Настоящее изобретение касается разливки жидких металлов, в частности, непрерывной сифонной отливки металлических изделий, в частности труб. Несмотря на то, что оно применимо для отливки металлических изделий различных типов, оно особенно пригодно для отливки чугунных тонкостенных труб. Выражение "тонкостенные трубы" применимо к трубам, у которых соотношение между толщиной и диаметром мало и составляет менее 10%, оно скорее применимо к толщине, взятой отдельно.
Точнее изобретение относится к устройству позиционирования по отношению вертикальной оси вытягивания блок-фильеры машины непрерывной сифонной отливки чугунных труб. Такая литейная машина содержит блок-фильеру и устройство подачи жидкого чугуна, питающего блок-фильеру через ее нижний конец. Такое устройство подачи расплава описано, например, в заявке Франции A-2 705 259, поданной на имя заявителя. Данное устройство для подачи жидкого чугуна содержит U-образный блок-сифон из огнеупорного литого бетона, на выходном отверстии которого установлена блок-фильера.
Учитывая высокие температуры во время разливки жидких металлов, такой блок-сифон интенсивно изнашивается и/или разрушается под действием жидкого чугуна, контактирующего с ним в процессе непрерывной разливки. Кроме того, в случае прекращения разливки блок-сифон разрушается вследствие затвердевания чугуна.
В результате данный блок-сифон приходится полностью заменять после отливки определенного количества труб или после каждой остановки.
В связи с тем, что блок-сифон представляет собой относительно массивное изделие, и, учитывая, что он расположен на литейном столе разливочной машины установки для производства труб, то замена на месте блока-сифона очень затруднительна, даже невозможна. Поэтому необходимо полностью извлекать литейный стол из установки производства труб с тем, чтобы демонтировать и беспрепятственно заменить сифон.
Кроме того, в целях сокращения простоев при производстве труб используют в порядке чередования несколько одинаковых литейных столов. При замене блок-сифона одного из литейных столов в установку производства труб монтируют другой стол.
Однако во время замены литейного стола возникают трудности в отношении расположения по прямой линии фильеры и вертикальной оси вытягивания труб. Действительно, блок-фильера должна точно располагаться по прямой линии с вертикальной осью вытягивания с тем, чтобы обеспечить надлежащую работу установки производства труб. Однако ввиду полного демонтажа литейного стола такое расположение по прямой линии с осью вытягивания блок-фильеры затруднено и занимает много времени, в частности, вследствие переменной геометрии используемых огнеупорных элементов.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является устройство позиционирования блок-фильеры литейного стола машины непрерывной сифонной отливки изделий, известное из опубликованной заявки PCT WO 94/26444 A1, кл. B 22 D 11/14, B 22 D 11/04, 24.11.94.
Известное устройство предназначено для отливки чугунных труб и содержит станину, блок-фильеру и устройство подачи жидкого чугуна, с которым сопряжена своим нижним концом блок-фильера. Последняя расположена на устройстве подачи жидкого чугуна. Далее устройство позиционирования содержит средство расположения блок-фильеры по оси вытягивания.
Вышеописанному устройству позиционирования присущи недостатки ранее описанного устройства, согласно уровню техники, а именно, при отливке чугунных труб очень интенсивно изнашивается и далее разрушается блок-сифон, который приходится полностью заменять. Поэтому необходимо извлекать литейный стол, на котором установлен блок-сифон. Во время замены литейного стола возникают трудности в отношении расположения по прямой линии фильеры и вертикальной оси вытягивания труб, чтобы обеспечить надлежащую работу установки производства труб.
В основу изобретения положена задача создания устройства позиционирования блок-фильеры по отношению к вертикальной оси вытягивания и линейного стола машины для непрерывной сифонной отливки с устройством позиционирования блок-фильеры, позволяющее обеспечить быстрое и точное расположение по одной линии блок-фильеры и вертикальной оси вытягивания с целью сокращения простоев в трубном производстве.
