Изобретение относится к области промышленности строительных материалов и может быть использовано при производстве трубчатых изделий.
Известен способ изготовления полимербетонных труб, включающий установку наружной формы, сменного поддона, сердечника и раструбообразователя, надевание на сердечник полимерной внутренней облицовки трубы в виде чулка, размещение концентрично сердечнику арматурного каркаса, опирающегося на отогнутую часть чулка, с последующей укладкой под вибровоздействием бетонной смеси, тепловой обработкой и распалубкой (А.С. N 1070008, кл. В 28 В 21/18, 1984 г.).
Недостатком известного способа является его значительная трудоемкость и материалоемкость используемого оборудования.
Проведенный анализ уровня техники и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволяет установить, что не обнаружены аналоги, характеризующиеся признаками, тождественными всем существенным признакам заявляемого изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности существенных признаков аналога позволило выявить совокупность существенных по отношению к техническому результату отличительных признаков, изложенных в формуле изобретения.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является форма для изготовления полимербетонных труб, содержащая цилиндрический корпус с продольным пазом, в котором размещен вкладыш, выполненный в виде раздвижного пакета пластин, крайние из которых закреплены на кромках паза корпуса, и стяжное приспособление, выполненное в виде самотормозящегося ходового винта, соединенного посредством шарнирно-рычажной системы с внутренней поверхностью корпуса по обе стороны паза (ПРОТОТИП - А.С. N 735407 - кл. В 28 В 21/88, 1980 г.). Однако и указанная форма для изготовления бетонных и железобетонных трубчатых изделий имеет недостаток. При формовании труб полимерная облицовка под действием бетонной смеси коробится и заходит в образующую впадину сердечника. Это снижает работоспособность сердечника, а продольная впадина снижает качество труб.
Целью предлагаемого изобретения является повышение качества формуемых изделий.
Поставленная цель достигается тем, что в форме для изготовления полимербетонных труб, содержащей сердечник с продольным пазом, в котором размещен вкладыш и стяжное устройство, выполненное в виде штанги, соединенной с внутренней поверхностью сердечника посредством шарнирно-рычажной системы, сердечник и вкладыш снабжены расположенными на их внутренней стороне ребрами жесткости, а штанга расположена вдоль оси сердечника, своим верхним и нижним концами установлена в жестко закрепленных цилиндрических подшипниках скольжения и выполнена с жестко закрепленными