больших оснований 110 и 120 дважды объединенного блока 213, в результате чего образуется блок термоэлектрического устройства, такой же, как блок термоэлектрического устройства, показанный на фиг. 17 со ссылкой на третий вариант осуществления.
Далее, путем формирования электродов 61-64 на верхней и нижней поверхностях блока термоэлектрического устройства, как показано на фиг. 18, и последовательного соединения соответствующих отрезков 51, 52 термоэлектрических полупроводников друг с другом в порядке чередования, изготавливается термоэлектрическое устройство 60.
Термоэлектрическое устройство 60, изготовленное согласно третьему, четвертому или шестому варианту осуществления, имеет размеры 10 х 10 х 2 мм, после удаления периферического участка блока термоэлектрического устройства площадью 12 мм2, оно способно объединять около 3400 пар термопар.
Когда к термоэлектрическому устройству 60 приложена разность температур 1.5oC, выходное напряжение на нем достигает 2.0 В.
Таким образом, поскольку термоэлектрическое устройство 60 имеет достаточно малые размеры, и потому способно уместиться в малом портативном электронном устройстве, например, наручных часах, и, в то же время, имеет достаточно высокий уровень выходного напряжения в разомкнутой цепи (ЭДС), чтобы приводить в действие наручные часы, с помощью термоэлектрического устройства 60 в сочетании с бустерной цепью возможно приводить в действие различные портативные электронные устройства.
Седьмой вариант осуществления: фиг. 27-29
Седьмой вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства описан ниже со ссылкой на фиг. 27-29.
В способе, соответствующем седьмому варианту осуществления изобретения, прежде всего подготавливаются блок 1 термоэлектрического полупроводника n-типа и блок 2 термоэлектрического полупроводника p-типа, как показано на фиг. 1 со ссылкой первый вариант осуществления, и, как показано на фиг. 27, на поверхностях соответствующих блоков 1, 2 термоэлектрических полупроводников формируется металлический покровный слой 223, то есть, по крайней мере, на поверхности, склеиваемой с основанием, и на поверхности с противоположной его стороны (на поверхности, где формируются электроды в применяемом далее процессе формирования электродов) путем металлизации, осаждения паров, напыления и т. п. Таким образом, образуются покрытый блок 221 термоэлектрического полупроводника n-типа и покрытый блок 222 термоэлектрического полупроводника p-типа.
Металлический покровный слой 223 представляет собой либо однородный слой, состоящий из никеля (Ni), меди (Cu), золота (Au) и т.п., либо составной слой, образованный наложенными друг на друга однородными слоями. Металлический покровный слой 223 предусмотрен с целью улучшить электрическое соединение между различными монтажными электродами, описанными ниже, и термоэлектрическими полупроводниками. Поэтому желательно гарантировать омический контакт между металлическим покровным слоем 223 и блоком 1 термоэлектрического полупроводника n-типа равно, как и блоком 2 термоэлектрического полупроводника p-типа, путем применения должной тепловой обработки к металлическому покровному слою 223 в процессе или после его формирования.
Толщина металлических покровных слоев 223 может колебаться в пределах, примерно, от 0.1 до 50 мкм. Однако, с учетом возможности того, что на последующих этапах обработки высота покрытого блока 221 термоэлектрического полупроводника n-типа и, соответственно, покрытого блока 222 термоэлектрического полупроводника p-типа выравнивается путем легкого удаления частей поверхностей металлических покровных слоев 223 путем полировки и т.п., возникнут трудности, обусловленные тем, что при чрезмерно тонких металлических покровных слоях обработка затрудняется вследствие малой возможности полировки, тогда как, чрезмерно толстые слои часто порождают проблемы, связанные с напряжениями. Соответственно, толщина металлических покровных слоев 223 преимущественно находится в пределах от 2 до 10 мкм, и для формирования пленки такого порядка толщины наиболее подходящим является способ электролитической или электролизной металлизации.
В этом варианте осуществления в качестве металлического покровного слоя 223 способом электролитической металлизации формируется многослойная пленка общей толщиной 5 мкм, состоящая из слоя Ni и слоя Au.
В качестве процесса, показанного на фиг. 27 и последующих, может быть применен на выбор любой из процессов, применяемых во втором, четвертом, пятом и шестом вариантах осуществления. Седьмой вариант осуществления будет описан исходя из процессов, практически аналогичных тем, что применяются в пятом варианте осуществления.
Соответственно, фиг. 28 отвечает фиг. 23. Иными словами, приготавливаются составной блок термоэлектрического полупроводника n-типа, образованный приклеиванием покрытого блока 221 термоэлектрического полупроводника n-типа к большому основанию 110, и составной блок термоэлектрического полупроводника p-типа, образованный приклеиванием покрытого блока 222 термоэлектрического полупроводника p-типа к большому основанию 120, в покрытых блоках термоэлектрического полупроводника, соответственно, n-типа и p-типа посредством процесса шлифовки с использованием пилы для нарезки тонких пластинок или процесса полировки с использованием проволочной пилы проделываются продольные канавки 16, 26 и продольные перегородки 17, 27. В результате образуются покрытый рифленый составной блок 231 n-типа и покрытый рифленый составной блок 232 p-типа. В этом случае части соответствующих металлических покровных слоев 223 на верхних и нижних концах продольных перегородок 17, 27 остаются нетронутыми, как и металлические слои 233.
Покрытый блок 221 термоэлектрического полупроводника n-типа и покрытый блок 222 термоэлектрического полупроводника p-типа приклеены, соответственно, к большому основанию 110 или к большому основанию 120 посредством клея или воска. Кроме того, для больших оснований 110 и 120 можно использовать любой материал, имеющий заданную степень твердости, например, стекло, керамику, пластмассу, металл и т.п.
Шаг, с которым проделываются продольные канавки 16, 26, а также ширина и глубина продольных канавок 16, 26 существенна, как описано со ссылкой на фиг. 23, за исключением того, что глубина их может быть несколько различной. В этом варианте осуществления продольные канавки 16, 26 проделываются либо до глубины залегания поверхности раздела между покрытым блоком 221 термоэлектрического полупроводника n-типа и большим основанием 110 или между покрытым блоком 222 термоэлектрического полупроводника p-типа и большим основанием 120, либо так, чтобы врезаться в большое основание 110 или 120.
Причина этого в том, что при осуществлении процесса объединения покрытого рифленого составного блока 231 n-типа с покрытым рифленым составным блоком 232 p-типа поверхности металлических слоев 233 соответствующих покрытых рифленых составных блоков устанавливаются на одном уровне друг с другом.
Затем, как описано в пятом варианте осуществления со ссылкой на фиг. 24, покрытый рифленый составной блок 231 n-типа и покрытый рифленый составной блок 232 p-типа объединяются, чтобы быть стыкованными друг с другом, и зазоры между ними в участке стыковки заполняются адгезивными элементами изоляции с образованием слоев склеивания 32, показанных на фиг. 29, так что объединенный составной блок изготавливается посредством склеивания покрытых рифленых составных блоков друг с другом.
Затем к объединенному составному блоку применяется процесс вторичного рифления, посредством которого образуется рифленый объединенный составной блок с поперечными канавками и поперечными перегородками, сформированными в нем, и, путем заполнения соответствующих поперечных канавок изолирующей смолой и ее отверждения, образуются изолирующие смоляные слои, такие же, как изолирующие смоляные слои 54, показанные на фиг. 5.
После удаления больших оснований 110, 120 образуется блок 5 термоэлектрического устройства, как показано на фиг. 6. Далее, путем формирования соответствующих электродов 81, 82, как показано на фиг. 29, на верхней и нижней поверхностях блока термоэлектрического устройства и последовательного соединения отрезков 51 термоэлектрического полупроводника n-типа и отрезков 52 термоэлектрического полупроводника p-типа друг с другом в порядке чередования, может быть изготовлено термоэлектрическое устройство 80.
Фиг. 29 изображает термоэлектрическое устройство 80, соответствующее седьмому варианту осуществления изобретения, в разрезе, согласно его плоскостному виду, показанному, соответственно, на фиг. 9 и 18. В связи с этим, для формирования электродов 81 верхней поверхности и электродов 82 нижней поверхности обычно используется вышеописанная пленка, образуемая осаждением паров. Однако способ, в соответствии с этим вариантом осуществления, может отличаться использованием электропроводной пасты, например, серебряной пасты.
Электрическое соединение между электропроводной пастой и тем полупроводником, что используется в способе изобретения, обычно приводит к трудностям, связанным с высоким контактным сопротивлением. Поэтому, в конструкции, соответствующей изобретению, электропроводная паста не пригодна для использования в качестве монтажных электродов. Однако, благодаря снабжению металлическим слоем 233, показанным в седьмом варианте осуществления, вышеупомянутое контактное сопротивление можно уменьшить до пренебрежимо низкого уровня. Следовательно, электропроводная паста может быть использована в качестве материала электродов 81 верхней поверхности и электродов 82 нижней поверхности.
Способ, согласно этому варианту осуществления, имеет преимущество, состоящее в заметном увеличении продуктивности, поскольку с использованием электропроводной пасты электроды можно формировать путем шаблонирования, используя способ маскированной печати.
Восьмой вариант осуществления: фиг. 30, 31
Восьмой вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства, описан ниже со ссылкой на фиг. 30 и 31.
Способ, соответствующий восьмому варианту осуществления, описывается, начиная со стадии блока термоэлектрического устройства (например, такого же, как блок 5 термоэлектрического устройства, показанный на фиг. 6) до процесса монтажа, описанного в вариантах осуществления с первого по пятый. Иными словами, соответствующие процессы, применяемые до этой стадии, те же самые, что и в случае соответствующих вышеописанных вариантов осуществления.
После образования вышеописанного блока термоэлектрического устройства, металлические слои 233, те же, что и в случае седьмого варианта осуществления, формируются по крайней мере, на поверхностях отрезков 51 термоэлектрического полупроводника n-типа и отрезков 52 термоэлектрического полупроводника p-типа, где должны быть сформированы монтажные электроды.
В результате изготавливается блок 253 термоэлектрического устройства, показанный на фиг. 30, изображающей его вид в разрезе.
В этом варианте осуществления металлические слои 233 преимущественно наносятся способом металлизации, в результате чего образуется однослойная пленка, состоящая из Ni, Au, Cu и т.п., или многослойная пленка, образованная вышеуказанными пленками. Особенно пригодным способом является электролизная металлизация, посредством которой к зачищенным поверхностям отрезков 51, 52 термоэлектрического полупроводника может быть применена избирательная металлизация, пользующаяся преимуществом избирательности коэффициента конденсации Pd (палладия), действующего в качестве катализатора на поверхностях отрезков 51, 52 термоэлектрического полупроводника, адгезивных слоев 32 и слоев изолирующей смолы 54.
Кроме того, преимущественно не формировать металлический слой 233 на боковых поверхностях отрезков термоэлектрического полупроводника по периметру блока термоэлектрического устройства, (например, блока 5 термоэлектрического устройства, показанного на фиг. 6) до того, как к нему будет применен процесс монтажа, с которого начинается описание этого варианта осуществления. Следовательно, в этом варианте осуществления на периферической поверхности (или боковой поверхности) блока термоэлектрического устройства образуется покровный слой 254, состоящий из того же материала, что используется для адгезивных слоев 32 или слоев изолирующей смолы 54.