Поставленная задача решается тем, что устройство позиционирования по отношению к вертикальной оси X-X вытягивания блок-фильеры литейного стола машины для непрерывной сифонной отливки изделий, в частности чугунных труб, содержащее станину, блок-фильеру, сопряженную своим нижним концом с устройством подачи жидкого чугуна к расположенную на нем, и средство расположения блок-фильеры по оси вытягивания, согласно изобретению содержит съемную опору, в которой закреплена блок-фильера, подвижную раму, на которой расположено устройство подачи жидкого чугуна, средства относительного позиционирования съемной опоры по отношению к подвижной раме, средства блокировки блок-фильеры в относительном положении между съемной опорой и подвижной рамой таким образом, что они образуют монолитный узел, и средства расположения блок фильеры по прямой линии оси (Y-Y) и вертикальной оси (X-X) вытягивания, а станина выполнена с возможностью размещения на ней монолитного узла, а ее расположение предварительно задано к вертикальной оси (X-X) вытягивания.
Устройство согласно изобретению характеризуется одним или несколькими следующими признаками:
средства относительного позиционирования съемной опоры по отношению к подвижной раме выполнены в виде по меньшей мере двух элементов вытянутой формы, прочно связанных со съемной опорой, и соответствующих направляющих элементов, связанных с подвижной рамой и предназначенных для размещения в них по одному элементу вытянутой формы, причем элементы вытянутой формы и направляющие элементы образуют, в частности, узлы "стойка - шариковая втулка";
средство блокировки выполнено в виде по меньшей мере одного цилиндра, в частности с текучей средой, связанного одновременно со съемной опорой и подвижной рамой;
каждый цилиндр по меньшей мере одним своим концом связан со съемной опорой и/или подвижной рамой посредством обоймы и съемного пальца, являющегося средством крепления цилиндра в обойме;
средства расположения по прямой линии содержат средства относительного позиционирования подвижной рамы по отношению к станине и средства регулировки горизонтального монолитного узла;
средства относительного позиционирования подвижной рамы по отношению к станине содержат по меньшей мере одно центрирующее средство, прочно связанное со станиной и выступающее над ней в направлении к подвижной раме, и соответствующее вмещающее средство, прочно связанное с подвижной рамой, или наоборот;
центрирующее или вмещающее средство, прочно связанное с подвижкой рамой, расположено по прямой линии с осью (Y-Y) блок-фильеры, а монолитный узел, связанный со станиной, расположен по прямой линии с вертикальной осью (X-X) вытягивания;
- средства регулировки горизонтальности содержат несколько опорных цилиндров, распределенных по нижней поверхности монолитного узла;
по меньшей мере один цилиндр выполнен в виде винтового домкрата.
Поставленная задача решается также тем, что литейный стол машины непрерывной сифонной отливки изделий, в частности чугунных труб, содержащий блок-фильеру, сопряженную своим нижним концом с устройством подачи жидкого чугуна и расположенную на нем, согласно изобретению содержит устройство позиционирования, как описано выше.
