Изобретение относится к области металлургии тяжелых цветных металлов, в частности к области электролитического рафинирования никеля.
Известна катодная ячейка электролизера для электрохимического рафинирования никеля (Смирнов В.И., Цейдлер А.А. и др., Металлургия меди, никеля, кобальта, Металлургия, 1996, с. 204), состоящая из деревянного каркаса, никелевой основы, расположенной внутри каркаса, диафрагменной перегородки из 100% льняного брезента, имеющая режимные параметры: циркуляция католита 23-28 л/час; катодная плотность тока 180-220 А/м2; электросопротивление 10-15 Ом•см2; водопроницаемость 8-10 л/час •м2; продолжительность кампании 20-25 суток.
Известна катодная ячейка электролизера для электролитического рафинирования никеля (Грань Т.В., Крылов А.С. Электролитическое рафинирование никеля, Металлургия, 1970, с.23), состоящая из деревянного каркаса, никелевой основы, диафрагменной перегородки из льнолавсанового брезента, содержащего 67% льна и 33% полиэфира, и имеющая режимные параметры: скорость циркуляции католита 23-28 л/час; катодная плотность тока 180-220 А/м2; электросопротивление 10-15 Ом•см2; водопроницаемость 10-15 л/час•м2; продолжительность кампании 25-30 суток.
Недостатками известных катодных ячеек являются: незначительная продолжительность кампании; высокие эксплуатационные затраты; низкая сортность получаемого металла; непродолжительный срок службы диафрагменной перегородки из-за низкой химической стойкости брезентов в кислых средах.
Наиболее близкой по технической сущности к предлагаемой нами катодной ячейке является (Животинский П.Б. Пористые перегородки и мембраны в электрохимической аппаратуре. Химия, 1978, с.41) катодная ячейка электролизера для электролитического рафинирования никеля, включающая полипропиленовый каркас, никелевую основу, диафрагменную перегородку из 100% полиэфира и имеющая следующие режимные параметры: скорость циркуляции католита 23-28 л/час; катодная плотность тока 200-270 А/м2; электросопротивление 13-17 Ом•см2; водопроницаемость 40-80 л/час•м2; продолжительность кампании 70-100 суток.
Недостатками данной катодной ячейки являются высокие эксплуатационные затраты из-за высокой стоимости диафрагменной перегородки, повышенный расход электрической энергии, повышенная чувствительность режимных параметров ячейки к составу католита и анолита.
В никелевом производстве при электролитическом получении катодного никеля катодная ячейка электролизера обеспечивает электроосаждение никеля на никелевой (катодной) основе и получение чистого металла в результате предотвращения электрохимического и диффузионного переноса примесей из анолита к катоду. При использовании в качестве диафрагменной перегородки льняного и льнолавсанового брезентов, имеющих низкую химическую стойкость в кислотной среде, происходит разрушение тканевой перегородки, увеличивается ее проницаемость (до 100 л/час•м2), в результате чего создаются условия для подсоса анолита в катодную ячейку и осаждения примесей на никелевой основе, что приводит к браку металла.
Использование диафрагменной перегородки из синтетической полиэфирной ткани, имеющей высокую химическую стойкость в кислых средах и высокое электрическое сопротивление, приводит к повышенным затратам электроэнергии и, как следствие этого, к прогарам и преждевременному выходу из строя диафрагменной перегородки
Поставленной перед нами технической задачей является снижение энерго- и материальных затрат, увеличение продолжительности кампании диафрагменной ячейки и повышение качества металла.
Сущность заявленного решения состоит в том, что в катодной ячейке электролизера при плотности тока на катоде 180-270 А/м2 и скорости циркуляции католита 23-28 л/час диафрагменная перегородка выполнена из ткани, содержащей 33-36% хлопка и 64-67% полиэфира, и имеет электрическое сопротивление не более 13,5 Ом•см2, водопроницаемость 15-35 л/час•м2, поверхностную плотность 780-830 г/м2.
Экспериментально установлено, что при содержании в ткани хлопка менее 33% и полиэфира более 67% увеличивается водопроницаемость перегородки и она перестает выполнять свое назначение. При содержании хлопка более 36% и полиэфира менее 64% происходит химическое разрушение ткани и увеличивается ее расход. Диафрагменная перегородка, имеющая водопроницаемость более 35 л/час•м2, не препятствует попаданию примесей из анолита в катодную ячейку, из-за подсоса анолита увеличиваются выход брака металла и расход ткани из-за прогаров. При водопроницаемости менее 15 л/час•м2 диафрагменная перегородка обладает высоким электросопротивлением, что приводит к увеличению расхода электроэнергии при электролизе никеля.
