Область техники
Настоящее изобретение относится к термоэлектрическому полупроводниковому материалу, а также к термоэлектрическому полупроводниковому элементу, термоэлектрическому модулю, которые используются для термоэлектрического охлаждения, термоэлектрического нагревания, термоэлектрического генерирования энергии и тому подобного, и к способам их изготовления.
Уровень техники
Устройства для выполнения термоэлектрического охлаждения, термоэлектрического нагревания, термоэлектрического генерирования энергии, в которых используются термоэлектрические свойства термоэлектрических полупроводников, имеют базовую конфигурацию, в которой множество термоэлектрических модулей 1 выровнены и соединены последовательно, как схематично показано в примере на Фиг.27. В каждом из термоэлектрических модулей 1 образована p-n-пара элементов благодаря присоединению термоэлектрического полупроводникового элемента 2 p-типа к термоэлектрическому полупроводниковому элементу 3 n-типа через металлический электрод 4.
В одном из типов термоэлектрического полупроводника, который образует описанные выше термоэлектрические полупроводниковые элементы 2 и 3, используется сложное соединение, состоящее из одного или двух элементов 5B группы, выбранных из висмута (Bi) и сурьмы (Sb), и одного или двух элементов 6B группы, выбранных из теллура (Te) и селена (Se). Термоэлектрический полупроводник изготавливают из сплава, имеющего состав на основе (Bi-Sb)2(Te-Se)3, в котором отношение количества атомов элементов 5B группы (Bi и Sb) к количеству атомов элементов 6B группы (Te и Se) составляет 2:3.
Описанный выше сплав, имеющий состав на основе (Bi-Sb)2(Te-Se)3 и предназначенный для формирования термоэлектрического полупроводника, имеет гексагональную структуру и электрическую и тепловую анизотропию, обусловленную этой кристаллической структурой. Известно, что при передаче электричества или тепла в направлении <110> кристаллической структуры, то есть вдоль грани C гексагональной структуры, может быть получена отличная термоэлектрическая эффективность, по сравнению с случаем, когда электричество или тепло передаются в направлении c-оси.
Традиционно, исходные сплавы, приготовленные так, чтобы иметь описанный выше желаемый состав, нагревают и плавят с образованием расплавленных (жидких) сплавов. Затем, используя способ направленной кристаллизации, такой как способ зонной плавки, управляя при этом направлением роста кристалла таким образом, чтобы этот кристалл имел отличную термоэлектрическую эффективность вдоль направления роста, получают монокристаллический или поликристаллический слиток в качестве термоэлектрического полупроводникового материала. С помощью необходимой обработки этого слитка, такой как вырезание из слитка той части, которая имеет малую неоднородность по составу, и обработки вырезанной части изготавливают элемент, имеющий отличные свойства.
Однако слитки, преобразованные в монокристалл с использованием способа зонной плавки, имеют значительное расслоение из-за их кристаллической структуры. Таким образом, когда термоэлектрический полупроводниковый элемент изготавливают при помощи расщепления или т.п. слитка в качестве термоэлектрического полупроводникового материала, существует проблема, заключающая в том, что недостаточная механическая прочность уменьшает выход годных из-за растрескивания или раскалывания. Таким образом, желательно улучшить термоэлектрическую эффективность наряду с увеличением прочности термоэлектрических полупроводниковых материалов для термоэлектрических полупроводниковых элементов.
Для улучшения прочности и термоэлектрической эффективности термоэлектрических полупроводников была предложена одна методика, согласно которой слиток в качестве термоэлектрического полупроводникового материала, который был изготовлен описанным выше образом при помощи способа направленной кристаллизации, обрабатывают давлением путем прессования или прокатки так, чтобы приложить усилие сдвига в направлении грани C гексагональной структуры и тем самым улучшить прочность этого материала (смотри, например, патентный документ 1).
Было предложено несколько способов, принимающих во внимание основные свойства поликристаллического металлического материала, а именно: кристаллические зерна поликристаллического металлического материала проявляют дисперсионное распределение ориентации, и поэтому такие металлические материалы являются изотропными. Когда кристаллические зерна ориентированы в определенном направлении в результате обработки, такой как обработка давлением, кристаллическая анизотропия индивидуальных кристаллических зерен проявляется как макроскопическая характеристика, так что металлический материал в целом проявляет анизотропию (например, не патентный документ 1). При размалывании исходного сплава в порошок и спекании этого порошка механические свойства материала в спеченном теле (изделии) улучшаются. В спеченном теле ориентация кристаллов уменьшена, так как объединение случайно ориентированных зерен порошка в процессе спекания ориентирует составляющие его кристаллы случайным образом. При прокатке спеченного тела в некотором направлении (смотри, например, патентный документ 2), экструзии спеченного тела (смотри, например, патентные документы 3 и 4) или пластической деформации спеченного тела (смотри, например, патентные документы 5, 6, 7, 8, 9 и 10) улучшается однородность кристаллической ориентации в спеченном теле.
То есть при приложении усилия сжатия к упомянутому выше спеченному телу и пластической деформации этого спеченного тела составляющие его кристаллы в структуре пластически деформируются и сплющиваются в направлении, перпендикулярном направлению усилия сжатия, и, соответственно, кристаллы ориентируются таким образом, что плоскости спайности являются перпендикулярными направлению сжатия. При прокатке или штамповке (ковке) с одноосным сжатием грань C гексагональной структуры ориентируется в направлении, перпендикулярном направлению сдавливания спеченного тела (направлению сжатия). При экструзии грань C гексагональной структуры ориентируется вдоль направления экструзии (направление сжатия). При помощи этого способа можно получить термоэлектрический полупроводниковый материал, в котором кристаллы ориентированы в направлении с отличной термоэлектрической эффективностью.
В общем случае термоэлектрическая эффективность материала, используемого для изготовления термоэлектрического полупроводника, выражается следующим уравнением:

где Z - добротность, α - коэффициент термоЭДС (коэффициент Зеебека), σ - электропроводность, κ - теплопроводность и ρ - удельное сопротивление.
Соответственно, для того чтобы увеличить термоэлектрическую эффективность (добротность Z) термоэлектрического полупроводникового материала, может быть использован исходный материал сплава, в котором увеличено значение коэффициента термоЭДС (α) или электропроводности (σ) или уменьшена теплопроводность (κ).
Исходя из этого, должно быть возможным увеличение термоэлектрической эффективности (добротности Z) с помощью уменьшения размеров зерен кристаллов и уменьшения теплопроводности (κ). Однако при описанных выше методиках с использованием порошка, полученного путем размалывания слитка из исходного сплава, размер частиц порошка представляет собой размер зерен кристаллов и поэтому существует ограничение на уменьшение размеров кристаллических зерен, формируемых при размалывании.
Поэтому была предложена еще одна методика для улучшения прочности и термоэлектрической эффективности термоэлектрического полупроводникового материала. Исходный сплав плавят до расплавленного (жидкого) сплава. Затем формируют исходный термоэлектрический полупроводниковый материал в виде ленты, фольги или порошка с помощью способа быстрого охлаждения жидкости, такого как способ с использованием вращающегося валка, при котором расплавленный сплав наносят распылением на поверхность вращающегося валка, или способа распыления газом, при котором расплавленный сплав впрыскивают в поток определенного газа. Тогда в структуре исходного термоэлектрического полупроводникового материала образуются микроскопические кристаллические зерна, и при этом в структуре появляются напряжения и дефекты высокой плотности. После того как исходный термоэлектрический полупроводниковый материал размалывают в порошок, этот исходный термоэлектрический полупроводниковый материал в виде порошка подвергают термообработке и превращают в сплошное твердое тело (уплотняют) и тем самым изготавливают термоэлектрический полупроводниковый материал. При использовании этого способа во время термообработки или в процессе уплотнения происходит рекристаллизация кристаллов с использованием вызванной дефектами деформации в качестве движущей силы, и из-за наличия границ зерен теплопроводность (κ) уменьшается, а термоэлектрическая эффективность (добротность Z) увеличивается (смотри, например, патентный документ 11).
Что касается скорости вращения вращающегося валка, который используется для формирования исходного термоэлектрического полупроводникового материала в виде ленты, фольги или порошка с помощью быстрого охлаждения расплавленного сплава, предлагалось устанавливать его окружную скорость равной от 2 до 80 м/с для того, чтобы эффективно генерировать при быстром охлаждении микроскопические кристаллы и осуществлять рост кристаллов в направлении теплового потока (смотри, например, патентный документ 12). В этом случае достаточная скорость охлаждения не достигается, если окружная скорость вращающегося валка составляет менее 2 м/с, и достаточная скорость охлаждения также не достигается, если окружная скорость составляет 80 м/с или более.
Что касается условий нагрева при уплотнении и формировании исходного термоэлектрического полупроводникового материала в виде ленты, фольги или порошка, то предлагалось поддерживать такой материал при температуре от 200 до 400°С или при температуре от 400 до 600°С в течение от 5 до 150 минут при одновременном приложении к материалу давления (смотри, например, патентный документ 13).
Была предложена другая методика для увеличения термоэлектрической эффективности термоэлектрического полупроводникового материала, согласно которой к исходному термоэлектрическому полупроводниковому материалу в виде ленты, фольги или порошка, который был сформирован путем быстрого охлаждения на вращающемся валке расплавленного сплава с составом на основе (Bi-Sb)2(Te-Se)3, добавляют серебро (Ag) и смешивают с этим материалом. При последующем спекании и уплотнении Ag распределяется по границам зерен, в результате чего удельное сопротивление ρ понижается, и, таким образом, может быть достигнуто увеличение термоэлектрической эффективности (добротности Z) (смотри, например, патентный документ 14).
Известно, что в способе с использованием вращающегося валка в качестве способа быстрого охлаждения жидкости расплавленный сплав, распыляемый на поверхность вращающегося валка, охлаждается от поверхности контакта с вращающимся валком в направлении к внешней периферии валка. Вместе с таким быстрым охлаждением расплавленный сплав затвердевает (кристаллизуется) в направлении толщины пленки. В результате образуется исходный термоэлектрический полупроводниковый материал в виде фольги, в котором грань C, т.е. базовая плоскость гексагональной структуры кристаллических зерен, расположена в направлении толщины пленки.
Таким образом, была предложена методика для эффективного использования ориентации кристаллов в исходном термоэлектрическом полупроводниковом материале, который был изготовлен способом с использованием вращающегося валка, при которой исходные термоэлектрические полупроводниковые материалы наслаивают в направлении толщины и спекают при приложении давления в направлении, параллельном направлению толщины пленки, и тем самым изготавливают термоэлектрический полупроводниковый материал (смотри, например, патентный документ 15).
Более того, были предложены методики изготовления термоэлектрических полупроводниковых материалов, в которых улучшена ориентация кристаллов. Согласно одной из методик получают слоистое тело путем наслаивания исходных термоэлектрических полупроводниковых материалов, изготовленных способом с использованием вращающегося валка, и интеграции этого слоистого тела со слойностью в направлении толщины пленки путем приложения давления в направлении, параллельном направлению наслаивания. В процессе сжатия с целью интеграции в направлении, параллельном направлению наслаивания, ориентация кристаллов в каждом из слоев становится разупорядоченной на границе раздела этих слоев. При приложения давления в направлении, перпендикулярном направлению наслаивания слоистого тела, такая разупорядоченность в ориентации кристаллов на границе раздела может быть улучшена (смотри, например, патентный документ 16). Согласно другой методике слоистое тело получают с помощью наслаивания исходных термоэлектрических полупроводниковых материалов в виде порошковой фольги в направлении толщины пленки. Кристаллическая ориентация слоистого тела улучшается за счет приложения давления в по меньшей мере трех направлениях, перпендикулярных направлению наслаивания. Кроме того, слоистое тело, кристаллическая ориентация которого была улучшена с помощью описанного выше приложения давления, формуют с помощью экструзии в направлении, параллельном направлению наслаивания, и тем самым дополнительно повышают однородность в ориентации кристаллов (смотри, например, патентный документ 17).
В последнее время является желательным, чтобы термоэлектрические преобразующие материалы обладали еще более улучшенной эффективностью и высокой надежностью. Вместе с увеличением эффективности также являются желательными увеличение механической прочности и отличная обрабатываемость. Например, когда термоэлектрический полупроводник используется для охлаждения лазерного генератора, в качестве модулей используют термоэлектрические полупроводниковые элементы p-типа и n-типа с размерами, не превышающими 1 мм. Соответственно, требуется механическая прочность, достаточная для того, чтобы можно было вырезать термоэлектрический полупроводниковый элемент с размером не более 1 мм из слитка термоэлектрического полупроводникового материала без раскалывания.
Список известных из уровня техники документов
(1) Патентный документ 1: не прошедшая экспертизу заявка на патент Японии, первая публикация №H11-163422;
(2) Патентный документ 2: не прошедшая экспертизу заявка на патент Японии, первая публикация №S63-138789;
(3) Патентный документ 3: не прошедшая экспертизу заявка на патент Японии, первая публикация №2000-124512;
(4) Патентный документ 4: не прошедшая экспертизу заявка на патент Японии, первая публикация №2001-345487;
(5) Патентный документ 5: не прошедшая экспертизу заявка на патент Японии, первая публикация №2002-118299;
(6) Патентный документ 6: не прошедшая экспертизу заявка на патент Японии, первая публикация №H10-178218;
(7) Патентный документ 7: не прошедшая экспертизу заявка на патент Японии, первая публикация №2002-151751;
(8) Патентный документ 8: не прошедшая экспертизу заявка на патент Японии, первая публикация №H11-261119;
(9) Патентный документ 9: не прошедшая экспертизу заявка на патент Японии, первая публикация №H10-178219;
(10) Патентный документ 10: не прошедшая экспертизу заявка на патент Японии, первая публикация №2002-111086;
(11) Патентный документ 11: не прошедшая экспертизу заявка на патент Японии, первая публикация №2000-36627;
(12) Патентный документ 12: не прошедшая экспертизу заявка на патент Японии, первая публикация №2000-286471;
(13) Патентный документ 13: не прошедшая экспертизу заявка на патент Японии, первая публикация №2000-332307;
(14) Патентный документ 14: не прошедшая экспертизу заявка на патент Японии, первая публикация №H8-199281;
(15) Патентный документ 15: публикация патента Японии №2659309;
(16) Патентный документ 16: не прошедшая экспертизу заявка на патент Японии, первая публикация №2001-53344;
(17) Патентный документ 17: не прошедшая экспертизу заявка на патент Японии, первая публикация №2000-357821;
(18) Не патентный документ 1: "Elastic Constants of Al-Cu Alloys Containing Columnar Crystals" by Hiroshi Kato and Keiji Yoshikawa, Materials (Journal of Society of Material Science, Japan), Volume 30, No.331, April 1981, p.85.
Тем не менее существует проблема, заключающаяся в том, что механические свойства термоэлектрического полупроводникового материала не могут быть достаточно улучшены даже в том случае, когда термоэлектрический полупроводниковый материал производят с помощью пластической деформации слитка из исходного термоэлектрического полупроводникового сплава, как показано в патентном документе 1.
В настоящее время сложно преодолеть проблему, которая заключается в том, что монокристаллический или направленно кристаллизованный слиток легко разламывается вдоль плоскости спайности материала. Даже если ориентация кристаллов однородна, существует очень мало способов для дальнейшего увеличения эффективности, потому что способы изготовления ограничены.
Среди методик изготовления поликристаллического термоэлектрического полупроводникового материала, приведенных в патентных документах 2-10, с помощью методики пластической деформации спеченного тела с помощью прокатки, экструзии или штамповки осадкой спеченного тела, сформированного путем спекания порошка, полученного измельчением материала слитка из сплава, должно оказаться возможным улучшение механической прочности термоэлектрического полупроводникового материала. Однако размер частиц порошка определяет диаметр кристаллических зерен в порошке слитка, и поэтому существует предел миниатюризации кристаллических зерен. Таким образом, термоэлектрический полупроводниковый материал имеет недостаток, заключающийся в уменьшении теплопроводности (κ), и поэтому термоэлектрическая эффективность не может быть значительно улучшена. Кроме того, так как порошок спекается в состоянии, в котором каждая частица порошка ориентирована случайным образом, с помощью пластической деформации спеченного тела, имеющего такую разупорядоченную ориентацию кристаллов, ориентацию кристаллов в структуре термоэлектрического полупроводникового материала улучшить трудно.
Более того, в случае методики, раскрытой в патентном документе 11, электропроводность (σ) увеличивается при термообработке или спекании с целью удаления дефектов внутри зерен, а теплопроводность (κ) уменьшается из-за рассеяния фононов на границах кристаллических зерен. Тем не менее в поликристаллическом теле неизбежно существуют границы зерен. Поэтому в настоящий момент трудно одновременно увеличить электропроводность и уменьшить теплопроводность. Кроме того, существует проблема, заключающаяся в том, что электрическое сопротивление вблизи границ зерен, где сконцентрированы легирующие примеси, понижено, в то время как внутренние части зерен, которые дают основной вклад в объем, преобразованы в полупроводники, в результате чего электрическое сопротивление возрастает.
Что касается скорости вращения вращающегося валка при изготовлении исходного термоэлектрического полупроводникового материала в виде фольги или порошка, патентный документ 12 раскрывает, что окружная скорость вращающегося валка может быть задана в диапазоне от 2 до 80 м/с. Однако в патентном документе 12 не приведено никаких конкретных процессов изготовления термоэлектрического полупроводникового материала путем уплотнения и формования исходного термоэлектрического полупроводникового материала в виде фольги или порошка, который был получен с использованием вращающегося валка, окружная скорость которого была установлена в описанном выше диапазоне.
Что касается условий нагрева для спекания исходного термоэлектрического полупроводникового материала, который был получен способом быстрого охлаждения жидкости, то патентный документ 13 раскрывает, что температура может быть задана в диапазоне от 200 до 600°С. Задание именно таких температурных условий позволяет проводить спекание без потери однородности ориентации кристаллов в пределах структуры исходного термоэлектрического полупроводникового материала, но это полностью отличается от того температурного диапазона по заданию температуры, который используется в том случае, когда исходный термоэлектрический полупроводниковый материал уплотняют и формуют в соответствии с настоящим изобретением, как описано ниже, где полностью предотвращены сегрегация, выпадение отдельной фазы, выделение жидкой фазы и тому подобное для богатой теллуром (Te) фазы с низкой температурой плавления во время формования с уплотнением исходного термоэлектрического полупроводникового материала.
В случае методики, предложенной в патентном документе 14, с распределением серебра (Ag) по границам кристаллических зерен и понижением удельного сопротивления (ρ) и тем самым достижением увеличения в термоэлектрической эффективности, Ag служит в качестве легирующей примеси в термоэлектрическом полупроводнике на основе (Bi-Sb)2(Te-Se)3. Таким образом, эта методика страдает от проблемы, заключающейся в том, что добавленное количество Ag должно точно регулироваться, а также испытывает проблему ухудшения с течением времени.
В методике, описанной в патентном документе 15, исходные термоэлектрические полупроводниковые материалы в виде пластин фольги, изготовленных способом с использованием вращающегося валка, наслаивают в направлении толщины пленки и подвергают уплотнению и формованию. Таким образом, существует проблема, которая заключается в том, что ориентация кристаллов слоистого исходного термоэлектрического полупроводникового материала нарушается, когда давление прилагают в направлении, параллельном направлению толщины пленки.
Когда исходные термоэлектрические полупроводниковые материалы в виде пластин фольги, изготовленных способом с использованием вращающегося валка, наслаивают, и к полученному слоистому телу прилагают давление в направлении, перпендикулярном направлению наслаивания, и при этом давление прилагают к слоистому телу так, как описано в патентном документе 16, т.е. в направлении, перпендикулярном направлению наслаивания, или так, как описано в патентном документе 17, т.е. в по меньшей мере трех направлениях, перпендикулярных направлению наслаивания, возможно улучшение ориентации кристаллов в структуре. В этом случае улучшение ориентации кристаллов достигается за счет того, что направлению грани C гексагональной структуры придают расположение в направлении наслаивания исходного термоэлектрического полупроводникового материала. Тем не менее направление с-оси гексагональной структуры в каждом кристаллическом зерне не может быть ориентировано единообразно. Более того, направление с-оси гексагональной структуры кристаллических зерен не может быть ориентировано единообразно даже в том случае, если дополнительно и последовательно выполняется экструзия при приложении давления в направлении наслаивания, как описано в патентном документе 17.
В традиционных способах изготовления поликристаллических термоэлектрических полупроводниковых материалов, которые описаны в патентных документах 2-17, подлежащие уплотнению и формованию порошки слитков для изготовления термоэлектрического полупроводникового материала и исходные термоэлектрические полупроводниковые материалы в виде ленты, фольги или порошка, полученные способом быстрого охлаждения жидкости, имеют зерна маленького размера (мелкодисперсные зерна). Таким образом, исходные термоэлектрические полупроводниковые материалы имеют большую удельную площадь поверхности, и поэтому их поверхности легко окисляются. Кроме того, в случае выполнения процесса восстановления в отношении каждого из исходных материалов для предотвращения окисления поверхности должно быть введено много дополнительных операций, таких как герметизация материала в пресс-форме без возможности контакта с кислородом во время спекания. Даже когда такие дополнительные операции выполняют, уменьшить влияние окисления трудно.
Кроме того, так как каждый из описанных выше исходных материалов имеет зерна маленького размера, трудно увеличить плотность материала в процессе спекания. Например, когда исходный термоэлектрический полупроводниковый материал в виде тонкой фольги, которая была изготовлена способом с использованием вращающегося валка, спекают при 457°С, увеличение плотности имеет место только в пределах 98-99%. Когда спекают порошок, уменьшение плотности зависит от размера зерна, но ограничено приблизительно 95%. Таким образом, существует возможность того, что электропроводность будет снижена.
Более того, при обычном горячем прессовании используют тонкодисперсные порошки для того, чтобы получить компактную структуру после спекания. Известно, что объемная плотность увеличивается с уменьшением размера частиц порошка из-за увеличения количества воздуха, однако компактной структуры можно достичь с помощью приложения давления. Таким образом, в методиках, описанных в патентных документах 15-17, согласно которым исходные термоэлектрические полупроводниковые материалы в виде пластин фольги, изготовленных способами с использованием вращающегося валка, наслаивают, а затем уплотняют и формуют, в качестве термоэлектрических полупроводниковых материалов используется тонкая фольга. Однако, поскольку уплотнение спеченной структуры при горячем прессовании представляет собой явление, возникающее в результате течения порошка и пластической деформации частиц порошка, при уплотнении тонкой фольги исходных термоэлектрических полупроводниковых материалов согласно описанному в патентных документах 15-17 большая часть каждого термоэлектрического полупроводникового материала пластически деформируется, и при этом первоначальная ориентация кристаллов в фольге нарушается в большом количестве мест, поэтому легко нарушается ориентация грани С.
Раскрытие изобретения
Таким образом, цель настоящего изобретения заключается в создании термоэлектрического полупроводникового материала, имеющего отличную ориентацию кристаллов в структуре, уменьшенную концентрацию кислорода и улучшенную термоэлектрическую эффективность, а также в создании термоэлектрического полупроводникового элемента с использованием такого термоэлектрического полупроводникового материала, термоэлектрического модуля с использованием такого термоэлектрического полупроводникового элемента, а также способов их изготовления.
Для достижения описанных выше целей в настоящем изобретении предлагается термоэлектрический полупроводниковый материал, который изготовлен путем наслаивания и укладки исходных термоэлектрических полупроводниковых материалов, выполненных из исходного сплава, имеющего заданный состав термоэлектрического полупроводника, с образованием слоистого тела; уплотнения и формования слоистого тела с образованием прессовки; приложения давления к прессовке в одноосевом направлении, которое перпендикулярно или почти перпендикулярно основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и тем самым приложения усилия сдвига в одноосевом направлении, которое приблизительно параллельно основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и пластической деформации прессовки.