Другие цели и преимущества изобретения изложены в описании, приводимом ниже в качестве неограничивающего примера выполнения со ссылками на приложенные чертежи, на которых изображено:
фиг. 1 - вид сбоку на литейный стол согласно изобретению с первым вырывом на уровне входного отверстия устройства подачи жидкого чугуна и вторым вырывом на уровне выходного отверстия этого устройства;
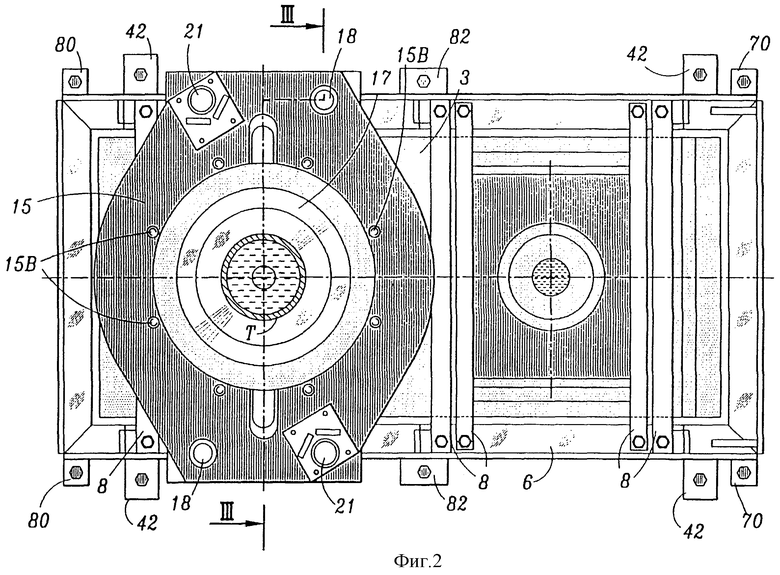
фиг. 2 - вид сверху на литейный стол в направлении стрелки II на фиг. 1;
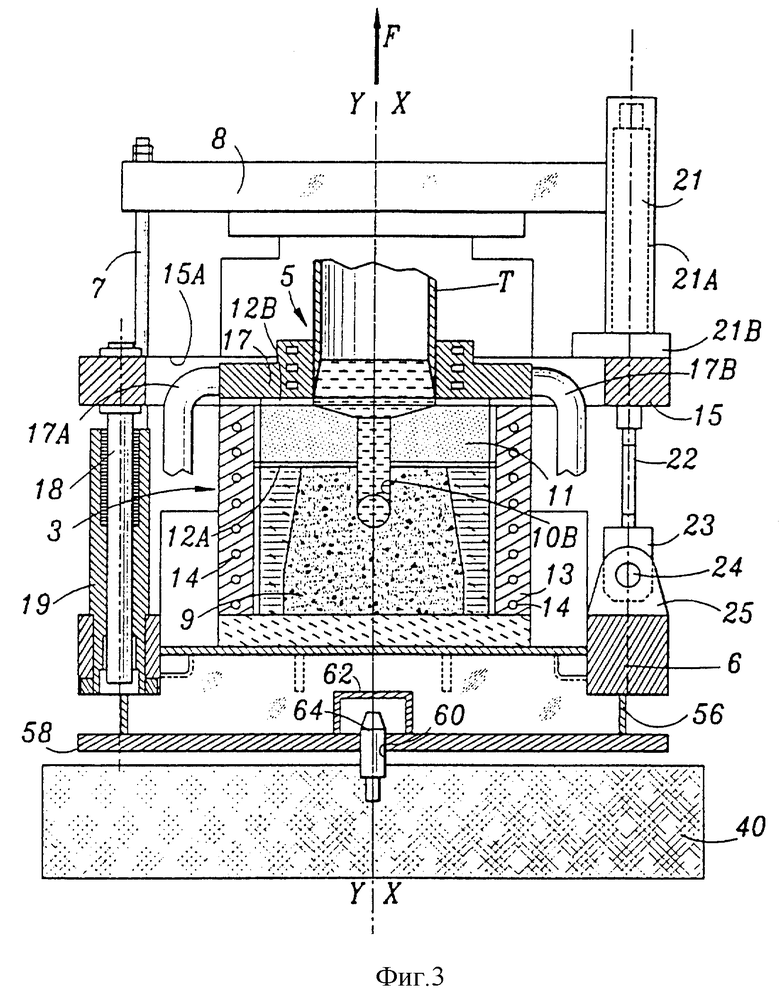
фиг. 3 - вид в поперечном разрезе по линии III-III на фиг. 2;
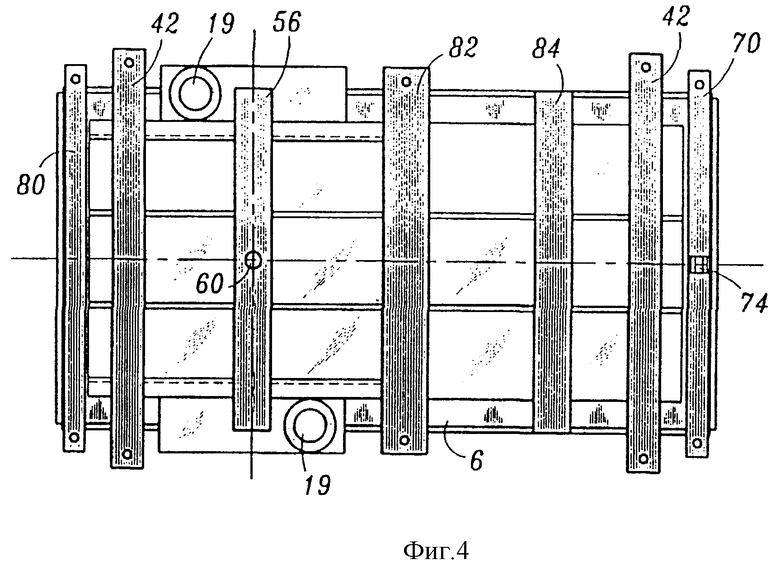
фиг. 4 - вид в плане снизу по стрелке IV на фиг. 1;
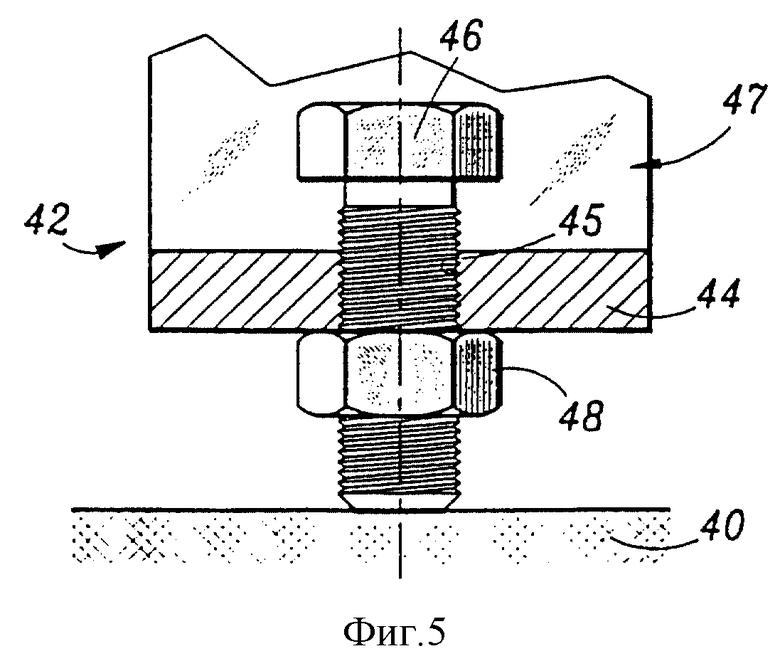
фиг. 5 - вид детали V на фиг. 1 в увеличенном масштабе.
На фиг. 1 показан литейный стол 1 машины для непрерывной сифонной отливки изделий, в частности чугунных труб Т. Указанный стол содержит устройство 3 для подачи жидкого чугуна и блок-фильеру 5, питаемую через свой нижний конец этим устройством 3. Труба Т вытягивается из блок-фильеры 5 не показанными вытягивающими средствами вверх по вертикальной оси X- X. Направление, в котором действует усилие вытягивания, отмечено стрелкой F.
Устройство 3 подачи жидкого чугуна установлено на раме 6 и удерживается от вертикального и бокового смещений на ней вертикальными тягами 7 и горизонтальными траверсами 8. Оно содержит U-образный сифон 9, выполненный монолитным из огнеупорного литого бетона.
Сифон 9 содержит канал 10 питания жидким чугуном, образованный нисходящим вертикальным участком 10A отверстия для впуска жидкого чугуна, горизонтальную часть (на фигурах не показана) и вертикальную, ориентированную вверх часть 10B отверстия для выпуска жидкого чугуна.
Обратившись к фиг. 3, можно видеть, что нагревательное основание 11 расположено между блок-фильерой 5 и выходным отверстием сифона 9. Герметичность по отношению к расплаву обеспечивается двумя кольцевыми герметичными соединениями 12A и 12B, причем первое соединение 12A в виде набивки расположено между сифоном 9 и нагревательным основанием 11, а второе соединение 12B - в виде набивки между нагревательным основанием 11 и блок-фильерой 5.
