Изобретение относится к области производства фасонных трубчатых изделий, а именно, тройников из композиционных материалов, например, стеклопластиков и может быть использовано в химическом машиностроении, судостроении, медицинском приборостроении, а также в других отраслях промышленности, в которых необходимо использование фасонных трубчатых изделий, обладающих высокой стойкостью против воздействия агрессивных сред и высокой прочностью.
Известен способ изготовления тройника из композиционного материала, включающий сборку оправки в форме тройника, имеющего прямолинейный участок с двумя соосными отводами и примыкающий к нему участок с одним отводом, укладку слоев, пропитанных связующим нитей композиционного материала, на оправку путем намотки нитей, при которой имеет место сложная пространственная криволинейная траектория перемещения нитей, полимеризацию композиционного материала, разборку и извлечение оправки из готового тройника (см. патент GB N 2126300, МПК6 F 16 L 47/00, 1984). К недостаткам известного способа можно отнести его большую сложность, обусловленную необходимостью обеспечения сложной траектории перемещения нитей при их намотке на оправку, что требует наличия сложных средств управления и перемещения нитей. Также известный способ не обеспечивает получение достаточно прочного тройника ввиду невозможности получения равномерной структуры нитей по всей поверхности тройника.
Наиболее близким по технической сущности к предлагаемому способу является способ изготовления тройника из композиционного материала, включающий сборку оправки в форме тройника, имеющего прямолинейный участок с двумя соосными отводами и примыкающий к нему участок с одним отводом, укладку слоев пропитанных связующим нитей композиционного материала продольной и поперечной ориентации на оправку, полимеризацию композиционного материала, разборку и извлечение оправки из готового тройника (см. патент EP 0618395, МПК6 F 16 L 47/00, 1994 г.). Известный способ не обеспечивает получение достаточно прочного тройника ввиду невозможности получения равномерной структуры нитей по всей поверхности тройника, особенно в области присоединения примыкающего участка с одним отводом к прямолинейному участку с двумя соосными отводами.
Предлагаемое изобретение направлено на решение задачи, состоящей в повышении качества тройника из композиционного материала за счет увеличения прочности путем получения равномерной структуры нитей композиционного материала по всей поверхности тройника и обеспечения большей по сравнению с другими участками тройника, толщины композиционного материала в области присоединения примыкающего участка с одним отводом к прямолинейному участку с двумя соосными отводами, т.е. области, подверженной воздействию наибольших напряжении.
Поставленная задача решается тем, что в способе изготовления тройника из композиционного материала, включающим сборку оправки в форме тройника, имеющего прямолинейный участок с двумя соосными отводами и примыкающий к нему участок с одним отводом, укладку слоев пропитанных связующим нитей композиционного материала продольной и поперечной ориентации на оправку, полимеризацию композиционного материала, разборку и извлечение оправки из готового тройника после сборки оправки перед полимеризацией производят укладку на оправку симметрично относительно продольной оси примыкающего участка с одним отводом куска полотна прямоугольной формы из пропитанных связующим нитей композиционного материала, имеющего структуру, аналогичную структуре композиционного материалу, которая будет иметь место на участках тройника не покрытых этим куском полотна, размеры - по ширине больше наружного диаметра примыкающего участка с одним отводом, а по длине - больше величины периметра по наружному диаметру поперечного сечения прямолинейного участка с двумя соосными отводами, и полимеризованного на 28-32%, таким образом, чтобы кусок полотна по ширине располагался по образующей прямолинейного участка с двумя соосными отводами, а концы куска полотна при их соединении в области присоединения примыкающего участка с одним отводом внахлест облегали оправку, осуществляют закрепление куска полотна на оправке путем крестообразной укладки на него нескольких нитей композиционного материала, производят укладку на участки оправки, имеющие цилиндрическую форму слоев пропитанных связующим нитей композиционного материала продольной и поперечной ориентации непосредственно до места присоединения примыкающего участка с одним отводом.
В предпочтительном варианте кусок полотна композиционного материала формируют путем укладки на цилиндрическую оправку слоев пропитанных связующим нитей композиционного материала продольной и поперечной ориентации с последующими полимеризацией композиционного материала на 28-32% и разделением полученной цилиндрической оболочки по ее образующей.