Фиг. 31 показывает термоэлектрическое устройство 80, изготовление которого завершается формированием на блоке 253 термоэлектрического устройства, показанного на фиг. 30, электродов 81 верхней поверхности и электродов 82 нижней поверхности путем использования электропроводной пасты, как описано в седьмом варианте осуществления.
Способ, соответствующий этому варианту осуществления, посредством которого металлические слои 233 формируются на более поздней стадии обработки, имеет дополнительное преимущество, состоящее в заметном улучшении продуктивности, поскольку, как и в случае седьмого варианта осуществления, здесь может быть использована электропроводная паста, и электроды можно формировать путем шаблонирования, используя способ маскированной печати.
Девятый вариант осуществления: фиг. 32, 33
Девятый вариант осуществления соответствующего изобретению способа изготовления термоэлектрического устройства, описан ниже со ссылкой на фиг. 32, 33.
Фиг. 32 показывает предварительное термоэлектрическое устройство 270, изготовленное согласно девятому варианту осуществления, которое принципиально не отличается от термоэлектрических устройств 6, 60 или 80, описанных в соответствующих вариантах осуществления, изложенных выше. При его изготовлении применяются практически те же процессы, за исключением того, что вместо адгезивного слоя 32 и слоя изолирующей смолы 54 в нем предусмотрены слои предварительной фиксации 271.
В отличие от вышеописанных вариантов осуществления, в которых адгезивные слои 32 и слои изолирующей смолы 54 входят в окончательный состав термоэлектрического устройства, в случае способа, соответствующего девятому варианту осуществления, слои изолирующей смолы не входят в окончательный состав термоэлектрического устройства.
Соответственно, вместо адгезивных слоев 32 и слоев изолирующей смолы 54 для предварительного скрепления отрезков 51 термоэлектрического полупроводника n-типа и отрезков 52 термоэлектрического полупроводника p-типа формируются слои предварительной фиксации 271, которые затем удаляются. Слои предварительной фиксации 271 образуются путем заполнения зазоров в участке стыковки после того, как к паре рифленых блоков был применен процесс стыковки, или путем заполнения поперечных канавок 46 после того, как они были проделаны, как показано на фиг. 4, 13 и др., материалом предварительной фиксации тем же способом, что и при формировании адгезивных слоев 32 и слоев изолирующей смолы 54. В качестве материала предварительной фиксации используется адгезивный материал, удаляемый путем нагревания или с помощью растворителя, например, воск.
В способе изготовления, согласно девятому варианту осуществления, как показано на фиг. 33, на всю верхнюю, а также нижнюю поверхности предварительного термоэлектрического устройства 270, показанного на фиг. 32, накладывается адгезивная смола, например, эпоксидная смола, и, тем самым, формируются изолирующие фиксирующие слои 284. Предварительное термоэлектрическое устройство 270 затем помещается между тепловыделяющей пластиной 281 и теплопоглощающей пластиной 282 и прочно прикрепляется к ним посредством полностью сформированных изолирующих фиксирующих слоев 284.
Для изготовления тепловыделяющей пластины 281 и теплопоглощающей пластины 282 используется материал, имеющий высокую теплопроводность, например, металл или керамика.
В частности, в том случае, когда для этой цели избран металл, к поверхности металла может быть преимущественно применена обработка с целью формирования изолирующей оксидной пленки во избежания опасности случайного короткого замыкания, возникающего между электродами 81 верхней поверхности и тепловыделяющей пластиной 281 или электродами 82 нижней поверхности и теплопоглощающей пластиной 282, если изолирующие фиксирующие слои 284 сделаны слишком тонкими.
Затем, как показано на фиг. 33, после заключения предварительного термоэлектрического устройства 270, между тепловыделяющей пластиной 281 и теплопоглощающей пластиной 282, слои предварительной фиксации 271 удаляются путем нагрева или с помощью растворителя, в результате чего изготавливается термоэлектрическое устройство 280, снабженное полостями 283, образованными в освобожденных, согласно вышеописанному, областях.
В конструкции термоэлектрического устройства 280, соответствующей этому варианту осуществления, теплопроводность между тепловыделяющей пластиной 281 и теплопоглощающей пластиной 282, осуществляемая материалами, помимо термоэлектрических полупроводников, в высшей степени затруднена в силу чрезвычайно низкой теплопроводности воздуха, заполняющего пустоты 283, что увеличивает отдачу термоэлектрического устройства.
В вышеозначенном варианте осуществления вместо адгезивных слоев 32, предусмотренных в стыкующихся частях между рифлеными блоками термоэлектрических полупроводников n-типа и p-типа, и изолирующих смоляных слоев 54, предусмотренных в поперечных канавках, образованных после объединения пары рифленых блоков, предусмотрены слои предварительной фиксации 271. Однако, заменить слоями предварительной фиксации 271 можно либо только адгезивные слои, либо только изолирующие смоляные слои, и после заключения предварительного термоэлектрического устройства 270 между тепловыделяющей пластиной 281 и теплопоглощающей пластиной 282 с тем, чтобы быть полностью закрепленным с помощью изолирующих фиксирующих слоев 284, слои предварительной фиксации 271 могут быть удалены так, чтобы либо адгезивные слои 32, либо изолирующие смоляные слои 54 оставались нетронутыми.
Это позволит сочетать повышение прочности термоэлектрического устройства с увеличением его отдачи.
При использовании термоэлектрического устройства 280, показанного на фиг. 33, в качестве генератора электроэнергии, теплопоглощающая пластина 282 располагается со стороны более низкой температуры.
Еще один вариант осуществления процесса изготовления рифленого блока термоэлектрического полупроводника: фиг. 34
Еще один вариант осуществления соответствующего изобретению процесса изготовления рифленого блока термоэлектрического полупроводника, описан ниже со ссылкой на фиг. 34.
Согласно первому варианту осуществления или третьему варианту осуществления, описанным выше, в процессе изготовления рифленых блоков термоэлектрического полупроводника, в блоках 1 и 2 термоэлектрического полупроводника, соответственно, n-типа и p-типа совокупность параллельных друг другу канавок формируется путем машинной обработки с помощью проволочной пилы и т.п., в результате чего изготавливаются рифленый блок 11 термоэлектрического полупроводника n-типа и рифленый блок 21 термоэлектрического полупроводника p-типа.
Однако рифленый блок 11 термоэлектрического полупроводника n-типа и рифленый блок 21 термоэлектрического полупроводника p-типа могут быть также изготовлены путем формовки материала термоэлектрического полупроводника n-типа и материала термоэлектрического полупроводника p-типа по отдельности в форме (металлической форме) для рифленого блока, с последующим синтерированием сформованных материалов.
В таком процессе изготовления рифленых блоков, как описано выше, состав, используемый для формовки под давлением изготавливается путем добавления смеси, например, органического связующего вещества, состоящего, например, из сополимера этилен-винилацетат-полибутилметакрилат-полистирола, атактического полипропилена, твердого парафина и дибутилфталата, в размолотый до состояния порошка термоэлектрический полупроводниковый материал (например, в случае материала термоэлектрического полупроводника p-типа, размолотые в порошок кристаллы BiTeSb, как в случае первого варианта осуществления) со средним размером зерна порядка 1 мкм, и перемешивания смеси при помощи герметической мешалки. Подходящее отношение концентраций компонентов смеси порошка и органического связующего вещества составляет от 5 до 15 весовых частей органического связующего вещества на 100 весовых частей порошка.
Изготовленный, таким образом, состав для формовки под давлением формуется путем использования аппарата для формовки под давлением, и фиг. 34 представляет собой вид в разрезе металлической формы, с помощью которой осуществляется формовка.
В этом случае состав для формовки под давлением выходит из форсунки 304 и заполняет формовочную полость 308 внутри подвижной формы 301, которая имеет форму рифленого блока через литник неподвижной формы 303 и горловину 307 промежуточной формы 302.
Сформованное тело, образованное в формовочной полости 308, как описано выше, выталкивается пальцами выбрасывателя 305 и вынимается, когда подвижный блок 301 смещается и отделяется oт промежуточной формы 302. Формовочная полость 308 сконструирована так, что ее размеры примерно на 20% больше размеров рифленого блока, с учетом усадки, которая происходит при синтерировании сформованного тела.
Затем сформованные тела помещаются рядом друг с другом на плоскую алюминиевую пластину в вакуумной печи при 400oC на время удержания в 1 час, в результате чего образуются предварительные синтерированные тела, из которых практически полностью удалены органические связующие вещества. На конечной стадии предварительные синтерированные тела вновь помещаются рядом друг с другом на плоскую алюминиевую пластину и подвергаются процессу обжига при 470oC в течение 3 часов в электрической печи в атмосфере потока водорода, в результате чего образуются синтерированные тела, состоящие из термоэлектрических полупроводников, соответственно, n-типа и p-типа. Синтерированными телами являются рифленый блок 11 n-типа и рифленый блок 21 p-типа.
Выше были приведены описания различных вариантов осуществления соответствующего изобретению способа изготовления термоэлектрического устройства, и каждый из вариантов осуществления основан на конструкции, в которой отрезки 51, 52 термоэлектрического полупроводника выстроены в виде матрицы. Иными словами, все варианты осуществления делают упор на применение процесса формирования поперечных канавок после процесса формирования продольных канавок, затем, процесса зачистки отрезков термоэлектрического полупроводника, и далее, процесса формирования электродов для монтажа и т.п., чем завершается изготовление термоэлектрического устройства.
Однако, в случае, когда термопары, даже в малом количестве, могут быть эффективно использованы, изготовление термоэлектрического устройства может завершаться в соответствующих вариантах осуществления, описанных выше, путем применения процесса зачистки отрезков термоэлектрического полупроводника без применения процесса формирования поперечных канавок, и, затем, путем формирования электродов для монтажа и т.п.
В случае применения такого порядка обработки, законченный продукт будет термоэлектрическим устройством, состоящим из тонких слоев термоэлектрического полупроводника, соответственно, n-типа и p-типа, выстроенных в порядке чередования и соединенных друг с другом последовательно.
Очевидно, что способ изготовления термоэлектрического устройства, соответствующего изобретению, достаточно эффективен для изготовления термоэлектрического устройства, имеющего вышеописанную конструкцию.
Как описано в каждом из вышеперечисленных вариантов осуществления, продольные канавки, а также поперечные канавки формируются с использованием проволочной пилы или пилы для нарезки тонких пластинок, и в случае применения процесса рифления путем шлифовки с использованием проволочной пилы, нижние поверхности продольных канавок равно, как и поперечных канавок, фактически приобретают форму дуги.
Хотя продольные канавки имеют дугообразные нижние поверхности тогда, как продольные перегородки имеют верхние края прямоугольной формы, при соединении рифленого блока n-типа и рифленым блоком p-типа с целью их стыковки между собой, никаких особых проблем не возникает, поскольку образующиеся при этом зазоры заполняются клеем.
