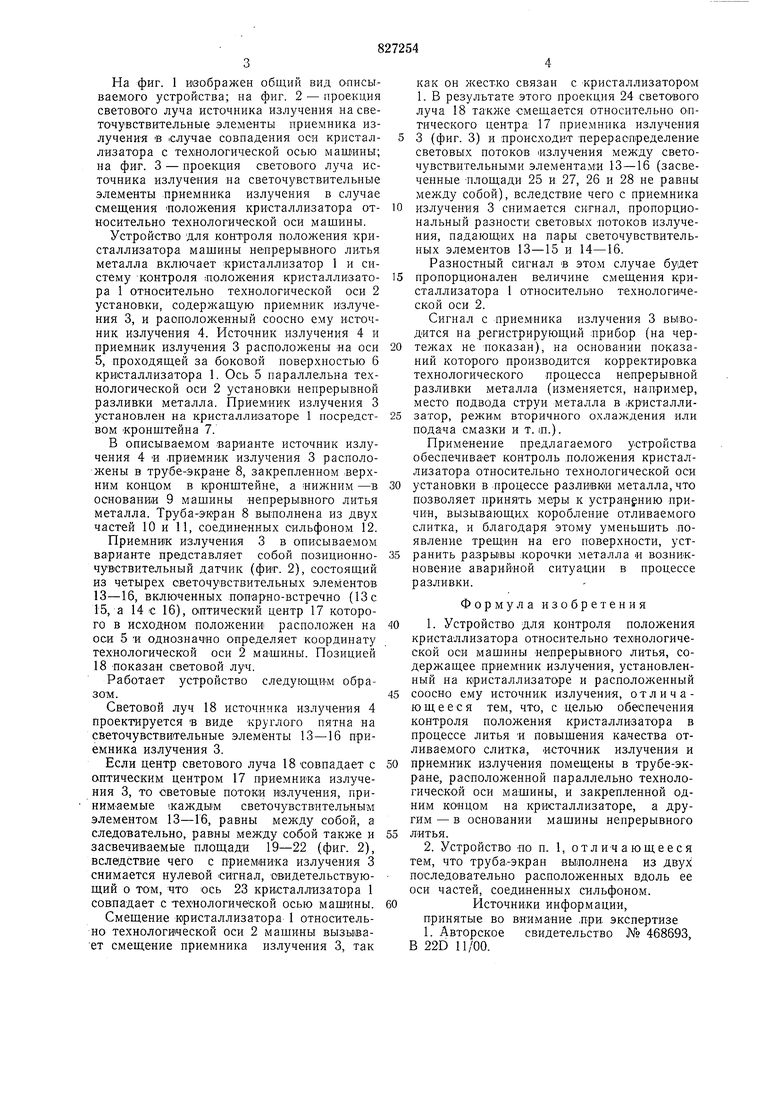
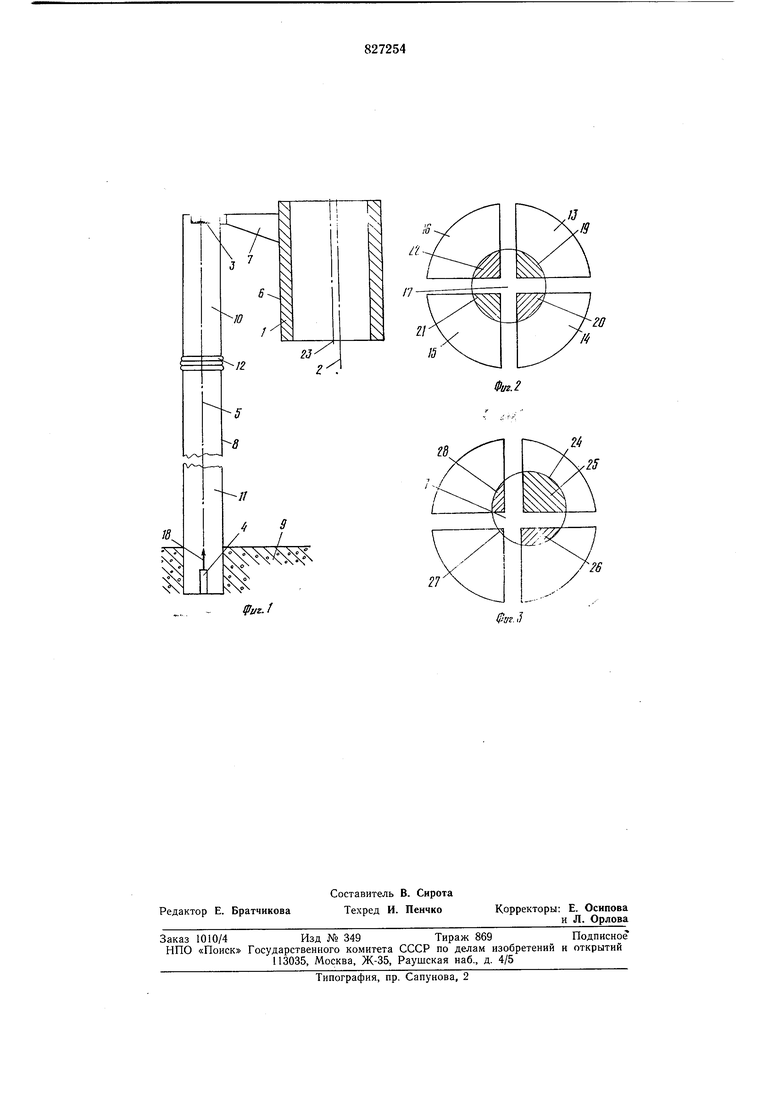
На фиг. 1 изображен общий вид описываемого устройства; на фиг. 2 - проекция светового луча источника излучения на светочувствительные элементы приемиика излучения В случае совпадения оси кристаллизатора с технологической осью машины; на фиг. 3 - ироекдия светового луча источника излучения иа светочувствительиые элементы приемника излучения в случае смещения положения кристаллизатора относительно технологической оси машины.