Кроме того, вокруг сифона 9 и нагревательного основания 11 расположен корпус 13, в толщу которого утоплены обмотки 14 возбуждения. Эти обмотки 14 возбуждения питаются электрическим током от не показанного внешнего электрического генератора и служат для поддержания чугуна в расплавленном состоянии индукционным нагревом.
Блок-фильера 5 неподвижно установлена в съемной опоре 15, выполненной в виде пластины. Эта блок-фильера содержит блок 17 охлаждения, сообщенный с контуром охлаждающей среды посредством впускной трубы 17A и выпускной 17B. Блок 17 имеет на своей верхней поверхности надставку меньшего диаметра. Она расположена в смежном гнезде 15A опоры 15 по вертикальной оси Y-Y и закреплена на ней осевыми болтами 15B (фиг. 2).
Относительное положение опоры 15 по отношению к раме 6 определено двумя стойками 18, являющимися средством позиционирования и которые ориентированы вниз и зафиксированы на опоре 15 в диаметрально противоположенном направлении по отношению к блок-фильере 5, как показано на фиг. 2. На фиг. 3 видно, что каждая стойка 18 заведена в соответствующую шариковую втулку 19, закрепленную на раме 6 и являющуюся также средством позиционирования.
Благодаря использованию стоек 18, взаимодействующих с шариковыми втулками 19, относительное положение опоры 15 к раме 6, а следовательно, и относительное положение блок-фильеры 5 к раме 6 точно задаются в плоскости, перпендикулярной к вертикальной оси X-X вытягивания, в то же время расстояние между опорой и рамой может устанавливаться в направлении, параллельном оси X-X. Стойка 18 и втулки 19 образуют средства относительного позиционирования опоры 15 и рамы 6.
Для блокировки опоры 15 по оси X-X по отношению к раме 6 предусмотрены два цилиндра 21 с текучей средой, такие, как, например, гидравлические или пневматические цилиндры, которые закреплены на опоре 15 в диаметрально противоположных положениях (фиг. 2). Согласно изображению на фиг. 3, каждый цилиндр 21 содержит шток 22, свободный конец 23 которого закреплен посредством пальца 24 в обойме 25, прочно соединенной с рамой 6. Каждый палец 24 застопорен в обойме 25 шплинтами (не показаны) с тем, чтобы опору 15 можно было легко демонтировать с рамы 6. Корпус 21A цилиндров 21 закреплен фланцем 21B на верхней поверхности опоры 15, в виде пластины. Цилиндры 21 и обоймы 25 являются органом блокировки положения между опорой 15 и рамой 6.
Как показано на фиг. 1, каждый цилиндр 21 с текучей средой связан трубопроводами 26, 27 с общим трубопроводом 29. Этот общий, трубопровод 29 сообщен с гидравлическим блоком 31 регулировки усилия сжатия каждого цилиндра, показанным схематически. Предпочтительно, чтобы указанный гидравлический блок также был установлен на раме 6.
Как только опора 15 цилиндрами 21 блокирована по отношению к раме 6, опора и рама, а также блок-фильера 5 и подающее устройство 3 образуют жесткий монолитный узел.
Рама 6 покоится на неподвижной станине 40 на четырех точках опоры. Для этого рама 6 содержит на своей нижней поверхности две горизонтальные опорные траверсы 42 квадратного сечения. Как видно на фиг. 2, эти траверсы 42 имеют длину, превышающую ширину рамы 6, и по бокам выступают за пределы этой рамы. Как показано на фиг. 5, траверсы 42 снабжены в каждой из своих концевых зон резьбовым отверстием 45, расположенным в стенке 44 напротив станины 40. В отверстие 45 завинчен опорный винт 46, который с этим отверстием образует винтовой домкрат 47 для регулировки горизонтальной рамы. От произвольного отвинчивания винт 46 застрахован контргайкой 48. Следовательно, понятно, что рама опирается на станину 40 нижними концами четырех винтов 46.