Когда исходный сплав приводят в контакт с поверхностью охлаждающего элемента в процессе изготовления термоэлектрического полупроводникового материала, получают исходный термоэлектрический полупроводниковый материал, в котором грань C гексагональной структуры кристаллических зерен ориентирована приблизительно параллельно направлению толщины пластины. Когда исходные термоэлектрические полупроводниковые материалы наслаивают (размещают слоями) в направлении толщины пластин для образования слоистого тела, а затем уплотняют и формуют, направление протяженности грани С кристаллических зерен поддерживается ориентированным в направлении наслаивания прессовки. Более того, когда к прессовке прикладывают давление таким образом, что усилие сдвига прилагается в одноосевом направлении, практически параллельном основному направлению наслаивания термоэлектрического полупроводника, которое приблизительно совпадает с направлением протяженности грани С кристаллических зерен, и тем самым прессовку пластически деформируют, кристаллические зерна сплющиваются вдоль направления, в котором приложено усилие сдвига, а направление протяженности грани С остается ориентированным в направлении усилия сдвига в течение пластической деформации. В то же время направления с-осей кристаллических зерен ориентированы приблизительно параллельно тому направлению, в котором прикладывается давление для пластической деформации. Соответственно, в структуре полученного термоэлектрического полупроводникового материала как направление протяженности грани С, так и направление с-осей в гексагональной структуре кристаллических зерен ориентированы единообразно, и таким образом может быть достигнута высокая термоэлектрическая эффективность при задании передачи тока и тепла в направлении протяженности грани С.
Соответственно, термоэлектрический полупроводниковый материал, имеющий отличную термоэлектрическую эффективность, может быть получен с помощью способа изготовления термоэлектрического полупроводникового материала, включающего в себя плавление исходного сплава, имеющего заданный состав термоэлектрического полупроводника; затем приведение расплавленного сплава в контакт с поверхностью охлаждающего элемента и тем самым формирование термоэлектрических полупроводниковых материалов, имеющих форму пластин; наслаивание имеющих форму пластин термоэлектрических полупроводниковых материалов в направлении, приблизительно параллельном направлению толщины пластин, и уплотнение и формование слоистого тела в прессовку; приложение давления к прессовке в одном из двух осевых направлений, которые пересекают друг друга в плоскости, приблизительно перпендикулярной основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, при одновременном предотвращении деформации прессовки в другом осевом направлении; и тем самым приложение усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и пластическую деформацию прессовки с образованием термоэлектрического полупроводникового материала.
Кроме того, когда термоэлектрический полупроводниковый материал имеет фазовый состав, включающий в себя сложную смешанную полупроводниковую фазу, имеющую заданный стехиометрический состав термоэлектрического полупроводникового соединения; и богатую Te фазу, в которой избыток Te добавлен к упомянутому выше составу, в термоэлектрическом полупроводниковом материале существуют границы кристаллических зерен, и генерируется напряжение в кристаллах из-за наличия фазового состава со сложной смешанной полупроводниковой фазой и богатой Te фазой. За счет введения напряжения в кристаллах теплопроводность может быть понижена, и таким образом может быть увеличена добротность в результате понижения теплопроводности.
Более того, когда термоэлектрический полупроводниковый материал изготавливают путем добавления избытка Te к заданному стехиометрическому составу термоэлектрического полупроводникового соединения с образованием исходного сплава; наслаивания и укладки имеющих форму пластин исходных термоэлектрических полупроводниковых материалов, выполненных из исходного сплава, с образованием слоистого тела; уплотнения и формования слоистого тела с образованием прессовки; приложения давления к прессовке в осевом направлении, перпендикулярном или почти перпендикулярном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и тем самым приложения усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и пластической деформации прессовки, обеспечивается термоэлектрический полупроводниковый материал с отличной ориентацией кристаллов, в котором как направление протяженности грани С, так и направление с-осей гексагональной структуры кристаллических зерен ориентированы приблизительно единообразно. Кроме того, из-за наличия фазового состава со сложной смешанной полупроводниковой фазой и богатой Te фазой теплопроводность может быть понижена, и, таким образом, может быть еще больше увеличена добротность.
Соответственно, способ изготовления термоэлектрического полупроводникового материала, в котором исходный сплав регулируют таким образом, чтобы он имел состав, в котором к заданному стехиометрическому составу термоэлектрического полупроводникового соединения добавлен избыток Te, может обеспечить термоэлектрический полупроводник, имеющий отличную ориентацию кристаллов, фазовый состав со сложной смешанной полупроводниковой фазой и богатой Te фазой и высокую добротность.
В описанном выше способе термоэлектрический полупроводниковый материал p-типа, имеющий высокую термоэлектрическую эффективность, может быть получен с помощью регулирования исходного сплава для получения состава, в котором избыток Te добавляется к стехиометрическому составу на основе (Bi-Sb)2Te3, а именно с помощью регулирования исходного сплава для получения состава, в котором избыток Te от 0,1 до 5% добавляется к стехиометрическому составу термоэлектрического полупроводникового соединения, содержащего от 7 до 10 атомных % Bi, от 30 до 33 атомных % Sb и 60 атомных % Te.
С другой стороны, термоэлектрический полупроводниковый материал n-типа, имеющий высокую термоэлектрическую эффективность, как описано выше, может быть получен с помощью регулирования исходного сплава для получения состава, в котором избыток Te добавляется к стехиометрическому составу на основе Bi2(Te-Se)3, а именно с помощью регулирования исходного сплава для получения состава, в котором избыток Te от 0,01 до 10% добавляется к стехиометрическому составу термоэлектрического полупроводникового соединения, содержащего 40 атомных % Bi, от 50 до 59 атомных % Te и от 1 до 10 атомных % Se.
Более того, когда формование с уплотнением исходных термоэлектрических полупроводниковых материалов выполняют путем приложения давления и путем нагрева до температуры не менее 380°С и не более 500°С, термоэлектрический полупроводниковый материал может быть уплотнен и сформован в состоянии, в котором предотвращается переход богатой теллуром (Te) фазы в исходном термоэлектрическом полупроводниковом материале в жидкую фазу, или же количество богатой Te жидкой фазы поддерживается незначительным. Таким образом, может быть сформован термоэлектрический полупроводниковый материал p-типа или n-типа, имеющий многофазовую структуру со сложной смешанной полупроводниковой фазой p-типа или n-типа, в которой диспергированы микроскопические богатые Te фазы, включая избыток Te в упомянутом выше полупроводниковом составе.
Более того, в способе изготовления, когда расплавленный сплав исходного состава контактирует с поверхностью охлаждающего элемента с образованием термоэлектрического полупроводникового материала в форме пластины, скорость охлаждения расплавленного сплава в процессе кристаллизации может ограничиваться скоростью, при которой 90% или более от толщины термоэлектрического полупроводникового материала в форме пластины не подвергают быстрому охлаждению (закалке). А именно, в качестве охлаждающего элемента может быть использован вращающийся валок, и когда термоэлектрический полупроводниковый материал в форме пластины формируют путем подачи расплавленного сплава исходного состава на поверхность такого охлаждающего элемента, вращающийся валок может вращаться со скоростью, при которой толщина исходного термоэлектрического полупроводникового материала регулируется на уровне, по меньшей мере, не менее 30 мкм. При использовании этого способа на стороне поверхности контакта расплавленного исходного сплава и охлаждающего элемента формируются микроскопические кристаллические зародыши, и расплавленный сплав может медленно кристаллизироваться, так что из этих зародышей растут большие кристаллические зерна в направлении толщины, и при этом может быть сформован исходный термоэлектрический полупроводниковый материал, имеющий толщину не менее 30 мкм. При этом кристаллические зерна могут расти таким образом, что грань С гексагональной структуры кристаллов простирается в направлении толщины приблизительно через всю толщину исходного термоэлектрического полупроводникового материала. Когда исходный сплав приготовлен имеющим состав, включающий в себя избыток Te, в фазе сложного полупроводникового соединения n-типа на основе (Bi-Sb)2Te3 или в фазе сложного полупроводникового соединения p-типа на основе Bi2(Te-Se)3 богатые Te фазы, включая избыток Te в каждом из приведенных выше составов, могут быть микроскопически диспергированы в виде отдельной фазы без превращения в аморфную фазу. Таким образом, богатая Te фаза выделяется в виде гетерофазы или зарождается в виде зародышей (ядер) гетерофазы внутри кристаллических зерен или на границах зерен сложного полупроводникового соединения, и тем самым может быть получен исходный термоэлектрический полупроводниковый материал, имеющий напряжение в кристаллах.
Кроме того, исходный термоэлектрический полупроводниковый материал имеет большую толщину и большую ширину в результате кристаллизации из расплавленного исходного сплава при низкой скорости охлаждения. Поэтому каждый исходный термоэлектрический полупроводниковый материал может иметь большой объем и таким образом может иметь маленькую удельную площадь поверхности по сравнению с порошком или т.п. с небольшими размерами частиц. Таким образом, возможность поверхностного окисления уменьшается и тем самым может быть предотвращено понижение электропроводности исходного термоэлектрического полупроводникового материала.
В описанном выше способе, когда нагрев в процессе формования с уплотнением исходного термоэлектрического полупроводникового материала выполняют многоэтапным способом, слоистый исходный термоэлектрический полупроводниковый материал может нагреваться таким образом, что все тело достигает желаемой для уплотнения и формования температуры даже в том случае, когда позиция нагрева источником тепла смещается в ходе нагрева исходного термоэлектрического полупроводникового материала для уплотнения и формования. Таким образом, прессовка, сформованная посредством формования с уплотнением исходного термоэлектрического полупроводникового материала, может быть сделана гомогенной по всему своему телу, и, таким образом, термоэлектрический полупроводниковый материал, изготовленный при помощи пластической деформации прессовки, может быть сделан гомогенным по всему телу. Кроме того, когда исходный сплав имеет состав, содержащий избыток Te, упомянутый выше избыточный компонент может быть растворен на границах зерен, и, таким образом, может быть улучшено связывание на границах зерен.
Кроме того, когда процесс пластической деформации включает в себя один или более процессов приложения всенаправленного гидростатического давления, возникновение коробления (изгибов) может быть предотвращено и может быть достигнута равномерная степень деформации во время пластической деформации прессовки. Таким образом, структура термоэлектрического полупроводникового материала, сформованного с помощью описанной выше пластической деформации, может быть гомогенизована.
Термоэлектрический полупроводниковый элемент может быть вырезан из описанного выше термоэлектрического полупроводникового материала, имеющего отличную ориентацию кристаллов, в котором как направление протяженности граней С, так и направление с-осей гексагональной структуры кристаллических зерен ориентированы единообразно. Когда поверхность среза термоэлектрического полупроводникового элемента представляет собой в качестве поверхности контакта с электродом плоскость, приблизительно перпендикулярную одноосевому направлению приложения усилия сдвига в процессе пластической деформации прессовки для образования термоэлектрического полупроводникового материала, возможно передавать ток или тепло в направлении, приблизительно параллельном направлению протяженности грани С кристаллических зерен. Таким образом, термоэлектрическая эффективность термоэлектрического полупроводникового элемента может быть увеличена.
Соответственно, с помощью способа изготовления термоэлектрического полупроводникового элемента, в котором термоэлектрический материал разрезают для образования термоэлектрического полупроводникового элемента таким образом, что плоскость, приблизительно перпендикулярная одноосевому направлению приложения усилия сдвига во время пластической деформации прессовки, может быть использована в качестве поверхности контакта с электродом, может быть получен описанный выше термоэлектрический полупроводниковый элемент, имеющий улучшенную термоэлектрическую эффективность.
Термоэлектрический полупроводниковый элемент p-типа и термоэлектрический полупроводниковый элемент n-типа могут быть сформованы в виде описанных выше термоэлектрических полупроводниковых элементов, имеющих высокую термоэлектрическую эффективность. p-n-Пара элементов может быть сформирована путем соединения через металлический электрод термоэлектрических полупроводниковых элементов, расположенных так, что эти элементы выровнены в направлении, перпендикулярном осевому направлению приложения давления во время пластической деформации прессовки для формования термоэлектрического полупроводникового материала и также перпендикулярном направлению усилия сдвига при приложении давления. Термоэлектрический полупроводниковый модуль может быть изготовлен имеющим конфигурацию, представленную p-n-парой элементов. В таком термоэлектрическом полупроводниковом модуле механическое напряжение, вызванное расширением или сжатием металлического электрода, которые сопровождают отклонение температуры во время использования термоэлектрического модуля, может быть приложено к каждому из термоэлектрических полупроводниковых элементов p-типа и n-типа в направлении, параллельном грани С гексагональной структуры соответствующих кристаллических зерен. Таким образом, даже когда металлический электрод расширяется или сжимается, межслойное отслаивание кристаллов в структуре термоэлектрических полупроводниковых элементов может быть предотвращено, а прочность и надежность термоэлектрического модуля могут быть улучшены.
Соответственно, термоэлектрический модуль, имеющий улучшенную надежность и прочность, может быть получен с помощью способа изготовления термоэлектрического модуля, включающего в себя получение термоэлектрических полупроводниковых элементов p-типа и n-типа так же, как и описанных выше термоэлектрических полупроводниковых элементов; размещение термоэлектрических полупроводниковых элементов p-типа и n-типа так, чтобы эти элементы были выровнены в направлении, перпендикулярном осевому направлению приложения давления во время пластической деформации прессовки и также перпендикулярном направлению усилия сдвига при приложении давления; соединения элементов p-типа и n-типа через металлический электрод с образованием p-n-пары элементов.
В соответствии с описанным выше настоящим изобретением, могут быть получены следующие отличные эффекты.
(1) Термоэлектрический полупроводниковый материал изготавливают путем наслаивания и укладки исходных термоэлектрических полупроводниковых материалов в форме пластин, выполненных из исходного сплава, имеющего заданный состав термоэлектрического полупроводника, с образованием слоистого тела; уплотнения и формования слоистого тела с образованием прессовки; пластической деформации прессовки с помощью приложения давления к прессовке в одноосевом направлении, которое перпендикулярно или почти перпендикулярно основному направлению наслаивания исходного термоэлектрического полупроводникового материала, и тем самым приложения усилия сдвига в одноосевом направлении, которое приблизительно параллельно основному направлению наслаивания исходного термоэлектрического полупроводникового материала. В таких термоэлектрических полупроводниковых элементах можно улучшить прочность с помощью приложения дополнительного давления для пластической деформации прессовки, которая была сформована с помощью уплотнения и формования исходных термоэлектрических полупроводниковых материалов в форме пластин. В то же время не только направление протяженности грани C, но и направление с-оси гексагональной структуры кристаллических зерен в структуре может быть ориентировано единообразно, и поэтому может быть достигнута отличная ориентация кристаллов. Таким образом, с помощью установки направления, в котором будут передаваться ток и тепло, совпадающим с направлением протяженности грани C кристаллических зерен, может быть улучшена термоэлектрическая эффективность.
(2) Соответственно, описанный выше термоэлектрический полупроводниковый материал может быть получен с помощью способа изготовления термоэлектрического полупроводникового материала, включающего в себя плавление исходного сплава, имеющего заданный состав термоэлектрического полупроводника; затем приведение расплавленного сплава в контакт с поверхностью охлаждающего элемента и тем самым формирование термоэлектрических полупроводниковых материалов, имеющих форму пластин; наслаивание имеющих форму пластин термоэлектрических полупроводниковых материалов в направлении, приблизительно параллельном направлению толщины пластин, с образованием слоистого тела; уплотнение и формование слоистого тела с образованием прессовки; приложение давления к прессовке в одном из двух осевых направлений, которые пересекают друг друга в плоскости, приблизительно перпендикулярной основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, при одновременном предотвращении деформации прессовки в другом осевом направлении; и тем самым приложение усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и пластическую деформацию прессовки с образованием термоэлектрического полупроводникового материала.
(3) В термоэлектрическом полупроводниковом материале, имеющем фазовый состав, включающий в себя сложную смешанную полупроводниковую фазу, имеющую заданный стехиометрический состав термоэлектрического полупроводникового соединения; и богатую Te фазу, в которой избыток Te добавлен к упомянутому выше составу, существуют границы кристаллических зерен, и при этом генерируется напряжение в кристаллах из-за наличия фазового состава со сложной смешанной полупроводниковой фазой и богатой Te фазой. За счет введения напряжения в кристаллах теплопроводность может быть понижена, и таким образом может быть увеличена добротность в результате понижения теплопроводности.
(4) В случае термоэлектрического полупроводникового материала, изготовленного путем добавления избытка Te к заданному стехиометрическому составу термоэлектрического полупроводникового соединения с образованием исходного сплава; наслаивания и укладки имеющих форму пластин исходных термоэлектрических полупроводниковых материалов, выполненных из этого исходного сплава, с образованием слоистого тела; уплотнения и формования слоистого тела с образованием прессовки; приложения давления к прессовке в осевом направлении, перпендикулярном или почти перпендикулярном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и тем самым приложения усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и пластической деформации прессовки, обеспечивается термоэлектрический полупроводниковый материал с отличной ориентацией кристаллов, в котором как направление протяженности граней С, так и направление с-осей гексагональной структуры кристаллических зерен ориентированы приблизительно единообразно. Кроме того, из-за наличия фазового состава со сложной смешанной полупроводниковой фазой и богатой Te фазой теплопроводность может быть понижена, и, таким образом, может быть еще больше увеличена добротность.
(5) Соответственно, термоэлектрический полупроводник, имеющий описанную выше отличную ориентацию кристаллов, фазовый состав со сложной смешанной полупроводниковой фазой и богатой Te фазой и высокую добротность, может быть получен с помощью способа изготовления термоэлектрического полупроводникового материала, включающего в себя регулирование состава исходного сплава так, чтобы к заданному стехиометрическому составу термоэлектрического полупроводникового соединения был добавлен избыток Te.
(6) В случае описанного выше способа термоэлектрический полупроводниковый материал p-типа, имеющий высокую термоэлектрическую эффективность, может быть получен с помощью регулирования исходного сплава для получения состава, в котором избыток Te добавляется к стехиометрическому составу на основе (Bi-Sb)2Te3, а именно с помощью регулирования исходного сплава для получения состава, в котором избыток Te от 0,1 до 5% добавляется к стехиометрическому составу термоэлектрического полупроводникового соединения, содержащего от 7 до 10 атомных % Bi, от 30 до 33 атомных % Sb и 60 атомных % Te.
(7) С другой стороны, термоэлектрический полупроводниковый материал n-типа, имеющий высокую термоэлектрическую эффективность, как описано выше, может быть получен с помощью регулирования исходного сплава для получения состава, в котором избыток Te добавляется к стехиометрическому составу на основе Bi2(Te-Se)3, а именно с помощью регулирования исходного сплава для получения состава, в котором избыток Te от 0,01 до 10% добавляется к стехиометрическому составу термоэлектрического полупроводникового соединения, содержащего 40 атомных % Bi, от 50 до 59 атомных % Te и от 1 до 10 атомных % Se.
(8) Более того, при выполнении формования с уплотнением исходных термоэлектрических материалов с помощью приложения давления вместе с нагревом исходного материала до температуры не менее 380°С и не более 500°С термоэлектрический полупроводниковый материал может быть уплотнен и сформован в состоянии, в котором предотвращается переход богатой Te фазы в исходном термоэлектрическом полупроводниковом материале в жидкую фазу, или же количество жидкой богатой Te фазы поддерживается незначительным. Таким образом, может быть сформирован термоэлектрический полупроводниковый материал p-типа или n-типа, имеющий многофазную структуру с фазой сложного полупроводникового соединения p-типа или n-типа, в которой диспергированы микроскопические богатые Te фазы, включающие в себя избыток Te в упомянутом выше полупроводниковом составе.
(9) Более того, в случае способа изготовления, когда расплавленный сплав исходного состава приводят в контакт с поверхностью охлаждающего элемента для образования термоэлектрического полупроводникового материала в форме пластины, скорость охлаждения расплавленного сплава в процессе кристаллизации может ограничиваться скоростью, при которой 90% или более от толщины термоэлектрического полупроводникового материала в форме пластины не подвергается быстрому охлаждению. А именно, в качестве охлаждающего элемента может быть использован вращающийся валок, и, когда термоэлектрический полупроводниковый материал в форме пластины формируется при помощи подачи расплавленного сплава исходного состава на поверхность такого охлаждающего элемента, вращающийся валок может вращаться со скоростью, при которой толщина исходного термоэлектрического полупроводникового материала поддерживается на уровне, по меньшей мере, не менее 30 мкм. При использовании этого способа на стороне поверхности контакта расплавленного исходного сплава и охлаждающего элемента формируются микроскопические зародыши кристаллов, и расплавленный сплав может медленно кристаллизироваться, так что из этих зародышей растут большие кристаллические зерна в направлении толщины, причем этом может быть сформирован исходный термоэлектрический полупроводниковый материал, имеющий толщину не менее 30 мкм. При этом кристаллические зерна могут расти таким образом, что грань С гексагональной структуры кристаллов простирается в направлении толщины приблизительно через всю толщину исходного термоэлектрического полупроводникового материала. Когда исходный сплав готовят так, чтобы он имел состав, включающий в себя избыток Te, в фазе сложного полупроводникового соединения n-типа на основе (Bi-Sb)2Te3 или в фазе сложного полупроводникового соединения p-типа на основе Bi2(Te-Se)3 богатые Te фазы, включая избыток Te в каждом из приведенных выше составов, могут быть микроскопически диспергированы в виде отдельной фазы без превращения в аморфную фазу. Таким образом, богатая Te фаза выделяется в виде гетерофазы или зарождается в виде зародышей гетерофазы внутри кристаллических зерен или на границах зерен сложного полупроводникового соединения, и тем самым может быть получен исходный термоэлектрический полупроводниковый материал, имеющий напряжение в кристаллах.
Кроме того, исходный термоэлектрический полупроводниковый материал имеет большую толщину и большую ширину в результате кристаллизации из расплавленного исходного сплава при низкой скорости охлаждения. Таким образом, каждый исходный термоэлектрический полупроводниковый материал может иметь большой объем, и поэтому он может иметь маленькую удельную площадь поверхности по сравнению с порошком или т.п. с небольшими размерами частиц. Таким образом, возможность поверхностного окисления уменьшается и тем самым может быть предотвращено понижение электропроводности исходного термоэлектрического полупроводникового материала.
(10) В описанном выше способе, когда нагрев во время уплотнения и формования исходного термоэлектрического полупроводникового материала выполняют многоэтапным способом, слоистый исходный термоэлектрический полупроводниковый материал может нагреваться таким образом, что все тело достигает желаемой для уплотнения и формования температуры даже в том случае, когда позиция нагрева источником тепла смещается в ходе нагрева исходного термоэлектрического полупроводникового материала для уплотнения и формования. Таким образом, прессовка, сформованная посредством формования с уплотнением исходного термоэлектрического полупроводникового материала, может быть сделана гомогенной по всему телу, и таким образом, термоэлектрический полупроводниковый материал, изготовленный при помощи пластической деформации прессовки, может быть сделан гомогенным по всему телу. Кроме того, когда исходный сплав имеет состав, содержащий избыток Te, упомянутый выше избыточный компонент может быть растворен на границах зерен, и, таким образом, может быть улучшено связывание на границах зерен.
(11) В дополнение к этому, когда процесс пластической деформации включает в себя один или более процессов приложения всенаправленного гидростатического давления, может быть предотвращено возникновение коробления или изгибов и поэтому может быть получена равномерная степень деформации в ходе пластической деформации прессовки. Таким образом, структура термоэлектрического полупроводникового материала, сформованного с помощью описанной выше пластической деформации, может быть гомогенизована.
(12) Термоэлектрический полупроводниковый элемент может быть вырезан из описанного выше термоэлектрического полупроводникового материала, имеющего отличную ориентацию кристаллов, в котором как направление протяженности граней С, так и направление с-осей гексагональной структуры кристаллических зерен ориентированы единообразно. Когда поверхность разреза термоэлектрического полупроводникового элемента представляет собой в качестве поверхности контакта с электродом плоскость, приблизительно перпендикулярную одноосевому направлению приложения усилия сдвига во время пластической деформации прессовки для образования термоэлектрического полупроводникового материала, можно передавать ток или тепло в направлении, приблизительно параллельном направлению протяженности грани С кристаллических зерен. Таким образом, термоэлектрическая эффективность термоэлектрического полупроводникового элемента может быть увеличена.
