(54) ПРИСПОСОБЛЕНИЕ К ФРЕЗЕРНОМУ СТАНКУ
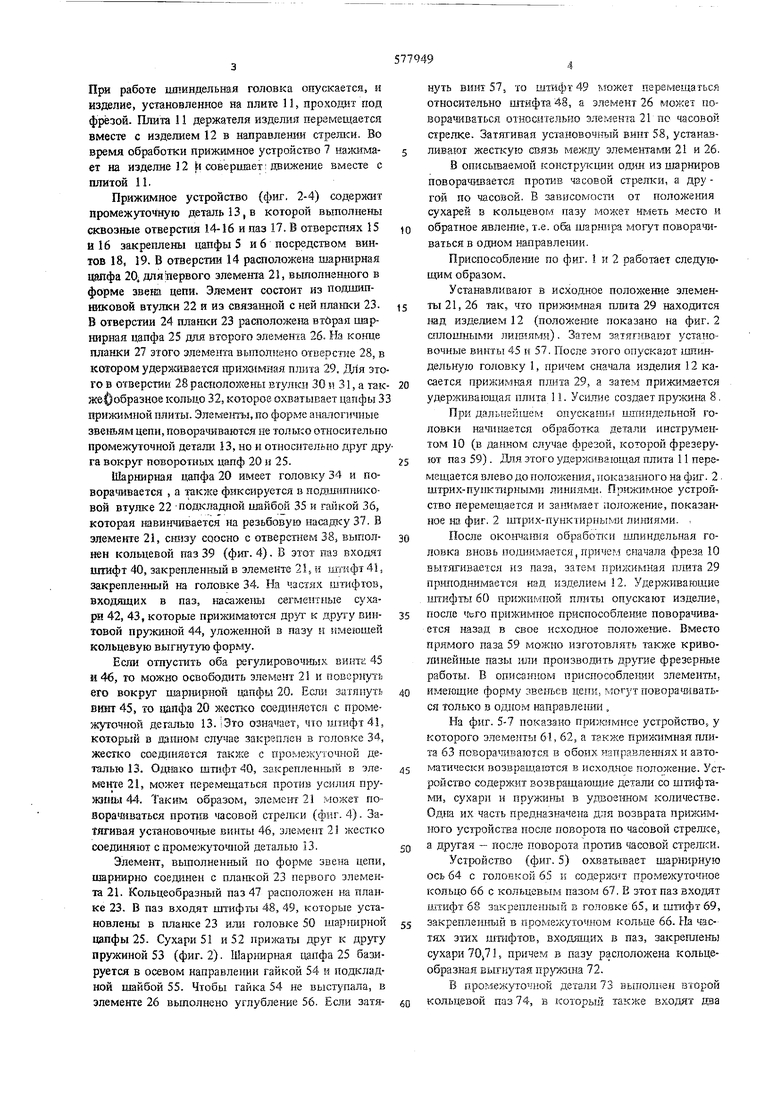
При работе шпиндельтя головка опускается, и изделие, установленное на плите И, проходат под фрезой. Плита 1 держателя изделия перемещается вместе с изделием 12 в направлении отрешен. Во время обработки прижимное устройство 7 иан имает на изделие 12 h совершает: движение вместе с плитой 11.