Для точного позиционирования оси Y-Y блок-фильеры 5 по отношению к оси X-X вытягивания трубы Т рама 6 содержит также на нижней стороне центрирующую горизонтальную траверсу 56 квадратного сечения. Как видно на фиг. 3, центрирующая траверса 56 снабжена расположенной напротив станины 40 стенкой 58, в которой выполнено центрирующее отверстие 60. Это центрирующее отверстие 60 отцентрировано по отношению к оси Y-Y блок-фильеры 5. Над центрирующим отверстием 60 расположена защитная заслонка 62.
Указанное центрирующее отверстие 60 взаимодействует, без существенного люфта, с центрирующим штифтом 64, прочно связанным со станиной 40. Станина 40 расположена таким образом, что вертикальная ось центрирующего штифта 64 расположена по прямой линии с осью X-X средств вытягивания. Центрирующее отверстие 60, штифт 64 и винтовой домкрат 47 образуют средство расположения по прямой линии оси Y-Y блок-фильеры 5 и вертикальной оси X-X вытягивания. При этом центрирующее отверстие 60 и штифт 64 образуют средство позиционирования рамы по отношению к станине, а винтовой домкрат 47 служит средством регулирования горизонтальности монолитного узла.
Взаимодействие центрирующего штифта 64 с центрирующим отверстием 60 обеспечивает совпадение точки оси вращения Y-Y блок-фильеры 5 с точкой вертикальной оси X-X средств вытягивания.
Для фиксации рамы 6 в угловом положении по отношению к станине 40 эта рама содержит на своем конце, изображенном справа на фиг. 1, дополнительную центрирующую горизонтальную траверсу 70 квадратного сечения. Эта траверса 70 в своей стенке, расположенной напротив станины 40, содержит по центру центрирующую канавку 74, взаимодействующую с дополнительным центрирующим штифтом 76, прочно связанным со станиной 40. Данная канавка 74 также защищена заслонкой от непроизвольного перекрытия.
Кроме того, на своей нижней поверхности рама 6 содержит горизонтальные траверсы 80, 82 и 84 квадратного сечения, предназначенные для крепления рамы 6 на станине 40. На каждом из своих боковых концов траверсы 80, 82 и 70 снабжены отверстиями под винты, которые закреплены в станине 40 для придания жесткости узлу "рама/станина" после позиционирования рамы 6 по отношению к станине 40.
Пространство между траверсами 56 и 82, а также пространство между траверсами 82 и 84 предусмотрены для вил погрузчика с тем, чтобы легко можно было переместить раму 6 вместе с литейным столом 1 при замене сифона 9 устройства 3 подачи жидкого чугуна.
Как уже ранее описано, сифон 9 устройства 3 подачи жидкого чугуна приходится регулярно заменять. С этой целью отвинчивают фиксирующие боковые винты в траверсах 80, 82 и 70 и захватывают раму 6 вилочным погрузчиком для перемещения агрегата на другое место для демонтажа литейного стола 1. С этой целью освобождают крепежные пальцы 24 в обоймах 25, что позволяет поднять узел, состоящий из опоры 15 с блок-фильерой 5, стоек 18 и цилиндров 21. Следовательно, достаточно демонтировать тяги 7 с траверсами 8, чтобы можно было приступить к замене использованного сифона 9.
Для позиционирования блок-фильеры 5 литейного стола 1, сифон 9 которого был только заменен, в шариковые втулки 19 заводят стойки 18. Затем закрепляют свободные концы штоков цилиндров 21 в обоймах 25 с помощью пальцев 24 и посредством шплинтов предупреждают любое смещение последних. С помощью гидравлического блока 31 цилиндрам 21 задают некоторое усилие сжатия для обеспечения упора блок-фильеры 5 в устройство 3 подачи и для сдавливания соединений 12A, 12B, в виде набивок, причем нагревательное основание 11 расположено между блок-фильерой 5 и устройством 3 подачи. При таком первом относительном позиционировании ось вращения Y-Y блок-фильеры 5, которая расположена в блоке 17 охлаждения, центрируется по отношению к центрирующему отверстию 60, выполненному в стенке центрирующей траверсы 56.