Укладка после сборки оправки перед полимеризацией на оправку симметрично относительно продольной оси примыкающего участка с одним отводом куска полотна прямоугольной формы из пропитанных связующим нитей композиционного материала с указанными выше структурой и размерами, а также предлагаемым образом, обеспечивает гарантированное наличие в области присоединения примыкающего участка с одним отводом, где наиболее сложно, если вообще возможно, осуществить равномерную намотку нитей, композиционного материала со структурой, аналогичной структуре композиционного материала на участках тройника, где возможно осуществить равномерную намотку (участки тройника, имеющие цилиндрическую форму). При этом в месте соединения кусков полотна и облегания ими внахлест оправки толщина композиционного материала будет больше, чем на остальных участках тройника, что повышает прочность тройника в целом, т.к. место присоединения примыкающего участка с одним отводом является наиболее опасным с точки зрения возможности разрушения тройника. Использование же куска полотна из пропитанных связующим нитей композиционного материала и полимеризованного на 28-32% обусловлено тем, что при этом полотно имеет оптимальные адгезионные свойства, что позволяет устранить возможное перемещение куска полотна по оправке при его укладке и закреплении путем крестообразной укладки на него нескольких нитей композиционного материала.
Наличие указанных выше признаков позволяет, после закрепления куска полотна на оправке укладки на участки оправки, имеющие цилиндрическую форму, слоев пропитанных связующим нитей композиционного материала продольной и поперечной ориентации непосредственно до места присоединения примыкающего участка с одним отводом (участки, имеющие цилиндрическую форму), и полимеризации получить тройник, имеющий практически равномерные структуру и толщину (за исключением места соединения кусков полотна) по всему его объему, что повышает качество за счет увеличения прочности.
Формирование куска полотна композиционного материала путем укладки на цилиндрическую оправку слоев пропитанных связующим нитей композиционного материала, с последующими полимеризацией композиционного материала на 28-32% и разделением полученной цилиндрической оболочки по ее образующей, позволяет наиболее просто и с наименьшими трудозатратами получить кусок полотна, используемый при укладке на оправку в форме тройника.
На чертеже а) - вид спереди и б) - вид сбоку представлена оправка в сборе с закрепленным на ней куском полотна композиционного материала.
Предлагаемый способ изготовления тройника из композиционного материала осуществляется следующим образом. Производится сборка оправки в форме тройника, имеющего прямолинейный участок с двумя соосными отводами и примыкающий к нему участок с одним отводом. При этом, очевидно, что и оправка имеет соответствующие участки 1 и 2, которые при сборке соединяются между собой, например, при помощи болта (не показан), аналогичным образом, как и в способе-прототипе. Затем производят укладку на оправку симметрично относительно продольной оси примыкающего участка 2 с одним отводом куска 3 полотна прямоугольной формы из пропитанных связующим нитей композиционного материала, имеющего структуру, аналогичную структуре композиционного материала, которая будет иметь место на участках тройника, не покрытых этим куском полотна, размеры - по ширине больше наружного диаметра примыкающего участка с одним отводом готового тройника, а по длине - больше величины периметра по наружному диаметру поперечного сечения прямолинейного участка с двумя соосными отводами готового тройника, и полимеризованного на 28-32%. Укладка осуществляется таким образом, чтобы кусок 3 полотна по ширине располагался по образующей прямолинейного участка 1 с двумя соосными отводами, а концы куска 3 полотна в области присоединения примыкающего участка 2 с одним отводом (на чертеже пунктиром показаны концы куска полотна перед их соединением внахлест при облегании оправки) внахлест облегали оправку. При этом в месте соединения и облегания внахлест оправки концами куска 3 полотна толщина укладки будет равна двойной толщине самого полотна. Использование же куска 3 полотна из пропитанных связующим нитей композиционного материала и полимеризованного на 28-32% позволяет за счет оптимальных адгезионных свойств полотна устранить возможное перемещение куска 3 полотна по оправке при его укладке и закреплении на оправке, т.е. практически приклеить кусок 3 полотна к оправке.
В принципе этот кусок 3 полотна может быть получен различными методами, например, с использованием готового полотна из нитей композиционного материала, пропиткой его связующим и последующей полимеризацией на 28-32%. Однако на практике не всегда имеется в наличии готовое полотно требуемой структуры. Поэтому практически всегда необходимый кусок полотна формируют путем укладки на цилиндрическую оправку слоев пропитанных связующим нитей композиционного материала с последующими полимеризацией на 28-32% и разделением полученной цилиндрической оболочки требуемых структуры и размеров по ее образующей.
Оптимальная структура, как показали наши исследования, может быть получена путем укладки на цилиндрическую оправку вначале сплошного слоя пропитанных связующим нитей композиционного материала поперечной ориентации, затем слоя нитей продольной ориентации с одновременным прижатием их расположенными на определенном расстоянии нитями поперечной ориентации, и затем одного или нескольких сплошных слоев нитей поперечной ориентации.