Кроме того, когда, после образования объединенного блока поперечные канавки формируются с использованием проволочной пилы, нижние поверхности поперечных канавок приобретают форму дуги окружности. Однако, и в этом случае не возникает никаких проблем, поскольку поперечные канавки заполняются изолирующей смолой.
Из вышеприведенного описания следует, что при соответствующем изобретению способе изготовления термоэлектрического устройства, рифленые блоки, состоящие из термоэлектрического полупроводника, соответственно, n-типа и p-типа, изготовленные путем применения к элементам термоэлектрического полупроводника точной машинной обработки или путем применения к материалу термоэлектрического полупроводника процесса точной формовки, и затем, путем применения процесса объединения, состоящего в соединении рифленых блоков с целью их стыковки между собой, элементами термоэлектрического полупроводника всегда можно манипулировать в форме агрегатов (блоков). Следовательно, термоэлектрическое устройство, объединяющее в себе термопары, состоящее из множества отрезков термоэлектрического полупроводника, может быть изготовлено без применения таких процессов, как формирование термоэлектрических полупроводников листообразной формы, процесса формирования термоэлектрических полупроводников в форме щетки для волос, путем применения процесса точного рифления и т. п., в ходе которых в любой момент может произойти механическое разрушение материала термоэлектрического полупроводника.
