I
Изобретение относится к области производства изделий сборного бетона и железобетона.
Известен сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой, содержащий цилиндрический корпус с продольным пазом, в котором размещен вкладыш, соединенный со стяжным механизмом 1.
Однако диаметр его разрезных оболочек в раздвинутом положении одинаков и при Ю формовании труб различных диаметров необходимо в каждом случае изготавливать новый сердечник. Кроме того, при усадке полимерного материала облицовки усадка например, полиэтилена колеблется от 1% до 3%, что приводит к неполному разжатию охватываемых ею сердечников. В результате чего разрез оболочек не заполняется цельным вкладыщем и в этом месте образуется продольная впадина на наружной поверхности сердечника. При формовании труб 2о полимерная облицовка под действием бетонной смеси коробится и заходит в образующуюся впадину сердечника. Это снижает работоспособность известных сердечников.
а продольная впадина снижает качество труб и иногда приводит к их браку.
Цель изобретения - повышение качества формуемых изделий.
Указанная цель достигается тем, что в сердечнике для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой, содержащем цилиндрический корпус с продольным пазом, в котором размещен вкладыщ, соединенный со стяжным приспособлением, вкладыщ выполнен в виде раздвижного пакета пластин, крайние из которых закреплены на кромках паза корпуса, а стяжное приспособление -- в виде самотормозящегося ходового винта, соединенного посредством шарнирно-рычажной системы с внутренней поверхностью корпуса по обе стороны паза.
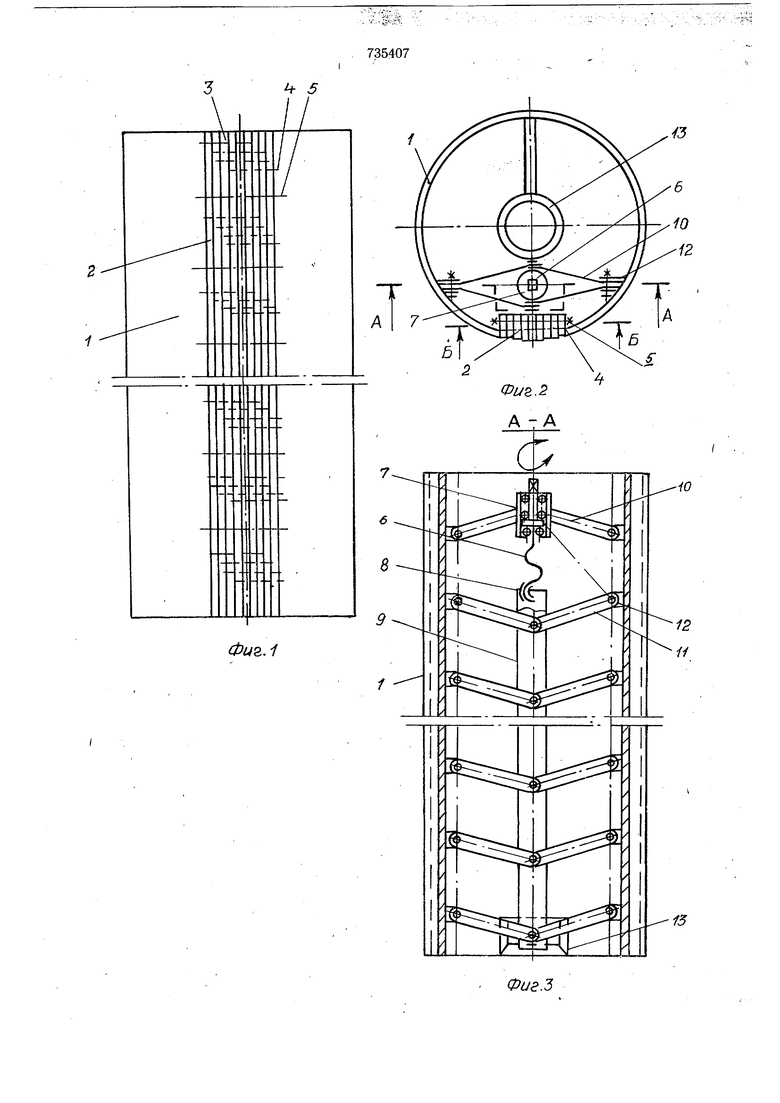
На фиг. 1 изображена схема сердечника, вид спереди; на фиг. 2 - вид в плане фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2 в увеличенном масштабе при сжатом вкладыше; на фиг. 5 - разрез Б-Б на фиг. 2 в увеличенном масштабе при раздвин)том вкладыше; на фиг. 6 - вид в плане фиг. I при раздвинутом вкладыше.
