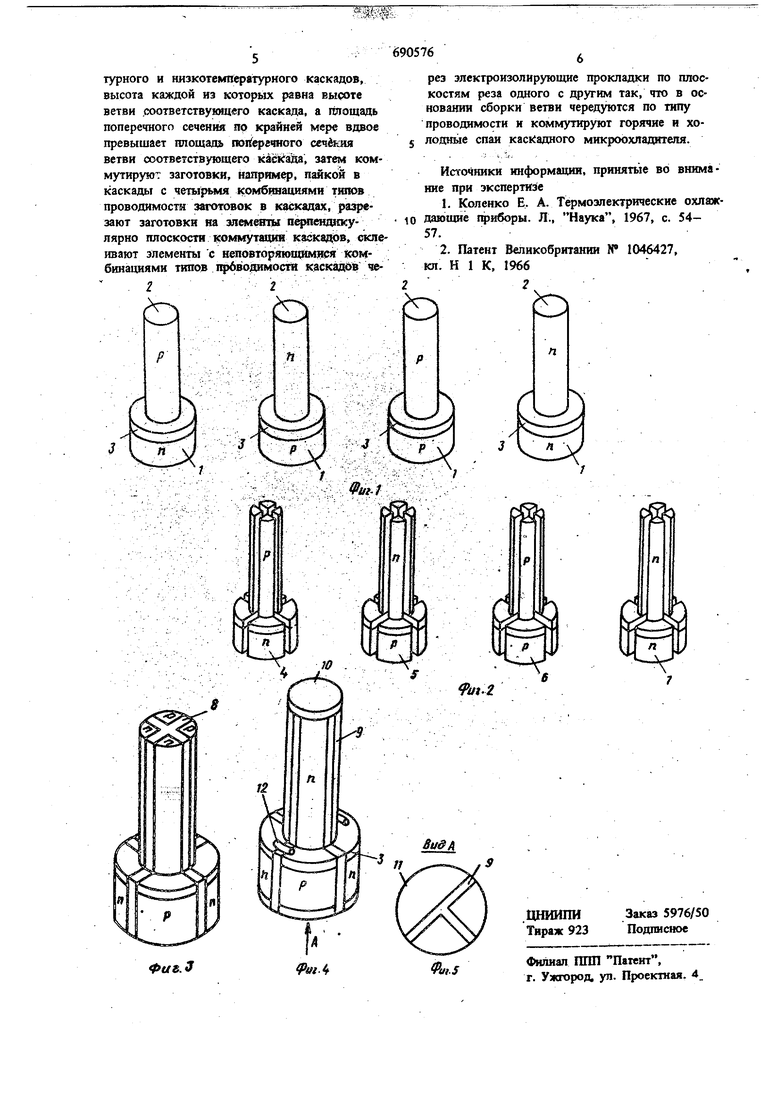
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХКАСКАДНЫХ МИКРООХЛАДИТЕЛЕЙ С ПАРАЛЛЕЛЬНЫМ ПИТАНИЕМ КАСКАДОВ дамости каскадов через электроизолирующие |прокладки по плоскостям реза одного с дру гим так, что в основании сборки ветви чередуются по типу проводимости и коммутируют горячие и холодные спаи каскадного микроох ладителя. На фиг. 1 -4 представлена последовательиость технологических операций примера реали зации предлагаемого способа. На фиг. 5 - ви А фиг. 4. На фиг. I показана операция спаивания заготовок р- и п-типов для Ъысокотемпературного 2 каскадов через медные пшастины 3 в блоки с различными комбинациями типов проводимости. На фиг. 2 показана операция разрезаиия блоков на части с образовяшем двухкаскадных элементов 4-7 с раэяиадь1ми комбш аииями типов проводамости по каскадам. На фиг. 3 представлена onepiwroH склеивания через электроизолирующее прокладки 8 четырех двухкаскадных отшенгов с неповторяющимися комбинациями типов вроводимости. На фиг. 4 представлены: операция коммутации половин ветвей 9 низкотемпературного каскада параллелыю, а самих ветвей - последоватевьно, с помощью коммутационной пластины 10, а операция коммутации ветвей высокотемпературного каскада в посяедователбную электрическую цепь с помощью коммутационных щастин 11 и переАшче .12/ V -;:;:. /::.-:: .. По предлагаЫому способу был изготовлен микроохладитеяь из четырех двухкаскаднь1х элементов, представяяю1вяйсобой цилиндрическую конструкШйЬ с йвиметром 8 мм ; И высотой Jll мм.. Из кристаллического 11длуп роводнякового вещества с й(й5ротностью Z 2,7. град . изготавливапись зв5отобки р- и п-типов прово димости щя высокотемпературного и низкотемпературного 2 каскадов./3аго1о8ки дня BbicoKoteMflepaTypHoro каскада изготайливащсь диамсггром 8 мм и высотой 24 мм; а заготовки для низкоте1(| пера1гурного каскада - диаметром 5 мм и эысотой- 6,5 мм. Затем к каждой из заготЬвок )котемпе ратурного каскада как к основанию были припаяны через меднь пластины 3 (толщиной 0,5 мм) заготовки низкотемпературного каскада с образованием блоков с ком б1шациями типбв проводимосга по высокотемпературному и Нкзкотёмп1ерат}фному каска дам соответственно р- и р- п- и п-, р- и пп- и р- (фиг 1). Прйпаивание производи ось припоем из висмутй и сурьмы с темпе ратурой плавления 350°. Затем каждый из блоков разрезался xieKTpoHCKpOBbBrf способом по вертйкалы1ым плоскостям &/ыъл№рвя на четьфе части с образованием двухкаскадbix элементов 4-7 (фиг. 2), каждый из который содержал в основшии ветвь высокотемпературного каскада и припаянную к ней половину (по поперечному сечению) ветви низкотемпературного каскада. Через электроизолирующие прокладки 8 были склеены четыре двухкаскадаых элемента 4-7 с неповторяющимися комбннациямн типов проводимости, при этом в основании образовавшейся сборки ветви высокотемпературного каскада чередовались по типу проводимости. Склеивашге двухкаскад(шх элементов было выполнено с помощью эпоксидного компаунда с Н2Электр6проводньгм наполнителем. Далее половйнь 9 низкотемпературного каскада соефопши мёж собой в параллельную электрическую цепь, а сами ветви - последовательно с помощью коммутационной пластиm t 10, выполненной из меди толщиной 