на ней с шагом не более диаметра сердечника втулками, на которые насажены гайки с проушинами, шарнирно соединенные посредством рычагов с ребрами жесткости, причем шарнирное соединение гайки с ребром жесткости вкладыша выполнено без зазора, а с ребром жесткости сердечника - с зазором, равным толщине стенки сердечника.
Изложенная сущность изобретения поясняется чертежами, где:
- на фиг.1 схематично изображена форма для изготовления полимербетонных труб в положении, готовом к заполнению;
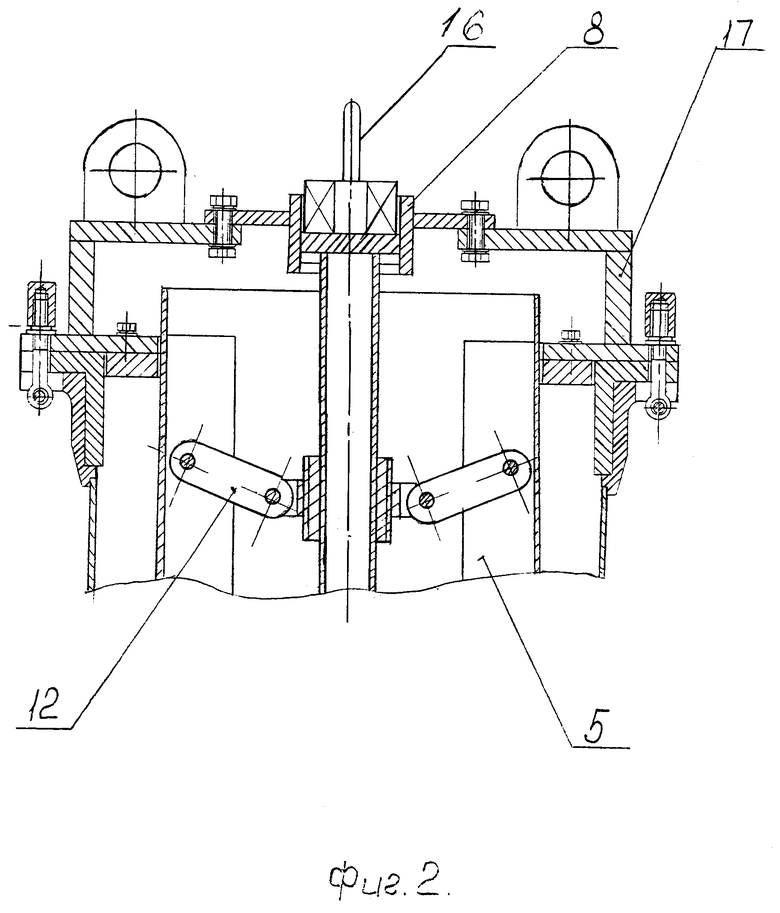
- на фиг.2 - заливочная горловина формы заменена на устройство для центровки винтовой штанги;
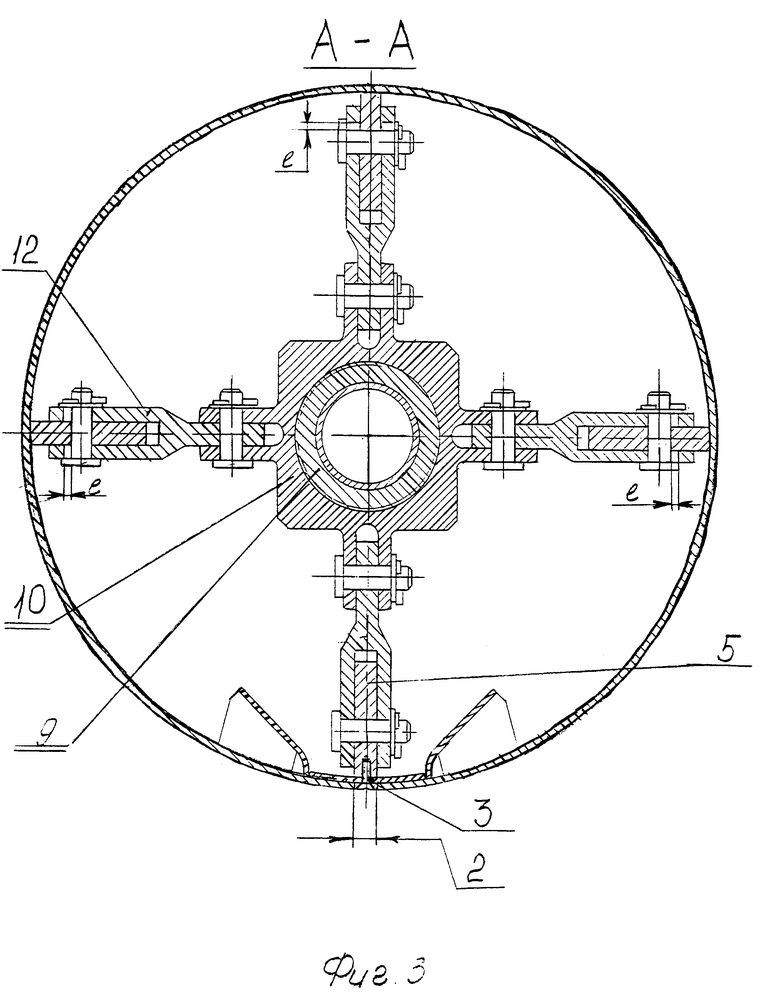
- на фиг.3 - сечение А-А, шарнирно-рычажная система в положении, готовом к заполнению;
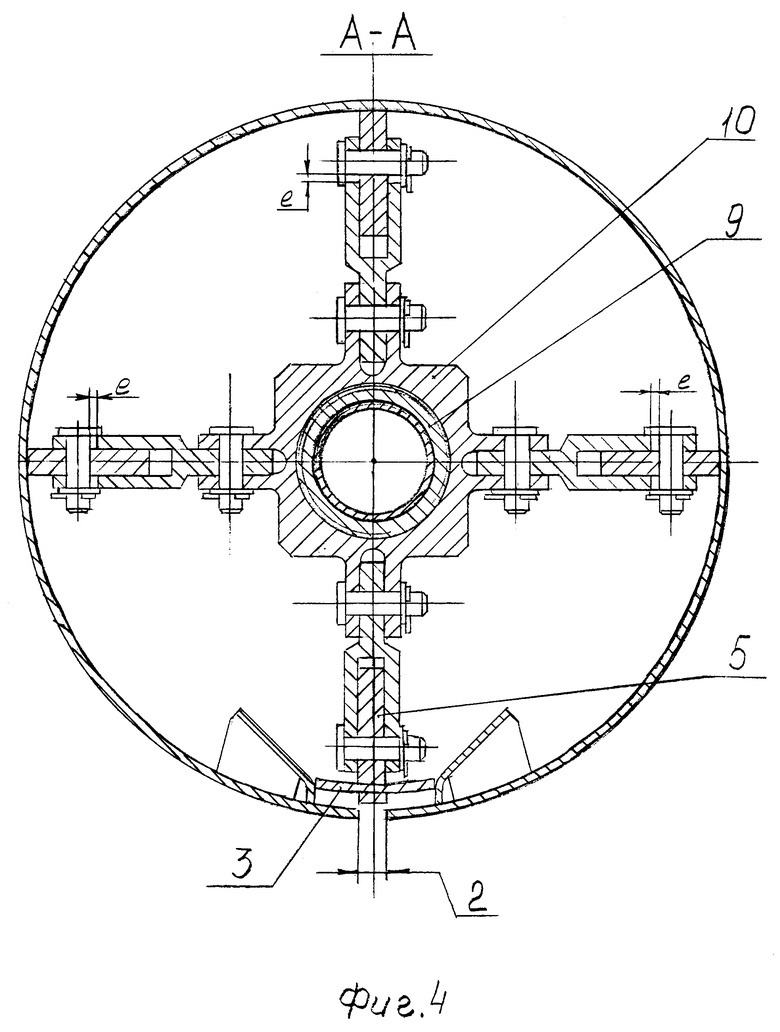
- на фиг.4 - сечение А-А, шарнирно-рычажная система в положении начала извлечения вкладыша;
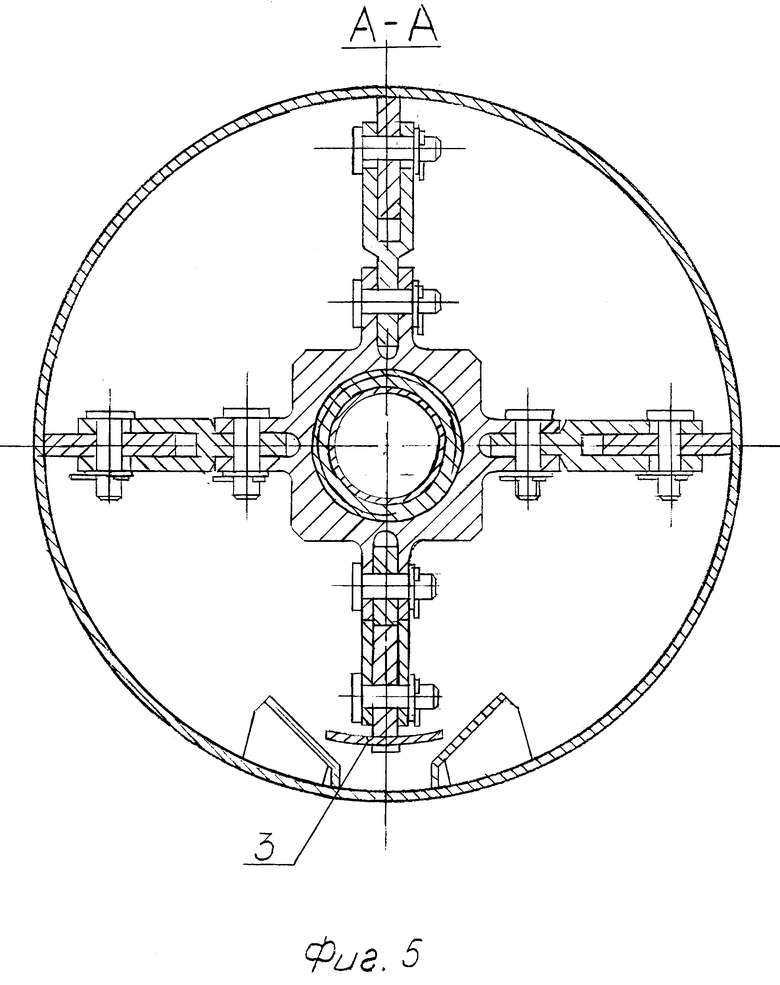
- на фиг. 5 - сечение А-А, шарнирно-рычажная система в положении, завершающем извлечение вкладыша из паза.
Форма для изготовления полимербетонных труб состоит из разъемного наружного корпуса, нижние полуфланцы которого скреплены с поддоном, а верхние полуфланцы скреплены с заливочной горловиной. Внутри корпуса установлен сердечник 1, имеющий продольный паз 2. В пазу 2 размещен вкладыш 