I
Изобретение относится к технопогичесЕому оборудованшо для изготовления апектр№ческих катушеКг а именно полюсных катушек статоров электрических машин
(Известно устройство для механизирован ной гибки стержней обмоток электрических машин, содержащее гибочный штамп для выгиба лобовых частей стержня по радиусу и рычаги для отгиба прямолинейных участков стержня, приводимые в действие от двух
пневмоцилиндров, управляемых общей рукояткой ,
Недостатком известного устройства для механизированной гибки стержней обмоток апектркческих машин 5шляется то, что оно допускает произвольный разворот прямолинейных участков стержня вокруг продольной оси, что. не дает возможности получения оадаиных углов разворота по отношению к паaaN-i апектрической машины.
Известна также одг-,.л pacтяжк и
опрессовк по. .. .атушек, содержа лее основание,установленное подпружиненио с воможностью возвратно-поступательнога перемещения в вертикальной плоскости, механизм
(рормовки, прижимную плиту, связанн то (С приводом
Это устройство является наяболее блиэким к описываемому изобретению.рднако оно не обеспечивает разворот пазовых частей} цатушек, что снижает качество ка изготовления.
Целью изобретения является повышение качества иаготавлаваекяых катушек,;
Указанная цель достигается тем, что уо« тройство содержит корпус, на внутренней поверхности которого выполнены скосы под углом, соотБетствующим углу разворота вой части катушки, а механизм формовки вы пшткен в виде двчгх. комплектов формуюпшх планок с продольными вырезами, связанных. с основанием через пружину и опиратощихся ка внутреннюю поверхность корпуса.
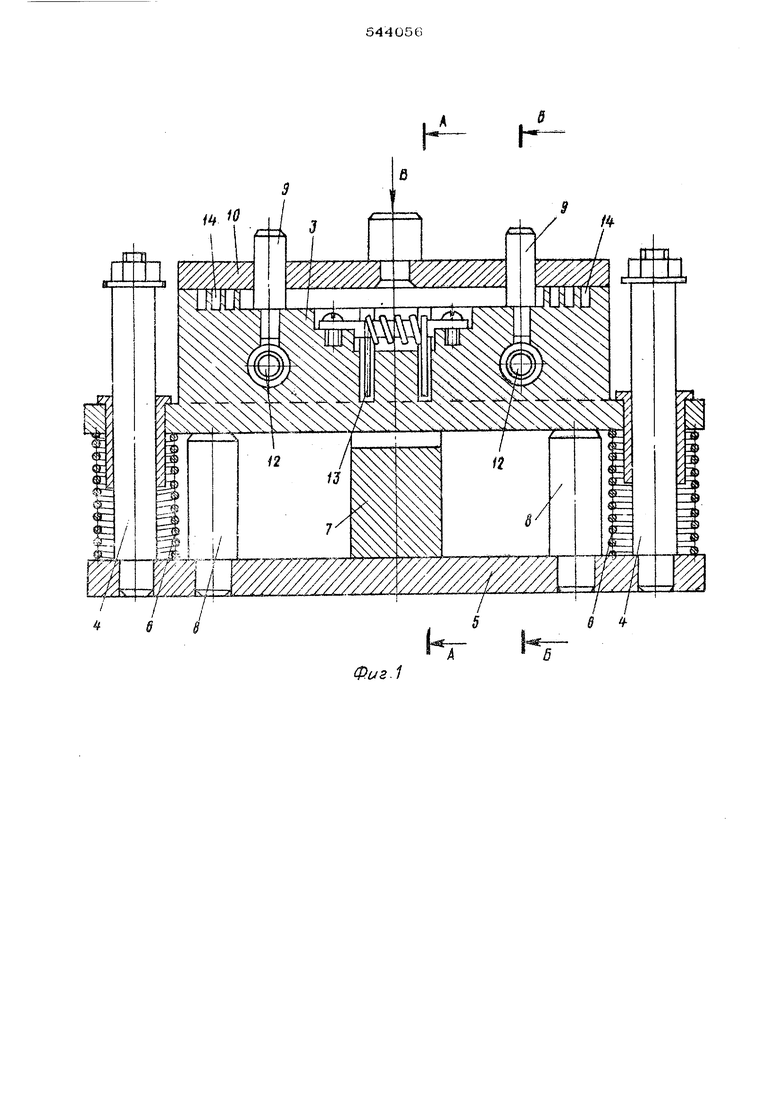
На фиг, 1 - показано устройство в раз резе, находящееся под усилием пресса
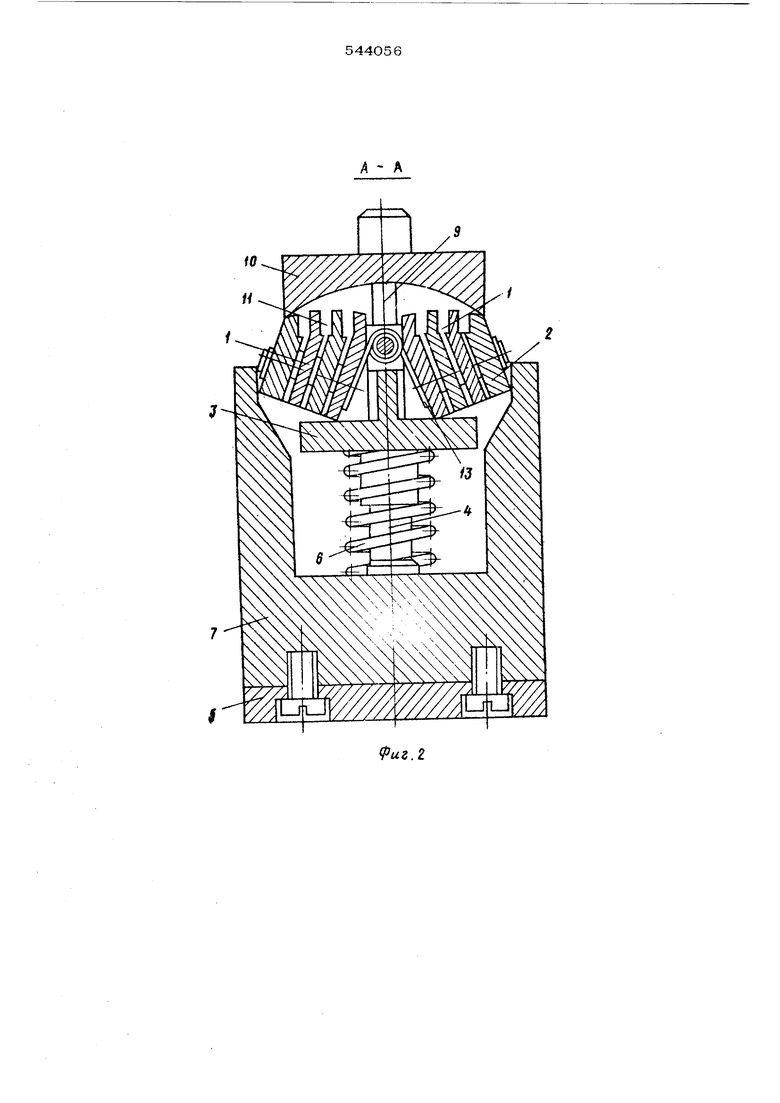
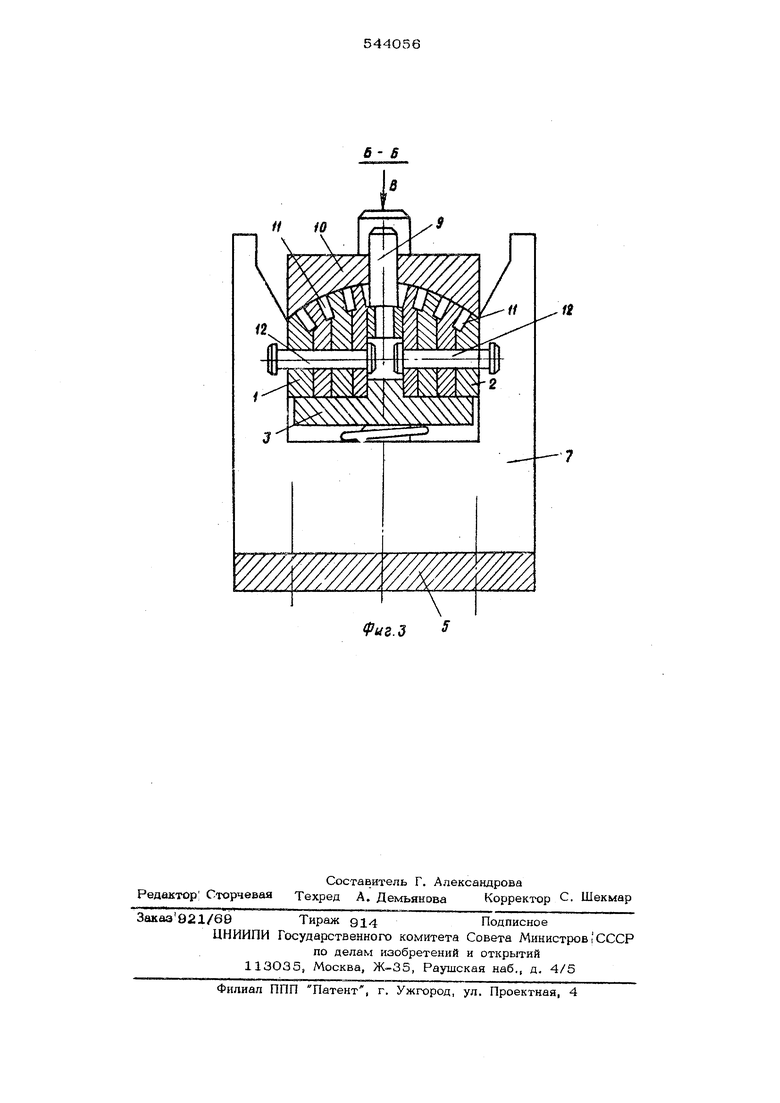
на фиг. 2 - разрез А-А на фиг, 1 со снятым усилием пресса; на фиг, 3 -.раз .рез Б-Б на ф1-иг, 1.