Соответственно, сверхмалое термоэлектрическое устройство, способное выдавать высокое напряжение, может быть изготовлено легко и эффективно, что дает возможность использовать энергию, вырабатываемую за счет разности температур, возникающих в портативных электронных устройствах таких, как наручные часы.
При помощи соответствующего изобретению способа изготовления термоэлектрического устройства, можно легко и эффективно изготавливать термоэлектрическое устройство малых размеров, содержащее множество сформированных в нем термопар, способное выдавать высокое напряжение. Поскольку высокое выходное напряжение может вырабатываться путем использования термоэлектрического устройства в качестве малого термоэлектрического генератора, термоэлектрическое устройство, установленное в миниатюрном портативном электронном устройстве, например, в наручных часах и т.п., может быть использовано для снабжения его электроэнергией, генерируемой за счет разности температур.
Термоэлектрическое устройство может также использоваться при изготовлении охлаждающей системы малых размеров и с высокой отдачей, которое является чрезвычайно полезным в качестве портативного холодильника или устройства местного охлаждения для лазеров, интегральных схем и т.п.
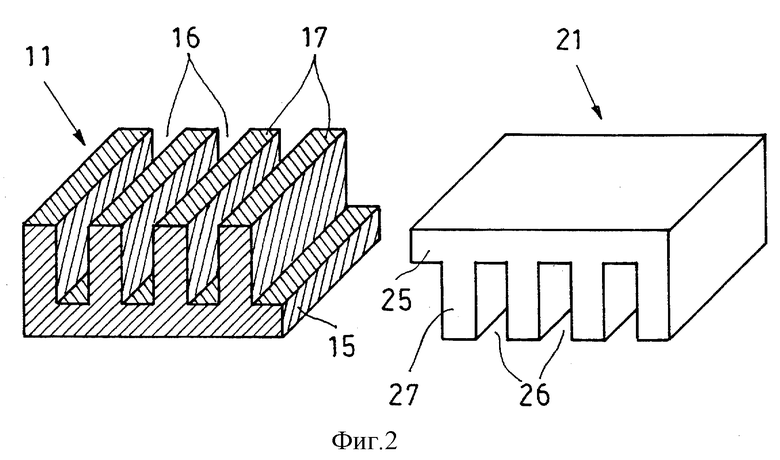
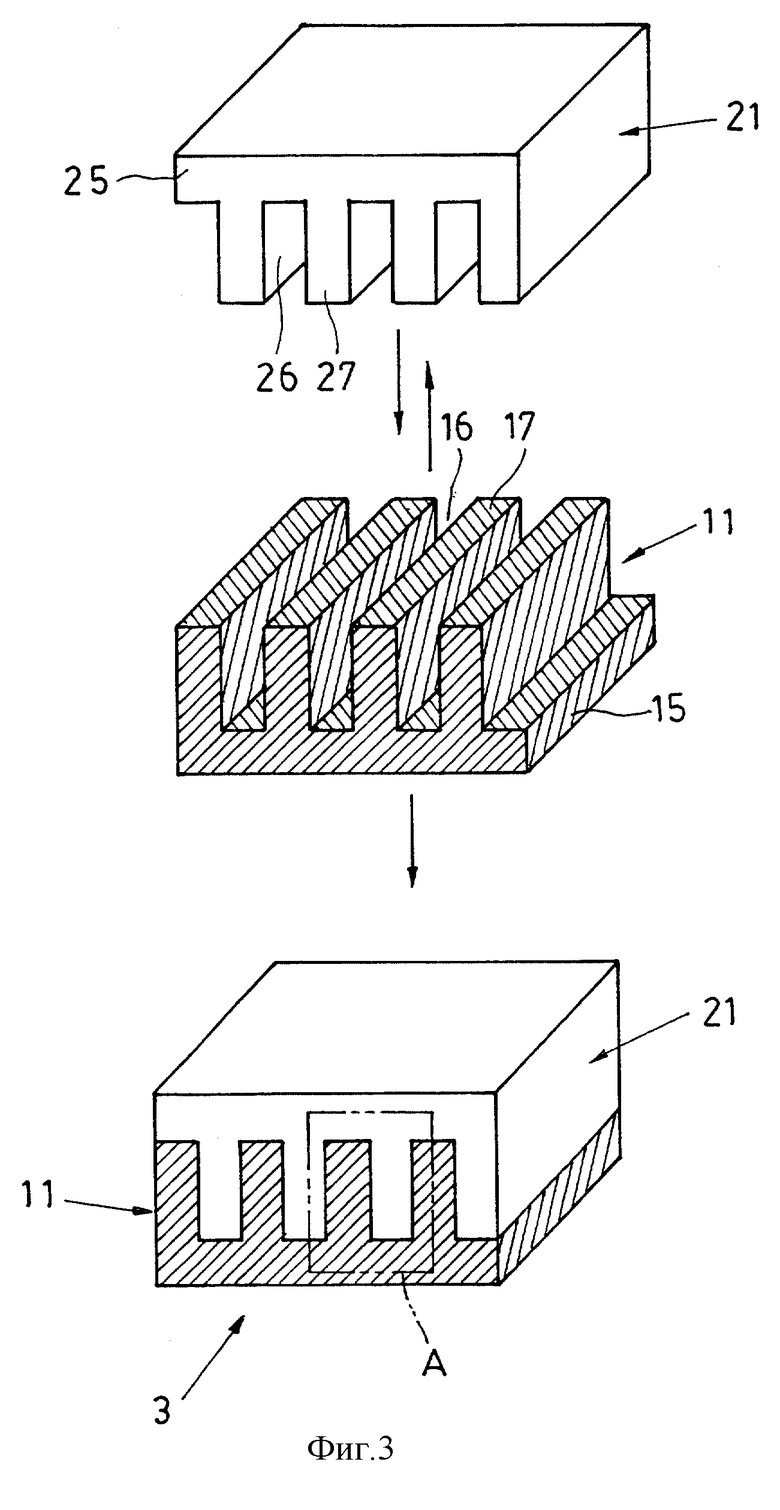
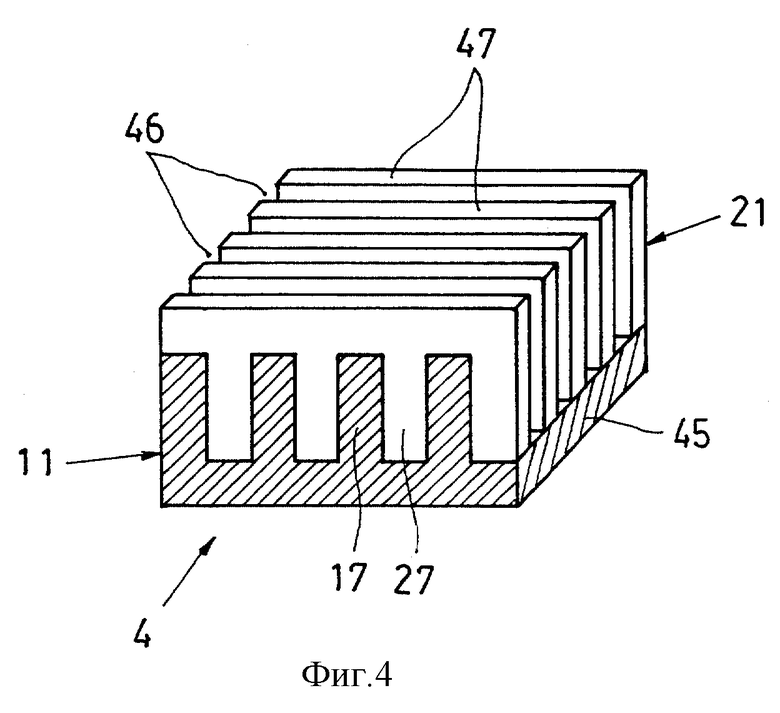
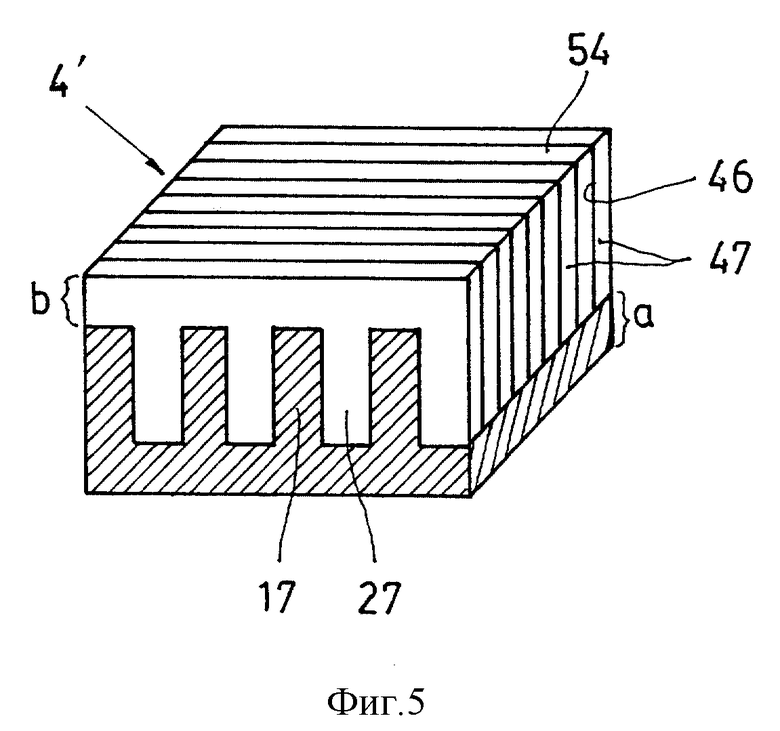
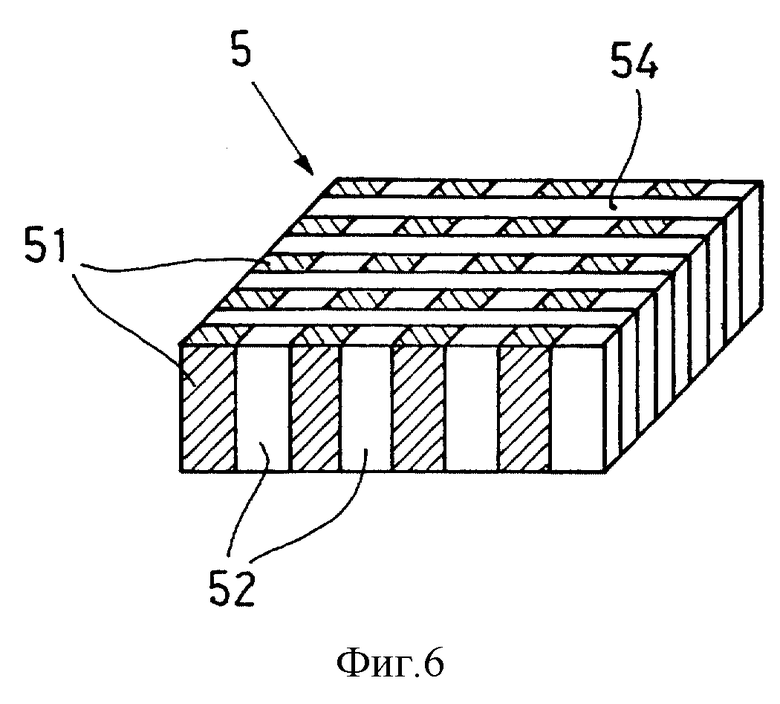
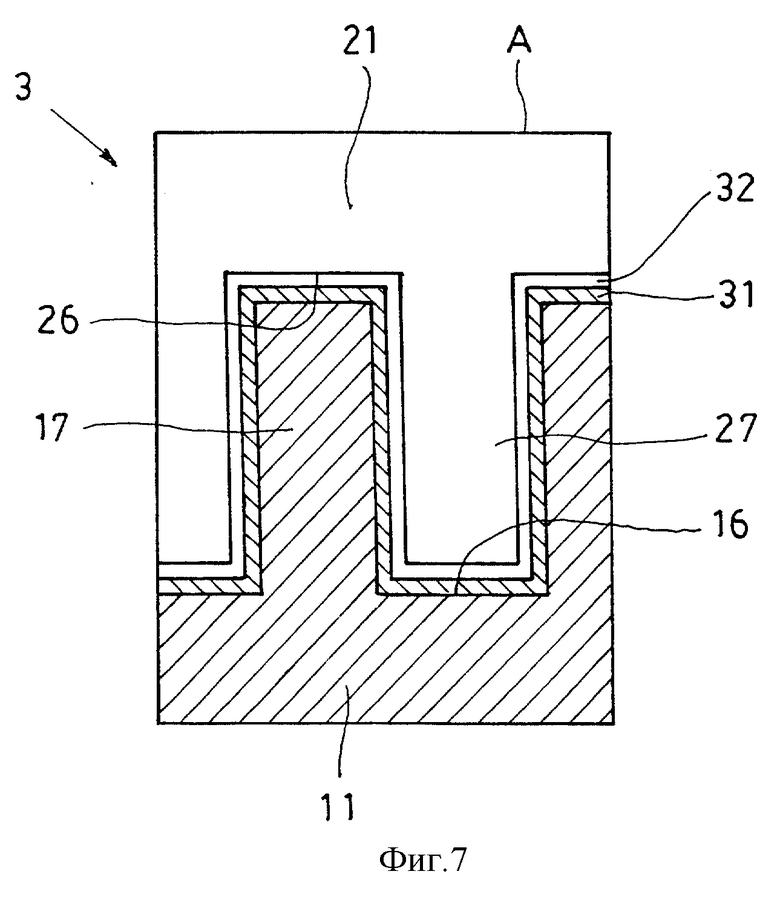
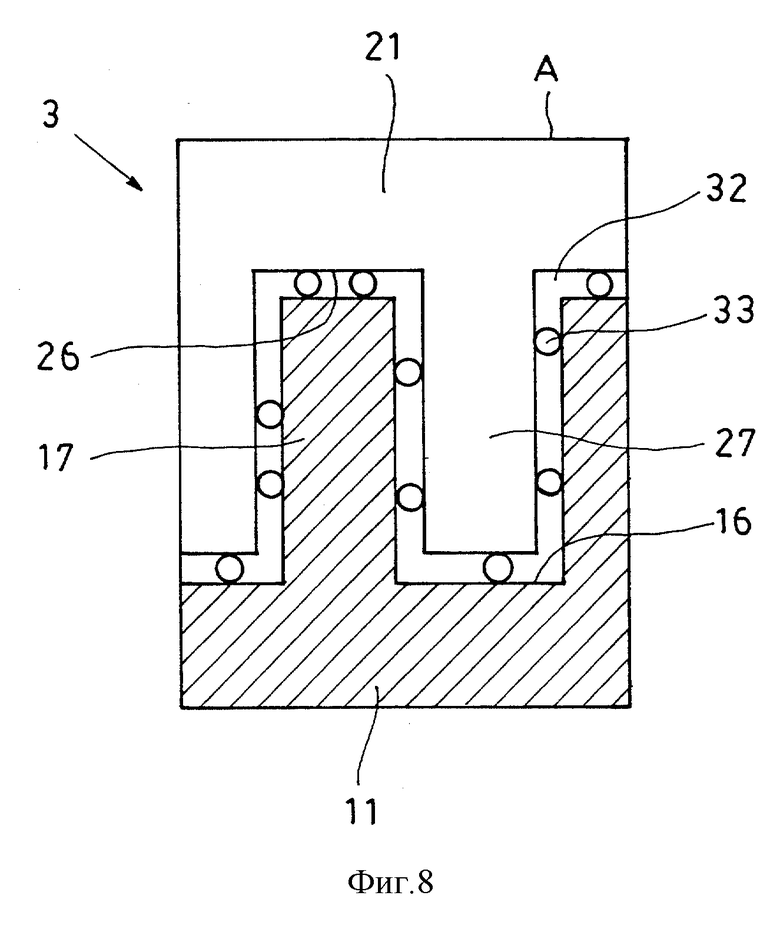
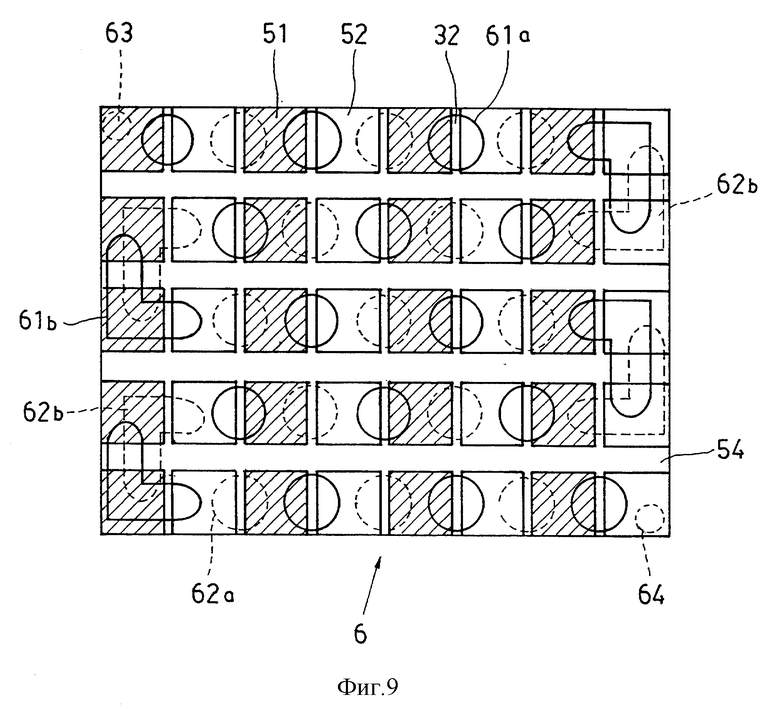
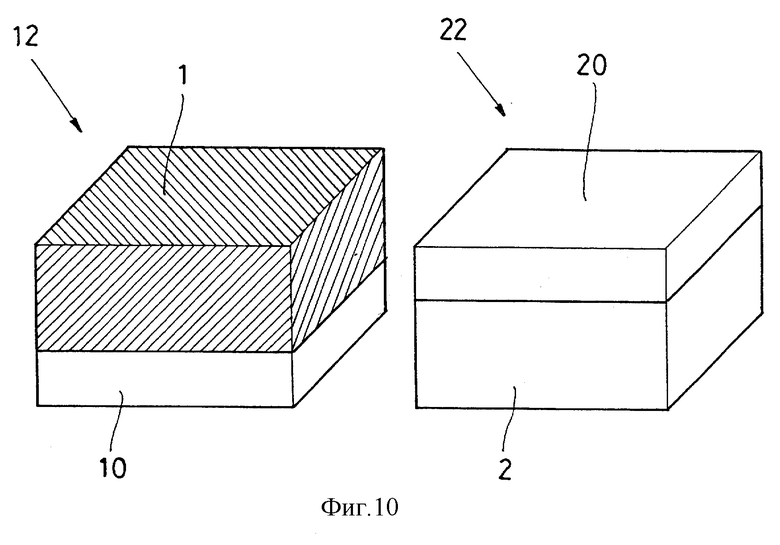
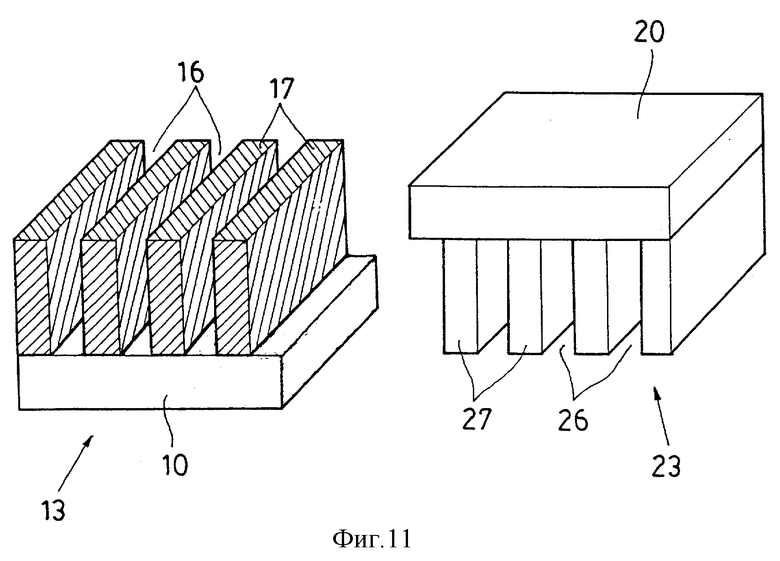
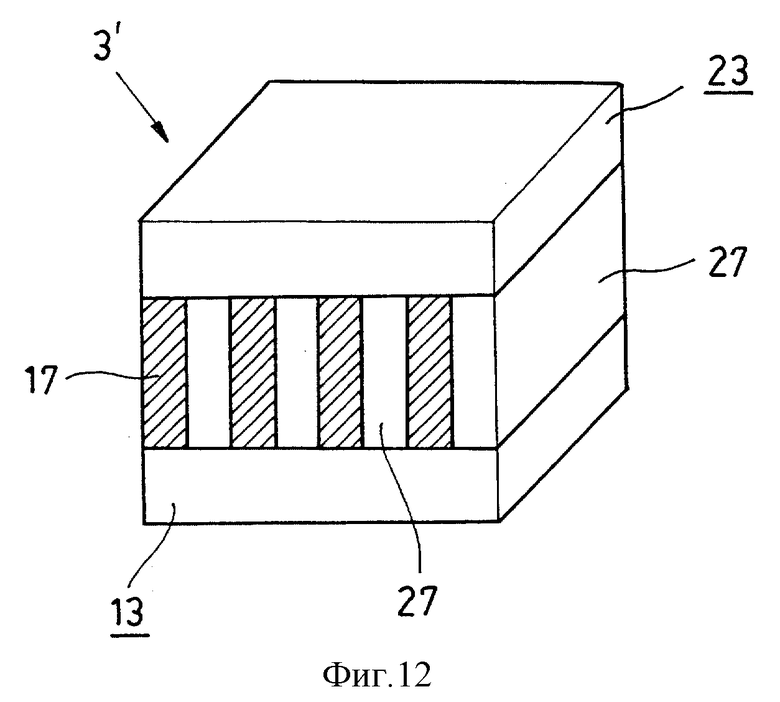
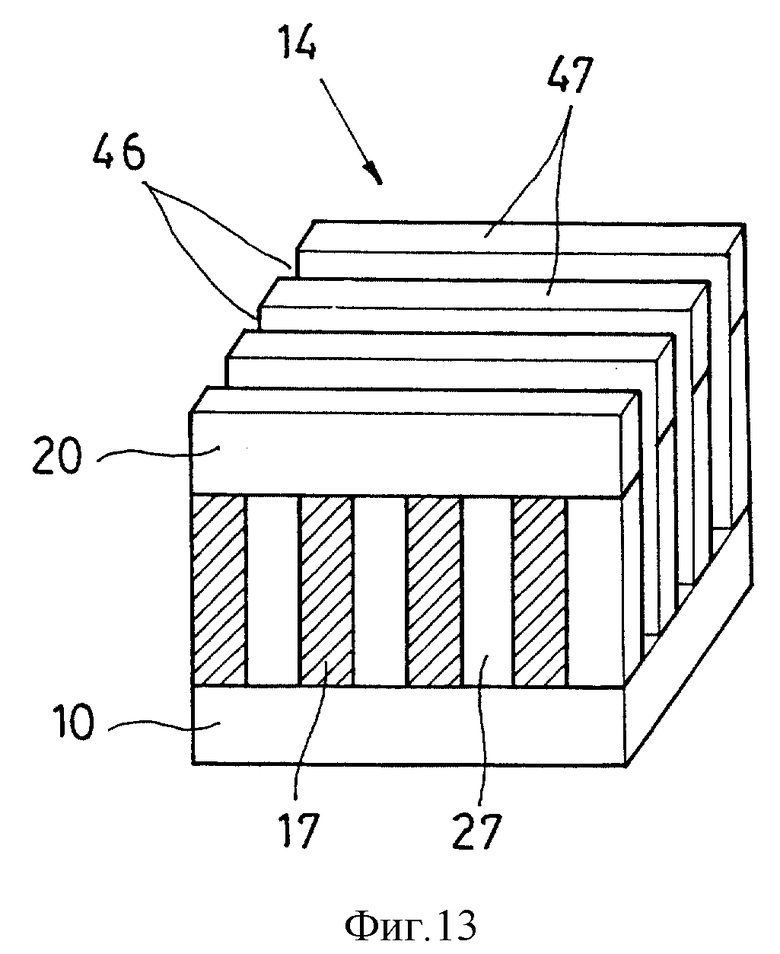
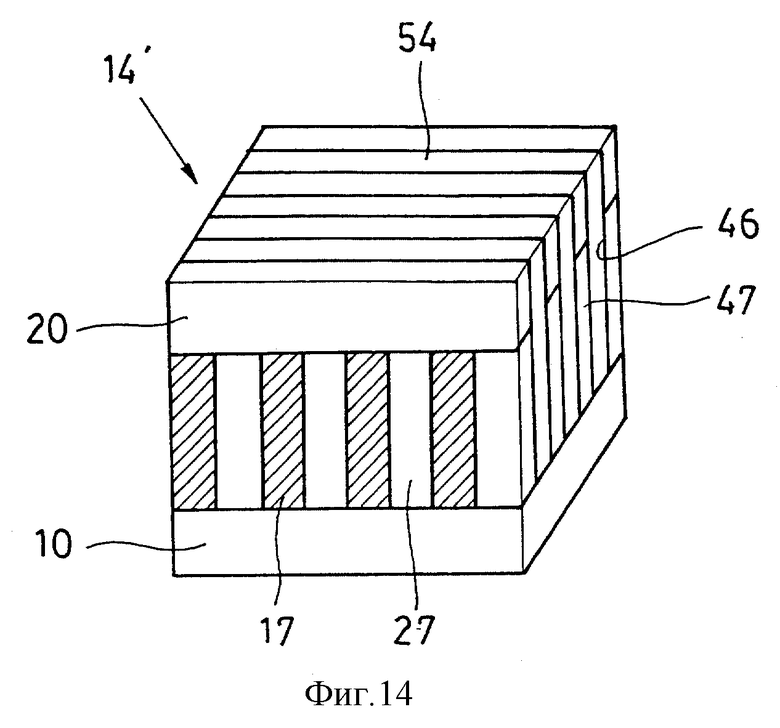
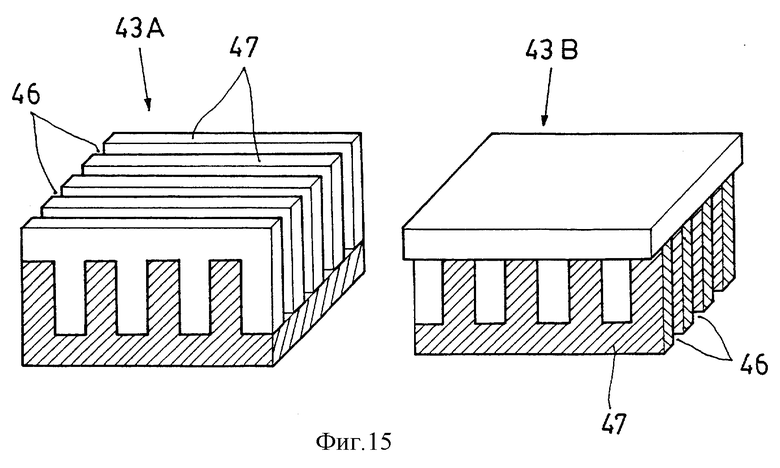
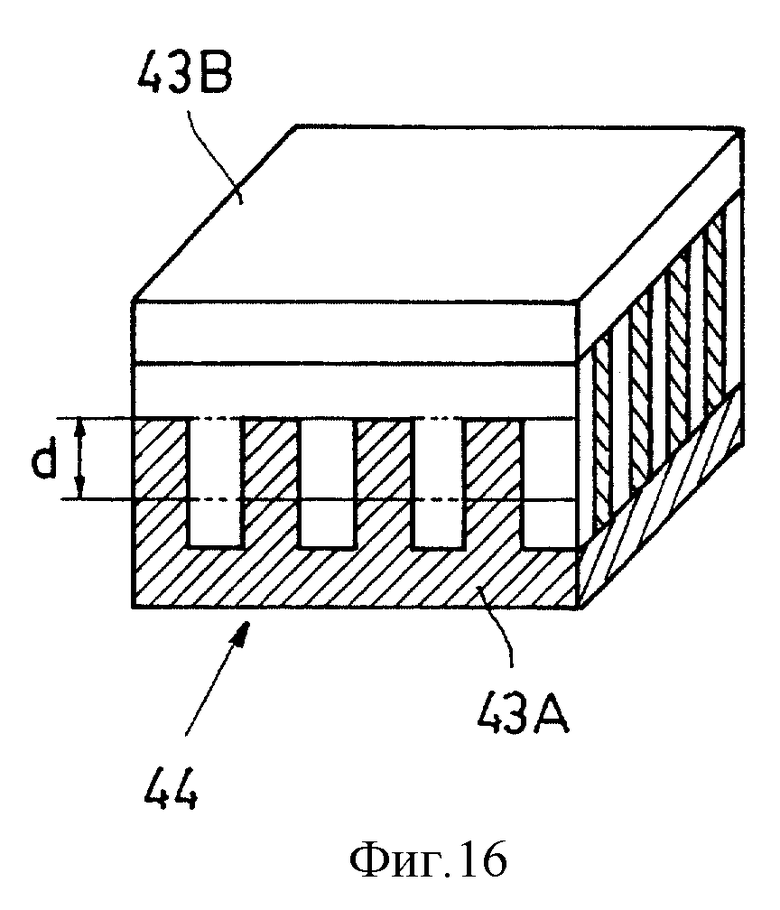
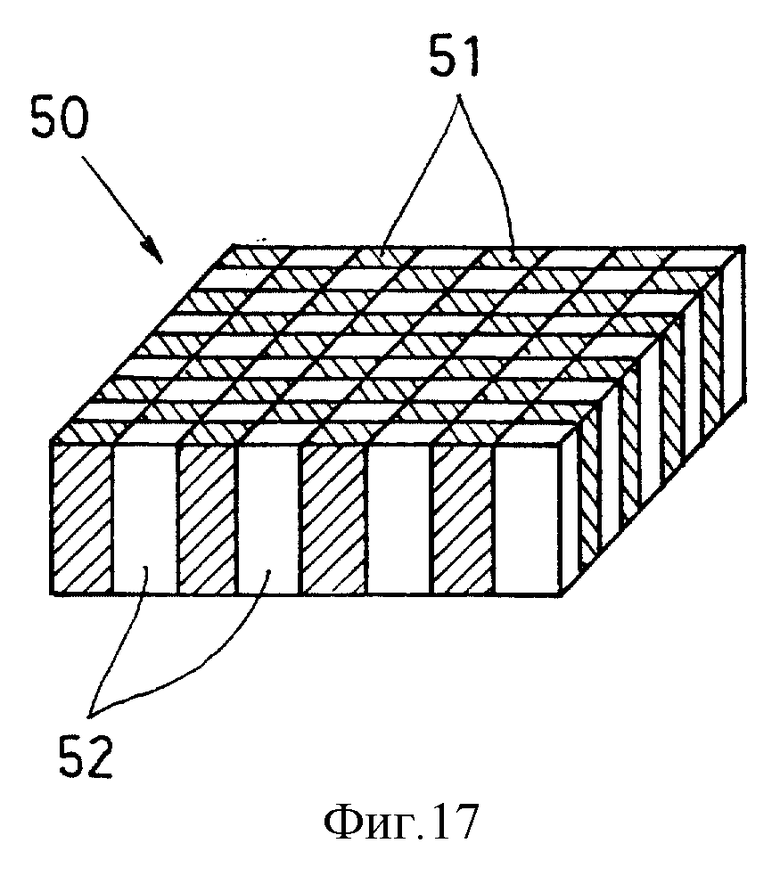
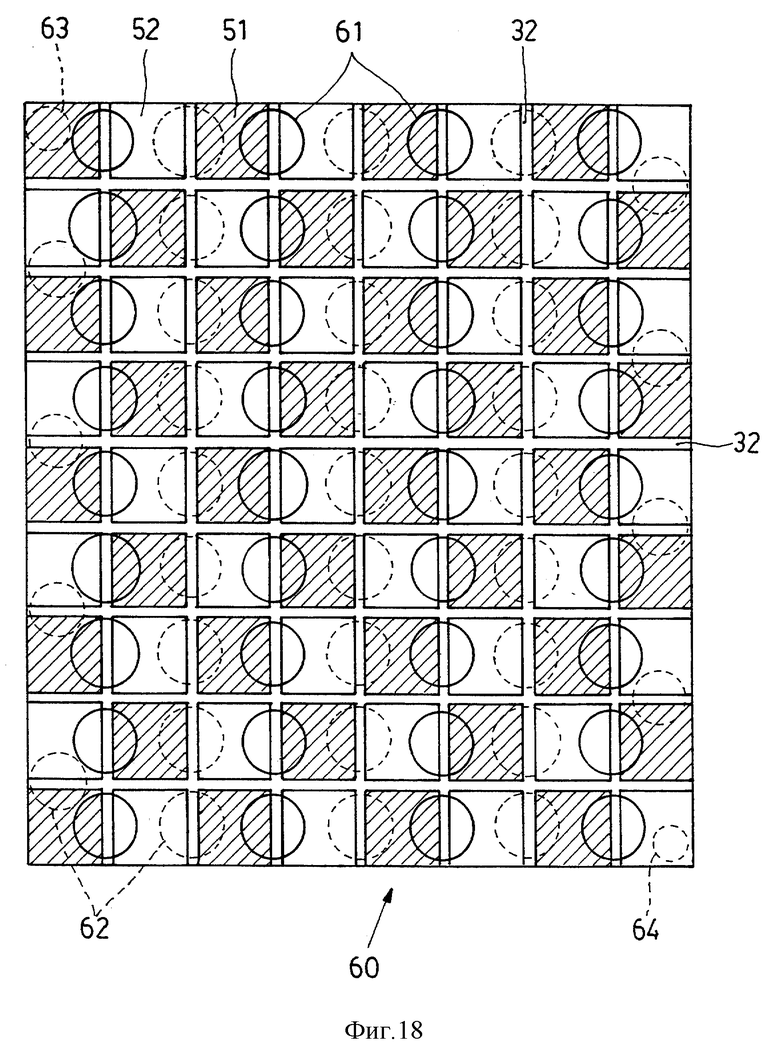
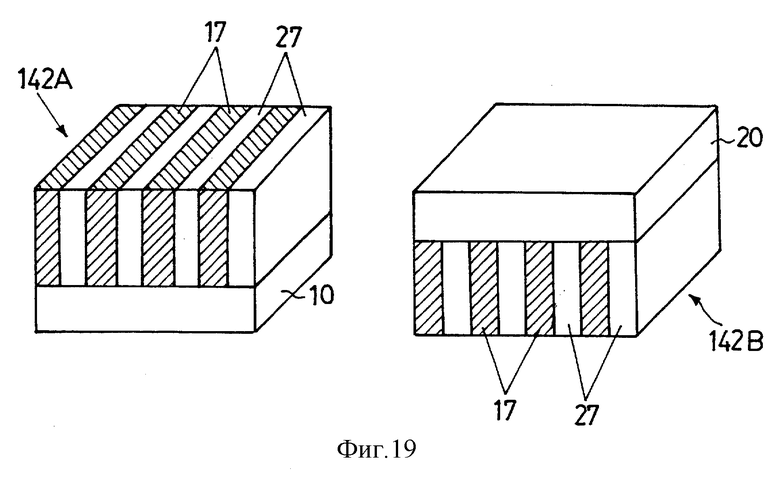
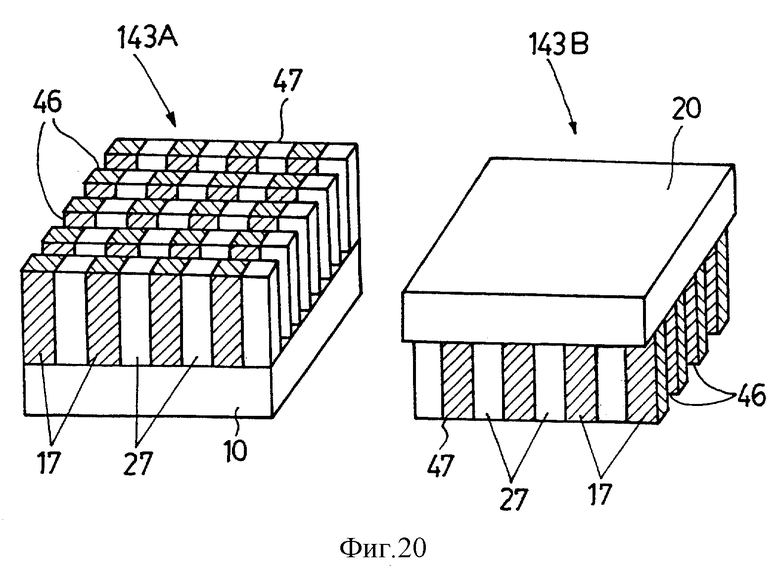
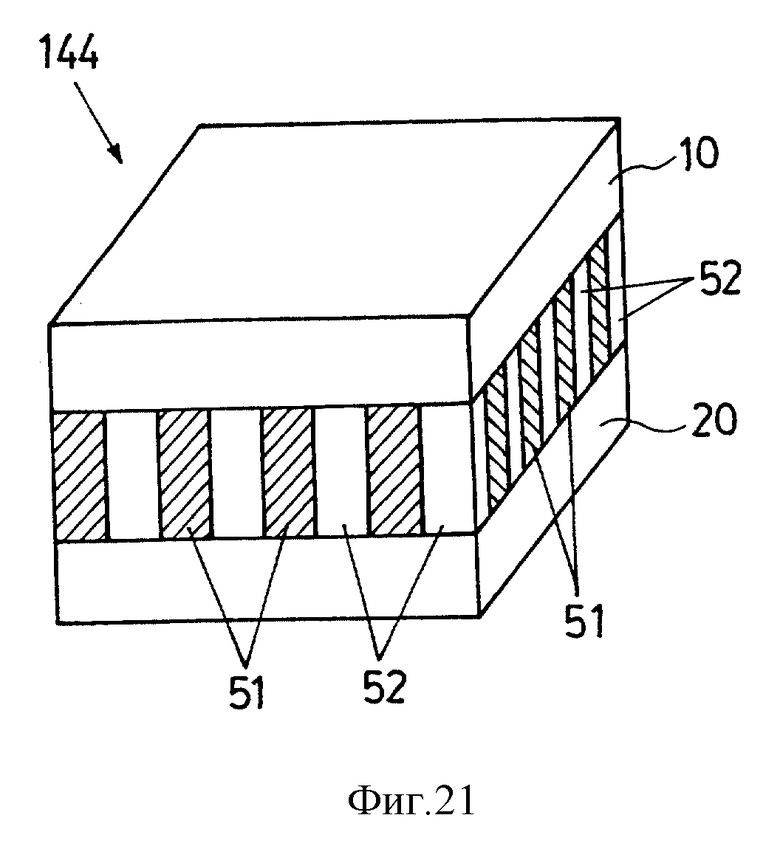
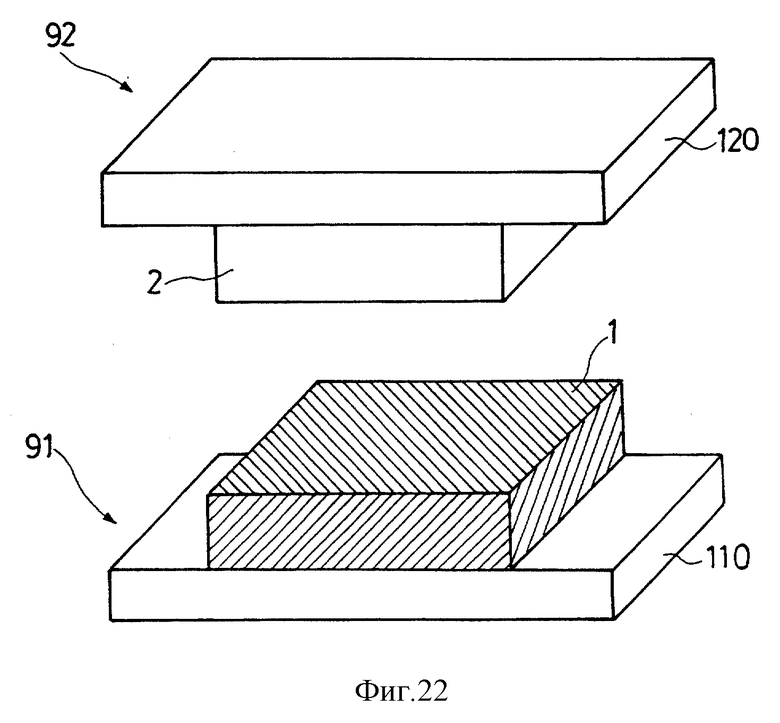
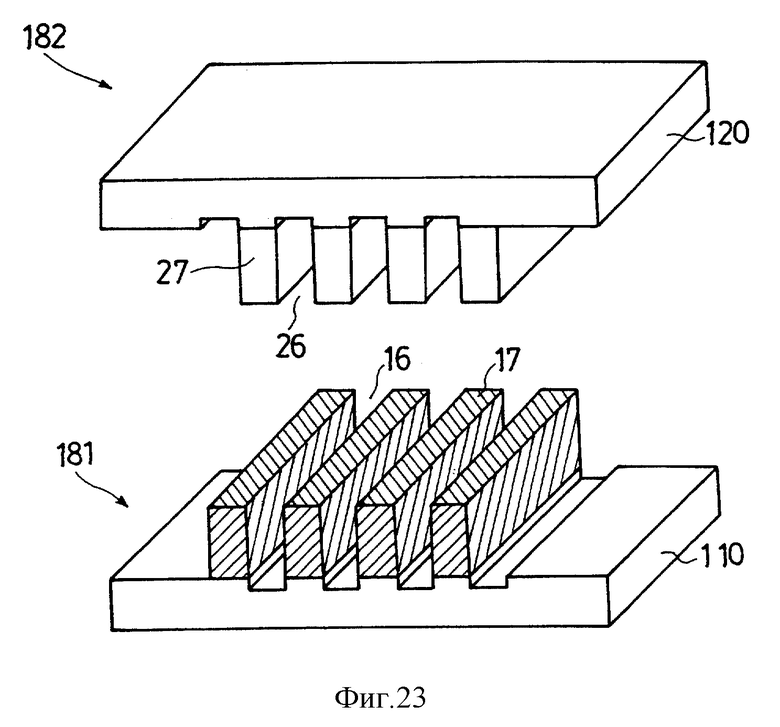
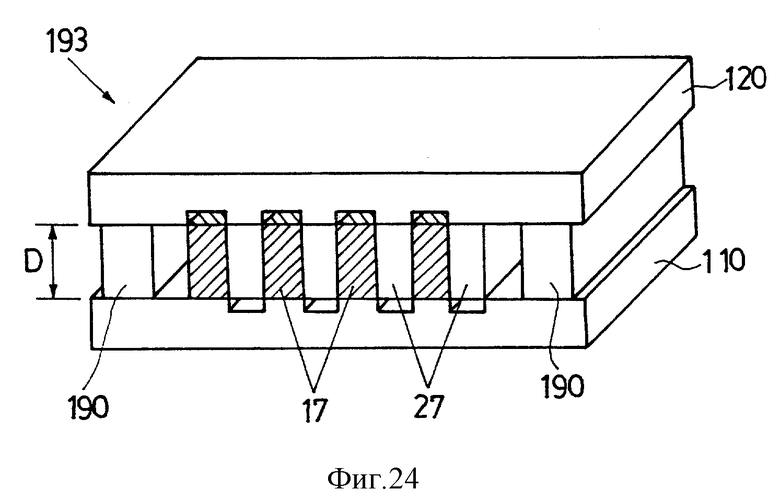
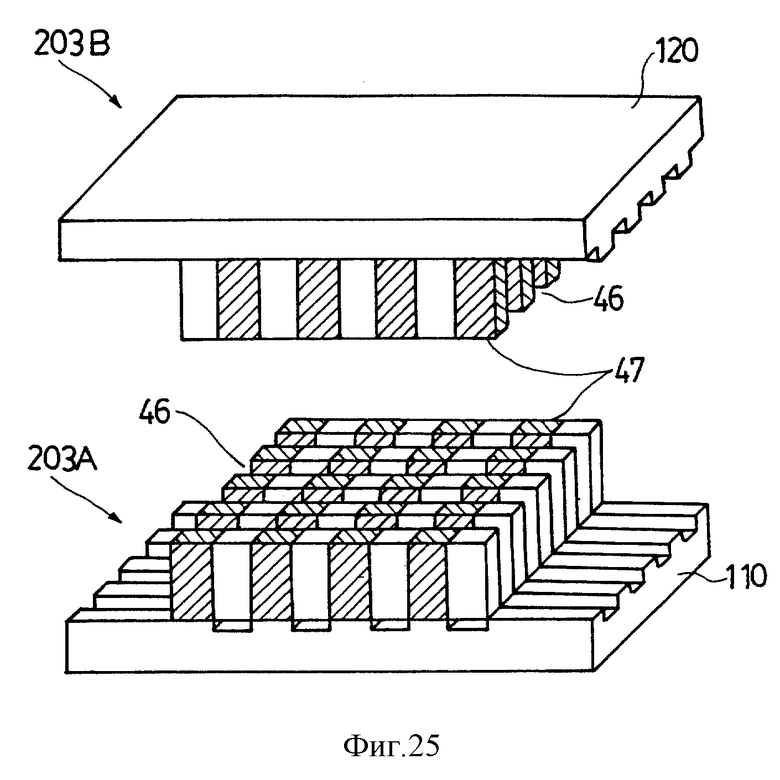
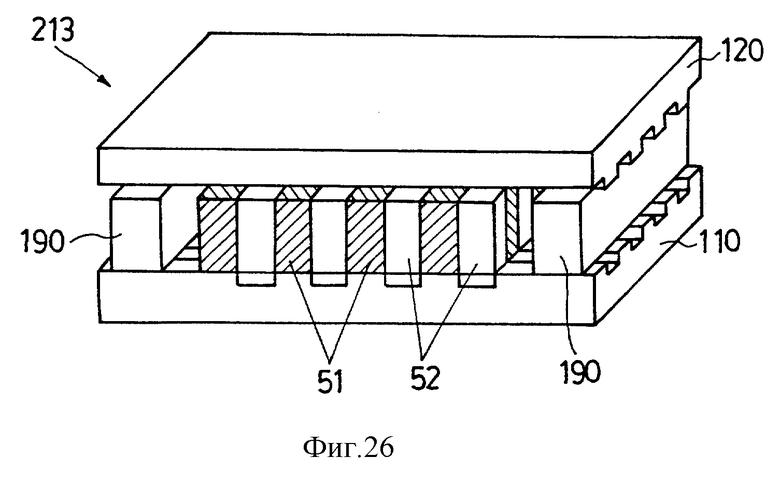
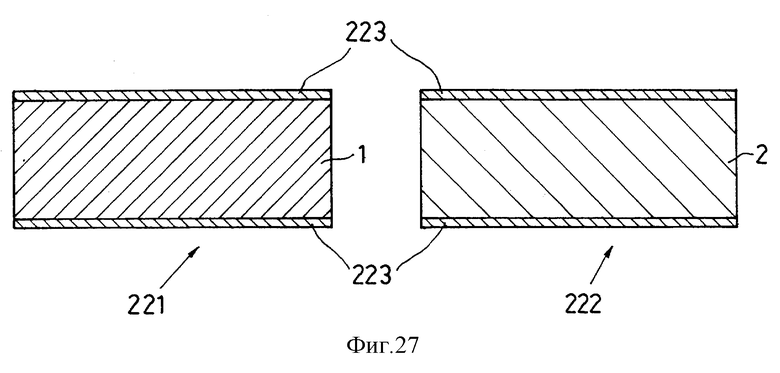
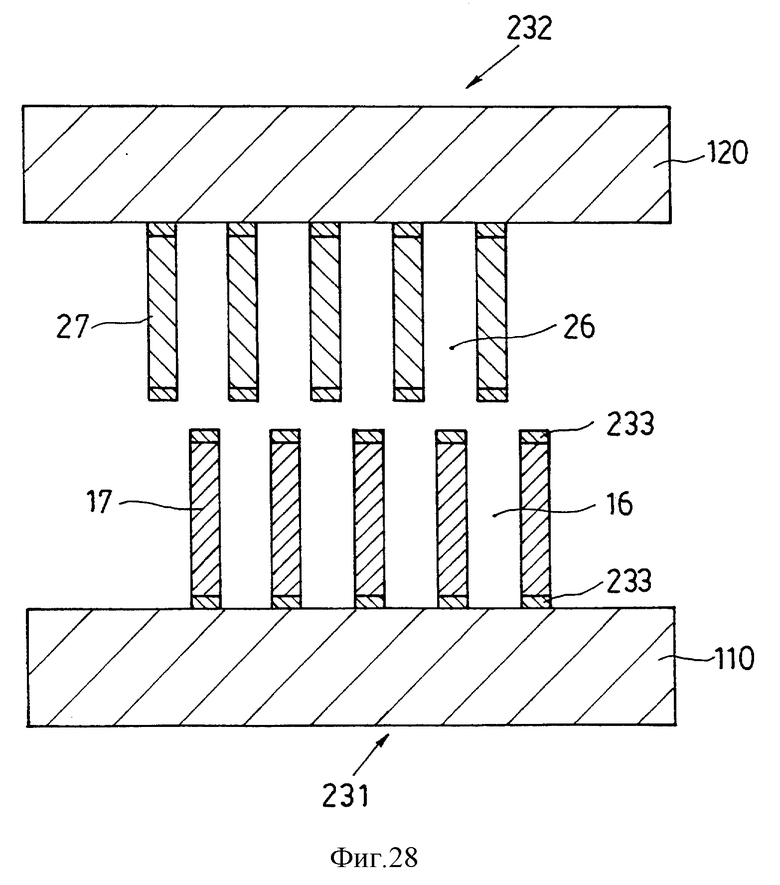
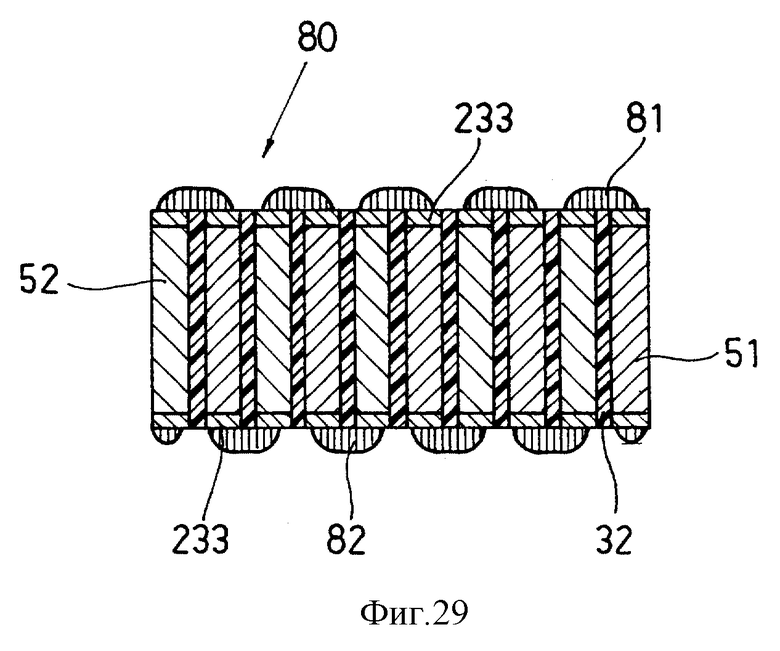
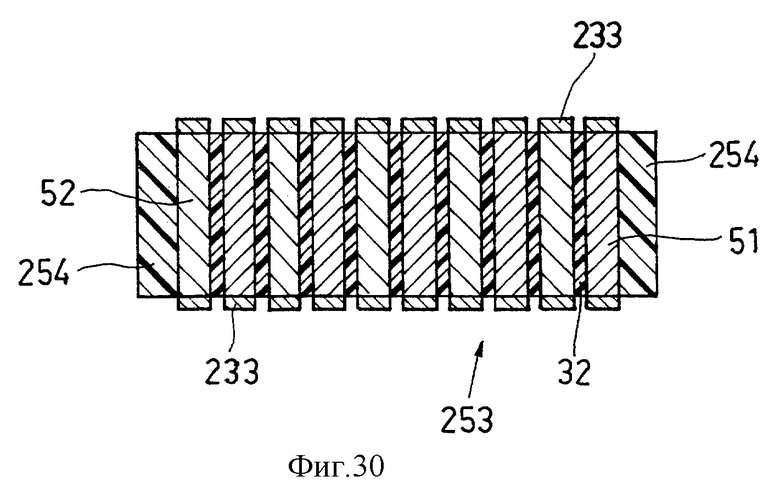
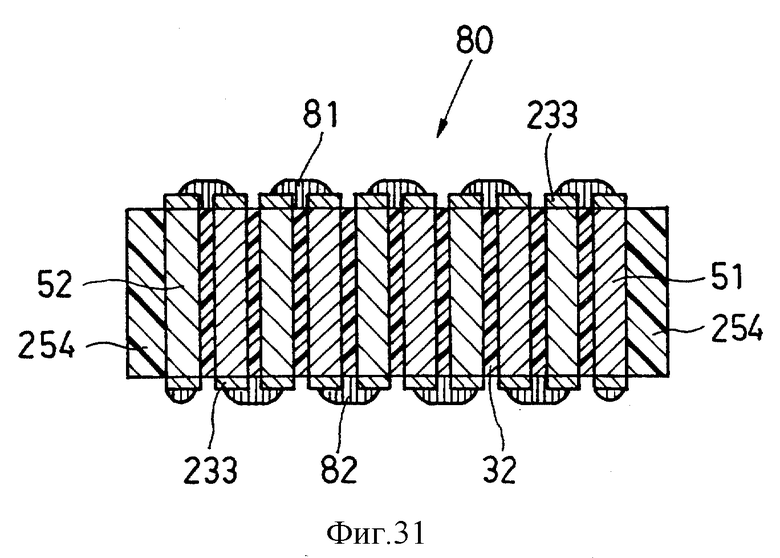