(13) Соответственно, описанный выше термоэлектрический полупроводниковый элемент, имеющий улучшенную термоэлектрическую эффективность, может быть получен с помощью способа изготовления термоэлектрического полупроводникового элемента, включающего в себя разрезание термоэлектрического полупроводникового материала с образованием термоэлектрического полупроводникового элемента таким образом, что плоскость, приблизительно перпендикулярная одноосевому направлению приложения усилия сдвига во время пластической деформации прессовки, может быть использована в качестве поверхности контакта с электродом.
(14) Термоэлектрический полупроводниковый элемент p-типа и термоэлектрический полупроводниковый элемент n-типа могут быть сформированы таким же образом, как и описанные выше термоэлектрические полупроводниковые элементы, имеющие высокую термоэлектрическую эффективность. p-n-Пара элементов может быть сформирована путем соединения через металлический электрод термоэлектрических полупроводниковых элементов p-типа и n-типа, расположенных так, что эти элементы выровнены в направлении, перпендикулярном осевому направлению приложения давления во время пластической деформации прессовки для формования термоэлектрического полупроводникового материала и также перпендикулярном направлению усилия сдвига при приложении давления. Термоэлектрический модуль может быть изготовлен имеющим конфигурацию, представленную p-n-парой элементов. В таком термоэлектрическом модуле механическое напряжение, вызванное расширением или сжатием металлического электрода, сопровождающим отклонение температуры во время использования термоэлектрического модуля, может быть приложено к каждому из термоэлектрических полупроводниковых элементов p-типа и n-типа в направлении, параллельном грани С гексагональной структуры соответствующих кристаллических зерен. Таким образом, даже когда металлический электрод расширяется или сжимается, межслойное отслаивание кристаллов в структуре термоэлектрических полупроводниковых элементов может быть предотвращено, а прочность и надежность термоэлектрического модуля могут быть улучшены.
(15) Соответственно, термоэлектрический модуль, имеющий улучшенную надежность и прочность, может быть получен с помощью способа изготовления термоэлектрического модуля, включающего в себя получение термоэлектрических полупроводниковых элементов p-типа и n-типа таким же образом, как и описанных выше термоэлектрических полупроводниковых элементов; размещение термоэлектрических полупроводниковых элементов p-типа и n-типа так, чтобы эти элементы были выровнены в направлении, перпендикулярном осевому направлению приложения давления во время пластической деформации прессовки и также перпендикулярном направлению усилия сдвига при приложении давления; соединения этих элементов p-типа и n-типа через металлический электрод с образованием p-n-пары элементов.
Краткое описание чертежей
Фиг.1 - схема последовательности технологических операций, показывающая вариант реализации способа изготовления термоэлектрического полупроводникового материала в соответствии с настоящим изобретением.
Фиг.2 - диаграмма, схематически показывающая устройство, используемое в процессе изготовления фольги медленным охлаждением по Фиг.1.
Фиг.3 - схематическая диаграмма в перспективе, показывающая исходный термоэлектрический полупроводниковый материал, сформированный в процессе изготовления фольги медленным охлаждением по Фиг.1.
Фиг.4 - график, показывающий корреляцию между толщиной исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением по Фиг.1, и окружной скоростью охлаждающего валка.
Фиг.5 - график, показывающий корреляцию между шириной исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением по Фиг.1, и окружной скоростью охлаждающего валка.
Фиг.6А - фотография, показывающая поперечное сечение структуры исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением по Фиг.1.
Фиг.6B - фотография структуры исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением по Фиг.1, показывающая поверхность этого исходного термоэлектрического полупроводникового материала, противоположную поверхности контакта с вращающимся валком.
Фиг.7A - схематическая диаграмма в перспективе, показывающая прессовку, сформированную в процессе формования с уплотнением по Фиг.1.
Фиг.7B - диаграмма в перспективе прессовки, сформированной в процессе формования с уплотнением по Фиг.1, схематически показывающая слоистую структуру исходного термоэлектрического полупроводникового материала.
Фиг.7С - увеличенная схематическая диаграмма в перспективе, показывающая частичное поперечное сечение прессовки по Фиг.7B.
Фиг.8A - диаграмма, показывающая устройство обработки давлением, используемое в процессе пластической деформации по Фиг.1, причем на ней показан схематический вид поперечного сечения этого устройства в начальном состоянии перед пластической деформацией прессовки.
Фиг.8B - диаграмма, показывающая вид устройства по Фиг.8A вдоль линии A-A в направлении стрелок.
Фиг.8C - диаграмма, показывающая устройство обработки давлением, используемое в процессе пластической деформации по Фиг.1, причем на ней показан схематический вид поперечного сечения этого устройства в состоянии, при котором термоэлектрический полупроводниковый материал формуется с помощью пластической деформации прессовки.
Фиг.8D - диаграмма, соответствующая Фиг.8B и показывающая другой тип устройства обработки давлением, используемого в процессе пластической деформации по Фиг.1 и снабженного кольцом для фиксации положения.
Фиг.9A - схематическая диаграмма в перспективе, показывающая термоэлектрический полупроводниковый материал, сформированный в процессе пластической деформации по Фиг.1.
Фиг.9B - диаграмма в перспективе, показывающая ориентацию кристаллов термоэлектрического полупроводникового материала, сформированного в процессе пластической деформации по Фиг.1.
Фиг.10 - график, показывающий корреляцию между окружной скоростью охлаждающего валка в процессе изготовления фольги медленным охлаждением по Фиг.1 и теплопроводностью термоэлектрического полупроводникового материала, сформированного в процессе пластической деформации по Фиг.1 с использованием исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением.
Фиг.11 - график, показывающий корреляцию между окружной скоростью охлаждающего валка в процессе изготовления фольги медленным охлаждением по Фиг.1 и электропроводностью термоэлектрического полупроводникового материала, сформированного в процессе пластической деформации по Фиг.1 с использованием исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением.
Фиг.12 - график, показывающий корреляцию между окружной скоростью охлаждающего валка в процессе изготовления фольги медленным охлаждением по Фиг.1 и коэффициентом термоЭДС термоэлектрического полупроводникового материала, сформированного в процессе пластической деформации по Фиг.1 с использованием исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением.
Фиг.13 - график, показывающий корреляцию между окружной скоростью охлаждающего валка в процессе изготовления фольги медленным охлаждением по Фиг.1 и концентрацией носителей в термоэлектрическом полупроводниковом материале, сформированном в процессе пластической деформации по Фиг.1 с использованием исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением.
Фиг.14 - график, показывающий корреляцию между окружной скоростью охлаждающего валка в процессе изготовления фольги медленным охлаждением по Фиг.1 и добротностью термоэлектрического полупроводникового материала, сформированного в процессе пластической деформации по Фиг.1 с использованием исходного термоэлектрического полупроводникового материала, сформированного в процессе изготовления фольги медленным охлаждением.
Фиг.15 - график, показывающий корреляцию между толщиной и концентрацией кислорода в исходном термоэлектрическом полупроводниковом материале, сформированном в процессе изготовления фольги медленным охлаждением по Фиг.1.
Фиг.16 - график, показывающий корреляцию между шириной и концентрацией кислорода в исходном термоэлектрическом полупроводниковом материале, сформированном в процессе изготовления фольги медленным охлаждением по Фиг.1.
Фиг.17 - график, показывающий корреляцию между окружной скоростью охлаждающего валка в процессе изготовления фольги медленным охлаждением по Фиг.1 и концентрацией кислорода в исходном термоэлектрическом полупроводниковом материале, сформированном в процессе изготовления фольги медленным охлаждением.
Фиг.18 - график, показывающий корреляцию между концентрацией кислорода в исходном термоэлектрическом полупроводниковом материале, сформированном в процессе изготовления фольги медленным охлаждением по Фиг.1, и добротностью термоэлектрического полупроводникового материала, сформированного с использованием исходного термоэлектрического полупроводникового материала.
Фиг.19 - схема последовательности технологических операций, показывающая другой вариант реализации способа изготовления термоэлектрического полупроводникового материала в соответствии с настоящим изобретением.
Фиг.20A - диаграмма, показывающая устройство обработки давлением, используемое для процесса приложения всенаправленного гидростатического давления по Фиг.19, причем на ней показан схематический вид поперечного сечения этого устройства в начальном состоянии перед пластической деформацией прессовки.
Фиг.20B - диаграмма, показывающая устройство по Фиг.20A вдоль линии B-B в направлении стрелок.
Фиг.20C - диаграмма, показывающая устройство обработки давлением, используемое для процесса приложения всенаправленного гидростатического давления по Фиг.19, причем на ней показан схематический вид поперечного сечения этого устройства в состоянии, при котором всенаправленное гидростатическое давление прикладывается к прессовке, которая уже пластически деформирована на заданную величину.
Фиг.21 - схематическая диаграмма в перспективе, показывающая этапы способа изготовления термоэлектрического полупроводникового элемента согласно настоящему изобретению и показывающая состояние разрезанного термоэлектрического полупроводникового материала, т.е. вырезанной пластины, и термоэлектрического полупроводникового элемента, вырезанного из этой пластины.
Фиг.22 - схематическая диаграмма в перспективе, показывающая вариант реализации термоэлектрического модуля в соответствии с настоящим изобретением.
Фиг.23 - схематическая диаграмма в перспективе, показывающая сравнительный пример термоэлектрического модуля по Фиг.22.
Фиг.24A - схематический вид в поперечном сечении, показывающий другой пример устройства обработки давлением, используемого в процессе пластической деформации по Фиг.1.
Фиг.24B - диаграмма, показывающая устройство по Фиг.24A вдоль линии C-C в направлении стрелок.
Фиг.25A - схематическая диаграмма, показывающая пример процесса пластической деформации по Фиг.1 с помощью другого устройства и показывающая состояние, при котором прессовка пластически деформируется прессом высокого давления.
Фиг.25B - схематическая диаграмма, показывающая пример процесса пластической деформации по Фиг.1 с помощью другого устройства и показывающая состояние, при котором прессовка пластически деформируется устройством прокатки.
Фиг.26 - график, показывающий результаты сравнения термоэлектрической эффективности термоэлектрического модуля, изготовленного с помощью способа изготовления согласно настоящему изобретению, с термоэлектрической эффективностью термоэлектрического модуля, изготовленного с помощью другого способа изготовления.
Фиг.27 - диаграмма в перспективе, схематически показывающая пример традиционного термоэлектрического модуля.
Наилучшие варианты реализации настоящего изобретения
В нижеследующем описании будут пояснены варианты реализации настоящего изобретения со ссылкой на чертежи.
Фиг.1-18 показывают один вариант реализации способа изготовления термоэлектрического полупроводникового материала в соответствии с настоящим изобретением. Как показано на схеме последовательности технологических операций согласно Фиг.1, в принципе термоэлектрический полупроводниковый материал производят путем приготовления сплава с помощью смешивания в заданном соотношении соответствующих металлов, составляющих исходный сплав термоэлектрического полупроводника; плавления этих металлов с образованием расплавленного сплава; медленного охлаждения расплавленного сплава с помощью нижеупомянутого способа охлаждения со скоростью, при которой 90% или более толщины исходного термоэлектрического полупроводникового материала не подвергаются быстрому охлаждению (закалке); кристаллизации расплавленного сплава с образованием фольги в форме тонких пластин (пластин фольги медленного охлаждения) в качестве исходных термоэлектрических полупроводниковых материалов; после наслаивания и укладки пластин фольги медленного охлаждения, изготовленных в качестве исходных термоэлектрических полупроводниковых материалов, таким образом, что эти пластины фольги укладываются в пресс-форме послойно в направлении толщины пластин, формования с уплотнением послойно уложенных пластин фольги при упомянутых ниже заданных условиях нагрева с образованием прессовки; затем пластической деформации прессовки с помощью приложения нагрузки таким образом, что создается напряжение сдвига в одноосевом направлении, приблизительно параллельном основному направлению наслаивания исходного термоэлектрического полупроводникового материала, с получением в результате термоэлектрического полупроводникового материала.
Конкретные способы изготовления термоэлектрического полупроводникового материала n-типа и полупроводникового элемента n-типа описаны ниже следующим образом.
Во-первых, для приготовления стехиометрического состава исходного сплава термоэлектрического полупроводника n-типа в процессе I смешивания компонентов навешивают Bi, Se и Te таким образом, чтобы исходный сплав содержал 40 атомных % Bi, от 1 до 10 атомных % Se и от 50 до 59 атомных % Te. Навешенные металлы смешивают для получения состава на основе Bi2(Te-Se)3. Более того, добавляют избыток Te так, чтобы во всем компоненте на основе Bi2(Te-Se)3 содержалось от 0,01 до 10% по массе Te, и таким образом приготавливают сплав, имеющий нестехиометрический состав с избытком Te. В этот момент может быть добавлено заданное количество легирующей примеси для образования термоэлектрического полупроводника n-типа, такой как Hg, Ag, Cu или галоген.
Затем, в процессе II изготовления фольги медленным охлаждением, как показано на Фиг.2, смесь металлов, которая была смешана и приготовлена в описанном выше процессе I смешивания компонентов, помещают в плавильный тигель 6, изготовленный из кварца. Тигель помешают в контейнер 5, который может поддерживать атмосферу с низкой концентрацией кислорода, такую как восстановительная газовая атмосфера, атмосфера инертного газа или вакуум. Тигель нагревают нагревательной спиралью 7 так, чтобы расплавить металл, с образованием расплавленного сплава 8. После этого расплавленный сплав 8 подают на поверхность вращающегося валка 9, такого как водоохлаждаемый валок. Вращающийся валок действует как охлаждающий элемент, и поэтому расплавленный сплав кристаллизуется. Для того чтобы в качестве исходных термоэлектрических полупроводниковых материалов 10 сформировать пластины фольги медленного охлаждения с толщиной, составляющей по меньшей мере 30 мкм или более, расплавленный сплав подают через сопло, которое имеет заданный диаметр, например 0,5 мм, и расположено в нижней части плавильного тигля 6, на поверхность вращающегося валка 9, вращающегося с небольшой скоростью, при которой окружная скорость не превышает 5 м/с, в результате чего расплавленный сплав кристаллизуется. С помощью этого процесса в качестве исходных термоэлектрических полупроводниковых материалов 10 производят фольгу медленного охлаждения в форме тонких пластин, как показано на Фиг.3.
Предпочтительно задать скорость вращения вращающегося валка 9 такой, чтобы окружная скорость была не более 2 м/с. Когда окружная скорость вращающегося валка 9 задана не превышающей 5 м/с, толщина фольги медленного охлаждения, изготовленной в качестве термоэлектрического полупроводникового материала 10, может быть равна 30 мкм или более, как это очевидно показано на графике по Фиг.4. Кроме того, когда расплавленный сплав 8 кристаллизуется на поверхности вращающегося валка 9 с образованием исходного термоэлектрического полупроводникового материала 10, этот расплавленный сплав может быть кристаллизован с такой скоростью, при которой 90% и более толщины исходного термоэлектрического полупроводникового материала не подвергаются быстрому охлаждению (закалке). Таким образом, как показано на Фиг.3, кристаллические зерна 11, сформированные в структуре исходного термоэлектрического полупроводникового материала 10, могут иметь длину, проходящую через всю толщину фольги медленного охлаждения в качестве исходного термоэлектрического полупроводникового материала 10, и, таким образом, может быть сформирован исходный термоэлектрический полупроводниковый материал 10, имеющий отличную ориентацию кристаллов. Более того, когда окружная скорость вращающегося валка 9 задана не превышающей 2 м/с, толщина исходного полупроводникового материала 10 может быть эффективно увеличена до значения не менее приблизительно 70 мкм. Таким образом, длина кристаллических зерен 11 может быть дополнительно увеличена, а ориентация кристаллов может быть еще больше улучшена. Дополнительно, как описано выше, когда скорость вращения вращающегося валка 9 задана так, чтобы окружная скорость была не более 5 м/с, ширина пластин фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 может быть увеличена, и поэтому может быть увеличен объем каждой из пластин исходных термоэлектрических полупроводниковых материалов, как это очевидно из графика, показанного на Фиг.5.
Кристаллические зерна 11 в структуре исходного термоэлектрического полупроводникового материала 10 схематически показаны в виде шестиугольников на Фиг.3. Эти шестиугольники не отражают реальную кристаллическую решетку в гексагональной структуре описанных выше кристаллических зерен 11, однако эти шестиугольники для удобства объяснения схематически показывают направление грани С гексагональной структуры кристаллических зерен 11, и, кроме того, направлением плоскостей этих шестиугольников схематически указано направление, в котором сплюснуты кристаллические зерна 11, то есть направление, в котором ориентированы кристаллические зерна. Это может быть применено к следующим чертежам.
В результате этого расплавленный сплав 8 исходного состава подают на вращающийся валок 9 и медленно охлаждают, и тем самым он медленно и последовательно охлаждается от поверхности контакта с вращающимся валком по направлению к внешней периферии валка, то есть в направлении толщины расплавленного сплава 8. В результате, как показано на Фиг.3, отвердевают и кристаллизуются сложные смешанные полупроводниковые фазы соответственно Bi2Te3 и Bi2Se3 с кристаллическими структурами, в которых направление протяженности грани C гексагональной структуры кристаллических зерен 11 в основном ориентировано в направлении толщины пластины (это направление показано стрелкой t на чертеже). В то же время, так как Te добавлен к упомянутому выше расплавленному сплаву 8 так, что к стехиометрическому составу на основе Bi2(Te-Se)3 добавлен избыток Te, богатые теллуром (Te) фазы, включая избыток Te в составе Bi2Te3 или Bi2Se3, микроскопически распределены (диспергированы) в виде отдельной неаморфной фазы в кристаллических зернах и на границах зерен соответствующих фаз сложных полупроводниковых соединений Bi2Te3 и Bi2Se3. Таким образом, может быть получен исходный термоэлектрический полупроводниковый материал 10, который, как полагают, имеет структуру с распределенной микроскопической богатой Te фазой, то есть структуру, имеющую напряжение в кристаллах за счет осаждения гетерофазы (богатой Te фазы) или за счет зарождения ядер (образования зародышей) гетерофазы внутри кристаллических зерен и по границам зерен в сложном смешанном полупроводнике на основе Bi2(Te-Se)3.
Фиг.6A и 6B показывают полученные с помощью сканирующего электронного микроскопа (SEM) изображения структуры исходного термоэлектрического полупроводникового материала 10, изготовленного с помощью описанного выше процесса II изготовления фольги медленным охлаждением. Фиг.6A показывает поперченное сечение исходного термоэлектрического полупроводникового материала 10. На этой фигуре поверхность контакта с вращающимся валком 10 размещена на верхней стороне. Фиг.6B показывает структуру поверхности исходного термоэлектрического полупроводникового материала 10 на стороне, противоположной поверхности контакта с вращающимся валком.
На Фиг.6A ясно видно, что в процессе II изготовления фольги медленным охлаждением может быть сформирован исходный термоэлектрический полупроводниковый материал 10, имеющий толщину не менее 30 мкм. Поверхность контакта с вращающимся валком 9 имеет тонкодисперсные кристаллические зерна, сформированные в результате быстрого охлаждения расплавленного сплава 8 при контакте с вращающимся валком 9. Эти тонкодисперсные кристаллические зерна формируются только в поверхностной области на стороне поверхности контакта с вращающимся валком 9, тогда как в областях, отличных от поверхностной области с тонкодисперсными кристаллическими зернами, т.е. в области, занимающей 90% и более толщины, могут быть сформированы большие кристаллические зерна 11, ориентированные в направлении толщины пластины и проходящие через всю толщину пластины.
Кроме того, как видно из Фиг.6B, исходный термоэлектрический полупроводниковый материал 10 имеет текстурированную структуру, в которой внутри зерен и на границах кристаллических зерен 11 сложного смешанного полупроводника на основе Bi2(Te-Se)3 или т.п. образуются кристаллические зерна 11a гетерофаз (богатых Te фаз), которые расплющены и ориентированы так, что они простираются в направлении толщины пластины.
Порошковые частицы с зернами маленького размера, примешанные в исходных термоэлектрических полупроводниковых материалах 10, изготовленных с помощью процесса II изготовления фольги медленным охлаждением, могут быть заблаговременно удалены с помощью просеивания перед тем, как исходные термоэлектрические полупроводниковые материалы будут отправлены на следующий процесс III формования с уплотнением.
Затем, в процессе III формования с уплотнением, пластины фольги медленного охлаждения из исходных термоэлектрических полупроводниковых материалов 10, изготовленных в процессе II изготовления фольги медленным охлаждением, наслаивают (размещают слоями) в направлении, приблизительно параллельном направлению толщины пластин (в направлении стрелки t), и укладывают в пресс-форму (не показана) внутри контейнера (не показан), который может поддерживать атмосферу с низкой концентрацией кислорода, такую как восстановительная газовая атмосфера, атмосфера инертного газа или вакуум с давлением 10 Па или менее. После этого пластины фольги спекают и спрессовывают и в результате этого уплотняют (превращают в сплошное твердое тело) и формуют с приданием заданной формы. Например, как показано на Фиг.7A, 7B и 7C, изготавливают сплошную прессовку 12 прямоугольной формы, имеющую заданную ширину, соответствующую расстоянию между ограничивающими элементами 15 в устройстве 13 обработки давлением, используемом в нижеупомянутом процессе IV пластической деформации.
Фиг.7B схематически показывает слоистую структуру из пластин фольги медленного охлаждения из исходного термоэлектрического полупроводникового материала 10 как основную конфигурацию структуры прессовки 12. Фиг.7C показывает увеличенный вид слоистой структуры исходных термоэлектрических полупроводниковых материалов 10 по Фиг.7B.
Что касается условий для описанного выше процесса спекания, то вместе с приложением заданного давления, например давление не менее 14,7 МПа, подводят тепло так, чтобы предотвратить сегрегацию богатой Te фазы, существующей в термоэлектрическом полупроводниковом материале, изготовленном в описанном выше процессе II изготовления фольги медленным охлаждением, образование другой фазы или выделение жидкой фазы. Так как богатая Te фаза имеет возможность образовывать жидкую фазу при температуре приблизительно 420°С, спекание проводят путем нагрева до температуры не более 500°С, предпочтительно не ниже 420°С и не выше 450°С, и поддержания такой температуры в течение примерно от 5 секунд до 5 минут.
Нижний предел температуры при спекании составляет не ниже 380°С. Это обусловлено тем, что плотность прессовки 12 не увеличивается, когда температура спекания составляет менее 380°С.
Во время упомянутого выше спекания осуществляют многоэтапный нагрев так, чтобы весь объект спекания мог быть приблизительно равномерно нагрет до заданной температуры спекания, не вызывая гетерогенного распределения температуры в объекте.
При многоэтапном нагреве, когда объект спекания нагревают до заданной температуры спекания с использованием определенного источника тепла (не показан), этап нагрева содержит один или более периодов с длительностью, например, не менее 10 секунд, остановки нагрева источником тепла на заданный период времени, или временное изменение нагрева источником тепла так, чтобы скорость нагрева объекта спекания понизилась и тем самым гомогенизировать температуру всего объекта спекания за счет теплопроводности в течение упомянутой выше остановки нагрева или периодов с пониженной скоростью нагрева. После гомогенизирования температуры во всем теле в процессе нагрева с помощью дальнейшего нагрева объекта спекания его нагревают практически равномерно до конечной температуры, а именно температуры спекания.
Соответственно, при гомогенизировании температуры во всем объекте спекания в процессе нагрева, даже если позиция нагрева источником тепла изменяется, неравномерное распределение температуры может быть ограничено, когда температура достигнет температуры спекания. В этом случае, в качестве устройства нагрева (нагревательной печи) для спекания могут быть использованы устройства традиционного горячего прессования, энергетического горячего прессования или импульсного энергетического горячего прессования. Дополнительно, описанные выше периоды остановки нагрева или понижения скорости нагрева не ограничиваются 10 секундами или более, но могут быть установлены произвольно в зависимости от нагревательной способности источника тепла, размера объекта спекания или т.п.