Пример.
Катодную ячейку электролизера, состоящую из полипропиленового каркаса, диафрагменной перегородки, содержащей 33-36% хлопка и 64-67% полиэфира, никелевой (катодной) основы, испытали в промышленном масштабе.
Изготовили опытные ячейки и установили их в промышленные ванны. При электрорафинировании никеля использовали католит следующего состава: никель 70-80 г/л; хлор 35-40 г/л; SO4 -2 120-140 г/л; H2SO4 0,7-0,9 г/л, pH 1,5-2,0, температура 70-80oC. Католит подавали сверху в катодную ячейку со скоростью 23-28 л/час и при этом поддерживали в ней уровень на 30-60 мм выше уровня анолита в ванне.
Состав анолита: никель 70-80 г/л, кобальт 0,4-0,5 г/л, железо 0,7- 0,9 г/л, медь 0,8-1,0 г/л, pH 0,76-1,24, температура 70-80oC. Плотность тока на катоде установили 180-270 А/м2.
В процессе электрорафинирования никеля осуществляли контроль режимных параметров работы катодных ячеек: плотности тока, скорости циркуляции католита, электросопротивления перегородки, водопроницаемости, напряжения на ванне, веса нарощенного никеля, продолжительности кампании перегородки.
На основе экспериментальных данных рассчитаны показатели эксплуатации катодной ячейки: удельный расход электроэнергии и удельный расход ткани (на 1 тонну нарощенного никеля). Качество катодного металла определялось по внешнему виду и химическому составу.
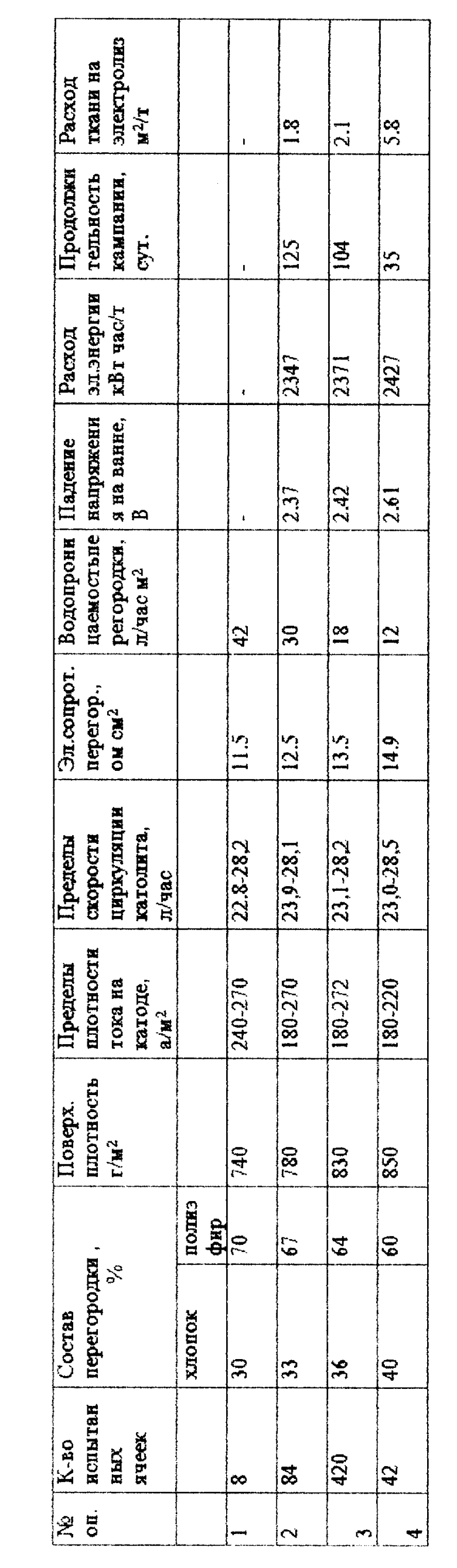
Результаты испытаний приведены в таблице.