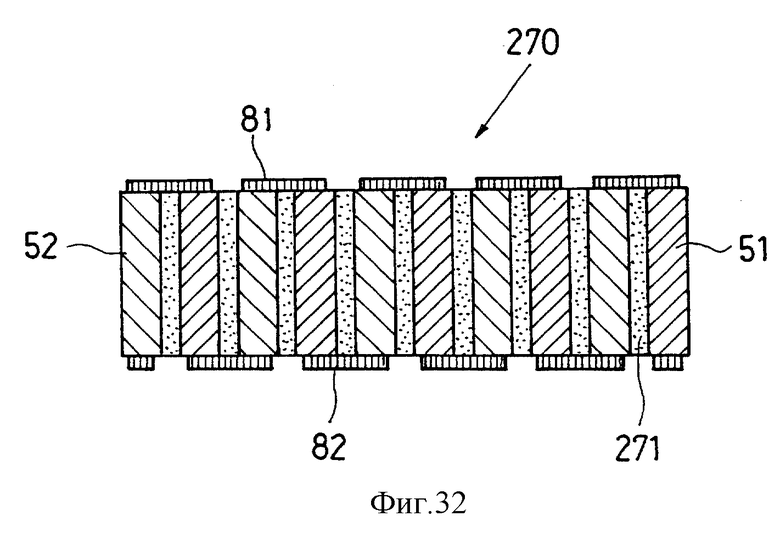
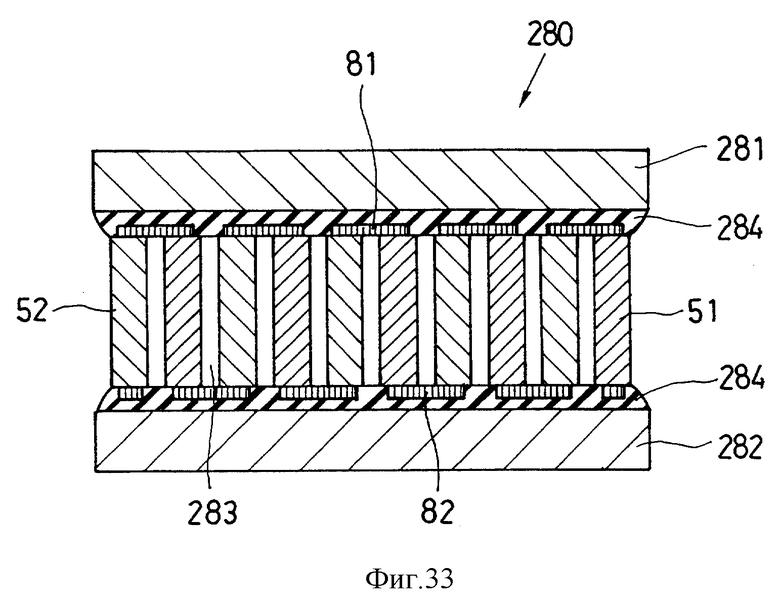
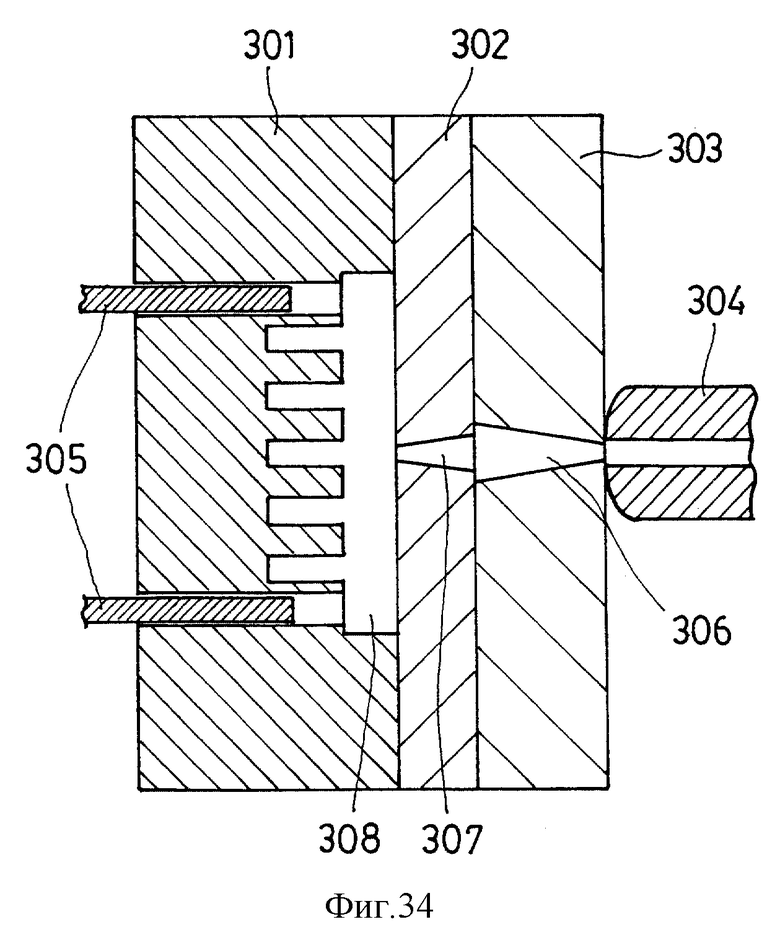
Изобретение представляет способ изготовления термоэлектрического устройства, посредством которого рифленый блок, состоящий из термоэлектрического полупроводника n - типа, и рифленый блок, состоящий из термоэлектрического полупроводника р-типа, снабженные множеством канавок, сформированных в них с одинаковым шагом и параллельно друг другу, формируются так, чтобы глубинная часть соответствующих рифленых блоков оставалась нетронутой. Затем путем стыковки и склеивания между собой рифленых блоков, состоящих соответственно из термоэлектрических полупроводников n- и р-типа, заполнения зазоров в участке стыковки адгезивными элементами изоляции образуется объединенный блок. После удаления частей объединенного блока, выходящих за пределы участка стыковки, где термоэлектрические полупроводники n- и р-типа состыкованы друг с другом, отрезки термоэлектрических полупроводников n- и р-типа подвергаются зачистке. Изготовление термоэлектрического устройства завершается формированием электродов для последовательного соединения отрезков между собой в порядке чередования. Кроме того, предпочтительно применять процесс зачистки отрезков термоэлектрического полупроводника и процесс