Пластины фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10, сформированные в описанном выше процессе II изготовления фольги медленным охлаждением, имеют большие значения ширины и толщины, и таким образом, слоистое тело из них имеет большой объем и много пустот. При наслаивании и последующем спекании вместе с прессованием исходных термоэлектрических полупроводниковых материалов 10 в процессе III формования с уплотнением, атомы соответствующих исходных термоэлектрических полупроводниковых материалов 10 мигрируют так, чтобы заполнить пустоты между исходными термоэлектрическими полупроводниковыми материалами 10. Вместе с миграцией атомов, соответствующие исходные термоэлектрические полупроводниковые материалы 10 пластически деформируются таким образом, что входят в контакт друг с другом и заполняют пустоты между собой. Таким образом, исходные термоэлектрические полупроводниковые материалы 10, которые приведены в контакт друг с другом за счет пластической деформации, соединяются друг с другом по поверхностям раздела.
В то же время, хотя такая деформация исходных термоэлектрических полупроводниковых материалов 10 слегка нарушает ориентацию грани С кристаллических зерен 11, которые были ориентированы приблизительно в направлении толщины пластин из исходного термоэлектрического полупроводникового материала 10, это нарушение не вызывает объемного разрушения тела в целом. Соответственно, как показано на Фиг.7B, в образующих прессовку 12 пластинах фольги медленного охлаждения из исходного термоэлектрического полупроводникового материала 10 ориентация кристаллических зерен 11 поддерживается такой же, как и ориентация кристаллов (в направлении стрелки t) отдельного фрагмента исходного термоэлектрического полупроводникового материала 10, показанного на Фиг.3. Таким образом, можно предотвратить возможность массового искажения ориентации грани C кристаллических зерен, которого не возможно было избежать в предшествующем уровне техники, согласно которому спекали очень мелкодисперсные исходные термоэлектрические полупроводниковые материалы.
Кроме того, при образовании прессовки 12 пластины фольги медленного охлаждения из исходного термоэлектрического полупроводникового материала 10, имеющие большую толщину и большую ширину, наслаивают в направлении, приблизительно параллельном направлению толщины пластин, а затем уплотняют и формуют. Таким образом, пустоты между исходными термоэлектрическими полупроводниковыми материалами 10 могут быть легко уменьшены, и становится возможным увеличить плотность прессовки 12 до приблизительно 99,8% или более от плотности идеальной кристаллической структуры сложного полупроводникового соединения такого же состава.
Более того, богатая Te фаза в исходном термоэлектрическом полупроводниковом материале 10 не превращается или превращается лишь в небольшом количестве в жидкую фазу во время спекания. Таким образом, прессовка 12 формируется с сохранением текстурированной структуры фазы сложного полупроводникового соединения, имеющего состав Bi2Te3 и Bi2Se3, с распределенными микроскопическими богатыми Te фазами, включая избыток Te в описанных выше составах. Дополнительно, вместе с нагревом в ходе процесса спекания богатые Te фазы частично возникают на поверхностях раздела между пластинами фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10.
После этого, в процессе IV пластической деформации готовят устройство 13 обработки давлением с помещением его в воздухонепроницаемый герметичный контейнер (не показан), который может поддерживать атмосферу с низкой концентрацией кислорода, например, имеющую парциальное давление кислорода не выше 0,2 Па, такую как восстановительная газовая атмосфера, атмосфера инертного газа или вакуум. В таком контейнере, как показано на Фиг.8A, 8B и 8С, с любой одной стороны основания 14 размещена пара ограничивающих элементов 15 в форме пластин, имеющих приблизительно параллельные поверхности и расположенных друг напротив друга с определенным расстоянием между ними. Это расстояние соответствует ширине упомянутой выше прессовки 12 (размеру прессовки 12 в одном осевом направлении из двух осевых направлений, пересекающихся в плоскости, перпендикулярной основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов 10, образующих прессовку 12). Внутренняя сторона ограничивающих элементов 15 расположена в поперечном направлении, пуансон 16 расположен так, что он может скользить в направлениях вверх и вниз. Кроме того, с помощью вертикального узла привода (не показан), вместе с которым подается нагрузка, пуансон 16 может смещаться вниз из верхнего положения выше ограничивающих элементов 15, расположенных в поперечном направлении, в нижнее положение, находящееся внутри между этими ограничивающими элементами 15. Нагревательные элементы расположены в заданных позициях на основании 14, ограничивающих элементах 15 и пуансоне 16. Как показано на Фиг.8A, в состоянии, когда пуансон 16 поднят в верхнее положение над ограничивающими элементами 15, на центральном участке между ограничивающими элементами 15 помещают прессовку 12, сформированную в процессе III формования с уплотнением, таким образом, чтобы продольное направление этой прессовки 12 было направлено вертикально. В то же самое время прессовку 12 размещают так, чтобы направление наслаивания исходных термоэлектрических полупроводниковых материалов 10, образующих эту прессовку 12 (направление стрелки t, совпадающее с направлением толщины пластин исходного термоэлектрического полупроводникового материала 10), устанавливалось параллельным ограничивающим элементом 15, размещенным в поперечном направлении, а обе боковые стороны прессовки в направлении ширины помещают так, чтобы они входили в контакт с внутренними поверхностями ограничивающих элементов 15, размещенных в поперечном направлении. Затем, вместе с нагревом прессовки 12 нагревательными элементами до температуры, которая не превышает 470°С, предпочтительно не выше 450°С, к прессовке 12 прикладывают давление заданной нагрузки с помощью опускания пуансона 16 вертикальным узлом привода, как показано штрихпунктирной линией на Фиг.8A. В результате, как показано на Фиг.8С, прессовку 12 пластически деформируют так, чтобы она расширилась в одноосевом направлении, параллельном направлению наслаивания исходных термоэлектрических полупроводниковых материалов 10, и тем самым изготавливают термоэлектрический полупроводниковый материал 17 в виде сплошного тела прямоугольной формы.
В описанном выше устройстве 13 обработки давлением, когда к прессовке 12 пуансоном 16 сверху прикладывают сжимающее усилие, ввиду того что деформация прессовки 12 в направлении ее ширины ограничена ограничивающими элементами 15, расположенными в поперечном направлении, деформация прессовки 12 разрешена только в направлении, параллельном ограничивающим элементам 15, то есть в направлении наслаивания исходных термоэлектрических полупроводниковых материалов 10 (в направлении стрелок t), и, таким образом, прикладывается усилие сдвига в одноосевом направлении, параллельном направлению наслаивания. В результате этого в пластинах фольги медленного охлаждения из исходного термоэлектрического полупроводникового материала 10, образующих прессовку 12 перед описанной выше пластической деформацией, поверхности раздела слоев деформируются, и соседние слои интегрируются (объединяются) друг с другом. Кристаллические зерна, ориентированные так, что грани С гексагональной структуры простираются в направлении, параллельном направлению толщины пластин из исходных термоэлектрических полупроводниковых материалов 10 в прессовке 12, пластически деформируются со сплющиванием в том направлении, в котором приложено усилие сдвига, и ориентируются так, что плоскости спайности перпендикулярны направлению приложения давления.
Соответственно, как показано на Фиг.9A, в структуре термоэлектрического полупроводникового материала 17, сформованного после пластической деформации прессовки 12, кристаллические зерна ориентированы так, как схематически показано на Фиг.9B. Кристаллические зерна 11 соответственно деформированы так, что грань С гексагональной структуры простирается в направлении расширения прессовки 12, то есть в направлении, параллельном направлению наслаивания исходных термоэлектрических полупроводниковых материалов 10 в прессовке 12 перед деформацией (в направлении стрелок t). В то же время, большая часть кристаллических зерен 11 ориентирована таким образом, что направление с-осей выровнено в направлении сжатия (в направлении стрелок p) в процессе пластической деформации. Шестиугольники на Фиг.9B показывают только ориентацию кристаллических зерен 11, но не отражают действительных размеров кристаллических зерен 11.
В процессе пластической деформации прессовки 12 в устройстве 13 обработки давлением к ограничивающим элементам 15, размещенным в поперечном направлении, прикладывается направленное наружу сильное напряжение. Поэтому, как показано на Фиг.8D, может быть предусмотрено кольцо 15a фиксации положения с тем, чтобы окружать внешнюю периферию ограничивающих элементов 15, размещенных в поперечном направлении. При такой конфигурации напряжение, которое прикладывается к ограничивающим элементам 15, размещенным в поперечном направлении, может сдерживаться кольцом 15a фиксации положения.
Как было описано выше, в термоэлектрическом полупроводниковом материале 17 n-типа согласно настоящему изобретению при медленном охлаждении и кристаллизации расплавленного исходного сплава 8 с использованием вращающегося валка 9 кристаллические зерна 11 ориентируются в направлении толщины пластины и вытягиваются, простираясь через всю толщину пластины, и тем самым имеют улучшенную ориентацию кристаллов. Кроме того, исходные термоэлектрические полупроводниковые материалы 10 имеют структуру, в которой в качестве гетерофазы с низкой точкой плавления в кристаллических зернах или на границах зерен выделились богатые Te фазы. Наряду с сохранением ориентации кристаллов и текстурированной структуры, содержащей фазы сложных полупроводниковых соединений на основе Bi2(Te-Se)3 с диспергированной в них описанной выше богатой Te фазой, исходные термоэлектрические полупроводниковые материалы 10 уплотняют и формуют для образования прессовки. Прессовку расширяют только в одноосевом направлении, приблизительно параллельном направлению толщины пластин из исходного термоэлектрического полупроводникового материала 10, то есть в направлении наслаивания исходного термоэлектрического полупроводникового материала 10. Вследствие описанной выше конфигурации в термоэлектрическом полупроводниковом материале n-типа из-за наличия гетерофазы внутри кристаллических зерен и на границах зерен, а также из-за наличия границ зерен генерируется механическое напряжение в кристаллах. За счет такой генерации напряжения в кристаллах может быть уменьшена теплопроводность. Кроме того, так как направления с-осей и направления протяженности граней С гексагональной структуры кристаллических зерен 11 приблизительно единообразно ориентированы во всем теле термоэлектрического полупроводникового материала 17, термоэлектрическая эффективность (добротность Z) может быть улучшена с помощью установки направления прохождения тока и тепла совпадающим с направлением протяженности граней С кристаллических зерен 11.
Как показано на Фиг.4, окружная скорость вращающегося валка 9 устанавливается малой на уровне 5 м/с, так чтобы могли быть получены исходные термоэлектрические полупроводниковые материалы 10, имеющие толщину не менее 30 мкм. При использовании вращающегося валка с описанной выше низкой скоростью вращения теплопроводность (κ) изготовленного термоэлектрического полупроводникового материала 17 может быть увеличена по сравнению со случаем использования исходного термоэлектрического полупроводникового материала 10, изготовленного с помощью вращающегося валка 9 с высокой скоростью вращения. Как показано на Фиг.10, приведенное выше описание явно показывает зависимость между скоростью вращения вращающегося валка 9 во время изготовления пластин фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 и теплопроводностью (κ) термоэлектрического полупроводникового материала 17, изготовленного из исходных термоэлектрических полупроводниковых материалов 10 с помощью описанного выше процесса.
Кроме того, как показано на Фиг.11, как это ясно отражается зависимостью между скоростью вращения вращающегося валка 9 в процессе изготовления фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 и электропроводностью (σ) изготовленного термоэлектрического полупроводникового материала 17, при использовании вращающегося валка с низкой скоростью вращения, подобной описанному выше значению, электропроводность (σ) изготовленного термоэлектрического полупроводникового материала 17 может быть увеличена по сравнению со случаем использования исходных термоэлектрических полупроводниковых материалов 10, изготовленных с помощью вращающегося валка 10 с высокой скоростью вращения.
Более того, как показано на Фиг.12, как это ясно отражается зависимостью между скоростью вращения вращающегося валка 9 в процессе изготовления фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 и коэффициентом термоЭДС (α) изготовленного термоэлектрического полупроводникового материала 17, при использовании вращающегося валка с низкой скоростью вращения, подобной описанному выше значению, коэффициент термоЭДС (α) изготовленного термоэлектрического полупроводникового материала 17 может быть увеличен по сравнению со случаем использования исходных термоэлектрических полупроводниковых материалов 10, изготовленных с помощью вращающегося валка 10 с высокой скоростью вращения.
Более того, как показано на Фиг.13, как это ясно отражается зависимостью между скоростью вращения вращающегося валка 9 в процессе изготовления фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 и концентрацией носителей в изготовленном термоэлектрическом полупроводниковом материале 17, при использовании вращающегося валка с низкой скоростью вращения, подобной описанному выше значению, концентрация носителей в изготовленном термоэлектрическом полупроводниковом материале 17 может быть увеличена по сравнению со случаем использования исходных термоэлектрических полупроводниковых материалов 10, изготовленных с помощью вращающегося валка 10 с высокой скоростью вращения.
Соответственно, как показано на Фиг.14, как это ясно отражается зависимостью между скоростью вращения вращающегося валка 9 в процессе изготовления фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 и добротностью (Z) изготовленного термоэлектрического полупроводникового материала 17, в термоэлектрическом полупроводниковом материале 17, изготовленном посредством описанных выше процедур из исходного термоэлектрического полупроводникового материала 10, который был изготовлен с помощью вращающегося валка с низкой скоростью вращения, добротность (Z) увеличивается по сравнению со случаем использования исходных термоэлектрических полупроводниковых материалов 10, изготовленных с помощью вращающегося валка 10 с высокой скоростью вращения.
Более того, как показано на Фиг.4, в случае описанного выше термоэлектрического полупроводникового материала 17 в соответствии с настоящим изобретением толщина фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 может быть увеличена с помощью уменьшения скорости вращения вращающегося валка 9 и тем самым может быть уменьшена удельная площадь поверхности. В результате, как это видно из Фиг.15, показывающей зависимость между толщиной фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 и измеренной способом поглощения инфракрасного излучения концентрацией кислорода, содержащегося в исходных термоэлектрических полупроводниковых материалах 10, окисление исходных термоэлектрических полупроводниковых материалов 10 может быть ограничено, а концентрация кислорода в термоэлектрическом полупроводниковом материале 17, изготовленном из исходных термоэлектрических полупроводниковых материалов 10, может быть уменьшена.
Кроме того, как показано на Фиг.5, ширина фольги медленного охлаждения, изготовленной в качестве исходных термоэлектрических полупроводниковых материалах 10, может быть увеличена с помощью уменьшения скорости вращения вращающегося валка 9 и тем самым может быть уменьшена удельная площадь поверхности. В результате, как видно из Фиг.16, показывающей зависимость между шириной фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 и измеренной способом поглощения инфракрасного излучения концентрацией кислорода, содержащегося в исходных термоэлектрических полупроводниковых материалов 10, окисление исходных термоэлектрических полупроводниковых материалов 10 может быть ограничено таким же образом, как и описанный выше, а концентрация кислорода в термоэлектрическом полупроводниковом материале 17 может быть уменьшена.
Соответственно, как ясно видно из Фиг.17, показывающей зависимость между скоростью вращения вращающегося валка 9 и концентрацией кислорода в термоэлектрическом полупроводниковом материале 17, концентрация кислорода, содержащегося в термоэлектрическом полупроводниковом материале 17, может быть уменьшена путем уменьшения скорости вращения вращающегося валка 9. Таким образом можно предотвратить снижение электропроводности (σ) из-за окисления.
Таким образом, как ясно видно из Фиг.18, показывающей зависимость между концентрацией кислорода в фольге медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10 и добротностью, при уменьшении концентрации кислорода, содержащегося в изготовленном термоэлектрическом полупроводниковом материале 17, может быть увеличена термоэлектрическая эффективность термоэлектрического полупроводникового материала 17.
Электропроводностью (σ) и коэффициентом термоЭДС (α) описанного выше изготовленного термоэлектрического полупроводникового материала 17 n-типа можно управлять с помощью корректировки отношения Te к Se в составе на основе Bi2(Te-Se)3, который является стандартом для составов термоэлектрических полупроводников n-типа.
На Фиг.19 показана схема последовательности технологических операций, демонстрирующая другой вариант реализации способа изготовления термоэлектрического полупроводникового материала согласно настоящему изобретению. В этом варианте реализации в ходе процесса IV пластической деформации во время процедуры изготовления термоэлектрического полупроводникового материала описанным выше образом, когда прессовка 12 сдавливается и прикладывается усилие сдвига в одноосевом направлении, параллельном направлению наслаивания пластинок фольги медленного охлаждения в качестве исходных термоэлектрических полупроводниковых материалов 10, так что прессовка пластически деформируется до заданной формы, один или более раз может быть выполнен процесс IV-2 приложения всенаправленного гидростатического давления в течение процесса IV-1 приложения одноосевого усилия сдвига для пластической деформации объекта, например, в тот момент, когда коэффициент деформации является низким. В процессе IV-2 приложения всенаправленного гидростатического давления во время пластической деформации прессовки 12 деформацию прессовки 12 временно ограничивают за счет контакта с плоскостями, размещенными в направлении деформации, и в этом состоянии давление непрерывно прикладывают в течение заданного периода времени.
Соответственно, когда выполняют описанный выше процесс IV-2 приложения всенаправленного гидростатического давления, как показано на Фиг.20A, 20B и 20C, в устройстве 13 обработки давлением, имеющем конфигурацию, подобную показанной на Фиг.8A, 8B и 8C, в позициях между ограничивающими элементами 15 на поперечных сторонах предусматривают пару из переднего и заднего ограничивающих элементов 18, имеющих приблизительно параллельные поверхности и расположенных напротив друг друга с определенным расстоянием между собой так, чтобы образовать конфигурацию, при которой расстояние между описанными выше ограничивающими элементами 15, размещенными в поперечном направлении, перекрывается переднезадними сторонами. Когда прессовку 12, сформованную в процессе III формования с уплотнением, помещают в центре внутреннего пространства между описанными выше ограничивающими элементами 15, расположенными в поперечном направлении, таким образом, чтобы направление наслаивания исходных термоэлектрических полупроводниковых материалов 10, составляющих прессовку 12, было параллельно поверхностям ограничивающих элементов 15, расположенных в поперечном направлении, между описанной выше прессовкой 12 и передним и задним ограничивающими элементами 18 формируется заданный зазор, в результате чего обеспечивается пространство для деформации прессовки. Кроме того, предусматривают пуансон 16a, имеющий плоскую форму, соответствующую пространству, окруженному описанными выше ограничивающими элементами 15 и 18 с поперечных и переднезадних сторон, чтобы он был подвижным в направлениях вверх и вниз в пределах описанного выше пространства с помощью вертикального узла привода (не показан). Более того, предусматривают нагревательные элементы в заданных позициях на основании 14, ограничивающих элементах 15 и 18 и пуансоне 16a. Наряду с подготовкой устройства 13a обработки давлением, имеющего описанную выше конфигурацию, также готовят устройство 13 обработки давлением, показанное на Фиг.8A, 8B и 8C.
Когда выполняют процесс IV пластической деформации, сначала, как показано на Фиг.20A и 20B, прессовку 12, сформованную в процессе III формования с уплотнением, помещают в устройстве 13a обработки давлением в центре между ограничивающими элементами 15, расположенными в поперечном направлении. После этого условия по температуре и давлению устанавливают таким же образом, как и в описанном выше процессе IV пластической деформации, и опускают пуансон 16a с помощью вертикального узла привода так, что при опускании этого пуансона 16a к прессовке 12 сверху прикладывается давление. Затем, как показано штрихпунктирными линиями на Фиг.20A, поскольку две стороны в направлении ширины прессовки 12 ограничены ограничивающими элементами 15, расположенными в поперечном направлении, усилие сдвига прикладывается в одноосевом переднезаднем направлении, приблизительно параллельном направлению наслаивания исходных термоэлектрических полупроводниковых материалов 10, образующих прессовку. В результате прессовка пластически деформируется и сплющивается в переднезаднем направлении. Таким образом, выполняют процесс IV-1 приложения одноосевого усилия сдвига. После этого пластическая деформация продолжается в переднезаднем направлении, и тем самым, как показано на Фиг.20С, пластически деформированное тело прессовки 12 входит в контакт с передним и задним ограничивающими элементами 18. В этом состоянии, когда пуансоном 16a сверху прикладывается дополнительное давление, деформированное тело прессовки 12 ограничено с двух сторон в направлении ширины ограничивающими элементами 15, размещенными в поперечном направлении, а также ограничено ограничивающими элементами 18 с двух сторон в переднезаднем направлении, и тем самым предотвращается ее деформация. Поэтому давление, обеспечиваемое пуансоном 16a, прикладывается к деформированному телу прессовки 12 как всенаправленное гидростатическое давление. Таким образом, согласно описанному выше выполняют процесс IV-2 приложения всенаправленного гидростатического давления.
После этого пластически деформированное тело прессовки 12, которое было расширено (пластически деформировано) в переднезаднем направлении до контакта с передним и задним ограничивающими элементами 18, извлекают из устройства 13a обработки давлением, и это пластически деформированное тело прессовки 12 помещают в центр между расположенными в поперечном направлении ограничивающими элементами 15 устройства 13 обработки давлением, как было описано со ссылкой на Фиг.8A, 8B и 8C. После этого опускают пуансон 16, чтобы еще более сдавить пластически деформированное тело упомянутой прессовки 12 сверху, и тем самым пластически деформированное тело прессовки 12 дополнительно расширяется из-за приложения усилия сдвига в переднезаднем направлении, которое является одноосевым направлением, приблизительно параллельным направлению наслаивания исходных термоэлектрических полупроводниковых материалов 10, составляющих прессовку 12 до пластической деформации. Таким образом, осуществляют процесс IV-1 приложения одноосевого усилия сдвига и в результате изготавливают термоэлектрический полупроводниковый материал 17.
Описанный выше процесс IV-2 приложения всенаправленного гидростатического давления может быть выполнен два или более раза. В этом случае готовят множество устройств 13a обработки давлением, в которых расстояние между передним и задним ограничивающими элементами 18 увеличивается шаг за шагом, и эти устройства используют последовательно, начиная с устройства, имеющего наименьшее расстояние между передним и задним ограничивающими элементами 18, и до устройства, имеющего наибольшее расстояние между передним и задним ограничивающими элементами 18. К прессовке 12, сформованной в процессе III формования с уплотнением, сверху прикладывают давление при помощи опускания пуансона 16a таким же образом, как и описанный выше, и тем самым прикладывают усилие сдвига в одноосевом направлении, приблизительно параллельном направлению наслаивания исходных термоэлектрических полупроводниковых материалов 10. В результате прессовку пластически деформируют так, что степень деформации от начального состояния последовательно увеличивается. После этого прикладывают всенаправленное гидростатическое давление в состоянии, при котором деформация ограничена передним и задним ограничивающими элементами 18, и, наконец, прессовка может быть пластически деформирована с расширением в переднезаднем направлении с помощью устройства 13 обработки давлением, не имеющим переднего и заднего ограничивающих элементов 18.
В этом случае с помощью выполнения описанного выше процесса IV-2 приложения всенаправленного гидростатического давления к прессовке 12 во время пластической деформации в процессе IV-1 приложения одноосевого усилия сдвига плотность описанной выше прессовки 12 может быть увеличена в ходе пластической деформации. Таким образом, предотвращается возможность возникновения коробления (изгиба) в прессовке 12, в отношении которой в конце выполняется процесс пластической деформации в устройстве 13 обработки давлением. Кроме того, два торцевых участка прессовки 12 в переднезаднем направлении, которые являются торцевыми участками в направлении пластической деформации, прижимаются к переднему и заднему ограничивающим элементам 18, и тем самым формы этих двух торцевых участков в переднезаднем направлении прессовки 12 корректируются на стадии пластической деформации. Таким образом, степень деформации прессовки 12 может быть сделана равномерной, и, таким образом, возможно улучшить гомогенность структуры изготовленного термоэлектрического полупроводникового материала 17.
Когда выполняют процесс IV-2 приложения всенаправленного гидростатического давления, из-за контакта торцевых участков прессовки 12 в переднезаднем направлении с передним и задним ограничивающими элементами 18 существует вероятность того, что ориентация грани С кристаллических зерен 11 может быть слегка нарушена на торцевых участках прессовки 12 в переднезаднем направлении. В то же самое время в устройстве 13 обработки давлением усилие сдвига в конце прикладывается в одноосевом направлении, приблизительно параллельном направлению наслаивания исходного термоэлектрического полупроводникового материала 10, образующего прессовку 12, так что прессовка расширяется без ограничений в переднезаднем направлении. Таким образом, возможно единообразно выровнять направление грани С и направление с-оси кристаллических зерен 11 даже на торцевых участках в переднезаднем направлении в изготовленном термоэлектрическом полупроводниковом материале 17.