Сердечник состоит из цилиндрического корпуса 1 с продольным пазом, в который помещен вкладыш 2, состоящий из набора пластин 3, соединенных последовательно друг с другом винтами 4, установленными ступенчато по длине вкладыща 2. Крайние пластины 3 жестко прикреплены к кромкам паза корпуса 1. Пластины 3 смонтированы в пазе корпуса 1 вписывающимися в окружность его наружного диаметра. Каждый винт
4в сдвинутом положении вкладыща 2 размещается не менее, чем в трех соседних пластинах 3, из которых первая выполнена с резьбовым отверстием для крепления винта, вторая - с отверстием для упора головки виНта; а третья с отверстием для завода в него головки винта. Количество и длина винтов 4 и количество и толщина пластин 3 зависит от максимальной величины изменения диаметра сердечника. Все пластины 3- вкладыща соединены рядом параллельных щтанг
5с возможностью свободного перемещения по ним на величину хода каждой пластины 3.
Внутри корпуса 1 размещено стяжное приспособление в виде самотормозящегося ходового винта 6 с хвостовиком, смонтированным в подщипниках 7 и ввинченным в гайку 8, закрепленную на тяге 9, аподщипник 7 и тяга 9 соединены соответственно посредством рычагов 10 и 11 шарнирно с проушинами 12, закрепленными на корпусе 1 по обе стороны продольного паза, причем рычаги 10 попарно наклонены в одну сторону, а рычаги 11 в другую относительно оси винта 6.
Сердечн1 к работает следующим образом.
Сердечник в сжатом положении корпуса 1 устанавливают вертикально, фиксируя его втулкой 13 на центрирующем щтыре поддона формы. Затем на сердечник одевают комплект полимерной футеровки с арматурным каркасом. Приводят во вращение ходовой винт б, который ввинчивается в гайку 8. При этом подщипник 7 9 сближаются, а щарнирно соединенные с ними рычаги 10 и 11 выравниваются и своими концами щарнирно соединенными с проущинами 12, раздвигают корпус 1.
В результате этого диаметр корпуса 1 изменяется (увеличивается или уменьщается в зависимости от направления вращения винта) равномерно по всей длине корпуса. При увеличении диаметра корпуса 1 раздвигается вкладыщ 2. Пластины 3 вкладыша, последовательно соединенные друг с другом винтами 4, перемещаются по щтанfaM 5. Между пластинами.3-образуется одинаковый зазор и сердечник увеличивается до диаметра равного внутреннему диаметру рукава комплекта полимерной футеровки. На
ПОДДОН устанавливается наружная форма, в кольцевую щель между сердечником и наружной формой подается бетонная смесь и производится формование труб. Сердечник находится в раздвинутом, рабочем положении и воспринимает давление бетонной смеси нз его корпуса во время формования железобетонной трубы. Давление бетонной смеси в зоне вкладыща 2 воспринимается полимерйой футеровкой, опирающейся на пластины 3 вкладыща 2, раздвинутые с равномерным щагом.
По окончании формования и выдержки отформованной железобетонной трубы сердечник извлекают. Для этого ходовой винт 6 вращают в обратную сторону и он вывинчивается из гайки 8. При этом подшипник 7 и тяга 9 разводятся, а соединенные с ними рычаги 10 и 11 наклоняются под углом к продольной оси винтовой передачи и своими концами, щарнирно соединенными с проущинами 12, сжимают корпус 1. Диаметр его уменьшается увлекая за собой вкладыщ 2. Пластины 3 приближаются друг к другу, перемещаясь по щтангам 5 до полного контакта. Соединенные винты 4 при сдвинутом положении вкладыша разминаются в отверстиях пластин. После полного сжатия корпуса I сердечник извлекают из отформованной трубы, которую подают в пропарочную камеру.
Предлагаемое конструктивное выполнение вкладыща 2 позволяет улучщить качество формуемых изделий и дает возможность формовать трубы различного диаметра без затрат на изготовление новых сердечников.
Формула изобретения
Сердечник для формования бетонных и железобетонных трубчатых изделий с пленочной полимерной облицовкой, содержащий цилиндрический корпус с продольным пазом, в котором размещен вкладыш, соединенный со стяжным приспособлением, отличающийся тем, что, с целью повышения качества формуемых изделий, вкладыш выполнен в виде раздвижного пакета пластин, крайние из которых закреплены на кромках паза корпуса, а стяжное приспособление - в виде самотормозящегося ходового винта, соединенного посредством шарнирно-рычажной системы с внутренней поверхностью корпуса по обе стороны паза.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 438540, кл. В 28 В 21/88, 1972.
Фиг.З
Б- Б

| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ | 1999 |
|
RU2152303C1 |
| Сердечник формы для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU874375A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014225C1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014224C1 |
| Сердечник для изготовления железобетонных труб | 1972 |
|
SU438540A1 |
| Сердечник | 1980 |
|
SU893547A2 |
| Сердечник формы для изготовления трубчатых изделий из бетонных смесей | 1982 |
|
SU1058781A2 |
| Сердечник для изготовления трубчатых изделий | 1982 |
|
SU1065213A1 |
| Способ изготовления предварительно напряженных железобетонных объемных элементов и устройство для изготовления предварительно напряженных железобетонных объемных элементов | 1981 |
|
SU1047697A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МНОГОПУСТОТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU394205A1 |