0,5 MM, Затем ветви высокотемпературного Каскада бьши скоммутйровань в последоватёйьную электрическую цепь с помощью коммут ационньш пластин 11 и перемычеК 12. КомMytauHOHHiiie пластины 11 изготавдивалио из меыетщ ТОЛЩП10Й 0 мй, а перемычки 12 из медной провопаки диамегром ММ. Припа:1шание1соммута1шонной пластины 10 производилось с помощ&ю Пршоя из олова, висмута и сурьмы с т«М вературой плавления 150°, а прнпанвание KOMMytaiQtQHHbix пластин 11 и Перемычек 12 - с помощью припоя КЗ олова и висмута с температу|юй плавления 135°. При токе 27,5 А микроохладитель развил & УСЛОВИЯХ вакуума максимальный перепад температур, разный 112,2. Предлагаешхй способ позволяет унифицировать производство дв)0(Каскадн 1х термоэлект-. ричеФких охладителей, т.е. осуществлять их сборку из стандартных двухкаскадных элементов. Изобретение может быть с успехом при менено при массовом изготовлении высококомпактных двухкаскадных микроохладителей с параллельным питанием каскадов. Формула изобретения Способ изготовления двухкаскадных микроохладителей, с параллельным питанием каскадов путем изготовления ветвей из полупроводникового вещества р- и п-типа и комМутации ветвей в каждом из каскадов последовательно, а самих каскадов - параллельно между собой, отличающийся тем, что, с целью повыщения процента выхода годной продукции и снижения трудоемкости, пред1варительно изготавливают заготовки рр п-типов проводимости для высокотемпературного и низкотемпературного каскадов, высота каждой из которых равна высоте ветви .соответствукицего каскада, а гшощадь поперечного сечения то крайней мере вдвое превышает площадь nortiepe4Horo сечдкия ветви соответствующего kacicajsa, затем коммутируют заготовки, например, пайкой в каскады с четырьмя кок бинациями типов проводимости заготовок в каскадах, разрезают заготовки на элемевтн п тендшсупярно плоскости коммутация каскадов, склеивают элементы с неповторяюпа1мдая Комбинациями типов 1ф6водимост1И че2 2
рез электроизолирующие прокладки по плоскостям реза одного с другим так, что в основании сборки ветви чередуются по типу проводимости и коммутируют горячие и холодные спаи каскадного микроохладнтеля.
Источники информация, принять во внимание при экспертизе
1.Коленко Е, А. Термоэлектрические охлаждающие {фиборы. Л., Наука, 1967, с. 5457.
2.Патент Великобритании № 1046427, кл. Н 1 К, 1%6
с
х-
| название | год | авторы | номер документа |
|---|---|---|---|
| Каскадный охлаждающий термоэлемент | 1975 |
|
SU556685A1 |
| Способ изготовления цепочек термоэлементов | 1976 |
|
SU669432A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОБАТАРЕИ | 2018 |
|
RU2694797C1 |
| Способ изготовления составной ветви термоэлемента | 2016 |
|
RU2624615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ БАТАРЕЙ | 2004 |
|
RU2248070C1 |
| КАСКАДНЫЙ ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАДИТЕЛЬ | 1991 |
|
RU2087054C1 |
| НИЗКОТЕМПЕРАТУРНЫЙ ТЕРМОЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2009577C1 |
| ПОЛУПРОВОДНИКОВОЕ ДЛИННОМЕРНОЕ ИЗДЕЛИЕ ДЛЯ ТЕРМОЭЛЕКТРИЧЕСКИХ УСТРОЙСТВ | 1999 |
|
RU2181516C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2007 |
|
RU2364803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МОДУЛЯ | 1997 |
|
RU2124785C1 |