Более того, в показанном на Фиг.19 способе изготовления термоэлектрического полупроводникового материала согласно настоящему изобретению предусматривают процесс V снятия вызванных деформацией механических напряжений после описанного выше процесса IV пластической деформации. В процессе V снятия вызванных деформацией механических напряжений термоэлектрический полупроводниковый материал 17, изготовленный и пластически деформированный до заданной формы в процессе IV пластической деформации, может поддерживаться при заданной температуре, например при температуре от 350°С до 500°С, в течение заданного периода времени, например от 30 минут до 24 часов, в результате чего дислокации или вакансии в кристаллической решетке уменьшаются или перестраиваются вследствие термообработки. В результате механические напряжения, которые генерируются при пластической деформации в процессе IV пластической деформации и остаются в структуре термоэлектрического полупроводникового материала 17, могут быть устранены. Очевидно, что такие же эффекты могут быть получены в процессе V снятия вызванных деформацией механических напряжений даже в том случае, если упомянутая температура поддерживается 24 часа или более.
Более того, может быть предусмотрен процесс VI регулирования концентрации дефектов как процесс, следующий за описанным выше процессом V снятия вызванных деформацией механических напряжений. С помощью выдерживания термоэлектрического полупроводникового материала 17, в котором сняты остаточные механические напряжения в ходе описанного выше процесса V снятия вызванных деформацией механических напряжений, при заданной температуре в течение заданного периода времени в процессе VI регулирования концентрации дефектов, концентрация дефектов в термоэлектрическом полупроводниковом материале 17 может быть изменена, и тем самым можно управлять электропроводностью (σ) и коэффициентом термоэдс (α).
Термоэлектрический полупроводниковый материал 17, изготовленный в процессе IV пластической деформации, сохраняет структуру исходных термоэлектрических полупроводниковых материалов 10, образующих прессовку 12, а именно - сложного полупроводникового соединения на основе Bi2(Te-Se)3, включающего в себя гетерофазы (богатые Te фазы) в кристаллических зернах или на границах зерен. Так как избыточный Te является компонентом термоэлектрического полупроводника на основе Bi2(Te-Se)3, когда описанный выше термоэлектрический полупроводниковый материал 17 подвергают термообработке, избыточный Te реагирует с основным компонентом полупроводника на основе Bi2(Te-Se)3 и заполняет дефекты в этом основном компоненте. Когда в основной компонент вводится небольшое количество легирующей примеси, такой как Ag, эффективность существенно изменяется. Такая легирующая примесь оказывает большое влияние, даже когда она распределена по границам зерен. Эффективность может сильно измениться, если легирующая примесь диффундирует в основной компонент в результате использования при высокой температуре или за счет термообработки. Считается, что изменение в концентрации дефектов в термоэлектрическом полупроводниковом материале 17 из-за избытка Te может вызвать эффекты, которые устраняют или усиливают воздействия легирующей примеси.
Далее описывается способ изготовления термоэлектрического полупроводникового элемента в соответствии с настоящим изобретением в случае, когда термоэлектрический полупроводниковый элемент 3a n-типа изготавливают с использованием термоэлектрического полупроводникового материала 17 n-типа, изготовленного в соответствии с вариантами реализации, показанными на Фиг.1-18.
В этом случае в термоэлектрическом полупроводниковом материале 17 n-типа направление протяженности грани С и направление с-оси гексагональной структуры кристаллических зерен 11 единообразно выровнены по всей структуре. Таким образом, учитывая единообразную ориентацию кристаллических зерен 11, термоэлектрический полупроводниковый элемент 3a формируют с помощью вырезания из этого материала таким образом, чтобы направление, в котором передаются ток и тепло, совпадало с направлением протяженности грани С гексагональной структуры кристаллических зерен 11.
В термоэлектрическом полупроводниковом материале 17 n-типа, как показано на Фиг.9B, грань C гексагональной структуры в каждом кристаллическом зерне простирается в направлении расширения прессовки 12 во время пластической деформации (направлении стрелки t), а c-ось ориентирована приблизительно в направлении приложения давления (направлении стрелки p) во время пластической деформации. Таким образом, сначала, как показано на Фиг.21, в позициях на заданном расстоянии в направлении расширения прессовки 12 во время пластической деформации (направлении стрелки t) термоэлектрический полупроводниковый материал 17 разрезают вдоль плоскости, перпендикулярной направлению расширения, т.е. вырезают пластину 19, которая показана в середине Фиг.21.
В результате грань С гексагональной структуры кристаллических зерен 11 ориентирована в направлении толщины описанной выше пластины 19.
Затем формируют обработанные проводящим материалом поверхности 20 путем обработки обеих сторон пластины 19, например, методом металлизации с помощью устройства нанесения гальванического покрытия (не показано). Затем, как показано штрихпунктирными линиями в средней части Фиг.21, пластину 19, обработанную проводящим материалом, разрезают вдоль двух плоскостей: плоскости, перпендикулярной тому направлению (направлению стрелки p), в котором прессовку 12 сжимали во время изготовления термоэлектрического полупроводникового материала 17; и плоскости, заданной двумя осями в виде направления сжатия (направления стрелки p) и направления расширения (направления стрелки t) во время изготовления термоэлектрического полупроводникового материала 17. Таким образом, вырезают сплошное твердое тело прямоугольной формы, которое показано на Фиг.21 (т.е. пластину нарезают на отдельные кристаллы), и тем самым изготавливают термоэлектрический полупроводниковый элемент 3a n-типа.
В результате, описанный выше термоэлектрический полупроводниковый элемент 3a n-типа имеет кристаллическую структуру, в которой, как показано в нижней части Фиг.21, грань С гексагональной структуры кристаллических зерен 11 простирается по всей длине в направлении (которое показано стрелкой t на чертеже, т.е. в том же направлении, что и направление расширения термоэлектрического полупроводникового материала 17 во время изготовления) пары противоположных поверхностей 20, которые обработаны проводящим материалом. Эта пара поверхностей 20 соответствует обработанным проводящим материалом поверхностям 20 пластины 19, обработанной проводящим материалом. Кроме того, с-оси кристаллических зерен 11 простираются в направлении сжатия (направлении стрелки p на чертеже) во время изготовления термоэлектрического полупроводникового материала 17 из числа двух осевых направлений, перпендикулярных обработанной проводящим материалом поверхности 20.
Соответственно, путем присоединения металлического электрода (не показан) к описанной выше обработанной проводящим материалом поверхности 20 может быть получен термоэлектрический полупроводниковый элемент 3a n-типа, имеющий отличную термоэлектрическую эффективность, за счет изготовления элемента, имеющего текстурированную структуру, в которой направление с-оси, а также направление грани C гексагональной структуры кристаллических зерен 11 ориентированы единообразно, и обеспечения приложения тока и тепла в направлении грани C гексагональной структуры описанных выше кристаллических зерен 11.
Далее будет описан случай изготовления термоэлектрического полупроводникового материала p-типа. В этом случае для приготовления стехиометрического состава исходного сплава термоэлектрического полупроводника p-типа в процессе I смешивания компонентов, показанном на Фиг.1, навешивают Bi, Sb и Te так, чтобы исходный сплав содержал от 7 до 10 атомных % Bi, от 30 до 33 атомных % Sb и 60 атомных % Te. Навешенные металлы смешивают для получения состава на основе (Bi-Sb)2Te3. Более того, добавляют избыток Te так, что во всем компоненте на основе (Bi-Sb)2Te3 содержится от 0,1 до 5% по массе Te, и таким образом приготавливают сплав, имеющий избыток Te. В этот момент может быть добавлено заданное количество легирующей примеси, такой как Ag или Pb, для образования термоэлектрического полупроводника p-типа.
Затем таким же образом, как и в случае изготовления описанного выше термоэлектрического полупроводникового материала 17 n-типа, в процессе II изготовления фольги медленным охлаждением с использованием устройства, показанного на Фиг.2, расплавленный сплав 8 смеси металлов, которая была смешана в описанном выше процессе I смешивания компонентов, подают из имеющего диаметр 0,5 мм сопла в плавильном тигле 6 на поверхность вращающегося валка 9, медленно вращающегося с окружной скоростью 5 м/с или менее, предпочтительно с окружной скоростью 2 м/с или менее, так что он медленно охлаждается и кристаллизуется, и тем самым производят имеющий форму пластины исходный термоэлектрический полупроводниковый материал 10 (фольгу медленного охлаждения).
Окружную скорость вращающегося валка 9 устанавливают равной 5 м/с или менее, предпочтительно 2 м/с и менее. При использовании такой скорости таким же образом, как и в случае формирования исходного термоэлектрического полупроводникового материала 10 n-типа, производят фольгу медленного охлаждения, имеющую толщину 30 мкм или более, а предпочтительно фольга медленного охлаждения формируется имеющей толщину не менее 70 мкм, и, таким образом, могут быть получены исходные термоэлектрические полупроводниковые материалы 10, имеющие отличную ориентацию кристаллов и большие кристаллические зерна 11, простирающиеся через почти всю толщину пластины. В то же время значения ширины фольги медленного охлаждения, изготовленной в качестве исходного термоэлектрического полупроводникового материала 10, увеличиваются, объем отдельного фрагмента исходного термоэлектрического полупроводникового материала 10 возрастает, и тем самым может быть уменьшена удельная площадь поверхности этого фрагмента.
В результате, как и в случае исходного термоэлектрического полупроводникового материала 10 n-типа, когда исходный термоэлектрический материал 10 p-типа охлаждают на вращающемся валке 9, фазы сложных полупроводниковых соединений Bi2Te3 и Sb2Te3 соответственно отвердевают и кристаллизуются с кристаллическими структурами, в которых ориентация кристаллов выровнена в направлении толщины пластины. В то же время богатые Te фазы, включая избыток Te в составе Bi2Te3 или Sb2Te3, микроскопически распределены в виде отдельной неаморфной фазы в кристаллических зернах и на границах зерен соответствующих фаз сложных полупроводниковых соединений Bi2Te3 и Sb2Te3. Таким образом, может быть получен исходный термоэлектрический полупроводниковый материал 10, который, как полагают, обладает структурой, имеющей напряжение в кристаллах из-за осаждения гетерофазы (богатой Te фазы) или зарождения ядер (образования зародышей) гетерофазы внутри кристаллических зерен и по границам зерен в сложном смешанном полупроводнике на основе (Bi-Sb)2Te3. В этом исходном термоэлектрическом полупроводниковом материале 10 аналогично показанному на Фиг.3 кристаллические зерна 11 простираются приблизительно в направлении толщины пластины, и при этом кристаллические зерна имеют длину, практически соответствующую толщине пластины. Порошковые частицы могут быть заблаговременно удалены из исходных термоэлектрических полупроводниковых материалов с помощью просеивания перед последующим процессом III формования с уплотнением.
Затем, в процессе III формования с уплотнением пластины фольги медленного охлаждения из исходных термоэлектрических полупроводниковых материалов 10 p-типа, изготовленных в процессе II изготовления фольги медленным охлаждением, наслаивают в направлении, приблизительно параллельном направлению толщины пластин, и укладывают в пресс-форму (не показана). После этого слоистое тело спекают при тех же условиях по давлению и температуре способом многоэтапного нагрева таким же образом, как и в процессе изготовления прессовки 12, имеющей состав n-типа. В результате этого слоистые исходные термоэлектрические полупроводниковые материалы 10 обрабатывают давлением, уплотняют и формируют, так что соответствующие фрагменты исходных термоэлектрических полупроводниковых материалов 10 вступают в контакт друг с другом, и пустоты между исходными термоэлектрическими полупроводниковыми материалами устраняются. Следовательно, сплошную прессовку 12 прямоугольной формы производят таким же образом, как показано на Фиг.7A, 7B и 7C.
В результате богатые Te фазы, которые были сформированы в исходном термоэлектрическом полупроводниковом материале 10 p-типа, не преобразуются или преобразуются в небольшом количестве в жидкую фазу во время спекания. Таким образом, прессовка 12 формируется сохраняющей структуру, содержащую фазы сложных полупроводниковых соединений состава Bi2Te3 и Sb2Te3 с микроскопически диспергированными в них богатыми Te фазами, содержащими избыток Te в описанных выше составах.
Затем, в процессе IV пластической деформации, как и в случае изготовления термоэлектрического полупроводникового материала 17 n-типа, используя устройство 13 обработки давлением, которое показано на Фиг.8A, 8B, 8C и 8D, вместе с нагревом прессовки 12 до температуры, не превышающей 500°С, предпочтительно не превышающей 350°С, прессовку пластически деформируют так, что она расширяется в одноосевом направлении, приблизительно параллельно направлению наслаивания исходных термоэлектрических полупроводниковых материалов 10, и тем самым изготовляют термоэлектрический полупроводниковый материал 17 p-типа. Описанное выше условие по температуре нагрева варьируют в зависимости от избыточного количества Te, причем температуру обработки увеличивают с уменьшением количества избыточного Te.
В результате, при приложении усилия сдвига только в направлении наслаивания исходных термоэлектрических полупроводниковых материалов 10, таким же образом, как показано на Фиг.9A и 9B, кристаллические зерна 11, ориентированные в направлении толщины пластин из исходного термоэлектрического полупроводникового материала 10, в прессовке 12 пластически деформируются так, что они сплющиваются в одноосевом направлении, в котором приложено усилие сдвига. Кроме того, плоскости спайности ориентируются так, чтобы быть приблизительно перпендикулярными тому направлению, в котором прикладывается давление, и прессовка 12 деформируется так, что грань С гексагональной структуры каждого кристаллического зерна 11 простирается в направлении расширения (направлении стрелки t на Фиг.9A и 9B). При этом формируется термоэлектрический полупроводниковый материал 17 p-типа, в котором с-оси большинства кристаллических зерен 11 ориентированы в направлении сжатия (направлении стрелки p на Фиг.9A и 9B) во время пластической деформации.
Соответственно, в термоэлектрическом полупроводниковом материале 17 p-типа генерируется напряжение в кристаллах из-за наличия гетерофазы внутри кристаллических зерен и на границах зерен, так же как и из-за наличия самих границ зерен. За счет генерации напряжения в кристаллах теплопроводность (κ) может быть уменьшена. Кроме того, так как направления с-осей и направления протяженности граней С гексагональной структуры кристаллических зерен 11 ориентированы приблизительно единообразно, термоэлектрическая эффективность (добротность Z) может быть улучшена с помощью установки направления прохождения тока и тепла совпадающим с направлением протяженности грани С кристаллических зерен 11.
Более того, поскольку исходный термоэлектрический материал 10 p-типа изготовлен так, что он имеет большую толщину и большую ширину и, следовательно, имеет малую удельную площадь поверхности, а затем его уплотняют и формуют для изготовления термоэлектрического полупроводникового материала 17 p-типа, концентрация кислорода, содержащегося в термоэлектрическом полупроводниковом материале 17, может быть уменьшена. Таким образом, может быть предотвращено уменьшение электропроводности (σ) вследствие окисления. Благодаря этому уменьшению термоэлектрическая эффективность термоэлектрического полупроводникового материала 17 может быть также улучшена.
Электропроводностью (σ) и коэффициентом термоэдс (α) термоэлектрического полупроводникового материала 17 p-типа можно управлять с помощью регулирования количества Bi и Sb в составе на основе (Bi-Sb)2Te3, который является стандартом для составов термоэлектрических полупроводников p-типа. Кроме того, в процессе изготовления термоэлектрического полупроводникового материала 17 p-типа может быть выполнен процесс IV-2 приложения всенаправленного гидростатического давления в ходе процесса IV пластической деформации, показанного на Фиг.19. Кроме того, могут быть выполнены процесс V снятия, вызванный деформацией механических напряжений, и процесс VI регулирования концентрации дефектов в качестве последующей технологической обработки после процесса IV пластической деформации.
Далее описывается случай, в котором изготавливают термоэлектрический полупроводниковый элемент 2a p-типа с использованием термоэлектрического полупроводникового материала 17 p-типа, изготовленного описанным выше способом.
В этом случае также в описанном выше термоэлектрическом полупроводниковом материале 17 p-типа аналогично термоэлектрическому полупроводниковому материалу 17 n-типа, показанному на Фиг.9A и 9B, грань С гексагональной структуры кристаллических зерен 11 простирается через всю текстурированную структуру в направлении расширения прессовки 12 во время пластической деформации (направлении стрелки t на Фиг.9A и 9B), а с-оси в основном ориентированы в направлении приложения давления во время пластической деформации (направлении стрелки p на Фиг.9A и 9B). Поэтому таким же образом, как и в способе изготовления термоэлектрического полупроводникового элемента 3a n-типа, показанного на Фиг.21, сначала, как показано в верхней части Фиг.21, в позициях на заданном расстоянии в направлении расширения прессовки 12 во время пластической деформации (направлении стрелки t) термоэлектрический полупроводниковый материал 17 разрезают вдоль плоскости, перпендикулярной направлению расширения, и тем самым вырезают пластину 19, которая показана в середине Фиг.21. После этого формируют обработанные проводящим материалом поверхности 20 с помощью обработки поверхностей обеих сторон пластины 19 в направлении толщины проводящим материалом. Затем посредством разрезки пластины 19 может быть изготовлен термоэлектрический полупроводниковый элемент 2a p-типа в виде сплошного тела прямоугольной формы таким же образом, как и термоэлектрический полупроводниковый элемент 3a n-типа, показанный в нижней части на Фиг.21.
В результате описанный выше термоэлектрический полупроводниковый элемент 2a p-типа имеет аналогично описанному выше термоэлектрическому полупроводниковому элементу 3a n-типа кристаллическую структуру, в которой грань С гексагональной структуры кристаллических зерен 11 простирается через всю длину в направлении пары противоположных поверхностей 20, которые обработаны проводящим материалом. Кроме того, с-оси кристаллических зерен 11 простираются в направлении сжатия (направлении стрелки p) во время изготовления термоэлектрического полупроводникового материала 17 из числа двух осевых направлений, перпендикулярных обработанной проводящим материалом поверхности 20. Поэтому термоэлектрический полупроводниковый элемент p-типа имеет отличную термоэлектрическую эффективность.
В качестве еще одного варианта реализации настоящего изобретения далее описан термоэлектрический модуль, в котором используются термоэлектрические полупроводниковые элементы 2a и 3a p-типа и n-типа, которые были изготовлены в соответствии с описанным выше способом согласно настоящему изобретению, а также способ изготовления такого термоэлектрического модуля.
Фиг.22 показывает термоэлектрический модуль 1a согласно настоящему изобретения, который включает в себя p-n-пару элементов, таким же образом, как и традиционный термоэлектрический модуль 1, показанный на Фиг.27. При образовании p-n-пары элементов термоэлектрический полупроводниковый элемент 2a p-типа и термоэлектрический полупроводниковый элемент 3a n-типа, соответственно изготовленные с помощью способа согласно настоящему изобретению, размещены так, что они выровнены в направлении, перпендикулярном как направлению протяженности грани C, так и направлению с-оси гексагональной структуры кристаллических зерен 11. Обработанные проводящим материалом поверхности термоэлектрических полупроводниковых элементов 2a и 3a напротив друг друга в направлении протяженности грани C кристаллических зерен соединены через металлический электрод 4.
В результате, в описанном выше термоэлектрическом модуле 1a согласно настоящему изобретению ток и тепло могут проводиться в направлении протяженности грани C кристаллических зерен 11 термоэлектрического полупроводникового элемента 2a p-типа и термоэлектрического полупроводникового элемента 3a n-типа, в которых направление протяженности грани C и направление с-оси кристаллических зерен 11 ориентированы приблизительно единообразно. Таким образом, может быть получен термоэлектрический модуль 1a, имеющий отличную термоэлектрическую эффективность.
Кроме того, когда выполняют термоэлектрическое охлаждение, термоэлектрическое нагревание, термоэлектрическое генерирование энергии и тому подобное с использованием описанного выше термоэлектрического модуля 1a, отклонение температуры сопровождается расширением или сжатием металлического электрода 4. Соответственно, к соседним термоэлектрическим полупроводниковым элементам 2a и 3a p-типа и n-типа, соединенным через металлический электрод 4, прикладывается механическое напряжение в направлении, в котором эти элементы сближаются или отдаляются друг от друга. Когда p-n-пара элементов в описанном выше термоэлектрическом модуле сформирована так, как показано на Фиг.22, соседние термоэлектрические полупроводниковые элементы 2a и 3a, соединенные через металлический электрод 4, расположены в той же плоскости, что и направление грани С кристаллических зерен 11. Поэтому механическое напряжение, вызванное расширением или сжатием металлического электрода 4, может быть приложено к соответствующим кристаллическим зернам 11 только в направлении, параллельном плоскости C. Соответственно, даже при приложении механического напряжения может быть предотвращено межслойное отслаивание кристаллических зерен 11 гексагональной структуры в соответствующих структурах термоэлектрических полупроводниковых элементов 2a и 3a, и таким образом может быть предотвращено повреждение термоэлектрических полупроводниковых элементов 2a и 3a, вызванное расслаиванием, и, следовательно, могут быть улучшены прочность и надежность термоэлектрического модуля 1a. Когда p-n-пара элементов сформирована так, как в сравнительном примере, показанном на Фиг.23, с помощью выравнивания термоэлектрических полупроводниковых элементов 2a и 3a в направлении с-оси в гексагональной структуре кристаллических зерен 11 и соединения соответствующих термоэлектрических полупроводниковых элементов 2a и 3a через металлический электрод 4 механическое напряжение, вызванное расширяющей или сжимающей деформацией металлического электрода 4 из-за теплового отклонения, прикладывается соответственно к термоэлектрическим полупроводниковым элементам 2a и 3a в направлении с-оси кристаллических зерен 11. Соответственно, это механическое напряжение работает на отслоение слоев в гексагональной структуре этих кристаллических зерен 11. В таком случае может легко возникнуть повреждение термоэлектрических полупроводниковых элементов 2a и 3a вследствие расслаивания. Такое появление повреждений может быть предотвращено в описанном выше термоэлектрическом модуле 1a согласно настоящему изобретению.
Настоящее изобретение не ограничено только описанными выше вариантами реализации. В отношении процесса III формования с уплотнением в способе изготовления термоэлектрического полупроводникового материала приведенное выше описание демонстрирует условия обработки с целью уплотнения и формования (спекания) исходного термоэлектрического полупроводникового материала 10 при температуре не менее 380°С и не более 500°С, предпочтительно не менее 420°С и не более 450°С, поддерживаемой в течение от 5 секунд до 5 минут. В то же время возможно спекание исходного термоэлектрического полупроводникового материала 10 в течение более длительного периода времени при температуре не более 400°С.