Устройство для изготовления электрнчео,ких катушек из шинного провода содержит м& ханиэм формовки, состоящий из двух комплектов формующих планок 1 и 2, расположенных на основании 3, установленном на колонках 4, закрепленных на непо.овижной плите 5.,На копонках 4, между шштой 5 и основанием 3 расположены пружины 6. На плите 5 закреплен корпус 7 и упоры 8. На верхней части основания 3, вдоль продольной оси расположены стойки 9, являющиеся .направляющими для прижимной плиты 10, выполненной с угдублением по форме наружной поверхности лобовых частей катущки,; вверхней части каждого комплекта формующих планок 1 и 2 выполнены продольные вырезы 11, расположенные под заданными углами. Каждый комплект формующих планок 1 и 2 установлен на двух пальцах 12 с возможностью их перемещения вдоль паль-цев, Между комплектами формующих планок установлена пружина 13, взаимодействующая с комплектами планок 1 и 2, В верхней части основания 3 имеются канавки 14, выполненные i.u форме лобовых частей катушки с учет...м упругости материала. Формовка катушек производится one дующим образом. Предварительна намотанные катушки .устанавливаются лобовыми частями .а.кавки 14, а пазовыми - в процопьные вырезы 11 формующкх планок 1 и 2 ( н фш-. 2). Сверху накладывается прижимная плита 10, Под давлением пресса на прижимную гшиту 10 в направлении по стрелке В комплекты формующих планок 1 и 2 двш аются вниз и одновременно, скользя по скосам внутренне.го контура корпуса, разворачиваются в вертикальное положение, сжимая ветви пружины 13. При развороте и движении вниз формующих планок 1 и 2 производится преднарительиый ио гиб лобовых частей н разворот под ааданЕШЬ ми углами пазовых частей катугжи. При дал neitiiieM ходе формующие гланки 1 и 2 вхо дят в нрямоаинейнь1й I участок внутреннего контура корпуса 7, при этом продольные вырезы 11 сужаю1ся и формуют пазовые части катущек под заданньЕми ( фиг. 3 ) При достижении ос11ованием 3 упоров 8 производится окончательный изгиб и формовка лобовых частей катушки. После снятия усилия пресса, основание 3 вместе с комплектами формующих планок 1 и 2 под действием пружин 6 поднимается вверх в первоначальное положение, а ветви пружины 13 разворачивают комплекты формующих планок 1 и 2 в исходное положениа. Находясь в верхнем положений, каждая формующая планка может свободно переме-цаться;вдэль пальцев 12, что дает возмо(ность легко снимать отформованные катущки. В связи с тем, что с и формоь-. кой по радиусу лобовых частей одновременно пр5 изводится разворот под заданными углами и фо Этмовкапазовыхчастей катушки, значительно по-1 выщается качество катушек. Формула изобретения Устройство для изготовления электрических катущек, содержащее основание, уставов--ленное подпружиненно с возможност.ью.возьрат но-поступательного перемещения в ной плоскости, механизм форд .;аки, прижимную плиту, связанную с приводом, о т- личающееся тем, что, с целью повышения качества изготавливаемых катушек, оно содержит корпус, на внутренней поверхности которого выполнены скосы под углом, соответствующим углу разворота пазовой части катушки, а механизм формовки выполнен в виде двух комплектов формующих планок с продольными вырезами, связг.лных с основанием через пружину и опирающихся на внутреннюю поверхность корпуса.
Д - А

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1972 |
|
SU655035A1 |
| Устройство для изготовления катушек статоров электрических машин | 1982 |
|
SU1089714A1 |
| Станок для растяжки и формовки обмоток электрических машин | 1977 |
|
SU748688A1 |
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Станок для укладки двухслойных обмоток в пазы статора электрической машины | 1971 |
|
SU771811A1 |
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1233245A1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| Устройство для намотки электрических катушек из полосы на ребро | 1975 |
|
SU688961A2 |
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1982 |
|
SU1064382A1 |
| Способ изготовления катушки обмотки электрической машины и устройство для его осуществления | 1985 |
|
SU1297173A1 |