Устройство для контроля положения кристаллизатора машины непрерывного литья металла включает кристаллизатор 1 и систему -контроля положения кристаллизатора 1 относительно техиологической оси 2 установки, содерл ащую приемник излучения 3, и раоиоложенный соосно ему источник излучения 4. Источник излучения 4 и приемник излучения 3 расположены на оси 5, проходяш,ей за боковой поверхпостью 6 кристаллизатора 1. Ось 5 параллельна технологической оси 2 установки непрерывной разливки металла. Приемник излучения 3 установлен на кристаллизаторе 1 посредством Кронштейна 7.
В описываемом варианте источник излучения 4 И .приемнЕк излучения 3 расположены в трубе-экране 8, закрепленном верхним концом в кронштейне, а нижним -в основании 9 машины непрерывного литья металла. Труба-экран 8 выполнена из двух частей 10 и И, соединенных сильфоном 12.
Приемник излучения 3 в описываемом варианте представляет собой позиционночувствительный датчик (фиг. 2), состоящий из четырех светочувствительных элементов 13-16, включенных потарно-встречно (13с 15, а 14 с 16), о птический центр 17 которого в исходном положении расположен на оси 5 И однозначно определяет координату технологической оси 2 ма-шины. Позицией 18 -показан световой луч.
Работает устройство следующим образо-м.
Световой луч 18 источника излучения 4 проектируется в виде круглого пятна на светочувствительные элементы 13-16 приемника излучения 3.
Если центр светового луча 18 совпадает с оптическим центром 17 приемника излучения 3, то световые пото-ки И злучения, приниМаемые жаждьш светочувствительным элементом 13-16, равны между собой, а следовательно, равны между собой также и засвечиваемые площади 19-22 (фиг. 2), вследствие чего с приемиика излучения 3 снимается нулевой сигнал, свидетельствующий о том, что ось 23 кристаллизатора 1 совпадает с технологической осью машины.
Смещение кристаллизатора 1 относительно технологической оси 2 мащины вызывает смещение приемника излучения 3, так
как он жестко связан с кристаллизатором 1. В результате этого проекция 24 светового луча 18 также смещается относительно оптического центра 17 приемника излучения 3 (фиг. 3) и -происходит -перераспределение световых потоков излучения между светочувствительными элементами 13-16 (засвеченные Площ-ади 25 и 27, 26 и 28 не равны собой), вследствие чего с приемника
излучения 3 снимается сигнал, пропорциональный разности световых нотоков излучеиия, падающих на пары светочувствительных элементов 13-15 и 14-16.
Разностный сигнал в этом случае будет
пропорционален величине смещения кристаллизатора 1 относительно технологической оси 2.
Сигнал с приемника излучения 3 выводится на регистрирующий прибор (на чертежах не показан), на основании по-казаний которого производится корректировка технологического процесса непрерывной разливки металла (изменяется, например, место подвода струи металла в /кристаллизатор, режим вторичного охлаждения или подача смазки и т. in.).
Применение предлагаемого устройства обеспечивает контроль положения кристаллизатора относительно технологической оси
установки в процессе разливки металла, что позволяет принять меры к устранению причин, вызывающих коробление отливаемого слитка, и благодаря этому уменьшить .появление треш-ин на его поверхности, устранить разрывы .корочки металла « возникновение аварийной ситуации в процессе разливки.
Формула изобретеиия
1. Устройство для контроля положения кристаллизатора относительно технологической оси машины непрерывного литья, содержащее пр-ием-ник излучения, установленный на кристаллизаторе и расположенный
соосно ему источник излучения, отличающееся тем, что, с целью обеспечения контроля положения кристаллизатора в процессе литья и повышения качества отливаемого слитка, источник излучения и
приемник излучения помещены в трубе-экране, расположенной нараллельно технологической оси машины, и закрепленной одним концом на кристаллизаторе, а другим - в основании машины непрерывного
литья.
2. Устройство по п. 1, отличающееся тем, что труба-экран выполнена из двух последовательно расположенных вдоль ее оси частей, соединенных сильфоном.
Источники информации,
принятые во внимание лри. экспертизе 1. Авторское свидетельство № 468693, В 22D 11/00.
lO
IS
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПОЛОЖЕНИЯ НАПРАВЛЯЮЩИХ ЭЛЕМЕНТОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2031756C1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЗМА КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1992 |
|
RU2026138C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038187C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
.
д