формирования электродов после применения процесса формирования канавок к объединенному блоку, в ходе которого формируется множество канавок, идущих в направлении, пересекающем направление, в котором были сформированы канавки, оставляющего нетронутой глубинную часть объединенного блока, и отверждения элементов изоляции, заполняющих сформированные канавки. Изобретение позволяет повысить эффективность изготовления термоэлектрического устройства. 5 с. и 17 з.п. ф-лы, 34 ил.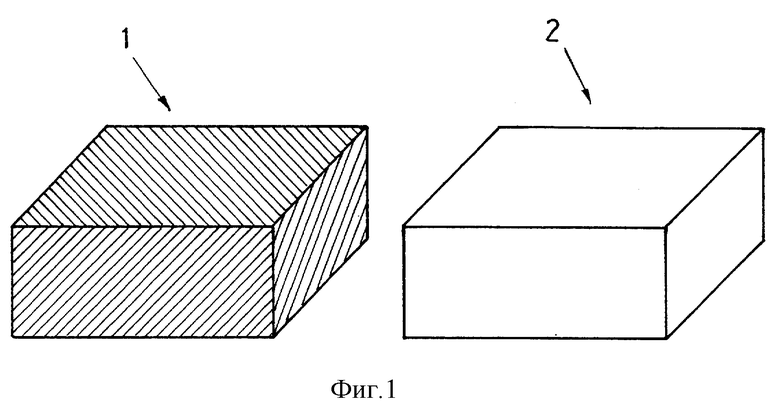
образованного в результате указанного этапа склеивания, которые находятся за пределами участка стыковки, где рифленый блок, состоящий из термоэлектрического полупроводника n-типа, и рифленый блок, состоящий из термоэлектрического полупроводника p-типа, стыкуются между собой.
блоками термоэлектрического полупроводника и их основаниями в объединенном блоке, сформированном на указанном этапе склеивания; этап отверждения, заключающийся в заполнении канавок, образованных в ходе указанного этапа вторичного рифления, элементами изоляции и отверждении последних и этап зачистки отрезков термоэлектрического полупроводника, в ходе которого осуществляют зачистку отрезков термоэлектрических полупроводников n-типа и p-типа путем удаления соответствующих оснований объединенных блоков, канавки которых заполняются элементом изоляции и элемент изоляции затем отверждается в ходе указанного этапа отверждения.
канавок, сформированных при первичном рифлении, с одинаковым шагом и на глубину вплоть до поверхности раздела между соответствующими блоками термоэлектрического полупроводника и их основаниями; этап вторичной стыковки, заключающийся в стыковке двух рифленых объединенных блоков между собой так, чтобы соответствующие рифленые поверхности сцеплялись друг с другом; этап вторичного склеивания, заключающийся в создании вторичного объединенного блока путем склеивания двух рифленых объединенных блоков, состыкованных друг с другом посредством вторичной стыковки, посредством заполнения зазоров между двумя объединенными рифлеными блоками в участке их стыковки адгезивными элементами изоляции и этап зачистки отрезков термоэлектрического полупроводника, в ходе которого осуществляют зачистку отрезков термоэлектрических полупроводников n-типа и p-типа путем удаления соответствующих оснований вторичного объединенного блока.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ изготовления блока миниатюрныхТЕРМОэлЕМЕНТОВ | 1977 |
|
SU851558A1 |
| Способ изготовления двухкаскадных микроохладителей с параллельным питанием каскадов | 1977 |
|
SU690576A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