Когда условия по температуре и времени нагрева могут быть заданы таким образом, что совершенно не происходит сегрегации, выпадения отдельной фазы, выделения жидкой фазы и т.п. богатых Te фаз, имеющих низкую температуру плавления и диспергированных в фазах сложных полупроводниковых соединений, можно формировать прессовку 12 посредством пластической деформации с помощью приложения давления, прокатки или экструзии. В качестве устройства 13 обработки давлением, использованного в процессе IV пластической деформации, описана конструкция с пуансоном 16, который может подниматься и опускаться внутри между ограничивающими элементами 15, расположенными в поперечном направлении. В этом случае прессовку 12 размещают в средней части внутри ограничивающих элементов 15, расположенных в поперечном направлении, и эту прессовку 12 сдавливают сверху пуансоном 16, и за счет этого описанная выше прессовка 12 расширяется по направлению к двум переднезадним сторонам в одноосевом направлении, параллельном направлению наслаивания исходного термоэлектрического полупроводникового материала 10. В то же время, как показано на Фиг.24A и 24B, устройство 13 обработки давлением может иметь конфигурацию, при которой предусмотрен дополнительный ограничивающий элемент 15b в позиции, находящейся на одной стороне основания 14 между ограничивающими элементами 15, размещенными в поперечном направлении, для ограничения деформации (расширения) прессовки 12 в переднем и заднем направлении в одном направлении. В этом случае, когда прессовку 12 подвергают пластической деформации, ее сначала размещают так, чтобы она контактировала с ограничивающими элементами 15, размещенными в поперечном направлении, и ограничивающим элементом 15b. Затем прессовку 12 сдавливают сверху пуансоном 16, как показано штрихпунктирными линиями в верхней части Фиг.21. В результате прессовка 12 расширяется только в одном направлении, противоположном ограничивающему элементу 15b. Устройство 13a обработки давлением, используемое в процессе IV-2 приложения всенаправленного гидростатического давления, показанном на Фиг.20A, 20B и 20C, может быть снабжено кольцом 15a фиксации положения, таким же самым, как и показанное на Фиг.8D, на внешней периферии ограничивающих элементов 15, размещенных в поперечном направлении, и переднего и заднего ограничивающих элементов 18. В этом случае во время пластической деформации прессовки 12 механическое напряжение, приложенное в направлении наружу от описанных выше ограничивающих элементов 15 и 18, воспринимается кольцом фиксации положения. Когда процесс IV-2 приложения всенаправленного гидростатического давления проводят два или более раза, вместо подготовки множества устройств 13a обработки давлением, имеющих различное расстояние между передним и задним ограничивающими элементами 18, можно использовать устройство 13a обработки давлением, в котором положения переднего и заднего ограничивающих элементов 18 может быть установлено с выборочным расстоянием. Хотя состав исходного сплава для термоэлектрических полупроводников в любом из случаев p-типа и n-типа описан имеющим избыток Te, добавленный к стехиометрическому составу сложного термоэлектрического полупроводникового соединения, к стехиометрическому составу сложного термоэлектрического полупроводникового соединения вместо Te также можно добавить в качестве избыточного компонента любой элемент, выбранный из элементарных Bi, Se и Sb. Способ изготовления термоэлектрического полупроводникового материала, термоэлектрического полупроводникового элемента и термоэлектрического модуля в соответствии с настоящим изобретением может быть применен к исходному сплаву, имеющему стехиометрический состав сложного термоэлектрического полупроводникового соединения, к которому избыток Te не добавлялся. В этом случае улучшение термоэлектрической эффективности может ожидаться за счет улучшения ориентации кристаллических зерен 11 в структуре термоэлектрического полупроводникового материала 17. Хотя в качестве стехиометрического состава исходного сплава для термоэлектрического полупроводника n-типа был описан состав из трех элементов на основе Bi2(Te-Se)3, возможно применить способ изготовления термоэлектрического полупроводникового материала, термоэлектрического полупроводникового элемента и термоэлектрического модуля к исходному сплаву, имеющему стехиометрический состав из двух элементов на основе Bi2Te3 или стехиометрический состав из четырех элементов, содержащий состав на основе (Bi-Sb)2Te3 с добавкой небольшого количества Se. Хотя в качестве стехиометрического состава термоэлектрического сложного полупроводникового соединения p-типа был описан состав из трех элементов на основе (Bi-Sb)2Te3, возможно применить способ изготовления термоэлектрического полупроводникового материала, термоэлектрического полупроводникового элемента и термоэлектрического модуля к исходному сплаву, имеющему стехиометрический состав из четырех элементов, содержащий состав на основе Bi2(Te-Se)3 с добавкой небольшого количества Sb. В приведенном выше описании устройство 13 и 13a обработки давлением используется, когда термоэлектрический полупроводниковый материал 17 изготавливают посредством пластической деформации с приложением усилия сдвига к прессовке 12, в которой пластины фольги медленного охлаждения из исходных термоэлектрических полупроводниковых материалов 10 уложены слоями в направлении толщины пластин и уплотнены и сформованы в одноосевом направлении, приблизительно параллельном направлению наслаивания описанного выше термоэлектрического полупроводникового материала 10. Однако для сжатия прессовки 12 в одноосевом направлении, перпендикулярном направлению наслаивания, со смещением прессовки в основном направлении наслаивания исходных термоэлектрических полупроводниковых материалов 10 могут быть использованы устройство 21 прессования высокого давления с парой инструментов 22, которые подвижны в направлении, в котором они сближаются друг с другом или удаляются друг от друга, как показано на Фиг.25A, или устройство 23 прокатки с валками 24, как показано на Фиг.25B. В этом случае, так как трение прикладывается в направлении, перпендикулярном как направлению наслаивания исходного термоэлектрического полупроводникового материала 10, так и направлению приложения давления, прессовка не расширяется, а даже если и расширяется, то величина деформации ограничена небольшим значением. Таким образом, ограничивающие элементы особо не требуются. Конечно, к вариантам реализации может быть применено множество модификаций в пределах объема изобретения, которые не отклоняются от сути настоящего изобретения.
Пример
Термоэлектрический модуль 1a был изготовлен путем формирования p-n-пары элементов из термоэлектрических полупроводниковых элементов 2a и 3a p-типа и n-типа, изготовленных способом изготовления термоэлектрических полупроводниковых элементов согласно настоящему изобретению. Термоэлектрическую эффективность этого модуля сравнивали с эффективностью термоэлектрического модуля, изготовленного в соответствии с другим способом.
В результате были получены значения добротности, показанные закрашенными кружками  и не закрашенными кружками
и не закрашенными кружками  на Фиг.26, в качестве термоэлектрической эффективности термоэлектрического модуля 1a, изготовленного в соответствии с настоящим изобретением.
на Фиг.26, в качестве термоэлектрической эффективности термоэлектрического модуля 1a, изготовленного в соответствии с настоящим изобретением.
Результаты показывают, как было установлено, что в соответствии с настоящим изобретением достигается высокая термоэлектрическая эффективность.
В результате термоэлектрический модуль согласно настоящему изобретению показывает высокую термоэлектрическую эффективность по сравнению со случаем, в котором термоэлектрический полупроводниковый элемент p-типа и термоэлектрический полупроводниковый элемент n-типа изготовлены с использованием только традиционного горячего прессования исходного термоэлектрического полупроводникового материала (показан не закрашенными треугольниками  на Фиг.26), и случаем, в котором термоэлектрический полупроводниковый элемент 2a n-типа изготовлен с помощью способа изготовления термоэлектрического полупроводникового элемента согласно настоящему изобретению, в то время как термоэлектрический полупроводниковый элемент p-типа изготовлен только путем горячего прессования исходного термоэлектрического полупроводникового материала (показан не закрашенными ромбами
на Фиг.26), и случаем, в котором термоэлектрический полупроводниковый элемент 2a n-типа изготовлен с помощью способа изготовления термоэлектрического полупроводникового элемента согласно настоящему изобретению, в то время как термоэлектрический полупроводниковый элемент p-типа изготовлен только путем горячего прессования исходного термоэлектрического полупроводникового материала (показан не закрашенными ромбами  и закрашенными ромбами