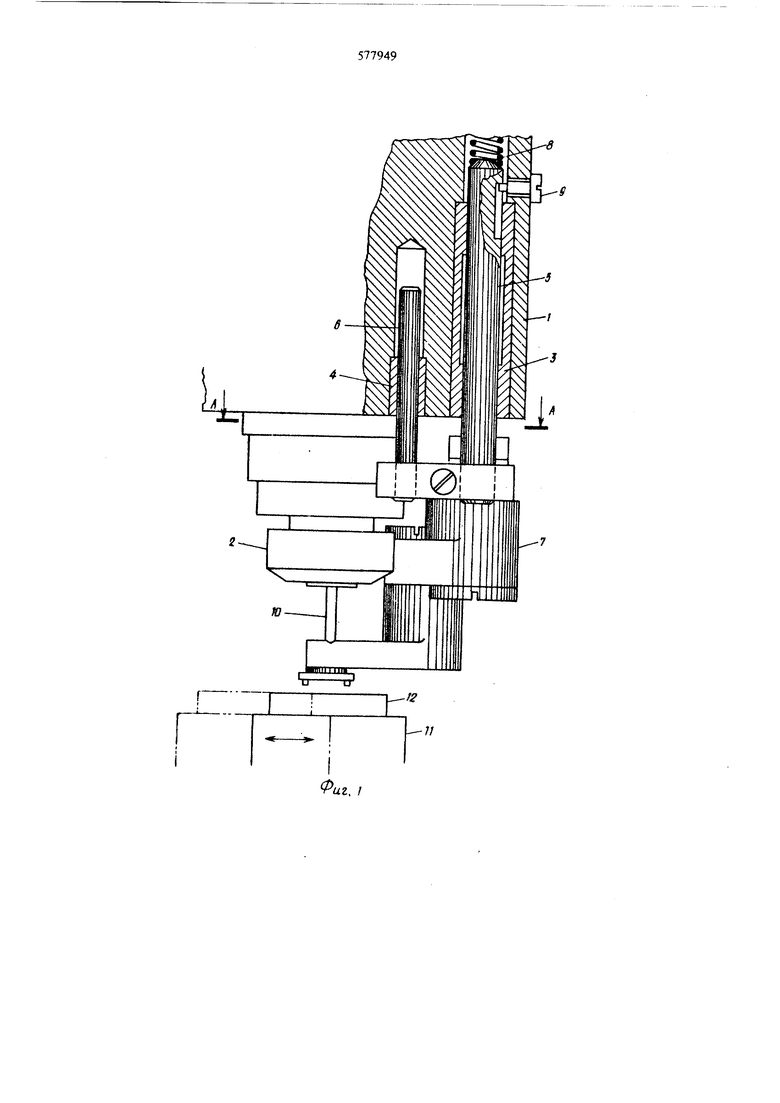
Прижимное устройство {фиг. 2-4) содержит промежуточную деталь 13, в которой выполнены сквозные отверстия 14-16 и паз 17. В отверстиях 15 и 16 закреплены цапфы 5 и 6 посредством винтов 18, 19. В отверстии 14 расположена шарнирная цапфа 20, для первого элемента 21, выполненного в форме звена цепи. Элемент состоит из подшнпюисовой втулки 22 я из связанной с ней планки 23. В отверстии 24 планки 23 расположена втирая иир1П1ршя цапфа 25 для второго элемента 26. № конце планки 27 этого элемента вьшолкено отверстие 28, в котором удеряшваатся триншмная плита 29. дая этого в отверстии 28 расположены втулю 30 и 31, а также) образное кольцо 32, которое охватывает цапфы 3 прижимной влиты. Элемегпы, по фор1ме аналогич1 Ь е звешзям цепи, поворатаваются не только относительно промежуточной детали 13, но и относительно друг дрга вокруг поворотных цапф 20 и 25.
Шарнирная цапфа 20 имеет головку 34 и поворачивается , а также фиксируется в подшипниковой втулке 22 подкладной шайбой 35 и гпЛкой 36, которая навиншязается на резьбовую насадку 37. В элементе 21, снизу соосно с отверстием 38, выполнен кольцевой паз 39 (фиг. 4). В этот паз входят штифт 40, закрепленный в элементе 21,а штафт 41. закрепленный на головке 34. На частях штифтов, входящих в паз, насажень сегментные сухаря 42, 43, которые прижимаются к винтовой пружиной 44, уложенной в пазу и имеющей кольцевую выгнутую форму.
Если отпустить оба рггулировочшлх тттг. 45 и 46, то можно освободить элемент 2 и повернуть его вокруг шартшрной цапфы 20. Если затянуть винт 45, то дапфа 20 жеспсо соединяется с промежуточной деталью 13. i3To означает, что штифт 41, который в данном случае закреплен в головке 34, жестко ссюд|1няетсл также с промежуточной деталью 13. Однако штифт 40, закрепленный в элементе 21, может перемещаться против усилия пружины ф}. Таким образом, зле.мс1тг21 может поворачиваться против часовой стрегаси (фиг. 4). Затягивая установоч№ е винты 46, элемент 21 жестко соединяют с промежуточной деталью 13.
Элемент, выполненный по форме эвена цепи, шарнирно соединен с планкой 23 первого элемента 21. Кольцеобразньш паз 47 расположен на планке 23. В паз входят штифты 48, 49, которые установлены в планке 23 или головке 50 шаргшрной цапфы 25. Сухари 51 и 52 прижатъ друг к другу пружиной 53 (фиг. 2). Шар}шрная цапфа 25 базируется в осевом направлении гайкой 54 и подаладной шайбой 55. Чтобы гайка 54 не выступала, в элементе 26 вьшолнено углубление 56. Если затянуть винт 57., то штафт 49 т-.гожет перемещаться относительно штифта 48, а элемент 26 может поворавдваться относительно элемента 21 по часовой стрелке. Затягивая установочьгый винт 58, устанааливают жесткую связь межд) элементами 21 и 26. В описьшаемой констр5а ции одг-ш из шарниров поворащ-шается против часовой стрелки, а дру гой по часовой. В зависомости от положения сухарей в кольцевом пазу может иметь место и
обратное явление, т.е. оба пгарнира могут поворачиваться в одном наоравлегши.