3. Вдоль оси сердечника 1 расположено стяжное устройство, которое выполнено в виде штанги 4, соединенной с внутренней поверхностью сердечника 1 посредством шарнирно-рычажной системы. Сердечник 1 и вкладыш 3 снабжены ребрами жесткости 5, расположенными на их внутренней поверхности. Штанга 4 расположена вдоль оси сердечника, своим верхним 6 и нижним 7 концами установлена в жестко закрепленных цилиндрических подшипниках скольжения 8. Штанга снабжена четным числом жестко закрепленных на ней резьбовых втулок 9, на которые насажено равное число гаек 10 с проушинами 11, которые шарнирно соединены посредством рычагов 12 с ребрами жесткости 5. При этом шарнирное соединение гаек 10 с ребрами жесткости 5 вкладыша 3 выполнено без зазора, а с ребрами жесткости сердечника - с зазором, равным толщине стенки сердечника 1, если меньше, то механизм не будет работать, если больше толщины стенки сердечника, то процесс распалубки будет растянут во времени. Закрепленные на штанге 4 резьбовые втулки 9 имеют поочередно "левые" и "правые" резьбы, а расстояние между ними (втулками) должно быть не более диаметра сердечника 1, что исключает возможность деформации сердечника и образование щелей между вкладышем и пазом, если меньше диаметра, то будет брак, если больше диаметра сердечника будут наблюдаться деформационные процессы.