Затем на станину 40 устанавливают раму 6, несущую на себе закрепленную опору 15, с таким расчетом, чтобы центрирующий штифт 64 зашел в центрирующее отверстие 60, причем угловое положение рамы 6 по отношению к станине фиксируется дополнительным центрирующим штифтом 76, входящим в центрирующую канавку 74. На этом этапе вертикальная ось X-X вытягивания и ось вращения Y-Y блок-фильеры 5 перекрещиваются на уровне центрирующего штифта 64. Для совпадения между собой этих обеих осей достаточно отрегулировать горизонтальность рамы 6 на станине 40 с помощью винтов 46. Затем блокируют винты 46 контргайкам 48. Для придания жесткости агрегату завинчивают винты в боковых отверстиях, выполненных в траверсах 80, 82 и 70 станины 40.
При таком устройстве расположение по прямой линии фильеры с осью вытягивания X-X может осуществляться точно и быстро. Поэтому продолжительность простоев установки для отливки труб существенно сокращается.
Изобретение относится к непрерывной разливке жидких металлов. Блок-фильера машины непрерывной сифонной разливки сопряжена нижним концом с устройством подачи жидкого чугуна и расположена на нем. Устройство подачи жидкого чугуна расположено на подвижной раме. Блок-фильера закреплена на съемной опоре. Съемная опора, подвижная рама и устройство подачи жидкого чугуна образуют монолитный узел при помощи органов блокировки относительного положения. Монолитный узел размещен на станине. Изобретение позволяет обеспечить быстрое и точное расположение по одной линии с осью вытягивания блок-фильеры. 2 с. и 8 з.п. ф-лы, 5 ил.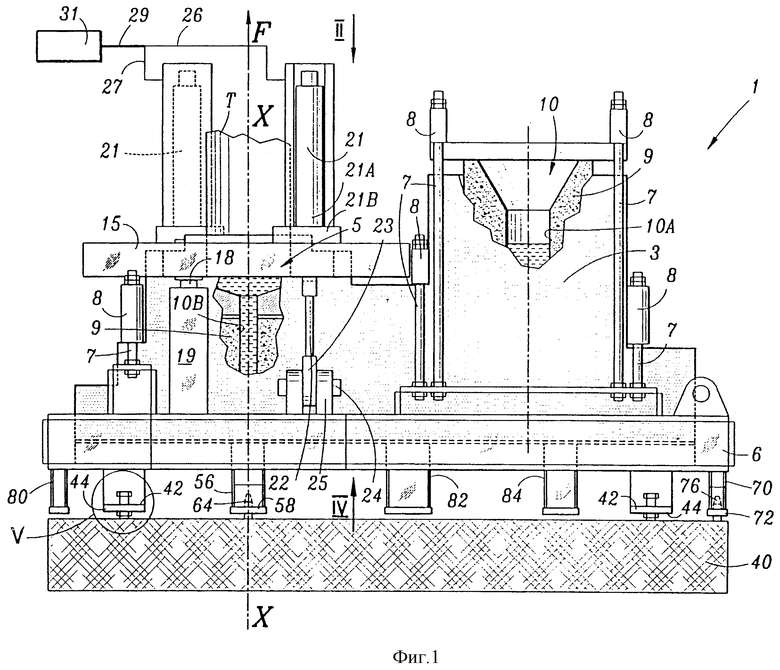
| Экономайзер | 0 |
|
SU94A1 |
| Устройство для центрирования кристаллизаторов установок непрерывной разливки | 1975 |
|
SU939166A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "СИЧЕНИКИ РЫБНЫЕ УКРАИНСКИЕ" | 2013 |
|
RU2508828C1 |
| US 3875991 A, 08.04.1975 | |||
| Устройство для контроля положенияКРиСТАллизАТОРА ОТНОСиТЕльНО ТЕХНОлО-гичЕСКОй ОСи МАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU827254A1 |
| Устройство для вычисления выражения @ | 1985 |
|
SU1357949A1 |