Приспособление по фиг. I и 2 работает следующим образом.
Устанавливают в исходное положение злементы 21, 26 так, что прижимная плита 29 находится 1ад изделием 12 (положение показано на фиг. 2 сплошными лилшями). Затем затягивают установочные винты 45 и 57. После этого опускают шпиндельную головку 1, причем снащла изделия 12 касается прижимная плита 29, а затем прижимается удерживаюшдя плита 11. Усилие создает пру:кина 8. При дальнейшем опускашь шлнядельной головки начинается обработка детали инстр5ментом 10 (в данном случае фрезой, которой фрезерун т паз 59). Для этого удерлсивающая плита 11 перемещается влево до положения, lEOKaaaiffloro на фиг. 2 . штрих-nysiKTiipHHNm линиями. Прижимное устройство перемеш.ается и зашмает положение, показанное на фиг. 2 иггрих-пунктирными ли}П1ями. ,
После OKOimamiH обработтси шпиндельная головка вновь поднимается, причем сначала фреза 10 вытягивается из паза, затем прилшмьая плита 29 пр1шоднимается над изделием 12. Удерживающие штифты 60 прижимной пш1ты опускают изделие,
после Чйго прижимное приспособление поворачивается назад в свое исходное положешш. Вместо прямого паза 59 можно изготовлять также криво/тнейные пазы или производить фрезерШ)е работы. В описашюм приспособлеьгии элементы.
имеющие форму звешев цепи, могут поворач лваться только в одном направлешш ,
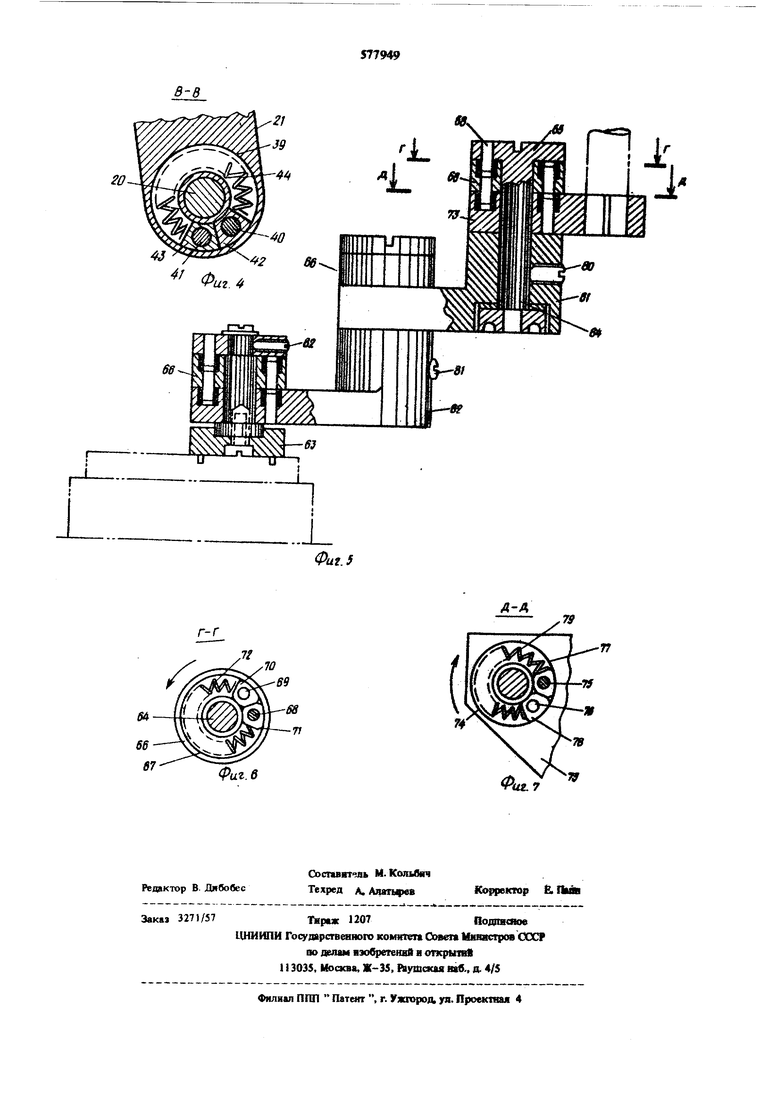
На фиг. 5-7 показано прилэдмнсе устройство у которого элементы 61, 62, а также прижимная плита 63 повора п1ваются в обоих направлениях и автоматически возвраш,аются в исходное положение. Устройство содержит возврашаюшл1е детали со штифтами, сухари и пружины в удвое1шом количестве. Одш их часть предназначена для возврата npi-iBiviMного усгройс1за после поворота по часовой стрелке,
а - после поворота против часовой стрешси.