и закрашенными ромбами  на Фиг.26).
на Фиг.26).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА ДЛЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ГЕНЕРАТОРНЫХ УСТРОЙСТВ | 2012 |
|
RU2518353C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ПОЛУПРОВОДНИКОВОГО СПЛАВА, МОДУЛЬ ТЕРМОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАНИЯ И ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ГЕНЕРАЦИИ ЭЛЕКТРОЭНЕРГИИ | 2005 |
|
RU2364643C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ | 2016 |
|
RU2628676C1 |
| Высокоэффективный термоэлектрический материал и способ его изготовления | 2016 |
|
RU2660223C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ ПРЯМОГО ТЕРМОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАНИЯ ЭНЕРГИИ | 2002 |
|
RU2295801C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ | 2008 |
|
RU2376681C1 |
| ФЕРРИМАГНИТНЫЙ ПОЛУПРОВОДНИКОВЫЙ МАТЕРИАЛ | 1997 |
|
RU2142521C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА И ТЕРМОЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ | 2008 |
|
RU2475889C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА | 2015 |
|
RU2601243C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА | 2013 |
|
RU2528280C1 |

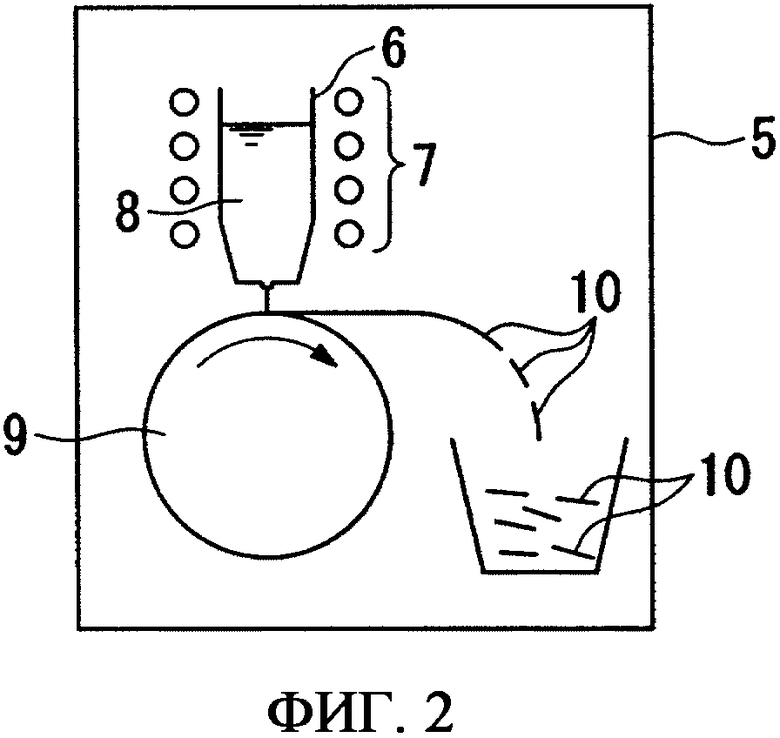
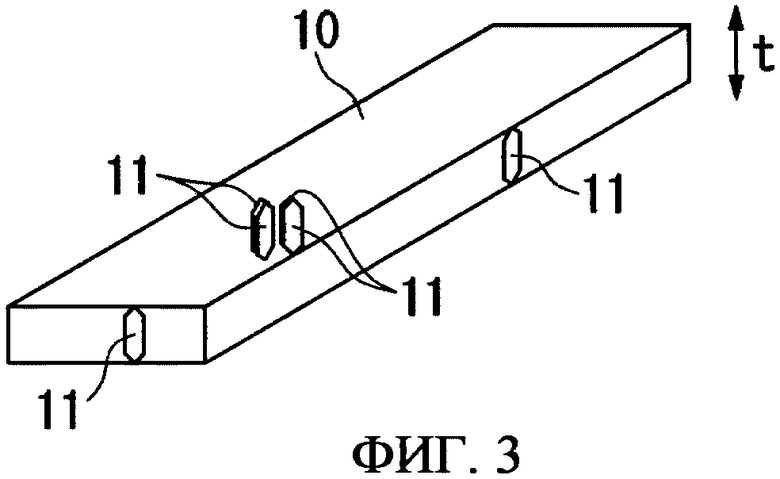

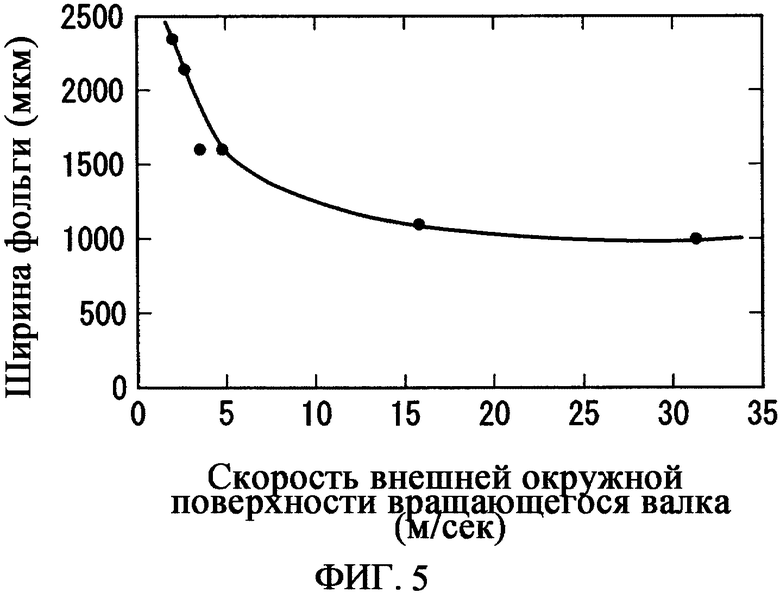


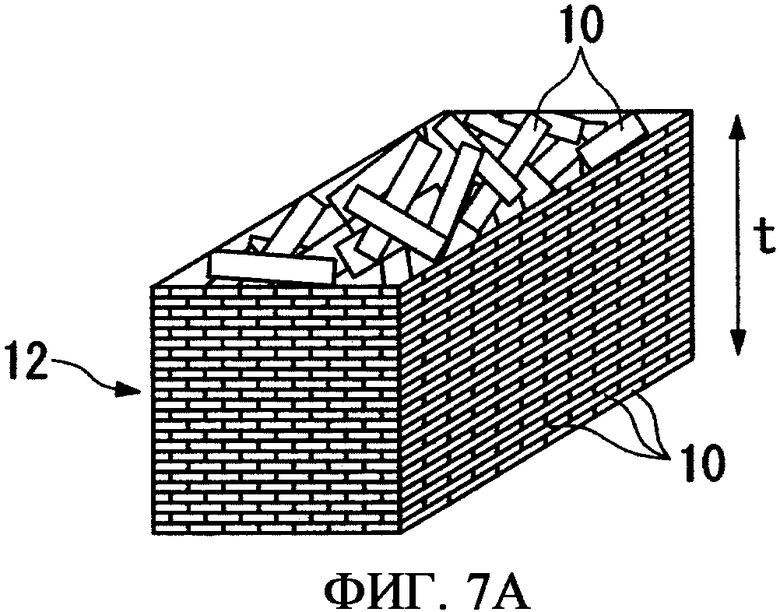
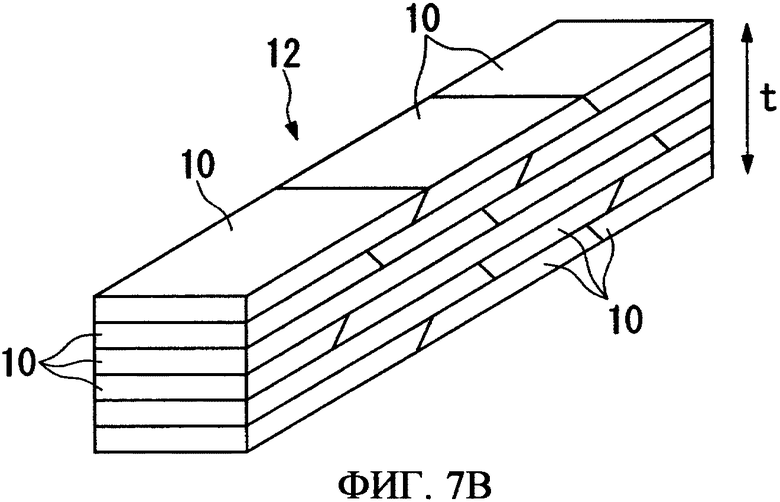
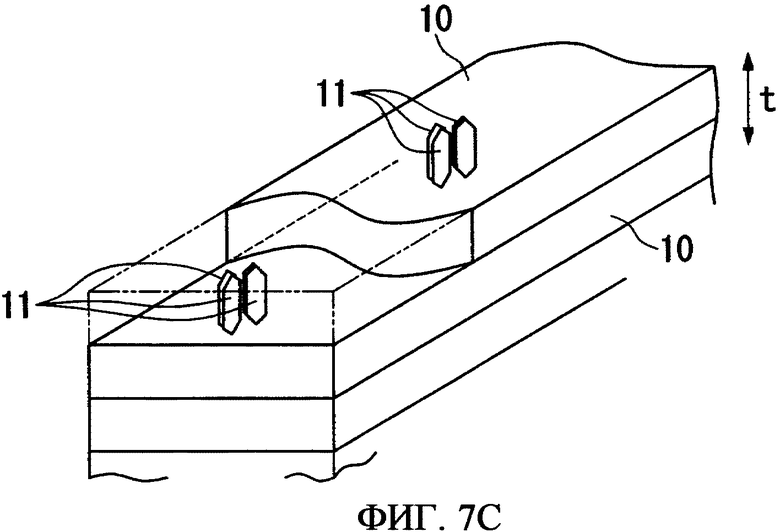
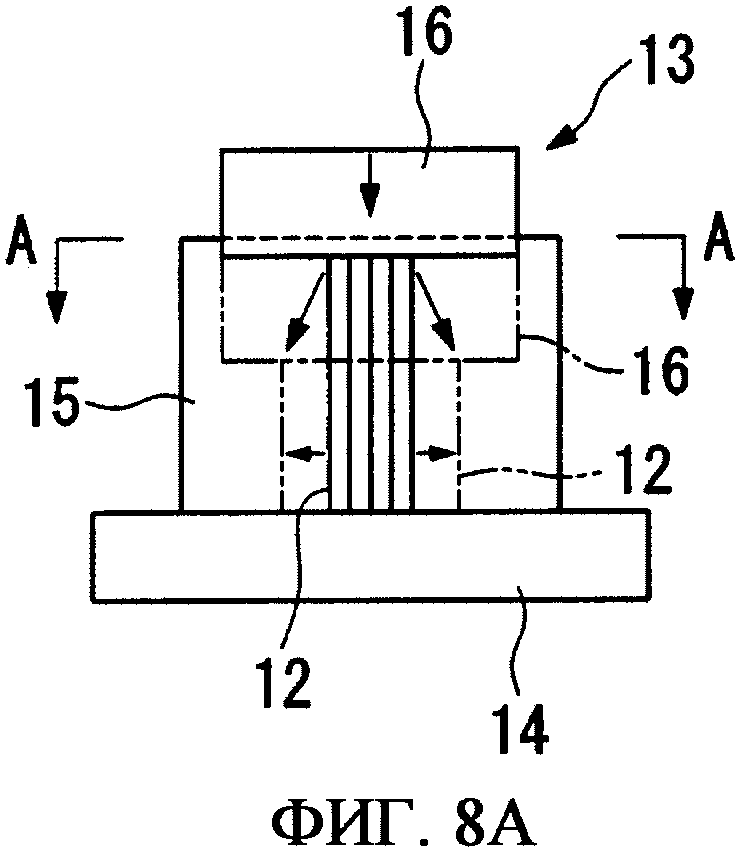
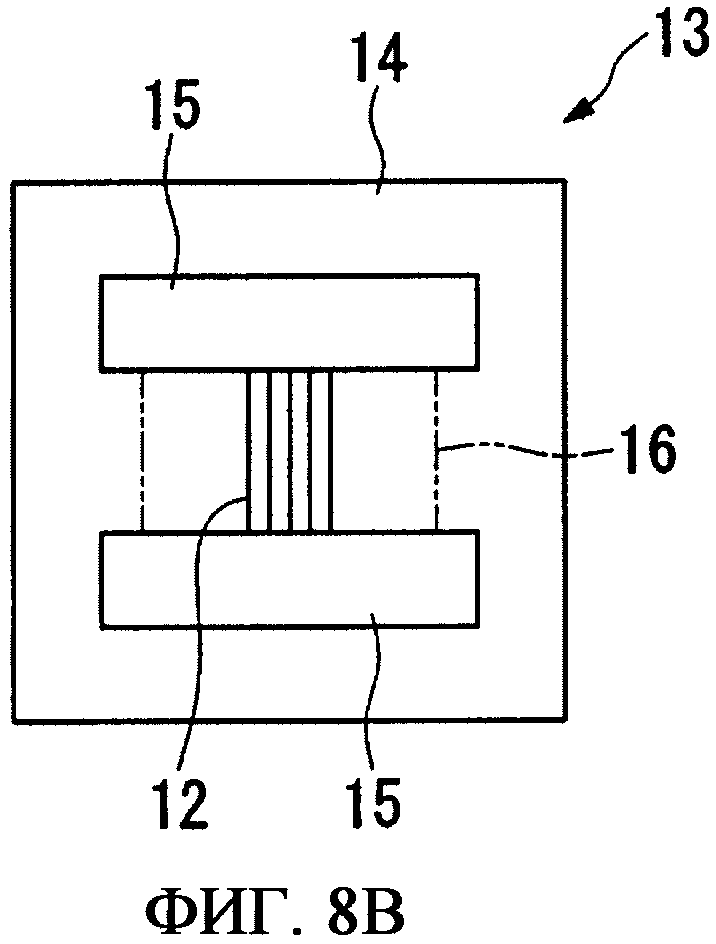
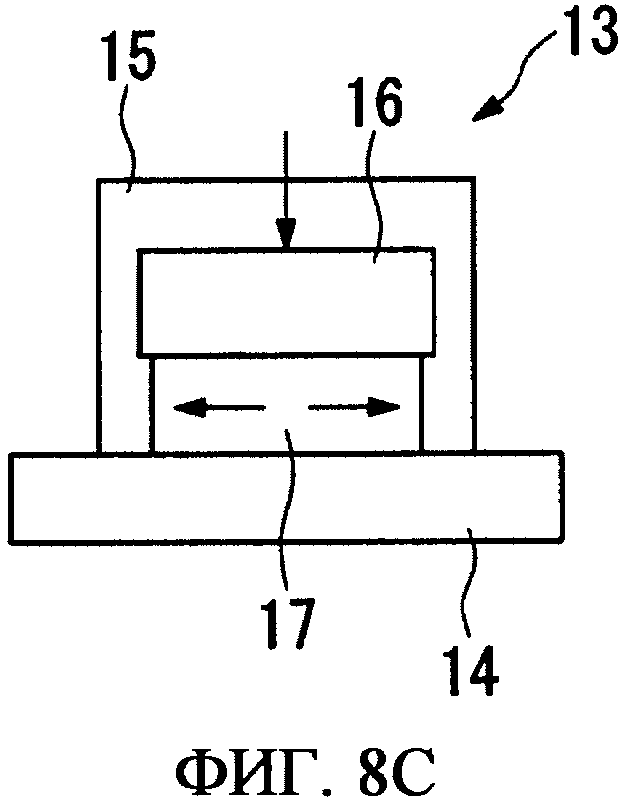

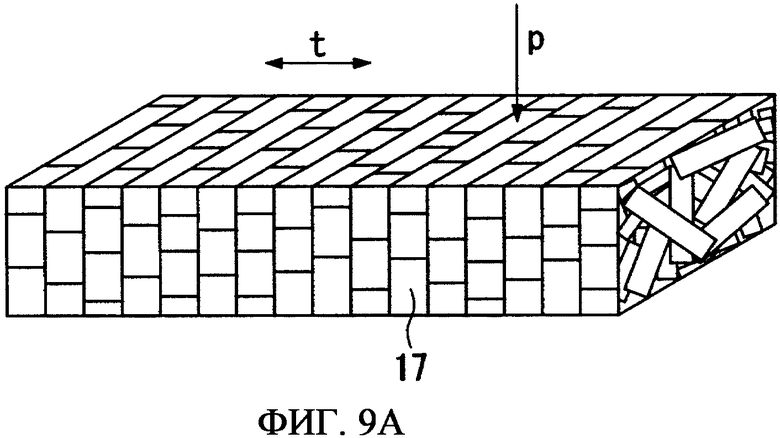
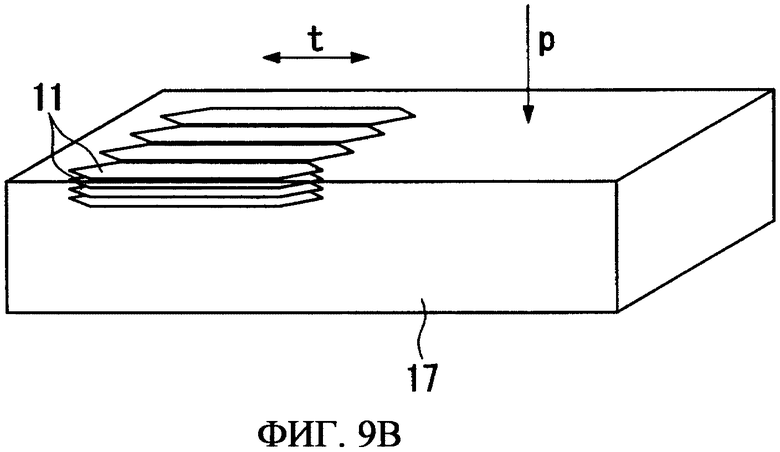
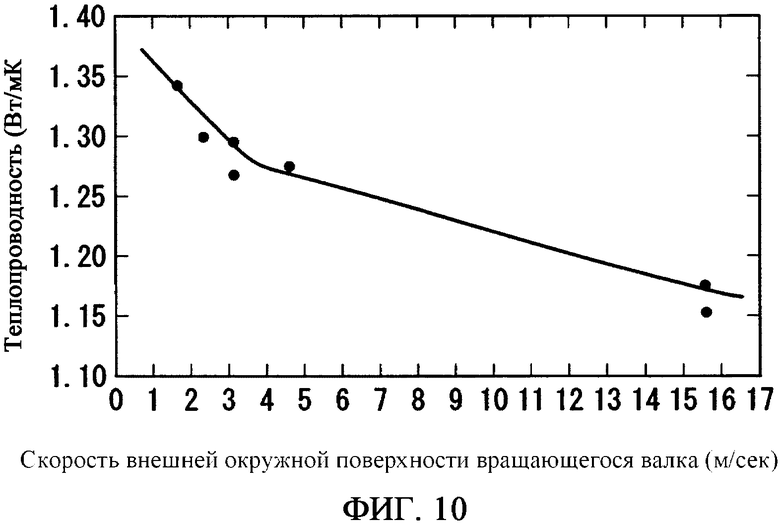
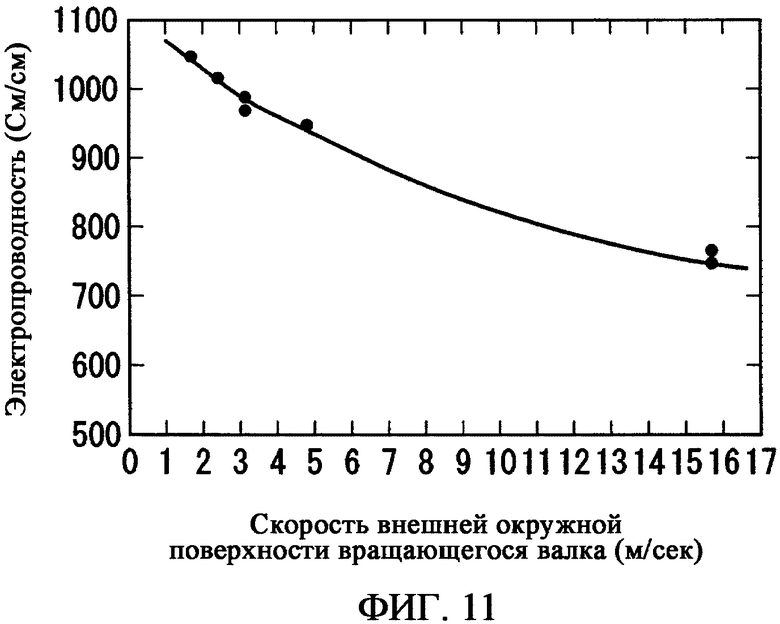
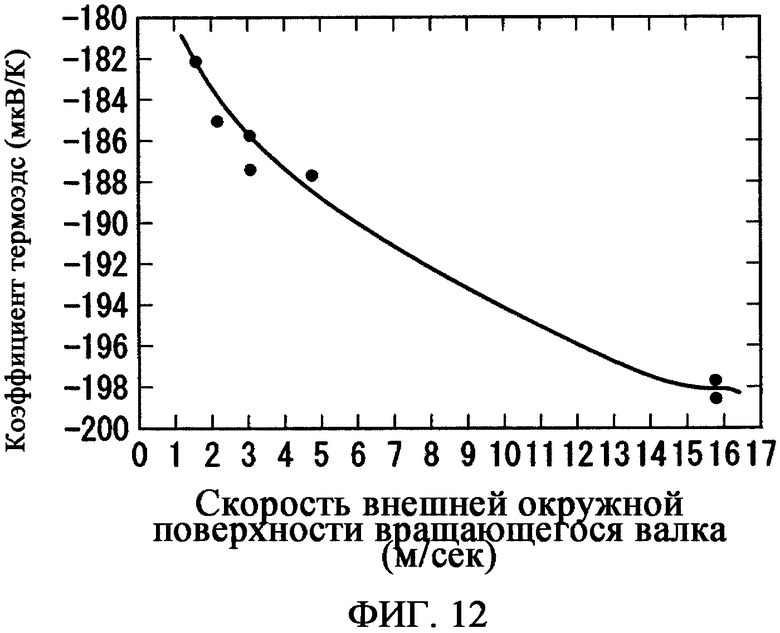


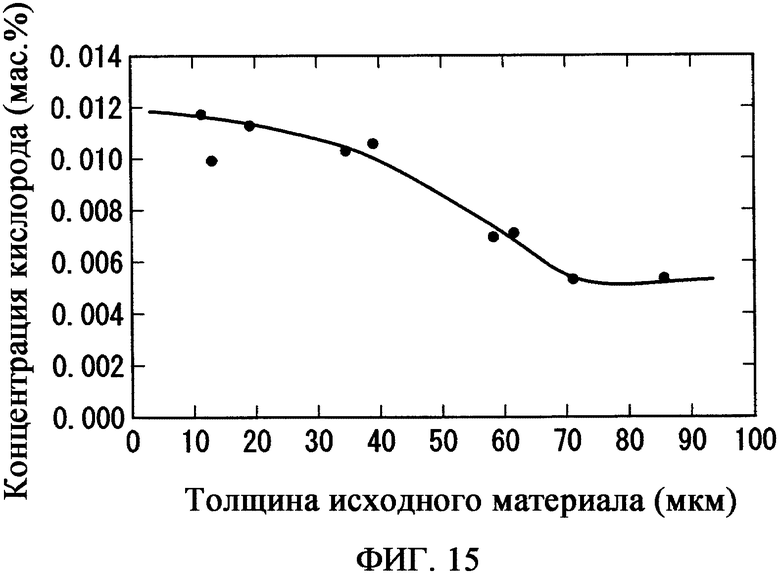
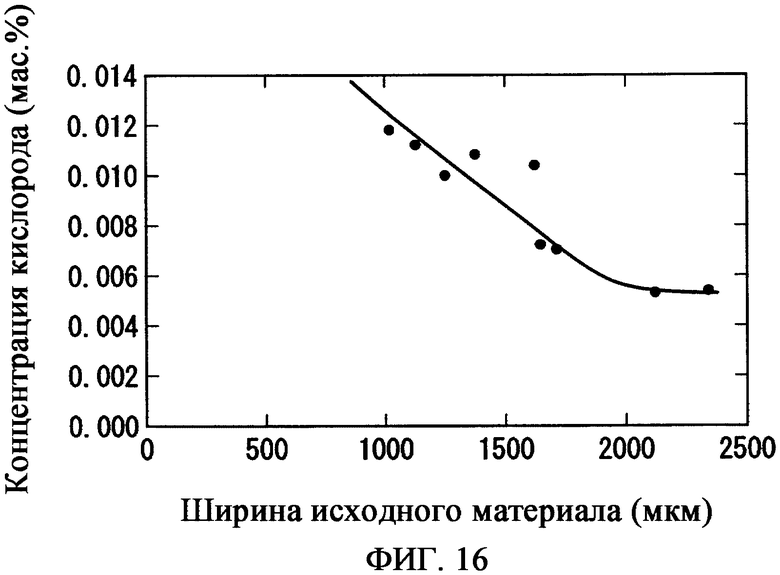
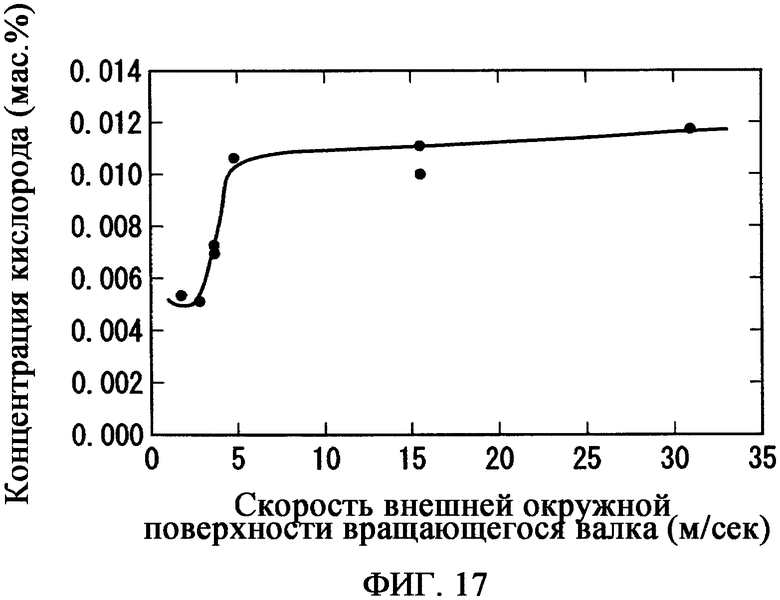
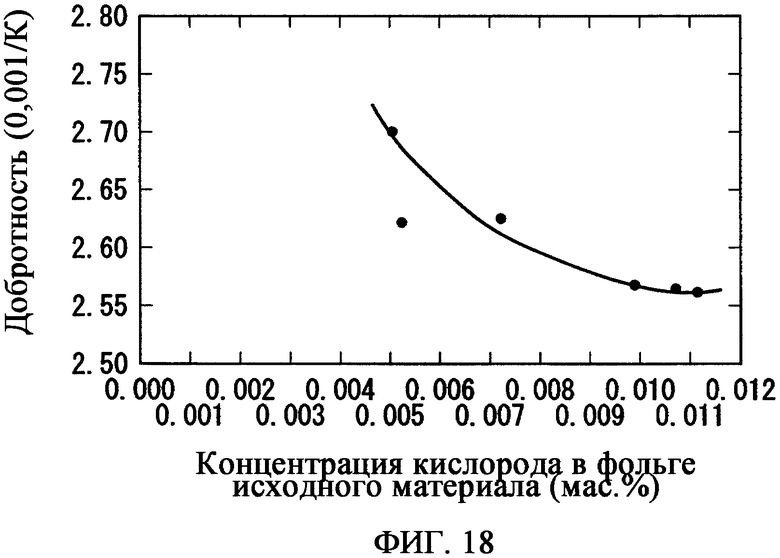
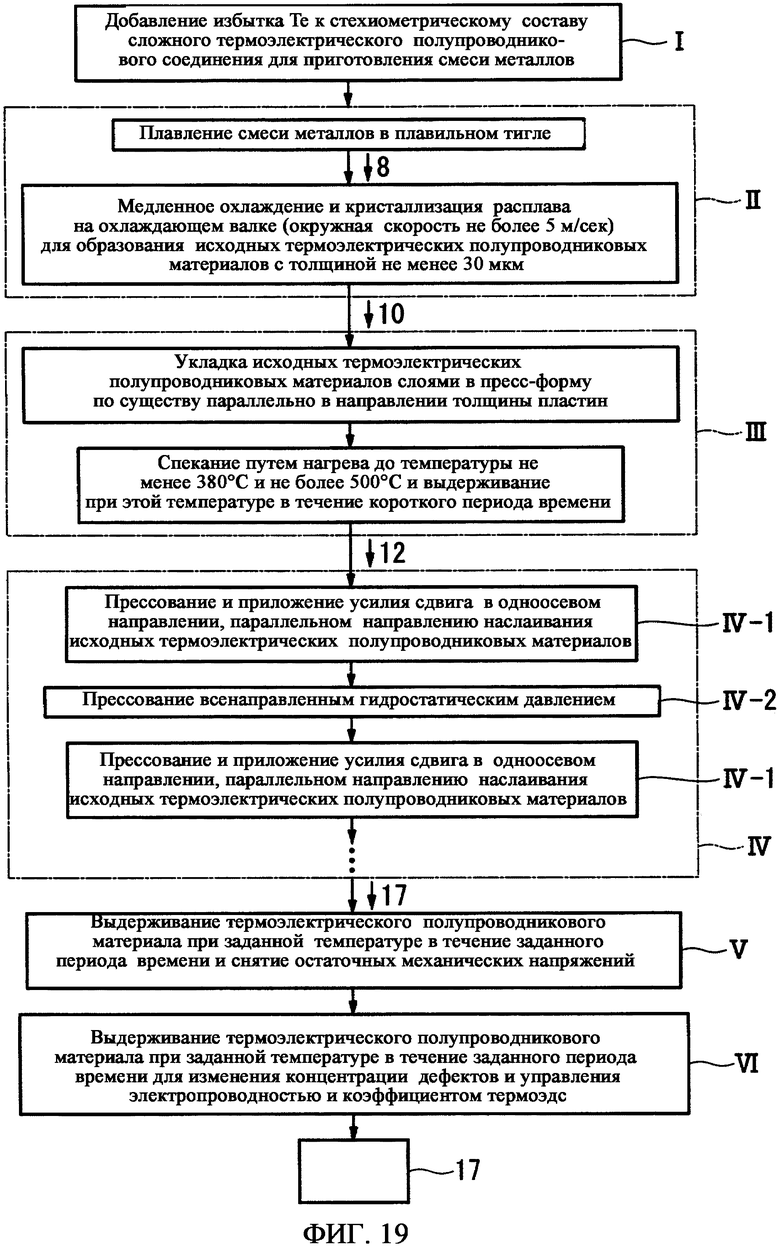
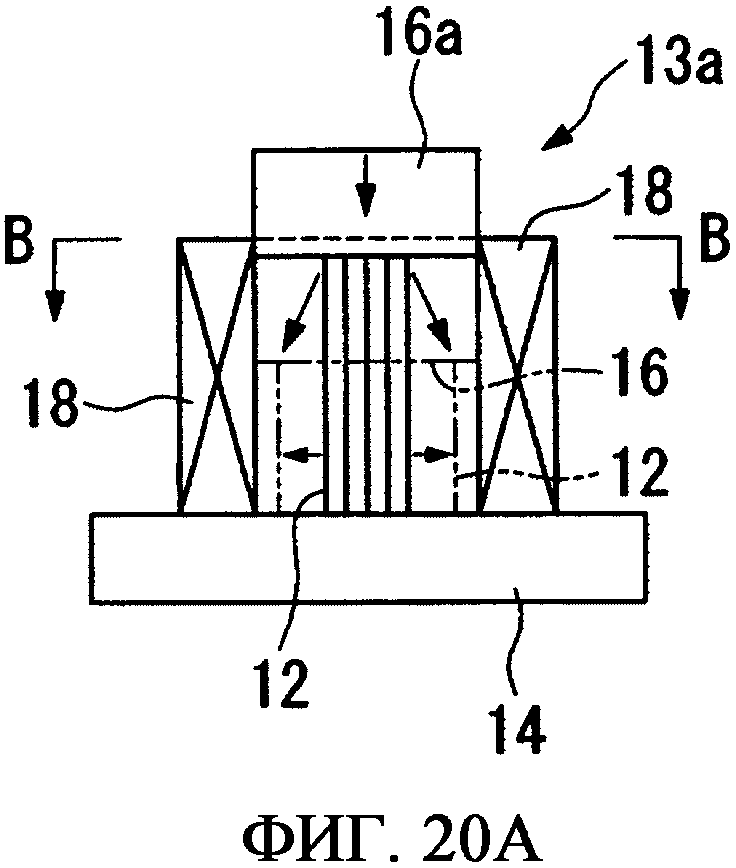
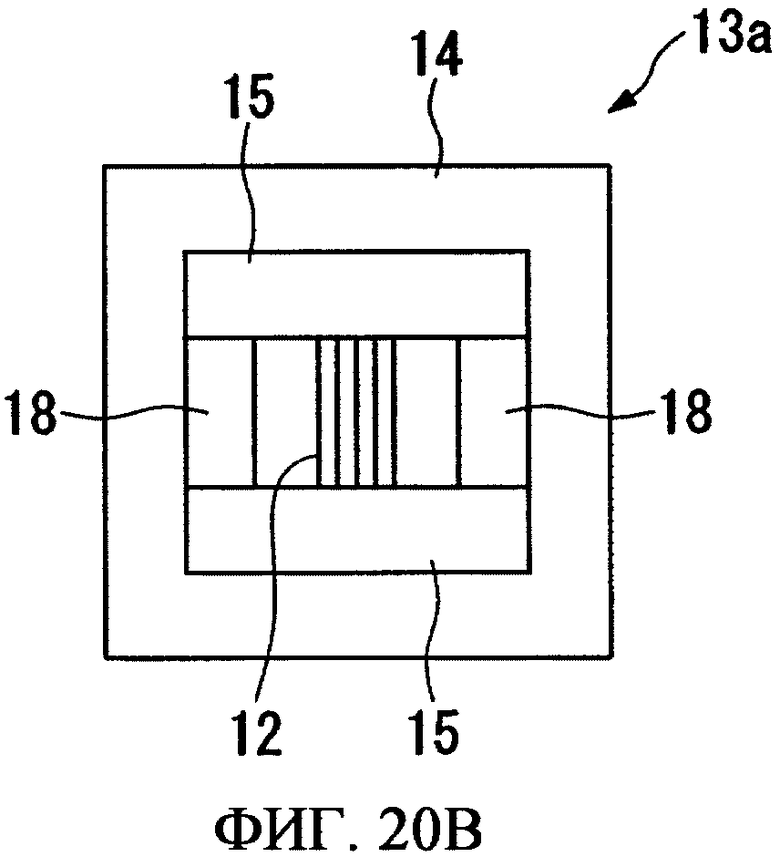
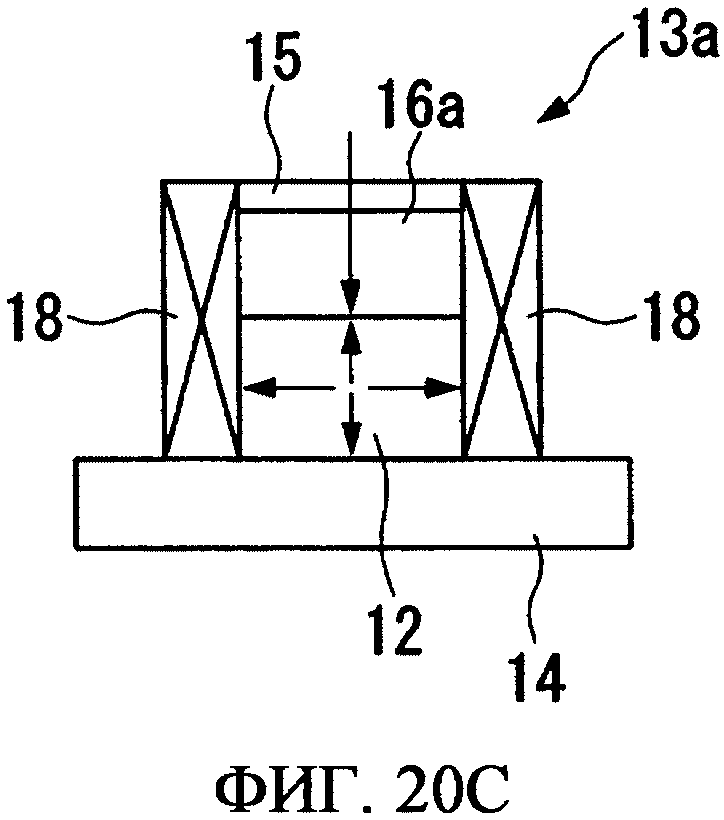
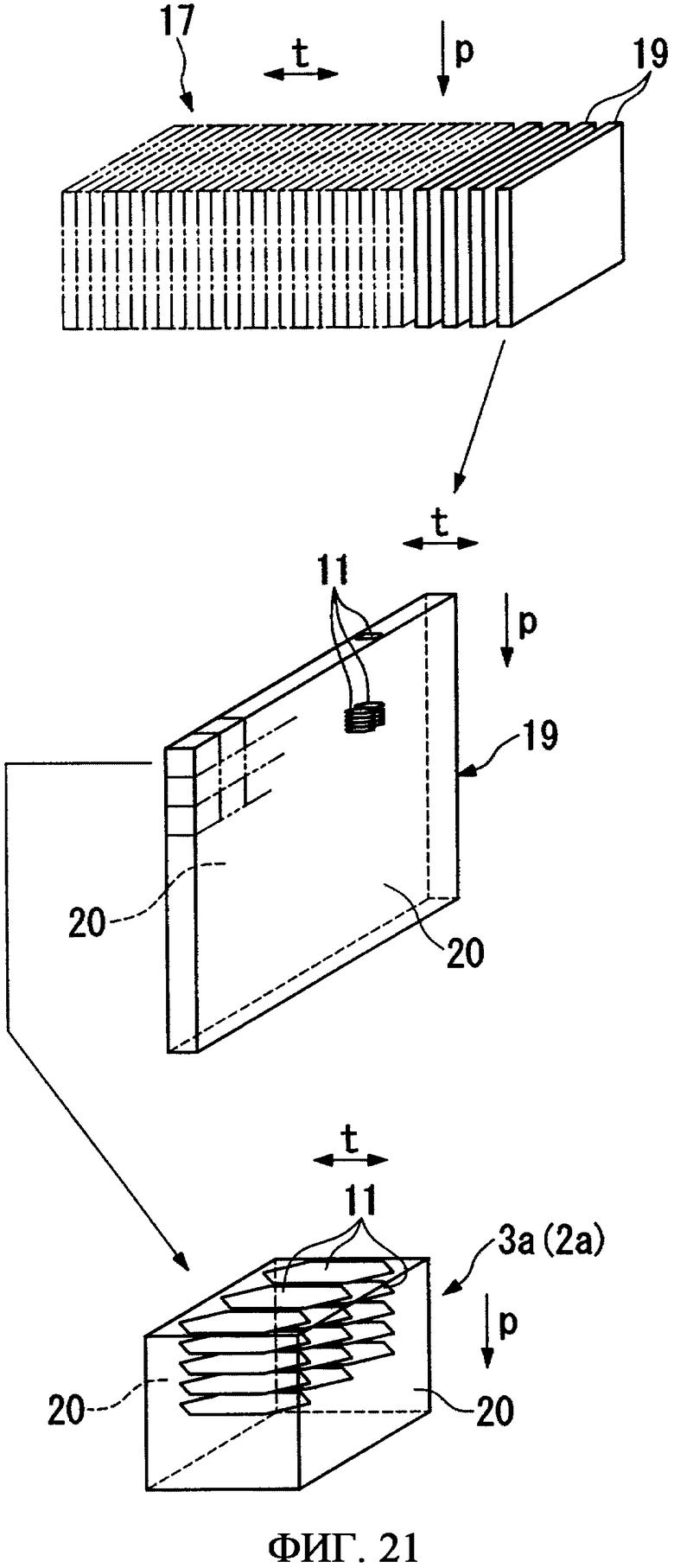

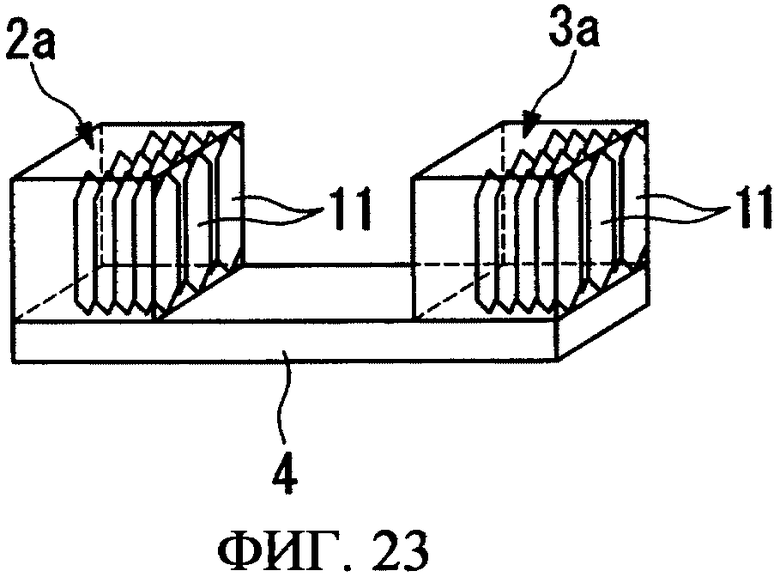
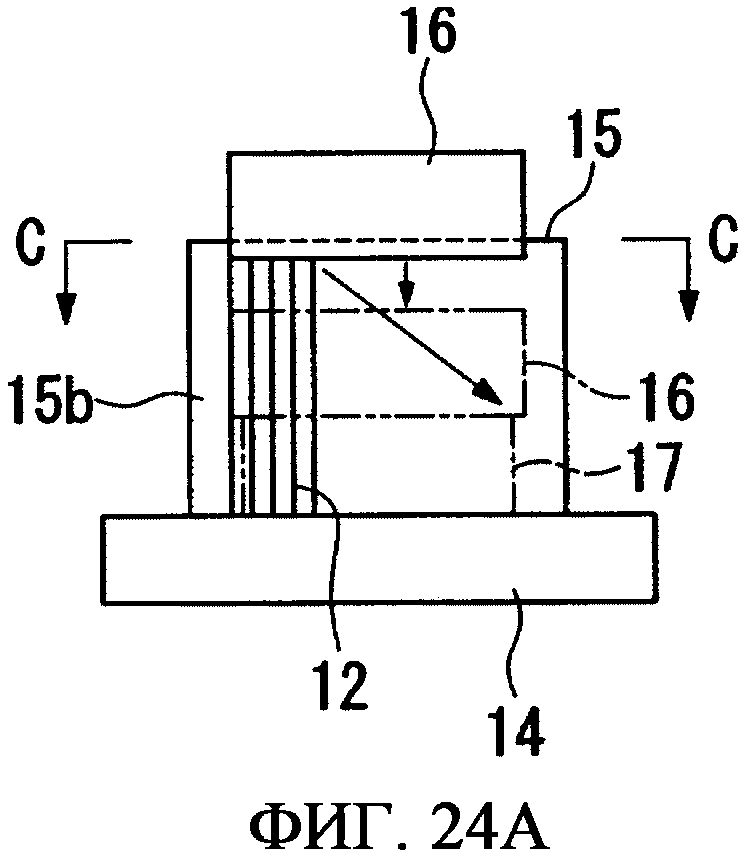
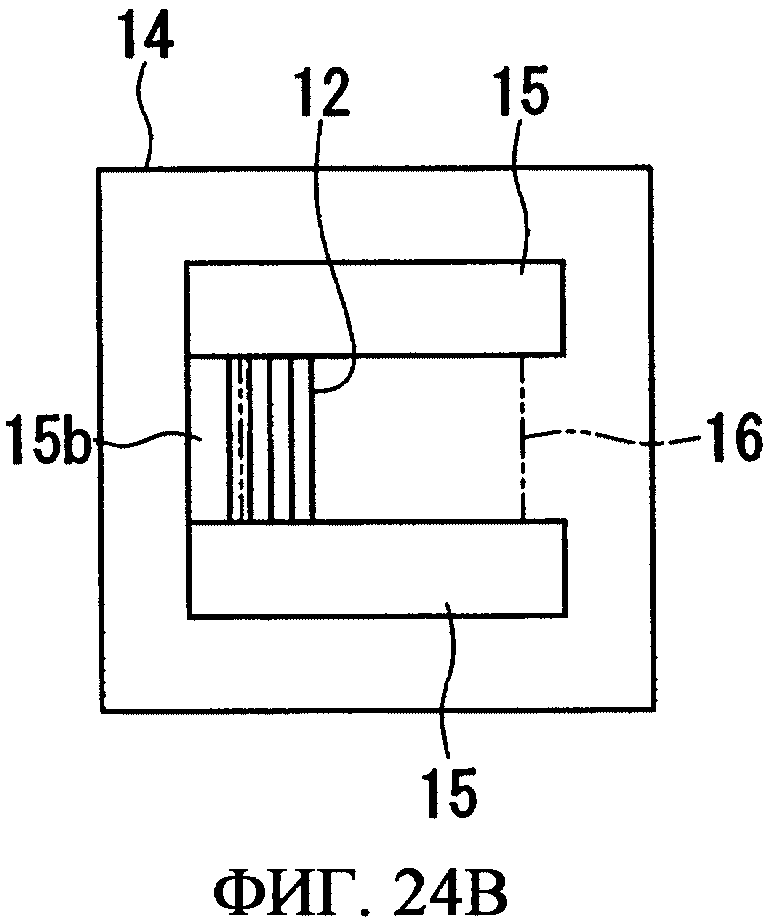
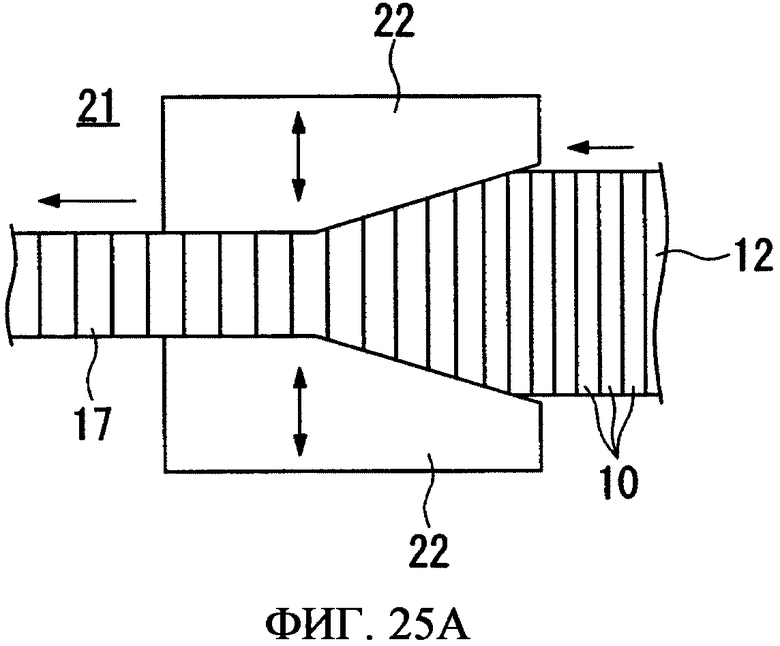
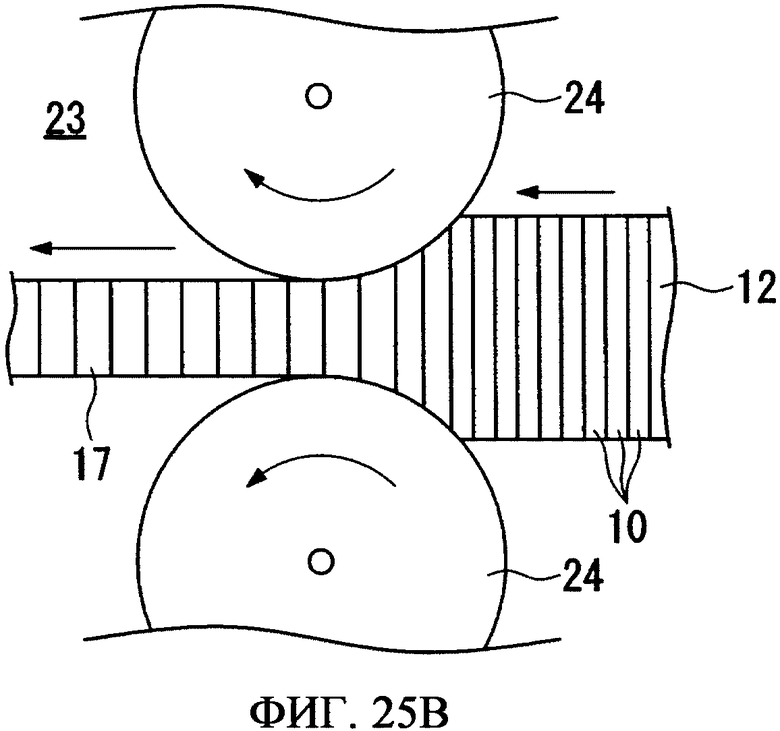
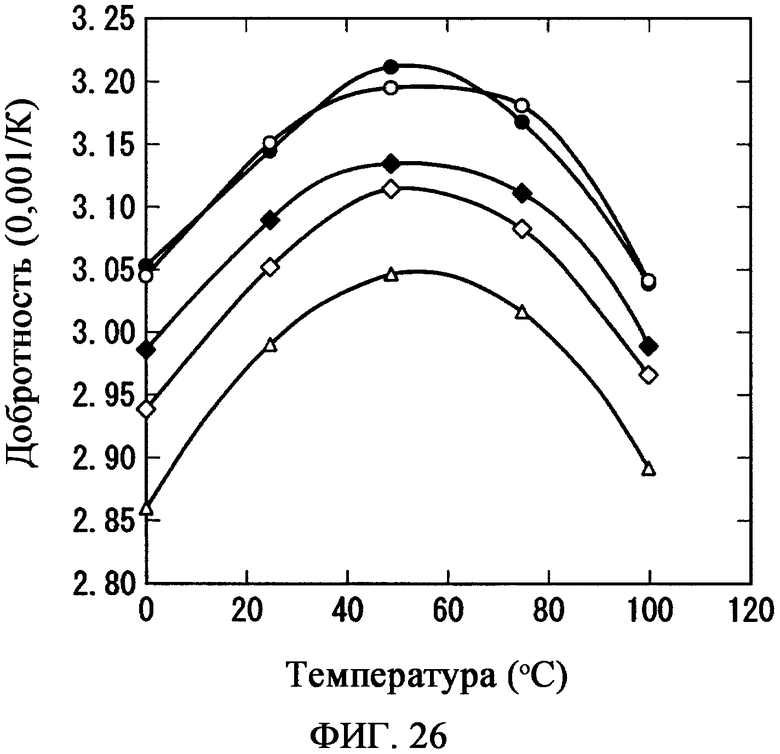
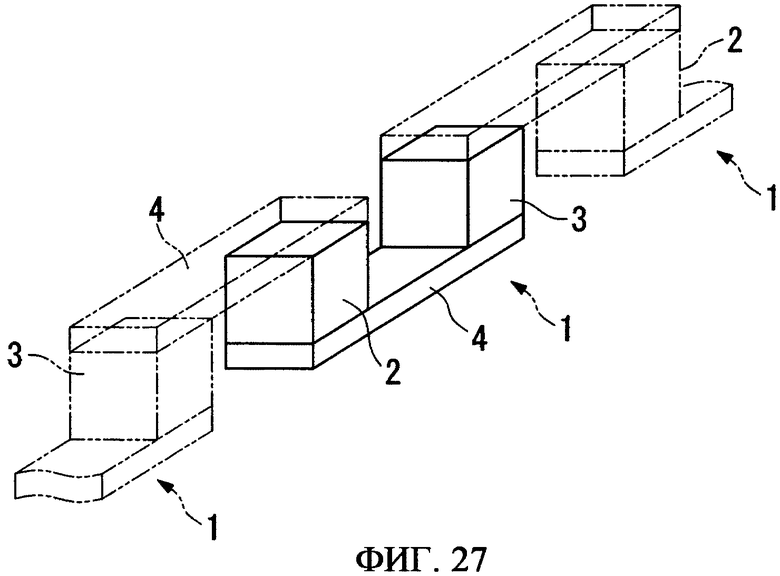
Изобретение относится к области термоэлектрического преобразования энергии. Сущность: термоэлектрический полупроводниковый материал имеет богатые Те фазы, тонко диспергированные в фазе сложного полупроводникового соединения. Направления протяженности грани С большинства кристаллических зерен ориентированы единообразно. Способ изготовления включает в себя приготовление смеси, состоящей из состава (Bi-Sb2)Te3 с добавленным к нему избытком Те, плавление смеси и кристаллизацию расплава на поверхности охлаждающего валка с окружной скоростью вращения 5 м/с или менее. Получают листообразный материал толщиной 30 мкм или более. Наслаивают листообразные термоэлектрические полупроводниковые материалы в направлении толщины, осуществляют их формование с уплотнением в пресс-форме. Получают формованное изделие и осуществляют пластическую деформацию формованного изделия таким образом, что усилие сдвига прикладывается в одноосевом направлении, приблизительно параллельном направлению наслаивания термоэлектрических полупроводниковых материалов. Получают термоэлектрический полупроводниковый материал с такими характеристиками ориентации кристаллов, что не только направления протяженности грани С гексагональной структуры кристаллических зерен, но и направления их с-оси ориентированы почти единообразно. Технический результат: улучшение коэффициента термоэлектрической эффективности за счет улучшения свойств ориентации кристаллов. 7 с. и 28 з.п. ф-лы, 27 ил.
плавления исходного сплава, имеющего заданный состав термоэлектрического полупроводника;
приведения этого исходного сплава в контакт с поверхностью вращающегося охлаждающего элемента, скорость вращения которого не превышает 5 м/с, для осуществления медленного охлаждения с образованием листообразных исходных термоэлектрических полупроводниковых материалов, имеющих толщину не менее 30 мкм;
наслаивания и укладки листообразных исходных термоэлектрических полупроводниковых материалов, выполненных из исходного сплава, имеющего заданный состав термоэлектрического полупроводника, с образованием слоистого тела;
уплотнения и формования слоистого тела с образованием прессовки;
приложения давления к прессовке в одноосевом направлении, которое перпендикулярно или почти перпендикулярно основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, и тем самым
приложения усилия сдвига в одноосевом направлении, которое приблизительно параллельно основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и
пластической деформации прессовки.
добавления избытка Те к заданному стехиометрическому составу термоэлектрического полупроводникового соединения с образованием исходного сплава;
плавления этого исходного сплава термоэлектрического полупроводникового соединения;
приведения этого исходного сплава в контакт с поверхностью вращающегося охлаждающего элемента, скорость вращения которого не превышает 5 м/с, для осуществления медленного охлаждения с образованием листообразных исходных термоэлектрических полупроводниковых материалов, имеющих толщину не менее 30 мкм;
наслаивания и укладки листообразных исходных термоэлектрических полупроводниковых материалов, выполненных из исходного сплава, с образованием слоистого тела;
уплотнения и формования слоистого тела с образованием прессовки;
приложения давления к прессовке в осевом направлении, перпендикулярном или почти перпендикулярном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, и тем самым
приложения усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и
пластической деформации прессовки,
при этом термоэлектрический полупроводниковый материал имеет фазовый состав, в который входит фаза сложного полупроводникового соединения, имеющая заданный стехиометрический состав термоэлектрического полупроводникового соединения, и богатая Те фаза, в которой избыток Те добавлен к стехиометрическому составу, причем эта богатая Те фаза диспергирована внутри кристаллических зерен или на границах зерен сложного полупроводникового соединения.
плавления исходного сплава, имеющего заданный состав термоэлектрического полупроводника;
приведения этого исходного сплава в контакт с поверхностью вращающегося охлаждающего элемента, скорость вращения которого не превышает 5 м/с, для осуществления медленного охлаждения с образованием листообразных исходных термоэлектрических полупроводниковых материалов, имеющих толщину не менее 30 мкм;
наслаивания и укладки листообразных исходных термоэлектрических полупроводниковых материалов, выполненных из исходного сплава, имеющего заданный состав термоэлектрического полупроводника, с образованием слоистого тела;
уплотнения и формования слоистого тела с образованием прессовки;
приложения давления к прессовке в осевом направлении, перпендикулярном или приблизительно перпендикулярном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, и тем самым
приложения усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и
пластической деформации прессовки с образованием термоэлектрического полупроводникового материала;
вырезания термоэлектрического полупроводникового элемента из этого термоэлектрического полупроводникового материала таким образом, что плоскость, приблизительно перпендикулярная одноосевому направлению приложения усилия сдвига во время пластической деформации прессовки, может быть использована в качестве поверхности контакта с электродом,
при этом термоэлектрический полупроводниковый материал имеет фазовый состав, в который входит фаза сложного полупроводникового соединения, имеющая заданный стехиометрический состав термоэлектрического полупроводникового соединения, и богатая Те фаза, в которой избыток Те добавлен к стехиометрическому составу, причем эта богатая Те фаза диспергирована внутри кристаллических зерен или на границах зерен сложного полупроводникового соединения.
плавления исходного сплава, содержащего состав термоэлектрического полупроводника р-типа;
приведения этого исходного сплава в контакт с поверхностью вращающегося охлаждающего элемента, скорость вращения которого не превышает 5 м/с, для осуществления медленного охлаждения с образованием листообразных исходных термоэлектрических полупроводниковых материалов термоэлектрического полупроводника р-типа, имеющих толщину не менее 30 мкм;
плавления исходного сплава, содержащего состав термоэлектрического полупроводника n-типа;