Рабочий процесс формы для изготовления полимербетонных труб происходит в следующей последовательности: в вертикально установленный корпус 13, скрепленный с поддоном 14 и с заливочной горловиной 15, вводится сердечник 1. Для этого перед введением сердечника 1 вращением штанги 4 ее вкладыш 3 переводится во внутреннее положение так, что торцы паза сердечника 1 плотно сведены. После установки нижнего торца сердечника 1 в посадочное место поддона 14, обратным вращением втулок 9 рычаги 12 разводят обечайку сердечника, вводят вкладыш 3 в паз 2 сердечника 1 до полного уплотнения зазоров паза и выбирания зазоров в посадочных местах сердечника в поддоне 14 и заливочной горловине 15. Верхний торец сердечника 1 накрывается технологическим колпаком и закрепляется струбцинами. После проведения виброзаполнения рабочей полости формы полимербетонной смесью, снимают заливочную горловину 15 и на ее место устанавливают съемное устройство 17 с центрирующим подшипником скольжения. После набора полимербетонной смесью распалубочной прочности, вращением штанги 4 за счет асинхронной работы рычагов 12, вытягивают вкладыш 3 из паза 2 сердечника 1, при этом сводят торцы паза обечайки сердечника 1, в результате чего образуется зазор между сердечником и полимербетонной трубой. После отсоединения крепежа, стягивающего наружный корпус 13 со съемным устройством 17, за серьгу 16 штанги 4 производят одновременное извлечение сердечника 1 и съемного устройства 17 из формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166166C1 |
| Форма для изготовления трубчатых изделий | 1979 |
|
SU850403A1 |
| Сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой | 1978 |
|
SU735407A1 |
| ПРОМЕЖУТОЧНАЯ КОЗЛОВАЯ ОПОРА МОСТА | 1992 |
|
RU2072405C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДОРОЖНЫХ ОДЕЖД | 1999 |
|
RU2170298C2 |
| ЗАХВАТНОЕ УСТРОЙСТВО ДЛЯ ГРУЗОВ С ФИГУРНОЙ ГОЛОВКОЙ | 1991 |
|
RU2034770C1 |
| ОПОРА СТРЕЛКА-ОПЕРАТОРА КОРАБЕЛЬНОГО ПЕРЕНОСНОГО ЗЕНИТНОГО РАКЕТНОГО КОМПЛЕКСА | 1989 |
|
SU1840494A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| УСТРОЙСТВО ДЛЯ ОБЪЕМНОГО ПОЖАРОТУШЕНИЯ | 1999 |
|
RU2145901C1 |
| РЮКЗАК | 1992 |
|
RU2040196C1 |