Результаты испытаний (опыт N 1) показывают, что при использовании в катодной ячейке диафрагменной перегородки из ткани, содержащей 30% хлопка и 70% полиэфира, при циркуляции электролита в ячейке 25,4 л/час и плотности тока 255 А/м2, водопроницаемость перегородки возросла до 42 л/час•м2, что привело в восьми опытах, как видно из таблицы, к снижению уровня электролита в ячейке до уровня анолита. В результате подсоса анолита в катодную ячейку получен бракованный металл.
При использовании катодной ячейки с перегородкой из ткани, содержащей 40% хлопка и 60% полиэфира (опыт N 4), за счет химического растворения хлопка происходит увеличение водопроницаемости перегородки, подсоса анолита и, как следствие, получение бракованного электролитного никеля. При этом увеличивается удельный расход ткани до 5,8 м2/т и расход электроэнергии до 2427 кВт•час/т.
Опыты N 2 и N 3 показывают, что катодная ячейка с диафрагменной перегородкой из ткани, содержащей 33-36% хлопка и 64-67% полиэфира, при плотности ткани 780-830 г/м2, водопроницаемостью от 18 до 30 л/час•м2 и электросопротивлением 12,5-13,5 Ом•см2 позволяет получить наиболее высокие показатели: расход ткани - 1,8-2,1 м2 на 1 т никеля; расход электроэнергии 2347-2371 кВт•час/т.
Как видно из проведенных опытов и результатов таблицы, именно совокупность признаков, предложенная нами, обеспечивает получение желаемого технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМЕННОГО ЭЛЕМЕНТА ЯЧЕЙКИ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ И ДИАФРАГМЕННЫЙ ЭЛЕМЕНТ | 2003 |
|
RU2256729C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТНОГО НИКЕЛЯ | 2005 |
|
RU2303086C2 |
| СПОСОБ ПРОИЗВОДСТВА НИКЕЛЕВЫХ АНОДОВ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ НИКЕЛЯ | 2000 |
|
RU2166554C1 |
| СПОСОБ ПЕРЕРАБОТКИ ВТОРИЧНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2146720C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО НИКЕЛЯ | 1999 |
|
RU2141010C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 1999 |
|
RU2152459C1 |
| ДИАФРАГМЕННАЯ ТКАНЬ ДЛЯ ЭЛЕКТРОЭКСТРАКЦИИ НИКЕЛЯ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2692275C1 |
| СПОСОБ ПЕРЕРАБОТКИ ВТОРИЧНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2154119C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ НИКЕЛЯ | 1999 |
|
RU2144098C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО НИКЕЛЯ | 2001 |
|
RU2191850C1 |
Изобретение относится к металлургии тяжелых цветных металлов, в частности к области электролитического рафинирования никеля. Катодная ячейка электролизера для электролитического рафинирования никеля включает диэлектрический каркас, никелевую основу внутри его, диафрагменную перегородку, выполненную из ткани, содержащей 33-36% хлопка и 64-67% полиэфира, и имеющую электросопротивление не более 13,5 Ом • см2, водопроницаемость 15-35 л/ч•м2, поверхностную плотность 780-830 г/м2. При этом поддерживается скорость циркуляции католита 23 - 28 л/ч и плотность тока 180 - 270 А/м2. Изобретение позволяет снизить энерго- и материальные затраты, увеличить продолжительность кампании диафрагменной ячейки и повысить качество металла. 1 табл.
Катодная ячейка электролизера для электролитического рафинирования никеля, включающая диэлектрический каркас, никелевую основу внутри его, диафрагменную перегородку и обеспечивающая скорость циркуляции католита 23 - 28 л/ч, плотность тока 180 - 270 А/м2, отличающаяся тем, что диафрагменная перегородка выполнена из ткани, содержащей 33 - 36% хлопка и 64 - 67% полиэфира, и имеет электросопротивление не более 13,5 Ом • см2, водопроницаемость 15 - 35 л/ч • м2, поверхностную плотность 780 - 830 г/м2.
| Животинский П.Б | |||
| Пористые перегородки и мембраны в электрохимической аппаратуре | |||
| - Химия, 1978, с.41 | |||
| Смирнов В.И., Цейдлер А.А | |||
| и др | |||
| Металлургия меди, никеля, кобальта | |||
| - Металлургия, 1966, с.204 | |||
| Грань Т.В., Крылов А.С | |||
| Электролитическое рафинирование никеля | |||
| - Металлургия, 1970, с.23 | |||
| US, 4078979, 14.03.1978. |