приведения этого исходного сплава в контакт с поверхностью вращающегося охлаждающего элемента, скорость вращения которого не превышает 5 м/с, для осуществления медленного охлаждения с образованием листообразных исходных термоэлектрических полупроводниковых материалов термоэлектрического полупроводника n-типа, имеющих толщину не менее 30 мкм;
наслаивания и укладки соответственно листообразных исходных термоэлектрических полупроводниковых материалов, выполненных из упомянутого исходного сплава, содержащего состав термоэлектрического полупроводника р-типа, и листообразных исходных термоэлектрических полупроводниковых материалов, выполненных из упомянутого исходного сплава, содержащего состав термоэлектрического полупроводника n-типа, с образованием слоистых тел;
уплотнения и формования слоистых тел с образованием прессовок;
приложения давления к прессовкам, имеющим составы термоэлектрического полупроводника р-типа и n-типа, в осевом направлении, перпендикулярном или приблизительно перпендикулярном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, и тем самым
приложения усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и
пластической деформации прессовок с образованием термоэлектрических полупроводниковых материалов р-типа и n-типа;
вырезания термоэлектрических полупроводниковых элементов р-типа и n-типа из термоэлектрических полупроводниковых материалов р-типа и n-типа таким образом, что плоскости, приблизительно перпендикулярные одноосевому направлению приложения усилия сдвига во время пластической деформации прессовок, могут быть использованы в качестве поверхностей контакта с электродом;
размещения термоэлектрических полупроводниковых элементов р-типа и n-типа так, что эти элементы выровнены в направлении, перпендикулярном осевому направлению приложения давления во время пластической деформации прессовок и также перпендикулярном направлению усилия сдвига при приложении давления;
соединения упомянутых элементов р-типа и n-типа через металлический электрод,
при этом термоэлектрические полупроводниковые материалы р-типа и n-типа соответственно имеют фазовый состав, в который входит фаза сложного полупроводникового соединения, имеющая заданный стехиометрический состав термоэлектрического полупроводникового соединения, и богатая Те фаза, в которой избыток Те добавлен к стехиометрическому составу, причем эта богатая Те фаза диспергирована внутри кристаллических зерен или на границах зерен сложного полупроводникового соединения.
плавление исходного сплава, имеющего заданный состав термоэлектрического полупроводника;
приведение этого исходного сплава в контакт с поверхностью вращающегося охлаждающего элемента, скорость вращения которого не превышает 5 м/с, для осуществления медленного охлаждения с образованием листообразных исходных термоэлектрических полупроводниковых материалов, имеющих толщину не менее 30 мкм;
наслаивание и укладку листообразных исходных термоэлектрических полупроводниковых материалов с образованием слоистого тела;
уплотнение и формование слоистого тела с образованием прессовки;
приложение давления к прессовке в одном из двух осевых направлений, которые пересекают друг друга в плоскости, приблизительно перпендикулярной основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, при одновременном предотвращении деформации прессовки в другом осевом направлении, и тем самым
приложение усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и
пластическую деформацию прессовки с образованием термоэлектрического полупроводникового материала,
при этом термоэлектрический полупроводниковый материал имеет фазовый состав, в который входит фаза сложного полупроводникового соединения, имеющая заданный стехиометрический состав термоэлектрического полупроводникового соединения, и богатая Те фаза, в которой избыток Те добавлен к стехиометрическому составу, причем эта богатая Те фаза диспергирована внутри кристаллических зерен или на границах зерен сложного полупроводникового соединения.
плавление исходного сплава, имеющего заданный состав термоэлектрического полупроводника;
приведение этого исходного сплава в контакт с поверхностью вращающегося охлаждающего элемента, скорость вращения которого не превышает 5 м/с, для осуществления медленного охлаждения с образованием листообразных исходных термоэлектрических полупроводниковых материалов, имеющих толщину не менее 30 мкм;
наслаивание и укладку в приблизительно послойном виде листообразных исходных термоэлектрических полупроводниковых материалов с образованием слоистого тела;
уплотнение и формование слоистого тела с образованием прессовки;
приложение давления к прессовке в одном из двух осевых направлений, которые пересекают друг друга в плоскости, приблизительно перпендикулярной основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, при одновременном предотвращении деформации прессовки в другом осевом направлении, и тем самым
приложение усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и
пластическую деформацию прессовки с образованием термоэлектрического полупроводникового материала; и
вырезание термоэлектрического полупроводникового элемента из термоэлектрического полупроводникового материала таким образом, что плоскость, приблизительно перпендикулярная одноосевому направлению приложения усилия сдвига во время пластической деформации прессовки, может быть использована в качестве поверхности контакта с электродом,
при этом термоэлектрический полупроводниковый материал имеет фазовый состав, в который входит фаза сложного полупроводникового соединения, имеющая заданный стехиометрический состав термоэлектрического полупроводникового соединения, и богатая Те фаза, в которой избыток Те добавлен к стехиометрическому составу, причем эта богатая Те фаза диспергирована внутри кристаллических зерен или на границах зерен сложного полупроводникового соединения.
плавление соответственно исходного сплава, имеющего состав термоэлектрического полупроводника р-типа, и исходного сплава, имеющего состав термоэлектрического полупроводника n-типа;
приведение каждого исходного сплава в контакт с поверхностью вращающегося охлаждающего элемента, скорость вращения которого не превышает 5 м/с, для осуществления медленного охлаждения с образованием соответственно листообразных исходных термоэлектрических полупроводниковых материалов, имеющих толщину не менее 30 мкм и состав термоэлектрического полупроводника р-типа, и листообразных исходных термоэлектрических полупроводниковых материалов, имеющих толщину не менее 30 мкм и состав термоэлектрического полупроводника n-типа;
наслаивание исходных термоэлектрических полупроводниковых материалов р-типа и n-типа приблизительно параллельно в направлении толщины листов с образованием слоистых тел;
уплотнение и формование слоистых тел с образованием прессовок;
приложение давления к каждой из прессовок, имеющих составы термоэлектрического полупроводника р-типа и n-типа, в одном из двух осевых направлениях, которые пересекают друг друга в плоскости, приблизительно перпендикулярной основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов, при одновременном предотвращении деформации прессовки в другом осевом направлении, и тем самым
приложение усилия сдвига в осевом направлении, приблизительно параллельном основному направлению наслаивания исходных термоэлектрических полупроводниковых материалов; и
пластическую деформацию прессовок с образованием термоэлектрических полупроводниковых материалов р-типа и n-типа;
вырезание термоэлектрических полупроводниковых элементов р-типа и n-типа из термоэлектрических полупроводниковых материалов р-типа и n-типа таким образом, что плоскость, приблизительно перпендикулярная одноосевому направлению приложения усилия сдвига во время пластической деформации прессовки, может быть использована в качестве поверхности контакта с электродом;
размещение термоэлектрических полупроводниковых элементов р-типа и n-типа таким образом, что эти элементы выровнены в направлении, перпендикулярном осевому направлению приложения давления во время пластической деформации прессовки и также перпендикулярном направлению усилия сдвига при приложении давления;
соединение упомянутых элементов р-типа и n-типа через металлический электрод с образованием р-n-пары элементов,
при этом термоэлектрические полупроводниковые материалы р-типа и n-типа соответственно имеют фазовый состав, в который входит фаза сложного полупроводникового соединения, имеющая заданный стехиометрический состав термоэлектрического полупроводникового соединения, и богатая Те фаза, в которой избыток Те добавлен к стехиометрическому составу, причем эта богатая Те фаза диспергирована внутри кристаллических зерен или на границах зерен сложного полупроводникового соединения.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 6313392 B1, 06.11.2001 | |||
| US 6319744 B1, 20.11.2001 | |||
| US 6274802 В1, 14.08.2001 | |||
| Способ изготовления многослойных спеченных изделий | 1972 |
|
SU454090A1 |