Устройство (фиг. 5) охватывает шаршфную
ось 64 с головкой 65 и содержлтт промежуточное
кольцо 66 с кольцевым пазом 67. В этот паз входят
штифт 68 закреплешмй в головке 65, и шт11фт 69,
закреплеи1П)й в промежуточяом кольце 66. На частях зетх штифтов, входящих в паз, закреплены сухари 70;71, причем в пазу расположена кольцеобразная выгнутая пружина 72.
В промежуточной детали 73 выполнен второй
кольцевой паз 74, в который также входят два штифта. Это штифт 7 5, закрепленньш в промежуточном кольце 66,.и цлифт76 закрепленный в промежуточной joptaJiH 73. В этом пазу также расположены сухари 77 и 78, которые насажены на ко1щы штифтов, заходдщие в паз. Кроме того в пазу расположена также пружши 79. Если затянуть арретирукяций В1шт 80 и элемент 61 повернуть против часовой стрелки относительно неподвижной детали 73, то штифт 69 удаляехся от неподвижного штифта 68 (фиг. 6). Напротив, если элемент 61 повернуть по часовой стрелке, то штифт 76 удаляется от неподвижного штифта 7 5 (фиг 7). В обоих случаях элементы возвращаются в исходные положе1шя|. Шар1шры между обоими элементами 61,62 и между элемешом 62 н прижимной плитой 63 сконструированы аналогичным образом и имеют по од Юглу промежуточному кольцу 66. В исходное положе1ше элементы возвращаются путем опускания ретулировочных винтов 80-82. ормула изобретения 1. Приспособление к фрезерному стайку дня обработки плоских деталей содержащее связанное с шпиндельной головкой подоружлшенное прижимное устройство о т л и ча ющее ся тем, что, с целью повышения надежности закреплешш деталей, прижюяное устройство вьшолнено в виде, по крайжи мере, двух установленных с возможностью поворота отногательно друг друга вокруг вертикальных осей элементов, один из которых несет прижимную плиту, а другой связан с фрезерной головкой, причем на поверхности каждого элемента вьшолнеи кольцевой паз и в нем расположено устройство для возврата элементов в исходное положе те. 2.Присдособлетте по п. 1,отличающееся тем, что элемеыты ;:.толнены в виде подшипниковых и i; тх с ним горизонтально расположеншлх с отверстиями. 3.Приспособление по п. 1, отличающееся тем, что устройсгао для возврата элементов в исходное положетге вьшолнено в виде штифтов, одш1 концы которых входят в кольцевой паз, а дрчтгке закреппены ош; в элементе, другой в Еерипсапм-гсй осН: причем конль; шт51фтов, входящие в паз, снабжены )OKHHeHHbiMH сегметНЪ1К-Ш СуХЙрЯЛ-Ш. 4.Приспособлешге по гш. 1-3, отличающее с я тем, 410 с iieiibjo обеспече1шя возврата элеменга Б исходное поло5юзш1е при повороте его в любом направлешш. элей1е;гг снабжен установленным на его поверхности дополнительным кольцом с кольцевым пазсн н ргсположенньгм в пазу дополнительным MesaffiisMOhs возврата его в исходное положение, McTOtffiHKn информал 1И, принятые во внимание при экспертизе: 1. Авторское свидетельство № 121642, кл. В 23 С 3/00. 1959,
Г
«
Ф
.
-7/
аг. /
47
53 

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки глухих отверстий | 1979 |
|
SU984834A1 |
| Патрон для нарезания конической резьбы | 1970 |
|
SU475228A1 |
| Установка для обработки отверстий | 1985 |
|
SU1298049A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2111837C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Шпиндельная головка круглопалочного станка | 1985 |
|
SU1301706A1 |
| Устройство для выпрессовки | 1982 |
|
SU1135631A1 |
| Автомат для обмотки роторов электрических машин | 1972 |
|
SU540582A3 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
г-Г
1Q
69
Фиг. в
ДА
иг.7