Изобретение относится к области промышленности строительных материалов и может быть использовано при производстве трубчатых изделий, таких как полимербетонные трубы. Технический результат - повышение качества формуемых изделий. В форме для изготовления полимербетонных труб, содержащей сердечник с продольным пазом, в котором размещены вкладыш и стяжное устройство, выполненное в виде штанги, соединенной с внутренней поверхностью сердечника посредством шарнирно-рычажной системы, сердечник и вкладыш снабжены расположенными на их внутренней стороне ребрами жесткости, штанга расположена вдоль оси сердечника, своим верхним и нижним концами установлена в жестко закрепленных цилиндрических подшипниках скольжения и выполнена с жестко закрепленными на ней с шагом не более диаметра сердечника втулками, на которые насажены гайки с проушинами, шарнирно соединенные посредством рычагов с ребрами жесткости. Шарнирное соединение гайки с ребром жесткости вкладыша выполнено без зазора, а с ребром жесткости сердечника - с зазором, равным толщине стенки сердечника. 5 ил.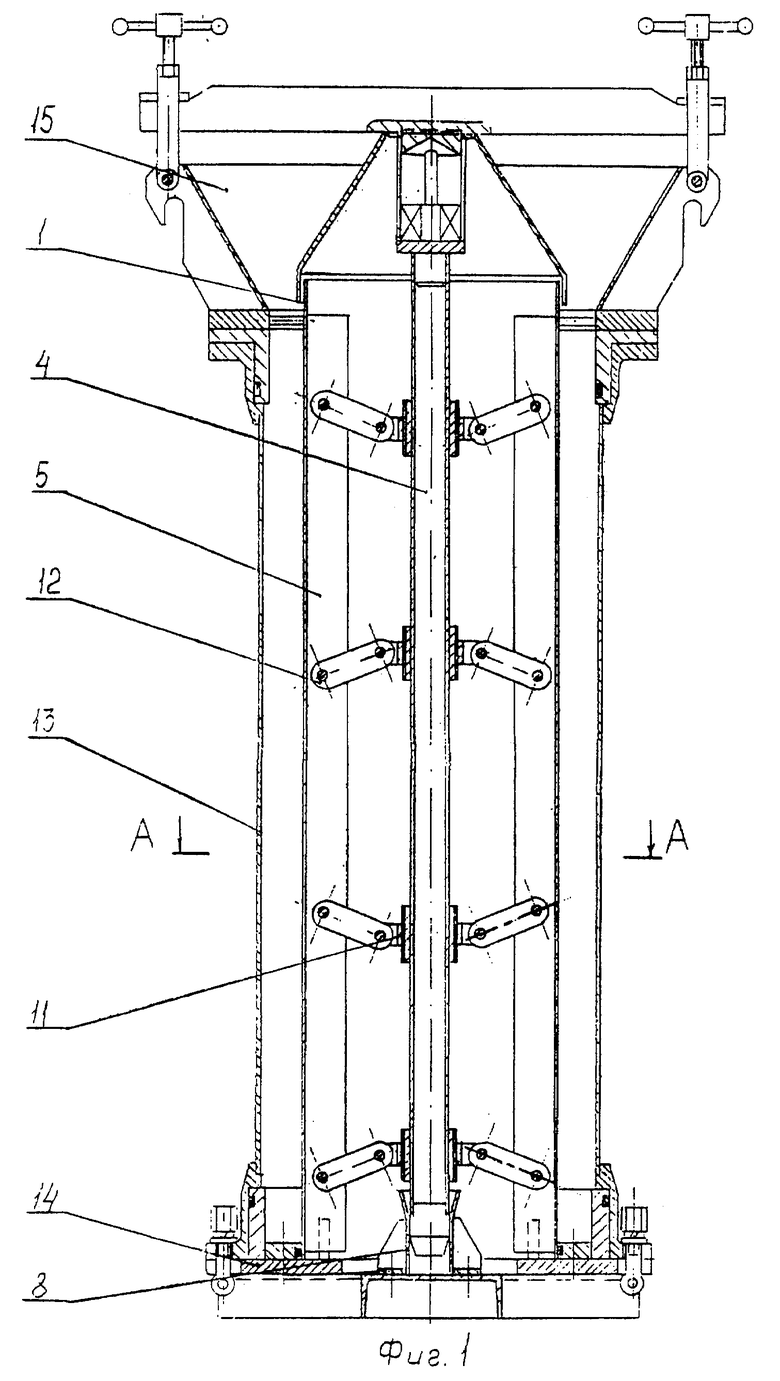
Форма для изготовления полимербетонных труб, содержащая сердечник с продольным пазом, в котором размещены вкладыш и стяжное устройство, выполненное в виде штанги, соединенной с внутренней поверхностью сердечника посредством шарнирно-рычажной системы, отличающаяся тем, что сердечник и вкладыш снабжены расположенными на их внутренней стороне ребрами жесткости, а штанга расположена вдоль оси сердечника, своим верхним и нижним концами установлена в жестко закрепленных цилиндрических подшипниках скольжения и выполнена с жестко закрепленными на ней с шагом не более диаметра сердечника втулками, на которые насажены гайки с проушинами, шарнирно соединенные посредством рычагов с ребрами жесткости, причем шарнирное соединение гайки с ребром жесткости вкладыша выполнено без зазора, а с ребром жесткости сердечника - с зазором, равным толщине стенки сердечника.
| Сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой | 1978 |
|
SU735407A1 |
| Сердечник для формования трубчатых изделий из бетонных смесей | 1988 |
|
SU1599202A1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1079445A1 |
| Прибор для определения фактической прлощади контакта изделий | 1976 |
|
SU557262A1 |
| Цифровой частотомер | 1980 |
|
SU894592A1 |
| РЕГУЛЯТОР ТОРМОЗА ТРАНСПОРТНОГО СРЕДСТВА | 2002 |
|
RU2291332C2 |