После укладки куска 3 полотна на оправку осуществляют его закрепление на оправке путем крестообразной укладки на него нескольких нитей 4 композиционного материала. Такая крестообразная укладка производится с прижатием к оправке как соединенных внахлест концов куска 3 полотна, так и всего полотна по его периметру и в области уложенных крест-накрест нитей, в следующей последовательности: слева направо по диагонали, затем снизу вверх вокруг участка 1, справа налево по диагонали, затем вокруг участка 1, затем вокруг участка 2 и так несколько раз.
Затем производят укладку на участки оправки, имеющие цилиндрическую форму (l1, l2, l3), пропитанных связующим нитей композиционного материала продольной и поперечной ориентации непосредственно до места присоединения примыкающего участка с одним отводом. При этом такую укладку осуществляют таким образом, чтобы была получена структура, аналогичная структуре куска 3 полотна.
В заключение проводят полимеризацию, например, путем термообработки, сформированного на оправке композиционного материала, разборку и извлечение участков 1 и 2 оправки из готового тройника.
Реализация предлагаемого способа изготовления тройника из композиционного материала позволяет получить высококачественное изделие, обладающее повышенной прочностью.
Изобретение относится к производству фасонных трубчатых изделий. После сборки оправки перед полимеризацией производят укладку на оправку симметрично относительно продольной оси примыкающего участка с одним отводом куска полотна прямоугольной формы из пропитанных связующим нитей композиционного материала, имеющего структуру, аналогичную структуре композиционного материала, которая будет иметь место на участках тройника, не покрытых этим куском полотна. Размеры - по ширине больше наружного диаметра примыкающего участка с одним отводом, а по длине - больше величины периметра по наружному диаметру поперечного сечения прямолинейного участка с двумя соосными отводами, и полимеризованного на 28-32% таким образом, чтобы кусок полотна по ширине располагался по образующей прямолинейного участка с двумя соосными отводами. Концы куска при их соединении в области присоединения примыкающего участка с одним отводом внахлест облегают оправку, затем осуществляют закрепление куска полотна на оправке путем крестообразной укладки на него нескольких нитей композиционного материала, производят укладку на участки оправки, имеющие цилиндрическую форму слоев, пропитанных связующим нитей композиционного материала продольной и поперечной ориентации непосредственно до места присоединения примыкающего участка с одним отводом. В результате повышается качество тройника, увеличивается его прочность. 1 з.п.ф-лы, 2 ил.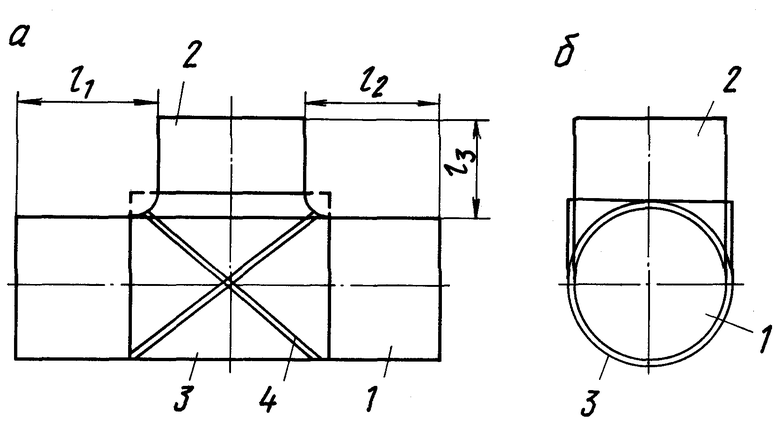
| Клей-расплав | 1977 |
|
SU618395A1 |
| МЕТОД ЛЕЧЕНИЯ ГНОЙНО-ВОСПАЛИТЕЛЬНЫХ ЗАБОЛЕВАНИЙ ЧЕЛЮСТНО-ЛИЦЕВОЙ ОБЛАСТИ | 1998 |
|
RU2141801C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ПОДАВАЕМОГО ПОД ДАВЛЕНИЕМ НЕПРЕРЫВНОГО ПОТОКА МАЛОГО РАСХОДА В ПУЛЬСИРУЮЩИЙ ПОТОК БОЛЬШОГО РАСХОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2126300C1 |
| Способ сборки фитинга из композиционного материала | 1989 |
|
SU1695021A1 |
| ФИТИНГ | 1991 |
|
RU2020359C1 |
| ФИТИНГ | 1992 |
|
RU2014546C1 |
